

يُعدّ التشكيل بالحقن البلاستيكي أحد أقوى التقنيات في تشكيل المواد المتعددة.
تتضمن هذه التقنية صبّ المطاط الصناعي على البلاستيك الصلب، ومن خلال هذه العملية يمكن تحسين خصائص المنتجات بشكل كبير. وتُستخدم هذه التقنية في تصنيع الأدوات الكهربائية والأجهزة الطبية وغيرها.
مع ذلك، واجه العديد من الأشخاص مشكلة تقشر طبقة التغليف بعد ألف عملية ضغط فقط، مما يؤدي إلى فشل المنتج بالكامل. يُعدّ انفصال الطبقات، والتسرب، وكسر الغلاف من أبرز المشاكل التي تعاني منها عملية التشكيل بالحقن الثانوي التقليدية.
لذا، فإن اختيار شركة حقن البلاستيك التي يمكنها توفير الربط الكيميائي والتحكم الدقيق هو ما يحدد فعلياً عمر المنتج وسرعة طرحه في السوق . ومما لا شك فيه أن هذا أحد المتطلبات الأساسية لصناعة حقن البلاستيك.
ملخص الإجابة الأساسية
مشكلة | حل | البيانات الرئيسية |
|---|---|---|
انفصال الطبقات في القالب | الترابط الكيميائي + التعشيق الميكانيكي | قوة التقشير ≥ 4 نيوتن/مم |
تشوه الركيزة بفعل الحرارة | تسخين الركيزة مسبقًا + مطابقة نقطة الانصهار | درجة حرارة الركيزة HDT أعلى بمقدار 20 درجة مئوية على الأقل من درجة حرارة انصهار التشكيل بالحقن. |
منطقة الفائض في القالب | التحكم في ضغط الحقن ذو الحلقة المغلقة | التفاوت ±0.02 مم |
مخاطر التحقق من النموذج الأولي | قالب ألومنيوم + اختبار قوة التقشير | توصيل قطع النموذج الأولي خلال 5-7 أيام |
أهم النقاط
- يتأثر عمر الأجزاء المصبوبة بشكل كبير بتوافق المواد ودقة القالب. تقدم شركة JS Precision تقارير بيانات الالتصاق لمادة PC/ABS+TPE لتكون مرجعًا دقيقًا لعملائها.
- في مرحلة النموذج الأولي، يعد استخدام قولبة حقن البلاستيك النموذجية للتحقق من قوة التقشير طريقة رائعة لمنع مشاكل الانفصال في مرحلة الإنتاج الضخم.
- يمكن لخدمة JS Precision المتكاملة (القالب + قولبة الحقن + الاختبار) أن تقلل من وقت طرح المنتجات في السوق بنسبة 30٪ وتقلل من تكاليف المعالجة الثانوية، مما يؤدي إلى تعزيز القدرة التنافسية للعملاء في السوق.
لماذا تختار خدمات حقن البلاستيك بالقولبة من شركة JS Precision؟
يؤدي اختيار مزود خدمة موثوق به لحقن البلاستيك إلى حل تحديات الحقن لديك وتحقيق إنتاج ناجح على نطاق واسع.
إن اختيار شركة JS Precision سيوفر لك خدمات موثوقة تلبي متطلبات العملاء ذوي المستوى العالي من خلال خبرتنا المهنية وتجربتنا الواسعة في الصناعة ومعاييرنا الصناعية المعترف بها.
تُقدّم خدماتنا لكم وفقًا لمعايير شهادة الجودة الطبية ISO 13485 في جميع مراحل الإنتاج، بما يتماشى مع المعايير العالمية. سيستخدم فريقنا خبرته التي تزيد عن عشر سنوات في مجال قولبة حقن البلاستيك لحل مشكلات انفصال الطبقات وتدفق البلاستيك الزائد.
لقد نجحنا في حل آلاف المشاكل الخاصة بالصناعة لأكثر من 500 عميل في المجالات الطبية وأدوات الطاقة والسيارات، وقد مكنتنا حلولنا من تحسين كفاءة الإنتاج وقابلية تسويق المنتجات.
لطالما عانى أحد عملاء تصنيع المقابض الطبية من مشكلة انفصال الطبقات في عملية التشكيل الزائد ودورات التسليم الطويلة للغاية، مما أدى إلى تأخيرات في إطلاق المنتج.
استخدم عملاؤنا تقنية مطابقة المواد الخاصة بنا جنبًا إلى جنب مع تصميم القوالب المتقدم ونظام حقن البلاستيك بالقولبة لتحقيق دخول المنتج إلى السوق والذي استغرق 6 أسابيع من تحليل DFM إلى شحن الدفعة الأولى .
تضع الصناعة الطبية معايير صارمة يلبيها حل قوة التقشير الذي طورناه من خلال تحقيق قوة 5 نيوتن/مم.
تشمل المزايا التي تحصل عليها من خلال شراكتنا معنا ما يلي:
- مطابقة توافق المواد مما يساعد العملاء على تقليل أعطال المنتجات والنفايات.
- التحكم الدقيق في قولبة حقن البلاستيك مما يزيد من كفاءة الإنتاج ويقلل من عيوب المنتج.
- نموذج الخدمة الموحد لدينا يعمل على تبسيط إدارة الموردين من خلال إزالة الحاجة إلى العمل مع موردين متعددين، مما يقلل بشكل فعال من تكاليف الإنتاج الإجمالية ويزيد من الفوائد إلى أقصى حد .
سواء كنت بحاجة إلى التحقق من النموذج الأولي أو الإنتاج بكميات كبيرة، يمكننا توفير حلول مصممة خصيصًا لك. إذا كنت تواجه صعوبات في عملية التشكيل بالحقن، تواصل مع مهندسينا للحصول على حلول مخصصة للتشكيل بالحقن البلاستيكي وتقييم مجاني لجدوى مشروعك.
ما هي العوامل الرئيسية التي تحدد جودة خدمات حقن البلاستيك بالقولبة؟
إن معرفة أهم عناصر خدمات حقن البلاستيك عالية الجودة ستمكنك من العثور على الشريك المناسب بسرعة.
تعتمد خدمات الطلاء المتميزة على التناغم بين الالتصاق الكيميائي والتثبيت الميكانيكي. وتُسهم خشونة سطح الركيزة البالغة Ra0.8m في تعزيز الالتصاق ، كما تُقلل هذه الخدمة الشاملة دورات التشكيل متعددة المواد بنسبة 30%.
كيف يعمل الالتصاق الكيميائي والقفل الميكانيكي معًا
إن تأثيرهما المشترك المتمثل في الالتصاق الكيميائي والقفل الميكانيكي هو ما يمنع طبقة الطلاء العلوية من التقشر بشكل أساسي: ترتبط المجموعات القطبية TPE كيميائيًا بركيزة PC/ABS، مما يحقق قوة تقشير تبلغ 4-6 نيوتن/مم.
يمكن أن يؤدي تصميم الركيزة بأخاديد متداخلة بعمق 0.3-0.5 مم أو ثقوب نافذة إلى زيادة قوة التقشير بنسبة 50٪.
يشبه هذا إلى حد كبير لصق الخشب. يجب أن يكون اللاصق قويًا بما يكفي (التصاق كيميائي)، ويجب أن تكون أسطح الخشب محززة حتى يلتصق اللاصق بها (تثبيت ميكانيكي). فقط عندما تكون الرابطة بهذه القوة، لن تنفصل بسهولة.
التنفيذ الفني لأنظمة منع الانزلاق، والتسريب، والتخميد
يمكنك تلبية احتياجات قطاعات مختلفة من خلال التنظيم الفني الدقيق: صلابة شور A من 40 إلى 60 (معامل الاحتكاك 0.6-0.8) توفر قبضة مريحة، ونسبة تشوه من 15% إلى 20% يمكن أن توفر منتجًا بختم IP67، وعامل فقدان TPE tan0.3 يمكنه امتصاص أكثر من 50% من الاهتزاز عالي التردد.
كيف تساعد القدرات الشاملة على طرح المنتجات في السوق أسرع بنسبة 30%
تتيح خدمة JS Precision المتكاملة، بدءًا من تصميم القوالب ومطابقة المواد والقولبة بالحقن وصولًا إلى الاختبار، الاعتماد على مورد واحد دون الحاجة إلى التفاوض مع عدة موردين. فعلى سبيل المثال، تم إنجاز مهمة تصنيع قطعة يدوية طبية، بدءًا من مراجعة التصميم للتصنيع وحتى الشحن الأولي للدفعة، في غضون ستة أسابيع فقط.
قم بتنزيل الورقة البيضاء الخاصة بتقنية حقن البلاستيك بالقولبة لفهم النقاط الأساسية للقولبة بالقولبة عالية الالتصاق بسرعة، مما يساعدك على اختيار مقدمي الخدمات بكفاءة وتخفيف مخاطر المشروع.

الشكل 1: غطاء هاتف محمول أسود اللون، ومقص، وأدوات صغيرة متنوعة مرتبة على سطح فيروزي اللون، توضح المنتجات التي يمكن إنتاجها باستخدام عمليات حقن البلاستيك الدقيقة.
كيفية تحقيق توافق سلس للمواد في قولبة حقن البلاستيك؟
إن توافق المواد هو أساس عملية قولبة حقن البلاستيك الناجحة.
في معظم الأحيان، عندما تنفصل الطبقات، يكون ذلك نتيجة مباشرة لعدم توافق المواد ، وبالتالي فإن المشكلة الرئيسية هي اختلاف نقطة الانصهار وتطابق طاقة السطح بين الركيزة ومادة التشكيل بالقولبة.
ينبغي أن تكون درجة حرارة تشوه الركيزة بالحرارة (HDT) أعلى من درجة انصهار طبقة التشكيل بالحقن بما لا يقل عن 20 درجة مئوية. ويمكن للتسخين المسبق عند درجة حرارة تتراوح بين 80 و120 درجة مئوية أن يعزز اختراق السلاسل الجزيئية ويرفع من قوة التقشير.
تركيبات المواد الشائعة الاستخدام وخصائص الالتصاق الخاصة بها
قد تختلف خصائص الالتصاق اختلافًا كبيرًا بين تركيبات المواد المختلفة. قد يساعدك جدول البيانات التالي في اختيار التركيبة المناسبة:
مزيج المواد | قوة التقشير (نيوتن/مم) | خشونة سطح الركيزة (Ra/μm) | درجة حرارة التسخين المسبق للركيزة (°م) | السيناريوهات القابلة للتطبيق |
|---|---|---|---|---|
PC/ABS + TPE (مبني على SEBS) | 5 | 0.4-0.8 | 80-90 | مقابض الأدوات الكهربائية، وهياكل الأجهزة المنزلية |
PA6 + TPU | 7 | 0.6-1.0 | 90-100 | قطع غيار السيارات، موانع تسرب مقاومة للماء |
بولي أوم + سيليكون | 3.5 | 1.0-1.5 | 100-110 | تروس دقيقة، أجزاء مقاومة للتآكل |
جهاز كمبيوتر + تلفزيون مدفوع | 4.8 | 0.5-0.9 | 85-95 | المعدات الطبية، والأغلفة الإلكترونية |
ABS + TPEE | 4.2 | 0.4-0.7 | 75-85 | الألعاب والمستلزمات اليومية |
مطابقة نقطة الانصهار والتحكم في تشوه الركيزة
يجب أن تكون درجة حرارة انحراف الحرارة (HDT) للركيزة أعلى من درجة انصهار التشكيل بالحقن بما لا يقل عن 20 درجة مئوية، وإلا ستلين الركيزة وتتشوه. ويمكن حل هذه المشكلة بإضافة ألياف زجاجية أو خفض درجة حرارة حقن التشكيل بالحقن.
بمعنى آخر، يشبه الأمر وضع ماء ساخن على مكعب ثلج. يجب أن يتمتع مكعب الثلج (الركيزة) بمقاومة حرارية أقل بكثير من الماء الساخن (درجة انصهار القالب) حتى لا يذوب ويتشوه.
إما أن نضيف الطبقة الواقية إلى مكعب الثلج (الألياف الزجاجية) أو نخفض درجة حرارة الماء الساخن (نخفض درجة حرارة الحقن).
يُسهّل تسخين الركيزة مسبقًا عملية الانتشار المتبادل للسلسلة الجزيئية
من خلال التسخين المسبق للركيزة بين 80 و 100 درجة مئوية، يتم تعزيز الانتشار المتقاطع للسلسلة الجزيئية، مما يؤدي إلى قوة تقشير تبلغ 4.5 نيوتن/مم والتمزق التماسك كنمط للفشل.
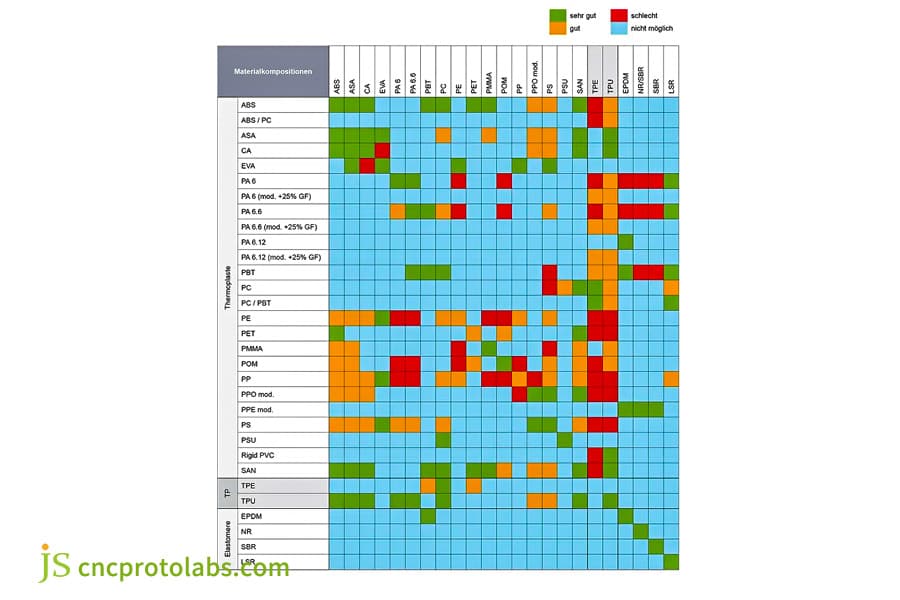
الشكل 2: مخطط مرمز بالألوان يوضح بالتفصيل التوافق بين مختلف المواد البلاستيكية الحرارية والمطاطية، وهو مرجع بالغ الأهمية لعمليات قولبة الحقن متعددة المواد.
لماذا يُعدّ قولبة حقن البلاستيك الدقيقة أمراً بالغ الأهمية بالنسبة للأختام متعددة المواد؟
يجب تصنيع الأجزاء التي ستُغطى بالبلاستيك المصبوب والتي تحتاج إلى إحكام إغلاقها باستخدام تقنية حقن البلاستيك الدقيقة . حتى انحراف بسيط في التفاوت المسموح به بمقدار 0.02 مم في منطقة التغطية بالبلاستيك المصبوب قد يتسبب في فيضان أو فشل في إحكام الإغلاق أو حتى تلف المنتج.
يُعدّ التحكم في ضغط الحقن بنظام الحلقة المغلقة (بنسبة تذبذب لا تتجاوز 1%) أمراً ضرورياً. إضافةً إلى الأختام الطبية التي تتطلب معيار IP68 ومعدل تسريب لا يتجاوز 0.01 سم مكعب/دقيقة، فإنّ قولبة الحقن الدقيقة أمرٌ لا غنى عنه.
العيوب الناتجة عن انحرافات التفاوت على مستوى الميكرون
قد تؤدي الانحرافات في التفاوتات على مستوى الميكرون إلى عيوب خطيرة:
- الفائض: إذا كانت خلوص القالب في المنطقة المصبوبة بشكل زائد >0.03 مم، فسيتم دفع المطاط الصناعي للخارج تحت ضغط عالٍ وسيتم تشكيل نتوءات 0.1-0.2 مم، مما يؤدي إلى تدهور أداء الختم وسيؤثر أيضًا على المظهر.
- فجوات خط الختم: عندما يكون خلوص سطح فصل القالب أقل من -0.02 مم (ضيق جدًا)، فإن المادة المصبوبة بشكل زائد لن تتمكن من ملء الفجوة، مما يؤدي إلى ظهور ثقوب نافذة وسيفشل الختم تمامًا.
يجب الحفاظ على الخلوص بين القالب وسطح الختم عند 0.005-0.015 مم لتجنب العيوب مثل الفائض وفجوات الختم.
متطلبات الاتساق لنظام التحكم ذي الحلقة المغلقة لضغط الحقن
يبدأ النظام بدقة متناهية، حيث يقوم بتعديل ضغط الحقن فورًا مع تغير الظروف. حتى التغييرات الطفيفة التي تتحكم بها صمامات المؤازرة تبقى ضمن نطاق نصف ميجاباسكال فوق أو تحت المستوى المستهدف. ويقلّ التسرب بشكل ملحوظ، حيث يتم تجنب ما يقارب أربعة أخماس الأجزاء.
عند الحفاظ على قوة الضغط، تتكرر النتائج بدقة متناهية، مع اختلاف لا يتجاوز اثنين بالمئة في كل دورة. ويضمن هذا التناسق الدقيق دقة الطبقات المطبقة في حدود عشرين ميكرومترًا في كلا الاتجاهين.
ببساطة، يشبه الأمر نفخ بالون باستخدام محقنة. نظام التحكم ذو الحلقة المغلقة أشبه بيد خبيرة، قادرة على التحكم بدقة في قوة النفخ.
لن ينفجر البالون بسبب قوة النفخ الزائدة (الفيضان)، ولن يكون ضعيفًا جدًا بحيث لا يمتلئ (عدم كفاية التعبئة). قوة النفخ ثابتة في كل مرة، وحجم البالون بعد نفخه ثابت تمامًا.
متطلبات سلامة الختم للأجهزة الطبية والإلكترونيات الدقيقة
تختلف متطلبات منع التسرب باختلاف الصناعات. الجدول التالي للاسترشاد به:
مجال التطبيق | تصنيف الإحكام | معدل التسرب المطلوب (سم مكعب/دقيقة) | طريقة الاختبار | معيار التحكم |
|---|---|---|---|---|
المعدات الطبية | IP68 | ≤0.01 | الكشف عن التسرب باستخدام كروماتوغرافيا الغاز الهيليوم | لم يحدث أي تسرب بعد 30 دقيقة تحت الماء على عمق متر واحد |
إلكترونيات دقيقة | IP67 | ≤0.05 | اختبار الضغط السلبي | يتحمل اللحام بالتدفق عند درجة حرارة 260 درجة مئوية |
IP65 | ≤0.1 | اختبار الرش عالي الضغط | لم يحدث أي تسريب بعد 1000 اهتزاز | |
معدات خارجية | IP66 | ≤0.08 | اختبار مقاومة الرمل والماء | لا يوجد عطل من -40 درجة مئوية إلى 85 درجة مئوية |
يصبح اكتشاف التسريبات الصغيرة ممكناً عندما تصل حساسية أدوات كروماتوغرافيا غاز الهيليوم إلى ما يقارب 10^-8 باسكال متر/ثانية. لأن هذه الدقة العالية تلتقط حتى أصغر مسارات التسرب.
الشكل 3: آلة حقن القوالب الخضراء قيد التشغيل، مع أكواب بلاستيكية بيضاء مصبوبة حديثًا ظاهرة في المقدمة، مما يدل على عملية إنتاج.
هل يمكن لتقنية حقن البلاستيك في النماذج الأولية التحقق من قوة الترابط مبكراً؟
يمكن اختبار قوة التقشير وسمك الطبقة الخارجية لنموذج حقن البلاستيك الأولي باستخدام قالب من الألومنيوم (التسليم خلال 7 أيام) قبل الإنتاج الضخم، وبالتالي لا توجد خسائر بعد الإنتاج الضخم.
يمكن لقوالب الألومنيوم تصنيع ما بين 200 و500 نموذج أولي، مع انحرافات في قوة التقشير لا تتجاوز 10% مقارنةً بقوالب الصلب. كما أنها تتيح تعديل عمليات الالتصاق بسرعة، ومن خلال الحشوات القابلة للاستبدال، يمكن التنبؤ بأداء الإنتاج الضخم.
اختبار قوة التقشير في مرحلة النموذج الأولي
تُختبر قوة التقشير وفقًا لمعايير ASTM D903 ، ومعايير القبول هي 4 نيوتن/مم وفشل التماسك. تختلف بيانات التجارب على قوالب الألومنيوم عن قوالب الصلب بنسبة 10%، مما يسمح بالتنبؤ بدقة بأداء الإنتاج الضخم.
التحقق السريع من قوالب الألومنيوم
يتراوح سعر قوالب الألومنيوم بين 3000 و5000 دولار أمريكي (أرخص بنسبة 70% من قوالب الصلب) ، مع خدمة توصيل خلال 7 أيام. وبالإضافة إلى التحقق من تصميم المقبض، يمكن تغيير سماكة طبقة التشكيل الزائد التي تتراوح بين 0.5 و3.0 مم.
كيفية تصميم أدوات حقن البلاستيك المتينة للقوالب المعقدة؟
تعتمد متانة المنتج وقدرته على الإنتاج بكميات كبيرة على تصميم قالب التشكيل بالحقن. تُنتج أدوات التشكيل بالحقن البلاستيكي نتائج عالية الجودة عندما تصل إلى حدود تآكل مانع التسرب ≤ 0.01 مم بعد 500,000 دورة تشغيل.
يتطلب قالب التشكيل بالحقن نظام قنوات مستقل لمنع تآكل الركيزة. ويجب الحفاظ على فرق درجة حرارة القالب عند ≤10 درجة مئوية من خلال تصميم دائرة تبريد خاصة تتوافق مع هذا الشرط.
الاختلافات في قنوات التوزيع بين قوالب اللون الواحد وقوالب التشكيل بالحقن المتعدد
يستخدم قالب اللون الواحد نظام تغذية رئيسي واحد، بينما يحتاج قالب التشكيل بالحقن إلى نظام تغذية ثانٍ. يجب أن تتجنب البوابة المناطق الضعيفة في الركيزة، ويجب ألا تتجاوز المسافة بين الفوهة والركيزة 2 مم.
دوائر تبريد متباينة لمنع التشوه
يبلغ عرض قنوات التبريد لطبقة الركيزة (سمكها 1.5-2.5 مم) 8 مم، وتمتد 10 مم من التجويف، ومدة التبريد 15 ثانية.
بالنسبة لطبقة التشكيل الزائد (سمك 0.5-1.5 مم)، يتم استخدام قنوات 6 مم تمتد 6 مم من التجويف لمدة 8 ثوانٍ للتبريد، مما يحدد فرق درجة حرارة القالب بحد أقصى 10 درجة مئوية.
تأثير مادة القالب ومعالجة السطح على العمر الافتراضي
في منطقة التشكيل بالحقن، يتم صنع التجويف من فولاذ H13 (HRC 48-52) الذي يوفر مقاومة للتآكل ثلاثة أضعاف مقاومة P20، بينما يحقق جانب الركيزة لمسة نهائية عاكسة لمنع الالتصاق ، ويتم صنفرة جانب التشكيل بالحقن لتحسين الالتصاق.
تتآكل منطقة إحكام القالب قليلاً في منطقة نقطة الإحكام، لكن التآكل أقل من 0.01 مم حتى بعد 500000 دورة، ويتم الحفاظ على معايير الإحكام IP67.
ما هي معايير الجودة في قولبة حقن البلاستيك التي تضمن طول عمر المكونات؟
يعتمد استقرار الأجزاء المصبوبة على المدى الطويل على الالتزام بمعايير جودة قولبة حقن البلاستيك ، ويساعد تنفيذ هذه التدابير على تجنب الأعطال الخفية.
تتوافق أجزاء التشكيل بالحقن الطبي مع معيار ISO 13485 بينما تتوافق أجزاء السيارات مع متطلبات معيار IATF 16949. ويتم ضمان الجودة من خلال الاختبارات فوق الصوتية والاختبارات التدميرية.
الاختلافات بين معيار ISO 13485 (الطبي) ومعيار IATF 16949 (السيارات)
بينما يحدد معيار ISO 13485 متطلبات تسجيل معلمات كل دفعة، واختبار الاحتفاظ بالعينات، والتوافق الحيوي، فإن معيار IATF 16949 يتطلب CPk 1.33 ويستخدم مخططات التحكم X-bar R لضمان استقرار الإنتاج الضخم.
شركة JS Precision، الحائزة على هاتين الشهادتين، تصدر أيضًا تقارير امتثال، وهي قادرة على تلبية أعلى متطلبات الجودة في الصناعة، وتضمن إمكانية تتبع الدفعة لكل منتج.
استخدام الاختبارات التدميرية وغير التدميرية
قد تكون العديد من تقنيات الاختبار مناسبة في مواقف مختلفة، ويؤدي المزج الحكيم بين هذه الأساليب إلى التحكم في التكاليف:
- الاختبار التدميري: اختبار التقشير 180 ( ASTM D903 )، عينتان لكل دفعة، يعتبر الفشل التماسك مقبولاً، مما يؤكد قوة الالتصاق.
- الاختبارات غير المدمرة: فحص الموجات فوق الصوتية C للكشف عن الفراغات بين الأسطح، والتصوير الحراري للكشف عن عيوب الالتصاق، وتحديد مشاكل الدفعة المحتملة دون إتلاف المنتج.
تبلغ تكلفة عملية الاختبار 2 دولار لكل عينة للاختبار بالموجات فوق الصوتية، وهو أرخص من الاختبار المدمر، وهو مناسب لاختبار الدفعات القياسية.
التحكم في العمليات للقضاء على حالات الفشل الكامنة
قد تُخفي رطوبة المواد الخام العيوب عند توزيع الحشو بشكل غير متساوٍ. يجب ألا تتجاوز نسبة الرطوبة 0.1% في مادة TPE، وإلا ستظهر مشاكل كامنة. يساعد اختبار TGA قبل التشكيل على اكتشاف المشاكل مبكرًا، ويمكن القول إن هذه الخطوة تمنع حدوث عيوب مكلفة لاحقًا.
تخضع جميع الأجزاء المصبوبة بالحقن لاختبار مزدوج لمدة 1000 ساعة، بما في ذلك الأطراف. ويبدو أن الانفصال لا يحدث إلا إذا انخفضت قوة التقشير بنسبة لا تتجاوز 20%. لذا فإن حد الفشل واضح، لا أعلى منه، ولا استثناءات.
ما هي استراتيجيات توفير التكاليف التي يجب مناقشتها مع شريكك في مجال التشكيل بالحقن؟
يُعد اختيار طريقة التشكيل بالحقن المناسبة وتقديم خدمة شاملة من الجوانب الأساسية لمشاريع التشكيل بالحقن البلاستيكي لتوفير المال وزيادة الإنتاجية إلى أقصى حد.
عند إنتاج أكثر من 50,000 وحدة سنويًا، يكون سعر الوحدة في عملية حقن القوالب ثنائية اللون أقل بنسبة 30% من سعرها في عملية حقن القوالب بالإدخال. وتُعدّ عملية حقن القوالب بالإدخال الخيار الأوفر للإنتاج بكميات صغيرة (أقل من 10,000 وحدة). وقد تُساهم خدمة المحطة الواحدة في خفض التكاليف الإجمالية بنسبة تتراوح بين 15% و20%.
مقارنة التكلفة بين تقنية حقن القوالب ثنائية اللون وتقنية حقن القوالب بالإدخال
يحدد حجم الإنتاج السنوي اختيار طريقة قولبة الحقن:
تُعد تقنية قولبة الحقن ثنائية اللون مناسبة للإنتاج بكميات كبيرة (مع وقت دورة يبلغ 30 ثانية)، في حين أن قولبة الحقن بالإدخال ستكون خيارًا أفضل لعمليات الإنتاج بكميات صغيرة (لأنها تتطلب استثمارات أقل في القوالب).
إذا تجاوز الإنتاج السنوي 50,000 وحدة، فإن نقطة التعادل الواضحة في التكلفة هي استخدام تقنية حقن القوالب ثنائية اللون، أما إذا كان الإنتاج أقل من 10,000 وحدة، فاختر تقنية التشكيل بالإدخال. وبهذه الطريقة، لن تستثمر في قوالب غير ضرورية.
كيف تقلل خدمة المحطة الواحدة من تكاليف الخدمات اللوجستية والمعالجة الثانوية
قد يؤدي التوريد اللامركزي إلى زيادة في النفقات الإجمالية تصل إلى 30%. يقدم حل JS Precision الشامل والمتكامل إدارةً كاملةً لسلسلة التوريد، مما يخفف من تكاليف النقل وإعادة الفحص، وبالتالي يحقق وفورات بنسبة 24% في مشروع محدد لأزرار السيارات.
بالنسبة لمشروع أزرار السيارات، بلغت التكلفة الإجمالية للمحطة الواحدة 85000 دولار، أي أقل بنسبة 24٪ من الشراء اللامركزي، وكانت دورة التسليم أسرع بنسبة 30٪.
اختيار طريقة التشكيل بالحقن بناءً على حجم الإنتاج السنوي: التشكيل بالحقن ثنائي اللون فعال للإنتاج على نطاق واسع (مدة الدورة 30 ثانية)، في حين أن التشكيل بالإدخال هو الأفضل للإنتاج على نطاق صغير (استثمار أقل في القوالب).
يساعد تحليل التصميم للتصنيع (DFM) على استبعاد التصاميم الجديدة التي قد تؤدي إلى إعادة العمل. يقدم هذا التقرير تحليلاً لجدوى التشكيل بالحقن، والمواد، والتعاون مع مصممي المنتج. ويقدم التقرير ثلاثة اقتراحات مناسبة.
أرسل رسوماتك ثلاثية الأبعاد لتلقي تحليل DFM مجاني وحساب التكلفة، مما يتيح لك حلاً مخصصًا لخفض التكاليف في عملية حقن البلاستيك بالقولبة ويزيد من التحكم في تكلفة المشروع.
دراسة حالة شركة JS Precision: الإنتاج الضخم لـ 100000 قطعة من مقابض الأدوات الكهربائية المغلفة بمادة لاصقة
استنادًا إلى حالة إنتاج ضخم حقيقية، دعونا نلقي نظرة على كيفية معالجة شركة JS Precision لتحديات تغليف المنتجات لدى العملاء، ومساعدتهم على تحقيق إنتاج ضخم فعال، وخفض التكاليف، وزيادة الكفاءة. تتمثل هذه الحالة في مشروع إنتاج ضخم لمقابض الأدوات الكهربائية، يشمل 100,000 قطعة.
التحديات
كان المورد الأولي للعميل يقدم حلاً للقولبة الخارجية PC+TPE (Shore A 60) والذي كان به العديد من المشاكل: بدأت طبقة القولبة الخارجية في التقشر بعد 1000 عملية تثبيت، وكانت قوة التقشير 2 نيوتن/مم فقط (المعيار هو 4 نيوتن/مم).
سمح اختبار مانع التسرب IP67 بتسرب بمعدل 0.5 سم مكعب/دقيقة، وبالتالي فشل في تلبية المعيار. أدت درجة حرارة حقن التشكيل الزائد البالغة 210 درجة مئوية إلى تشوه موضعي بمقدار 0.3 مم في ركيزة PC/ABS (HDT 110 درجة مئوية)، مما أثر بدوره على التجميع.
حل
عندما تولت شركة JS Precision المشروع، قمنا أولاً بتحديد المشكلات الرئيسية للعميل من خلال إجراء دراسة معمقة. ثم، وبدمج النقاط الرئيسية لتقنية حقن البلاستيك بالقولبة، توصلنا إلى الحل الأمثل.
1. قمنا بتصميم قالب جديد بحيث تمت إضافة أخدود متداخل بعمق 0.4 مم إلى سطح الركيزة لغرض تشكيل التعشيق الميكانيكي.
إلى جانب ذلك، تمكّنا من الحفاظ على خشونة سطح الركيزة عند مستوى Ra 0.6 متر لتحسين الالتصاق الكيميائي. ونتيجة لذلك، تحسّنت قوة التقشير بطريقتين مختلفتين.
2. استبدلنا مادة التشكيل الأصلية بمادة Kraiburg TC6GPZ TPE، التي تم تعديل صلابتها إلى Shore A 50. تبلغ درجة انصهار هذه المادة 190 درجة مئوية، وهو ما يختلف بمقدار 80 درجة مئوية عن درجة حرارة التشوه الحراري (110 درجة مئوية) للركيزة PC/ABS، وبالتالي يمنع الركيزة وظيفيًا من التشوه الحراري.
3. استخدمنا آلة حقن بلاستيك ذات حلقة مغلقة، حيث تم التحكم في تقلبات ضغط الحقن عند 0.3 ميجا باسكال. إضافةً إلى ذلك، تم ضبط فجوة القالب في منطقة الحقن الزائد على 0.01 مم، مما أدى إلى القضاء التام على أدنى فائض.
٤. قمنا بتطبيق خطوة التنظيف بالموجات فوق الصوتية على الركيزة، بتردد ٤٠ كيلوهرتز ولمدة ٣ دقائق، وقد أسفرت هذه العملية عن إزالة فعالة للغاية لمادة فصل القالب وبقع الزيت من سطح الركيزة. وبالتالي، تحسن الالتصاق بشكل ملحوظ.
النتائج النهائية
بعد التحسين، رأينا نتائج رائعة:
- كان متوسط قوة التقشير 6.5 نيوتن/مم، وكان نمط الفشل هو التمزق التماسك.
- علاوة على ذلك، كان معدل التسرب في اختبار IP67 هو 0.003 سم مكعب/دقيقة، وقد تحمل المنتج 1000 دورة حرارية.
- كان عمر القالب 500000 دورة، ولم تكن هناك أي حالات انفصال طبقات أثناء الإنتاج الضخم لـ 100000 قطعة.
- كانت تكلفة الوحدة أقل بنسبة 18٪ من تكلفة المورد الأصلي، وقد تم اعتماد هذا الحل بالفعل من قبل العميل في 4 خطوط إنتاج، مع مشتريات سنوية تبلغ 400000 وحدة.
أرسل رسوماتك ثلاثية الأبعاد لتكرار تجربة الإنتاج الضخم الناجحة لتقنية حقن البلاستيك بالقولبة لمقابض الأدوات الكهربائية، واحصل على حل مخصص لتقنية حقن البلاستيك بالقولبة، وساعد منتجاتك على الاستحواذ على حصة سوقية.

الشكل 4: المكونات المفككة لمقبض أداة كهربائية، ويظهر إطارًا هيكليًا أخضر اللون ومقبضًا أسود اللون مصبوبًا، مما يسلط الضوء على تقنية الصب بالحقن.
الأسئلة الشائعة
س1: ما هي الأسباب الرئيسية لانفصال الطبقات في الأجزاء المصبوبة بالحقن؟
تتمثل الأسباب الرئيسية في تلوث سطح الركيزة، وعدم تطابق درجة الانصهار، وعدم كفاية التسخين المسبق. لذا، من الضروري تنظيف الركيزة جيدًا، والتحكم في فرق درجة حرارة الانصهار، وتسخين الركيزة مسبقًا إلى 80-100 درجة مئوية لتجنب انفصال الطبقة البينية.
س2: ما هي المعالجة السطحية المطلوبة لعملية التشكيل بالحقن فوق مادة TPE لمادة PC/ABS؟
يتطلب الأمر التنظيف بالموجات فوق الصوتية أو البلازما للتحكم في خشونة سطح الركيزة إلى Ra 0.4-0.8 ميكرومتر، مما يمكن أن يحسن قوة التقشير بنسبة 30٪ ويضمن التصاقًا مستقرًا.
س3: كيف نختار بين قولبة الحقن ثنائية اللون وقولبة الحقن المضمنة؟
اختر بناءً على حجم الإنتاج السنوي. بالنسبة لأكثر من 50,000 قطعة، اختر تقنية حقن القوالب ثنائية اللون (تكلفة أقل للقطعة الواحدة)، أما بالنسبة لأقل من 10,000 قطعة، فاختر تقنية حقن القوالب المدمجة (استثمار أقل في القوالب)، وذلك للتكيف مع احتياجات الإنتاج المختلفة.
س4: ما هي قيود قوالب التشكيل بالحقن المباشر للنماذج الأولية؟
قوالب التشكيل بالحقن المباشر للنماذج الأولية هي في الغالب قوالب ألومنيوم، ذات عمر افتراضي قصير، حيث تنتج ما بين 500 و1000 قطعة فقط. يبلغ انحراف قوة التقشير عن قوالب الصلب ≤10%، مما يجعلها مناسبة فقط للتحقق من صحة العملية.
س5: ما هو الحد الأدنى لسمك طبقة التشكيل بالقولبة؟
يبلغ الحد الأدنى لسمك طبقة التشكيل بالحقن 0.5 مم. ويتطلب ذلك استخدام تقنية حقن عالية السرعة لضمان ملء متجانس. يُوصى بسمك 1.0 مم أو أكثر لضمان فعالية الملء وقوة الالتصاق.
س6: ما هي مادة التشكيل بالحقن التي يجب اختيارها للبيئات ذات درجات الحرارة العالية (120 درجة مئوية)؟
تُعدّ مواد التشكيل بالقولبة المصنوعة من السيليكون أو البولي فينيل ثيوفين مناسبة للبيئات ذات درجات الحرارة العالية (120 درجة مئوية). أما بالنسبة لمواد الركيزة، فيُفضّل استخدام البولي فينيل سلفيد (PPS) أو البولي إيثيلين إيمين (PEI) لأن درجة حرارة التشوه الحراري (HDT) الخاصة بهما يجب أن تكون أعلى من 150 درجة مئوية لتجنب أي انفصال أو تشوه.
س7: ما هي فترة الضمان لقوالب التشكيل بالحقن؟
تأتي قوالب الصلب بضمان لمدة 500,000 دورة أو سنتين، بينما قوالب الألومنيوم بضمان لمدة 500 دورة. خلال فترة الضمان، إذا تجاوز تآكل مانع التسرب 0.02 مم، فسنقوم بإصلاحه مجانًا.
س8: ما هي دورة تسليم JS Precision؟
يتم تسليم قوالب النماذج الأولية في غضون 7-10 أيام، وقوالب الإنتاج الضخم في غضون 25-30 يومًا، ويمكن تحضير الدفعة الأولى من الأجزاء المصبوبة في غضون 3 أيام فقط، مما يلبي متطلبات التحقق السريع والإنتاج الضخم.
ملخص
تُعتبر عملية التشكيل بالحقن البلاستيكي مزيجًا من توافق المواد، وقوالب دقيقة، والتحكم في العملية.
أحد العوامل المهمة في جعل تقنية التشكيل بالحقن ميزة تنافسية لمنتجاتك، وتجنب نقاط الضعف، وتقليل التكاليف، وتسريع الإنتاج هو اختيار مورد يتمتع بقدرات احترافية وخبرة غنية وقدرات خدمة كاملة للعملية.
تضع شركة JS Precision مصالح عملائها في المقام الأول. فإلى جانب تحليل التصميم للتصنيع (DFM) والتحقق من نماذج قوالب الألمنيوم، توفر الشركة أيضًا إنتاجًا ضخمًا بلونين. وتتميز الشركة بنسبة مطابقة لقوة التقشير تبلغ 99.5%، كما أنها حاصلة على شهادتين معتمدتين وفقًا لمعياري ISO 13485 و IATF 16949.
ما عليك سوى إرسال رسوماتك ثلاثية الأبعاد (بصيغة STEP أو IGES) وستحصل على تقرير تحليل DFM مجاني وعرض سعر مُخصّص. تشمل الاستشارات المتعلقة بمشاريع التشكيل بالحقن أيضًا ورقة بيانات مجانية لاختبار مقارنة التصاق المواد.

تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. لا تقدم شركة JS Precision Services أي ضمانات، صريحة أو ضمنية، بشأن دقة أو اكتمال أو صحة المعلومات. ولا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة JS Precision. تقع مسؤولية ذلك على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأجزاء. يرجى التواصل معنا لمزيد من المعلومات .
فريق دقة جافا سكريبت
شركة JS Precision شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. باختياركم JS Precision ، تضمنون الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.cncprotolabs.com
مورد

