

Lo stampaggio a iniezione di materie plastiche è una delle tecniche più efficaci nello stampaggio multimateriale.
Si tratta di un processo di sovrastampaggio di elastomeri su materie plastiche rigide, che permette di migliorare notevolmente le proprietà dei prodotti. I prodotti realizzati con questa tecnica si trovano nel mercato degli utensili elettrici, delle apparecchiature mediche, ecc.
Tuttavia, molte persone hanno riscontrato il problema del distacco dello strato di sovrastampaggio dopo sole 1000 impugnature, con conseguente completo fallimento dell'intero prodotto. Delaminazione, fuoriuscita di materiale e rottura della guarnizione sono i principali problemi di cui soffre il tradizionale stampaggio a iniezione secondario.
Pertanto, la scelta di un'azienda di sovrastampaggio a iniezione di materie plastiche in grado di garantire un legame chimico e un controllo preciso è ciò che effettivamente determina la durata del prodotto e il suo time-to-market . Indubbiamente, questa è una delle esigenze fondamentali del settore dello stampaggio a iniezione di materie plastiche.
Riepilogo delle risposte principali
Problema | Soluzione | Dati chiave |
|---|---|---|
Delaminazione da sovrastampaggio | Legame chimico + interblocco meccanico | Forza di pelatura ≥ 4 N/mm |
Deformazione termica del substrato | Preriscaldare il substrato + corrispondenza del punto di fusione | Temperatura HDT del substrato ≥ 20 °C superiore alla temperatura di fusione dello stampaggio a iniezione. |
Zona di sovrastampaggio in eccesso | Controllo della pressione di iniezione a circuito chiuso | Tolleranza ±0,02 mm |
Rischio di verifica del prototipo | Stampo in alluminio + test di resistenza alla pelatura | Consegna dei prototipi in 5-7 giorni |
Punti chiave
- La durata dei pezzi sovrastampati è influenzata principalmente dalla compatibilità dei materiali e dalla precisione dello stampo. JS Precision è in grado di fornire ai clienti report sui dati di adesione di PC/ABS+TPE per un riferimento preciso.
- Nella fase di prototipazione, l'utilizzo dello stampaggio a iniezione di plastica per la verifica della resistenza alla delaminazione è un ottimo modo per prevenire problemi di delaminazione nella fase di produzione di massa.
- Il servizio completo di JS Precision (stampo + stampaggio a iniezione + collaudo) può ridurre del 30% i tempi di immissione sul mercato dei prodotti e i costi di lavorazione secondaria, migliorando così la competitività dei clienti.
Perché scegliere i servizi di sovrastampaggio a iniezione di plastica di JS Precision?
La scelta di un fornitore affidabile di servizi di sovrastampaggio a iniezione di materie plastiche consente sia di risolvere le problematiche relative al sovrastampaggio, sia di raggiungere una produzione su larga scala di successo.
Scegliendo JS Precision avrete la garanzia di servizi affidabili che soddisfano le esigenze di una clientela di alto livello, grazie alla nostra competenza professionale, alla vasta esperienza nel settore e ai nostri standard riconosciuti.
I servizi che vi offriamo sono conformi agli standard di certificazione ISO 13485 per il settore medicale, in ogni fase del processo, e rispettano gli standard internazionali. Il nostro team, con oltre dieci anni di esperienza nello stampaggio a iniezione di materie plastiche, è in grado di risolvere i vostri problemi di delaminazione e fuoriuscita di materiale durante lo stampaggio.
Abbiamo risolto con successo migliaia di problemi specifici del settore per oltre 500 clienti nei settori medicale, degli utensili elettrici e automobilistico, e le nostre soluzioni hanno permesso ai clienti di migliorare l'efficienza produttiva e la commerciabilità dei prodotti.
Un cliente del settore delle impugnature medicali era da tempo preoccupato dalla delaminazione dovuta allo stampaggio a iniezione e dai cicli di consegna eccessivamente lunghi, che comportavano ritardi nel lancio dei prodotti.
I nostri clienti hanno utilizzato la nostra tecnologia di abbinamento dei materiali insieme alla nostra progettazione avanzata degli stampi e al sistema di sovrastampaggio a iniezione di plastica per immettere il prodotto sul mercato, operazione che ha richiesto 6 settimane dall'analisi DFM alla spedizione del primo lotto .
L'industria medica stabilisce standard rigorosi che la nostra soluzione per la resistenza alla pelatura soddisfa, raggiungendo una resistenza di 5 N/mm.
I vantaggi che otterrete grazie alla nostra collaborazione includono:
- Abbinamento di materiali compatibili che aiuta i clienti a ridurre i guasti e gli sprechi di prodotto.
- Controllo preciso dello stampaggio a iniezione di materie plastiche che aumenta l'efficienza produttiva e riduce i difetti del prodotto.
- Il nostro modello di servizio unificato semplifica la gestione dei fornitori, eliminando la necessità di collaborare con più fornitori, riducendo efficacemente i costi complessivi di produzione e massimizzando i benefici .
Che abbiate bisogno di verificare un prototipo o di produrre in serie, possiamo fornirvi soluzioni personalizzate. Se riscontrate difficoltà con lo stampaggio a iniezione, contattate i nostri ingegneri per una soluzione personalizzata e una valutazione di fattibilità gratuita del vostro progetto.
Quali sono i fattori chiave che definiscono servizi di sovrastampaggio a iniezione di plastica di alta qualità?
Conoscere gli elementi più importanti dei servizi di sovrastampaggio a iniezione di materie plastiche di alta qualità vi permetterà di trovare il partner giusto in un batter d'occhio.
I servizi di rivestimento di alta qualità si basano sulla perfetta sinergia tra adesione chimica e bloccaggio meccanico. Una rugosità superficiale del substrato di Ra0,8m favorisce l'adesione , e il servizio "tutto in uno" può ridurre del 30% i cicli di stampaggio multimateriale .
Come funzionano insieme l'adesione chimica e il bloccaggio meccanico
L'effetto combinato di adesione chimica e bloccaggio meccanico è ciò che fondamentalmente impedisce il distacco dello strato di rivestimento: i gruppi polari del TPE si legano chimicamente al substrato in PC/ABS, raggiungendo una forza di distacco di 4-6 N/mm.
Progettare il substrato con scanalature a coda di rondine profonde 0,3-0,5 mm o fori passanti può portare a un aumento della resistenza allo strappo del 50%.
In sostanza, è simile all'incollaggio del legno. La colla deve essere di per sé sufficientemente forte (adesione chimica) e le superfici del legno devono essere scanalate in modo che la colla possa aderire alle scanalature (incastro meccanico). Solo quando il legame è così forte, non si staccherà facilmente.
Implementazione tecnica di soluzioni antiscivolo, sigillanti e smorzanti
Grazie a una precisa regolazione tecnica, è possibile soddisfare le esigenze di diversi settori: una durezza Shore A di 40-60 (coefficiente di attrito 0,6-0,8) offre una presa piacevole, un rapporto di deformazione del 15%-20% consente di ottenere un prodotto con grado di protezione IP67, e un fattore di perdita TPE tan0,3 può assorbire oltre il 50% delle vibrazioni ad alta frequenza.
Come le funzionalità end-to-end contribuiscono a immettere i prodotti sul mercato il 30% più velocemente
Il servizio integrato di JS Precision, che spazia dalla progettazione degli stampi alla selezione dei materiali, dallo stampaggio a iniezione al collaudo, consente un unico fornitore, eliminando la necessità di negoziare con diversi fornitori. A titolo di esempio, la realizzazione di un manipolo medicale è stata completata in sole 6 settimane, dalla revisione DFM alla spedizione iniziale del lotto.
Scarica il white paper sulla tecnologia di sovrastampaggio a iniezione di plastica per comprendere rapidamente i punti chiave del sovrastampaggio ad alta adesione, che ti aiuterà a selezionare in modo efficiente i fornitori di servizi e a mitigare i rischi del progetto.

Figura 1: Una custodia nera per cellulare, delle forbici e vari piccoli strumenti disposti su una superficie turchese, a illustrare i prodotti che possono essere realizzati con processi di stampaggio a iniezione di plastica di precisione.
Come ottenere una perfetta compatibilità dei materiali nello stampaggio a iniezione delle materie plastiche?
La compatibilità dei materiali è davvero alla base di uno stampaggio a iniezione di materie plastiche efficace.
Nella maggior parte dei casi, la separazione degli strati è una diretta conseguenza dell'incompatibilità dei materiali e, pertanto, il problema principale risiede nella differenza di punto di fusione e nella corrispondenza dell'energia superficiale tra il substrato e il materiale di sovrastampaggio.
La temperatura di distorsione termica (HDT) del substrato deve essere superiore alla temperatura di fusione dello stampaggio a iniezione di almeno 20 °C. Un preriscaldamento a 80-120 °C può favorire la penetrazione delle catene molecolari e aumentare la resistenza al distacco.
Combinazioni di materiali comunemente utilizzate e le loro proprietà di adesione
Diverse combinazioni di materiali possono presentare prestazioni di adesione molto diverse. La seguente tabella dati può esservi d'aiuto nella scelta della combinazione più adatta:
Combinazione di materiali | Forza di pelatura (N/mm) | Rugosità della superficie del substrato (Ra/μm) | Temperatura di preriscaldamento del substrato (°C) | Scenari applicabili |
|---|---|---|---|---|
PC/ABS + TPE (a base di SEBS) | 5 | 0,4-0,8 | 80-90 | Impugnature per utensili elettrici, alloggiamenti per elettrodomestici |
PA6 + TPU | 7 | 0,6-1,0 | 90-100 | Componenti per autoveicoli, guarnizioni impermeabili |
POM + Silicone | 3.5 | 1,0-1,5 | 100-110 | Ingranaggi di precisione, componenti resistenti all'usura |
PC + TPV | 4.8 | 0,5-0,9 | 85-95 | Apparecchiature mediche, alloggiamenti elettronici |
ABS + TPEE | 4.2 | 0,4-0,7 | 75-85 | Giocattoli e articoli di prima necessità |
Corrispondenza del punto di fusione e controllo della deformazione del substrato
La temperatura di deflessione termica (HDT) del substrato deve essere almeno 20 °C superiore alla temperatura di fusione dello stampaggio a iniezione, altrimenti il substrato si ammorbidirà e si deformerà. Questo problema può essere risolto aggiungendo fibra di vetro o riducendo la temperatura di iniezione dello stampaggio a iniezione.
Un altro modo per dirlo è come mettere dell'acqua bollente su un cubetto di ghiaccio. Il cubetto di ghiaccio (substrato) deve avere una resistenza al calore significativamente inferiore rispetto all'acqua bollente (temperatura di fusione per sovrastampaggio) in modo che non si sciolga e non si deformi.
O aggiungiamo uno strato protettivo al cubetto di ghiaccio (fibra di vetro) oppure riduciamo la temperatura dell'acqua calda (abbassiamo la temperatura di iniezione).
Il preriscaldamento del substrato facilita la diffusione incrociata delle catene molecolari
Preriscaldando il substrato tra 80 e 100 °C, si favorisce la diffusione incrociata delle catene molecolari, ottenendo una resistenza alla pelatura di 4,5 N/mm e una rottura per lacerazione coesiva.
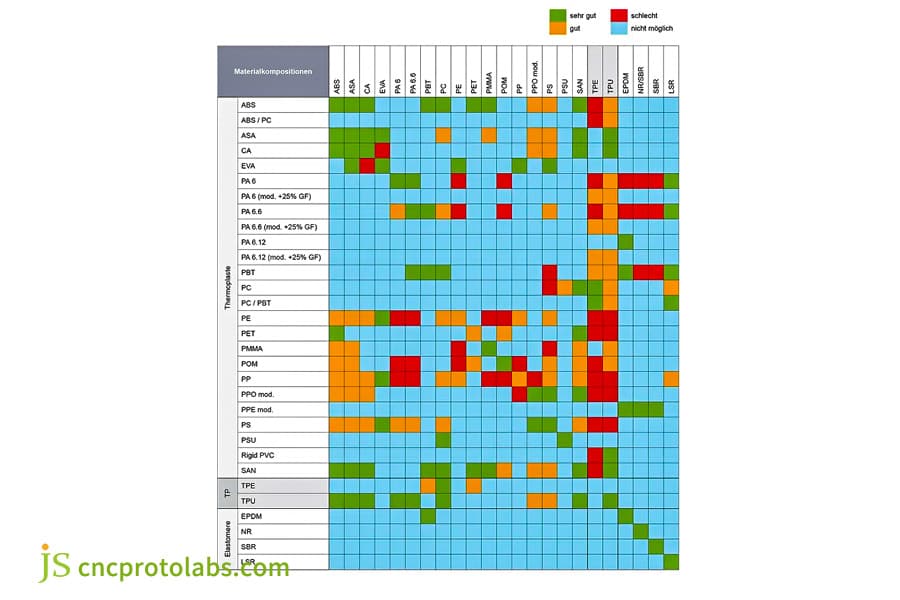
Figura 2: Una tabella con codifica a colori che illustra la compatibilità tra vari termoplastici ed elastomeri, un riferimento fondamentale per i processi di stampaggio a iniezione multimateriale.
Perché lo stampaggio a iniezione di precisione della plastica è fondamentale per le guarnizioni multimateriale?
I componenti che devono essere sovrastampati e sigillati devono essere realizzati mediante stampaggio a iniezione di precisione . Anche una deviazione di tolleranza di 0,02 mm nell'area sovrastampata può causare una fuoriuscita di materiale, un cedimento della sigillatura o addirittura lo scarto del pezzo.
Il controllo a circuito chiuso della pressione di iniezione (fluttuazione dell'1%) è indispensabile. Oltre alle guarnizioni medicali che richiedono lo standard IP68 e una velocità di perdita di 0,01 cc/min, è fondamentale lo stampaggio a iniezione di precisione.
Difetti causati da deviazioni di tolleranza a livello di micron
Le deviazioni di tolleranza a livello di micron possono dare origine a gravi difetti:
- Trabocco: Se il gioco dello stampo nell'area sovrastampata è >0,03 mm, l'elastomero verrà espulso ad alta pressione e si formeranno bave di 0,1-0,2 mm, compromettendo così le prestazioni di tenuta e influenzando anche l'aspetto.
- Spazi vuoti nella linea di tenuta: quando il gioco tra le superfici di separazione dello stampo è <-0,02 mm (troppo stretto), il materiale sovrastampato non sarà in grado di riempire lo spazio, con conseguente formazione di fori passanti e completa rottura della tenuta.
È necessario mantenere uno spazio tra lo stampo e la superficie di tenuta compreso tra 0,005 e 0,015 mm per evitare difetti come fuoriuscite e fessure di tenuta.
Requisiti di coerenza del sistema di controllo a circuito chiuso per la pressione di iniezione
Partendo dalla precisione, il sistema regola istantaneamente la pressione di iniezione al variare delle condizioni. Anche le piccole variazioni, gestite dalle servovalvole, rimangono entro mezzo megapascal al di sopra o al di sotto del valore target. Si riducono al minimo le perdite: si evitano circa quattro pezzi su cinque.
Mantenendo costante la forza, i risultati si ripetono in modo molto preciso, con variazioni inferiori al due percento a ogni ciclo. Questa elevata uniformità garantisce che gli strati applicati siano accurati entro venti micrometri in più o in meno.
In parole semplici, è come gonfiare un palloncino con una siringa. Il sistema di controllo a circuito chiuso è come una mano esperta, in grado di controllare con precisione la forza di gonfiaggio.
Il palloncino non scoppierà per una forza eccessiva (trabocco), né sarà troppo debole per gonfiarlo a sufficienza (riempimento insufficiente). La forza di gonfiaggio è sempre la stessa e le dimensioni del palloncino una volta gonfiato sono esattamente le stesse.
Requisiti di integrità della sigillatura per dispositivi medici ed elettronica di precisione
I requisiti di tenuta variano a seconda del settore. La tabella seguente è da intendersi a titolo di riferimento:
Area di applicazione | Grado di tenuta | Requisito di portata di perdita (cc/min) | Metodo di prova | Standard di controllo |
|---|---|---|---|---|
Apparecchiature mediche | IP68 | ≤0,01 | Rilevamento delle perdite tramite gascromatografia all'elio | Nessuna perdita dopo 30 minuti di immersione a 1 metro di profondità. |
Precision Electronics | IP67 | ≤0,05 | Test di pressione negativa | Resiste alla saldatura a rifusione a 260 °C |
IP65 | ≤0,1 | test di spruzzatura ad alta pressione | Nessuna perdita dopo 1000 vibrazioni | |
Attrezzatura per esterni | IP66 | ≤0,08 | Test di resistenza alla sabbia e all'acqua | Nessun guasto da -40 °C a 85 °C |
L'individuazione di perdite minime diventa possibile quando gli strumenti di cromatografia gassosa a elio raggiungono sensibilità prossime a 10^-8 Pam/s. Perché una tale precisione permette di rilevare anche i più piccoli percorsi di fuga.
Figura 3: Una pressa a iniezione verde in funzione, con bicchieri di plastica bianca appena stampati visibili in primo piano, a dimostrazione di un ciclo di produzione.
È possibile validare in anticipo la forza di adesione tramite stampaggio a iniezione di plastica con prototipi?
Il prototipo di stampaggio a iniezione di plastica con stampo in alluminio (consegna in 7 giorni) consente di testare la resistenza alla delaminazione e lo spessore di sovrapposizione prima della produzione di massa, evitando così perdite successive.
Gli stampi in alluminio consentono di realizzare da 200 a 500 prototipi, con una resistenza al distacco inferiore del 10% rispetto agli stampi in acciaio. Permettono una rapida messa a punto dei processi di adesione e, grazie agli inserti sostituibili, consentono di prevedere le prestazioni della produzione di massa.
Test di resistenza alla pelatura nella fase di prototipo
La resistenza alla pelatura viene testata secondo gli standard ASTM D903 , i criteri di accettazione sono 4 N/mm e rottura coesiva. I dati sperimentali dello stampo in alluminio presentano deviazioni del 10% rispetto agli stampi in acciaio, pertanto le prestazioni della produzione di massa possono essere previste con precisione.
Validazione rapida degli stampi in alluminio
Il prezzo degli stampi in alluminio si aggira tra i 3000 e i 5000 dollari (il 70% in meno rispetto agli stampi in acciaio) , con consegna in 7 giorni. Oltre alla validazione del design dell'impugnatura, è possibile modificare lo spessore del sovrastampaggio, che varia da 0,5 a 3,0 mm.
Come progettare stampi a iniezione di plastica resistenti per sovrastampi complessi?
La durabilità del prodotto e la sua capacità di produzione in serie dipendono dalla progettazione dello stampo di sovrastampaggio. Gli stampi per lo stampaggio a iniezione di materie plastiche producono risultati di alta qualità quando raggiungono limiti di usura della guarnizione ≤0,01 mm dopo 500.000 cicli operativi.
Lo stampo per sovrastampaggio richiede un sistema di canali di colata indipendente per prevenire l'erosione del substrato. La differenza di temperatura dello stampo deve essere mantenuta a ≤10 °C tramite un circuito di raffreddamento appositamente progettato per soddisfare tale requisito.
Differenze nei canali di colata tra stampi monocolore e stampi a sovrastampaggio
Lo stampo monocolore utilizza un sistema di canali di colata principale, mentre lo stampo per sovrastampaggio necessita di un secondo sistema di canali di colata. Il punto di iniezione deve evitare le zone deboli del substrato e la distanza tra l'ugello e il substrato deve essere ≤2 mm.
Circuiti di raffreddamento differenziati per prevenire la deformazione
I canali di raffreddamento per lo strato del substrato (spessore 1,5-2,5 mm) sono larghi 8 mm, si estendono per 10 mm dalla cavità e la durata del raffreddamento è di 15 secondi.
Per lo strato di sovrastampaggio (spessore 0,5-1,5 mm), vengono utilizzati canali da 6 mm che si estendono per 6 mm dalla cavità per un tempo di raffreddamento di 8 secondi, che imposta la differenza di temperatura dello stampo a un massimo di 10 °C.
Impatto del materiale dello stampo e del trattamento superficiale sulla durata
Nella zona di sovrastampaggio, la cavità è realizzata in acciaio H13 (HRC 48-52) che offre una resistenza all'usura tripla rispetto al P20, mentre il lato del substrato presenta una finitura a specchio per evitare l'adesione e il lato di sovrastampaggio è sabbiato per una migliore aderenza.
La zona di tenuta dello stampo si usura leggermente nel punto di tenuta, ma l'usura è inferiore a 0,01 mm anche dopo 500.000 cicli, e gli standard di tenuta IP67 vengono mantenuti.
Quali standard di qualità per lo stampaggio a iniezione di materie plastiche garantiscono la longevità dei componenti?
La stabilità a lungo termine dei pezzi sovrastampati dipende dal rispetto degli standard di qualità dello stampaggio a iniezione di materie plastiche , e l'applicazione di tali misure contribuisce a evitare difetti occulti.
I componenti per overmolding medicale sono conformi alla norma ISO 13485, mentre i componenti per il settore automobilistico soddisfano i requisiti della norma IATF 16949. La qualità è garantita da controlli a ultrasuoni e test distruttivi.
Discrepanze tra ISO 13485 (settore medicale) e IATF 16949 (settore automobilistico)
Mentre la norma ISO 13485 stabilisce il requisito di registrare i parametri di ogni lotto, di testare la ritenzione del campione e la biocompatibilità, la norma IATF 16949 richiede un CPk di 1,33 e impiega grafici di controllo X-bar R per garantire la stabilità della produzione di massa.
JS Precision, in possesso di queste due certificazioni, rilascia anche rapporti di conformità, è in grado di soddisfare i più elevati requisiti di qualità del settore e garantisce la tracciabilità di ogni lotto di prodotto.
Utilizzo di test distruttivi e non distruttivi
Diverse tecniche di test possono essere appropriate in situazioni diverse, e una combinazione oculata di questi metodi consente di contenere i costi:
- Prove distruttive: test di pelatura a 180 cicli ( ASTM D903 ), 2 campioni per lotto, la rottura coesiva è considerata accettabile, verificando la forza di adesione.
- Prove non distruttive: scansione C a ultrasuoni per rilevare vuoti nell'interfaccia, termografia per rilevare difetti di adesione, identificazione di potenziali problemi di lotto senza danneggiare il prodotto.
Il processo di test a ultrasuoni costa 2 dollari a campione, un prezzo inferiore rispetto ai test distruttivi, ed è adatto per i test standard in serie.
Controllo di processo per eliminare i guasti latenti
L'umidità della materia prima può mascherare i difetti quando il riempitivo si distribuisce in modo non uniforme. I livelli di umidità devono rimanere al di sotto dello 0,1% per il TPE, altrimenti si formano problemi latenti. L'analisi termogravimetrica (TGA) prima dello stampaggio aiuta a individuare i problemi in fase iniziale. Si può affermare che questo passaggio previene costosi difetti in seguito.
Ogni componente sovrastampato viene sottoposto a un doppio test 85 di 1000 ore, terminali inclusi. Sembra che il distacco avvenga solo se la resistenza alla pelatura non diminuisce di oltre il 20%. Quindi il limite di rottura è chiaro, non più alto, senza eccezioni.
Quali strategie di riduzione dei costi dovresti discutere con il tuo partner per lo stampaggio a iniezione?
La scelta del metodo di stampaggio a iniezione più adatto e la disponibilità di un servizio completo sono aspetti fondamentali per i progetti di sovrastampaggio a iniezione di materie plastiche, in quanto consentono di risparmiare denaro e massimizzare la produttività.
Per produzioni annue superiori a 50.000 unità, il prezzo unitario dello stampaggio a iniezione bicolore è inferiore del 30% rispetto a quello dello stampaggio a iniezione con inserti. Quest'ultimo rappresenta la scelta più economica per produzioni di piccoli lotti (meno di 10.000 unità). Un servizio completo può ridurre i costi complessivi dal 15% al 20%.
Punto di confronto dei costi tra stampaggio a iniezione bicolore e stampaggio a iniezione con inserti
Il volume di produzione annuo determina la scelta del metodo di stampaggio a iniezione:
La tecnica di stampaggio a iniezione bicolore è adatta alla produzione di grandi volumi (con un tempo di ciclo di 30 secondi), mentre lo stampaggio a iniezione con inserti rappresenta una scelta migliore per produzioni di piccoli volumi (in quanto richiede minori investimenti in stampi).
Se la produzione annua supera le 50.000 unità, il punto di pareggio in termini di costi si raggiunge chiaramente con lo stampaggio a iniezione bicolore; se invece è inferiore a 10.000 unità, è consigliabile optare per lo stampaggio a inserti. In questo modo, si evitano investimenti inutili in stampi.
Come il servizio "tutto in uno" riduce i costi di logistica e di lavorazione secondaria.
L'approvvigionamento decentralizzato può comportare un aumento dei costi complessivi fino al 30%. La soluzione completa "one-stop" di JS Precision gestisce l'intera catena, riducendo sia i costi di trasporto che quelli di re-ispezione, generando così un risparmio del 24% in un progetto specifico per pulsanti nel settore automobilistico.
Per il progetto dei pulsanti per il settore automobilistico, il costo totale, gestito in un'unica soluzione, è stato di 85.000 dollari, il 24% in meno rispetto all'approvvigionamento decentralizzato, e il ciclo di consegna è stato più rapido del 30%.
Selezione del metodo di stampaggio a iniezione in base al volume di produzione annuo: lo stampaggio a iniezione bicolore è efficiente per la produzione su larga scala (tempo di ciclo di 30 secondi), mentre lo stampaggio a inserto è la soluzione migliore per la produzione su piccola scala (minore investimento in stampi).
L'analisi DFM aiuta a eliminare i nuovi progetti che porterebbero a rilavorazioni. Questa analisi del report valuta la fattibilità dello stampaggio a iniezione, dei materiali e della collaborazione con i progettisti del prodotto. La stima fornisce tre suggerimenti appropriati.
Invia i tuoi disegni 3D per ricevere un'analisi DFM e un calcolo dei costi gratuiti, sbloccando una soluzione personalizzata per la riduzione dei costi dello stampaggio a iniezione di materie plastiche e massimizzando il controllo dei costi del progetto.
Caso di studio JS Precision: Produzione in serie di 100.000 manici per utensili elettrici rivestiti con adesivo.
Basandoci su un caso reale di produzione di massa, analizziamo come JS Precision risolve i punti critici dell'incapsulamento del cliente, aiutandolo a raggiungere una produzione di massa efficiente, a ridurre i costi e ad aumentare la produttività. Questo caso riguarda un progetto di produzione di massa di 100.000 pezzi per manici di utensili elettrici.
Sfide
Il fornitore iniziale del cliente proponeva una soluzione di sovrastampaggio in PC+TPE (Shore A 60) che presentava diversi problemi: lo strato di sovrastampaggio iniziava a staccarsi dopo 1000 cicli di presa e la resistenza allo strappo era di soli 2 N/mm (lo standard è di 4 N/mm).
Il test di tenuta IP67 ha rilevato perdite a una velocità di 0,5 cc/min, non soddisfacendo quindi lo standard. La temperatura di iniezione per sovrastampaggio di 210 °C ha causato localmente una deformazione di 0,3 mm nel substrato PC/ABS (HDT 110 °C), che a sua volta ha compromesso l'assemblaggio.
Soluzione
Quando JS Precision ha preso in carico il progetto, abbiamo innanzitutto identificato i principali problemi del cliente conducendo un'indagine approfondita. Successivamente, combinando i punti chiave della tecnologia di sovrastampaggio a iniezione di materie plastiche, abbiamo elaborato la soluzione più adatta.
1. Abbiamo realizzato un nuovo design dello stampo in modo tale che una scanalatura a coda di rondine profonda 0,4 mm sia stata aggiunta alla superficie del substrato allo scopo di formare un incastro meccanico.
Insieme a ciò, siamo riusciti a mantenere la rugosità della superficie del substrato a un livello Ra di 0,6 m per una migliore adesione chimica. Di conseguenza, la forza di distacco è stata migliorata in due modi diversi.
2. Abbiamo sostituito il materiale di sovrastampaggio originale con il TPE Kraiburg TC6GPZ, la cui durezza è stata modificata a Shore A 50. La temperatura di fusione di questo materiale è di 190 °C, che differisce di ben 80 °C dalla HDT (110 °C) del substrato PC/ABS, impedendo così funzionalmente al substrato di subire deformazioni termiche.
3. Abbiamo utilizzato una pressa a iniezione a circuito chiuso in cui le fluttuazioni della pressione di iniezione sono state mantenute sotto controllo a 0,3 MPa. Inoltre, la distanza tra lo stampo e il pezzo nella zona di sovrastampaggio è stata impostata a 0,01 mm in modo da eliminare completamente anche il più piccolo eccesso di materiale.
4. Abbiamo applicato la fase di pulizia a ultrasuoni al substrato, impostandola a una frequenza di 40 kHz per 3 minuti. Il processo ha rimosso in modo molto efficace l'agente distaccante e le macchie d'olio dalla superficie del substrato, migliorando ulteriormente l'adesione.
Risultati finali
Dopo l'ottimizzazione, abbiamo ottenuto ottimi risultati:
- La resistenza media alla pelatura era di 6,5 N/mm e la modalità di rottura era una lacerazione coesiva.
- Inoltre, il tasso di perdita nel test IP67 è stato di 0,003 cc/min e il prodotto ha resistito a 1000 cicli termici.
- La durata dello stampo è stata di 500.000 cicli e non si sono verificati casi di delaminazione durante la produzione in serie di 100.000 pezzi.
- Il costo unitario era inferiore del 18% rispetto a quello del fornitore originale; questa soluzione è stata già adottata dal cliente in 4 linee di prodotto, con acquisti annuali di 400.000 unità.
Inviate i vostri disegni 3D per replicare la comprovata esperienza di produzione in serie dello stampaggio a iniezione di plastica per manici di utensili elettrici, ottenete una soluzione di stampaggio a iniezione di plastica personalizzata e aiutate i vostri prodotti a conquistare quote di mercato.

Figura 4: Componenti smontati dell'impugnatura di un utensile elettrico, che mostrano un telaio strutturale verde e un'impugnatura sovrastampata nera, evidenziando la tecnica di sovrastampaggio.
FAQ
D1: Quali sono le principali cause di delaminazione nei pezzi sovrastampati?
Le cause principali sono la contaminazione della superficie del substrato, la differenza di punto di fusione e un preriscaldamento insufficiente. Per evitare il distacco dell'interfaccia, è necessario pulire accuratamente il substrato, controllare la differenza di temperatura di fusione e preriscaldare il substrato a 80-100 °C.
D2: Quale trattamento superficiale è necessario per lo stampaggio a iniezione di TPE su PC/ABS?
La pulizia a ultrasuoni o al plasma è necessaria per controllare la rugosità superficiale del substrato a Ra 0,4-0,8 μm, il che può migliorare la forza di distacco del 30% e garantire un'adesione stabile.
D3: Come scegliere tra stampaggio a iniezione bicolore e stampaggio a iniezione con inclusione?
La scelta dipende dal volume di produzione annuo. Per quantitativi superiori a 50.000 pezzi, si consiglia lo stampaggio a iniezione bicolore (costo unitario inferiore), mentre per quantitativi inferiori a 10.000 pezzi, si opta per lo stampaggio a iniezione con inclusione (minore investimento in stampi), adattandosi alle diverse esigenze produttive.
D4: Quali sono i limiti degli stampi per sovrastampaggio di prototipi?
Gli stampi per sovrastampaggio prototipo sono per lo più in alluminio, con una durata limitata e una produzione di soli 500-1000 pezzi. La deviazione della resistenza alla pelatura rispetto agli stampi in acciaio è ≤10%, il che li rende adatti solo per la verifica del processo.
D5: Qual è lo spessore minimo dello strato di sovrastampaggio?
Lo spessore minimo dello strato di sovrastampaggio è di 0,5 mm. È necessario lo stampaggio a iniezione ad alta velocità per garantire un riempimento uniforme. Si raccomanda uno spessore di 1,0 mm o superiore per garantire un buon riempimento e una forte adesione.
D6: Quale materiale di sovrastampaggio dovrebbe essere scelto per ambienti ad alta temperatura (120°C)?
I materiali di sovrastampaggio in silicone o TPV sono adatti ad ambienti ad alta temperatura (120°C). Come materiali di substrato, utilizzare PPS o PEI poiché la loro HDT deve essere > 150°C per evitare distacchi e deformazioni.
D7: Qual è il periodo di garanzia per i vostri stampi per sovrastampaggio?
Gli stampi in acciaio sono coperti da una garanzia di 500.000 cicli o 2 anni, mentre quelli in alluminio sono coperti per 500 cicli. Durante il periodo di garanzia, se l'usura della guarnizione supera 0,02 mm, la ripareremo gratuitamente.
D8: Qual è il ciclo di consegna di JS Precision?
La consegna degli stampi prototipo avviene entro 7-10 giorni, quella degli stampi per la produzione di massa in 25-30 giorni; un primo lotto di pezzi sovrastampati può essere preparato in soli 3 giorni, soddisfacendo i requisiti di verifica rapida e produzione di massa.
Riepilogo
Lo stampaggio a iniezione di materie plastiche è una combinazione di compatibilità dei materiali, stampi di precisione e controllo del processo.
Un fattore importante per trasformare la tecnologia di sovrastampaggio in un vantaggio competitivo per i vostri prodotti, evitando punti critici, riducendo i costi e accelerando la produzione, è la scelta di un fornitore con competenze professionali, una solida esperienza e una gamma completa di servizi di processo.
JS Precision mette al primo posto gli interessi del cliente. Oltre all'analisi DFM e alla verifica dei prototipi di stampi in alluminio, offre anche la produzione di massa bicolore. Vanta un tasso di conformità alla resistenza allo strappo del 99,5% ed è in possesso della doppia certificazione ISO 13485 e IATF 16949.
Inviaci i tuoi disegni 3D (in formato STEP o IGES) e riceverai gratuitamente un report di analisi DFM e un preventivo personalizzato. La consulenza sui progetti di sovrastampaggio include anche una scheda dati gratuita per il test di adesione dei materiali.

Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. JS Precision Services non rilascia alcuna dichiarazione o garanzia, esplicita o implicita, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera tramite la rete JS Precision. È responsabilità dell'acquirente richiedere un preventivo per i componenti e identificare i requisiti specifici per queste sezioni. Per ulteriori informazioni, contattateci .
Team di precisione JS
JS Precision è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliere JS Precision significa efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

