

Plastic injection molding service provides the fundamental support for the mass production of complex plastic parts.
If your complex plastic parts encounter issues such as dimensional deviations, warpage, or failures in assembly during mass production, traditional injection molding methods usually have a hard time meeting the functionality requirements while controlling the cost.
Even the tiniest tolerance deviation can cause project delay risks and incur the costs of mold rework.
For purchasing engineers, it is very important to find a plastic injection molding service that not only can offer support from the initial design stage but also can assure through its process capabilities the success of the project.
Core Answer Summary
| Problem Area | Core Challenge | Key Solution | Expected Benefits |
| Tolerance Setting | Only blindly going after super tight tolerances is going to cost you a lot. | Feature oriented tolerance allocation and manufacturability analysis. | Strike a balance between function and cost. |
| Material Risk | Shrinkage rate of semi crystalline materials can vary a lot with changes in temperature. | Choosing amorphous materials or applying accurate mold temperature control. | Making the parts dimensionally stable and avoiding any failure due to fitting. |
| Warpage Control | Differential cooling of asymmetric structures is one of the major causes of deformation. | Mold temperature zoning control when coupled with anti deformation compensation design. | Get rid of warping that looks like a "banana" and guarantee the flatness of the part. |
| Process Capability | Pressure fluctuation is one of the reasons for dimensional changes from batch to batch. | All electric injection molding machine+closed-loop pressure control. | Realizing not only batch consistency but also intra batch consistency. |
Key Takeaways
- Design Sets the Maximum:
Performing a manufacturability assessment ahead of mold production and specifying reasonable tolerances may help to prevent over 70% of eventual dimensional problems. In other words, it is about the proactive risk avoidance and lessening the later rework costs.
- Process Assurance Sets the Minimum:
If you want to have a high precision plastic injection molding, then it's necessary to have an electric injection molding machine and mold cavity pressure control with an accuracy of 1%.In short, this means the use of special equipment to keep a minimum level of precision.
- Material = Risk:
If you are producing precision parts, then using non crystalline materials as the main material will substantially reduce the risks connected with the fluctuations of shrinkage. The bottom line is that by the right material choice, one can halve the dimensional risks.
Why Choose Plastic Injection Molding Services? JS Precision Controls Complex Part Tolerances
Manufacturing complex plastic parts in large quantities will unavoidably present issues such as dimensional deviations, warpage, or assembly failures, these problems will leave you not only incurring extra mold rework costs, but also time wise delaying project cycles thereby causing loss that would normally be avoided.
For one, a proper, carefully selected high quality plastic injection molding service will allow you to locate the most suitable equilibrium of achieving part function and controlling production costs, thereby significantly cutting losses and enhancing efficiency of mass production.
JS Precision, which focuses on precision plastic injection molding, can offer you highly personalized services meeting your specific requirements. It has been standing as a reliable partner in the automotive, electronics, and medical industries for many years helping them solve their most challenging tolerance control problems for complex parts.
When you work with us, you get professional help adhering to ISO 294-2:2018 standards.
This guarantees that your molds will have a minimum of 1 million production cycles, hence significantly lowering the frequency of changing molds, and achieving a tolerance control accuracy of 0.01mm, thus preventing production risks arising from dimensional deviations and lowering your long term operating costs.
For instance, one of the automotive parts customers was getting a 12% scrap rate, and the unit cost was quite high at $3.20 mainly due to POM gearbox housing warping issues. This led to a major negative impact on profitability.
However, through JS Precision's plastic injection molding service, this customer managed to breakthrough their situation: the scrap rate was brought down to 0.8%, the unit costwas $0.50 less, and monthly costs were cut by $50,000 directly.
Yes, selecting a trusted plastic injection molding service will, among other benefits, enable you to avoid risks of tolerance control, shorten project cycle time, get production cost reduction, and consequently, maximize the run of every investment. Besides, our services will equip you with all the support you may need to successfully run your mass production.
If you are struggling with tolerance issues for complex parts, contact our engineers for a free plastic injection molding tolerances feasibility assessment, taking the first step towards project success.
What Makes Plastic Injection Molding Service Challenging For Complex Parts With Tight Tolerances?
Plastic injection molding is a service that is highly challenging when it comes to complex parts with strict tolerance requirements. The primary reason is that plastic injection molding is a systematized process of engineering, and the part complexity will lead to the difficulty of the process control.
Due to geometric contradictions in complex parts, such as the coexistence of thin and thick walls, and multi slider structures, uneven melt filling and residual stress concentration can occur, leading to unpredictable warping and dimensional deviations.
This is the core reason why the plastic injection molding service for such parts is challenging.
Uneven Melt Flow Due to Geometric Contradictions
If a part has both thin walls <1mm and thick walls >4mm, the melt flow resistance difference is very significant.
The thick walled areas will be filled first, and it is only natural that the thin walled areas will have some filling deficiencies or over pressurization consequently causing a direct dimensional deviation.
It's like trying to fill water pipes of different diameters. The wider pipe flows well and gets filled first, whereas the narrower pipe is blocked and is difficult to fill, which then leads to an uneven volume of water at both ends of the pipe. When it comes to the parts, dimensional deviations are the result.
Residual Stress Induced Aging Deformation and Dimensional Drift
Complex slider structures along with asymmetrical geometries generate significant levels of residual stress.
This stress is released slowly over time after demolding or during usage, leading to an uncontrollable change in the critical functional dimensions such as snap fits and assembly holes, thus causing production defects.
How Are Plastic Injection Molding Tolerances Determined For High-Detail Geometries?
Sometimes tighter tolerances may not be the very best. It is necessary to set the tolerances according to the molding capabilities of the part's features, feature guided approach should be used, besides, reference should be made to ISO 2768-1 international standard.
Trying to achieve extreme tolerances without any thought will lead to a huge leap in production costs.
Differentiating Between Key Functional and Non Essential Structural Dimensions:
On one hand, engineers and customers plan together longitudinally for tightly controlling major key functional dimensions such as assembly interfaces and mating surfaces (e.g. 0.02mm), on the other hand, less strict tolerances (e.g. 0.1mm) are allowed for non essential dimensions in the light of functionality and cost.
Micro Feature Tolerances Reverse Indication Through High Flow to Length Ratio Analysis:
In the case of micro features with rib widths <0.5mm, JS Precision employs high flow to length ratio (L/T) analysis. If L/T > 150, the advice will be to relax the tolerances or optimize the structure, rather than forcibly tightening the mold tolerances.
Giving Manufacturability Feedback at the Stage of Quotation:
After mold manufacturing, the JS Precision engineering team issue a manufacturability explanation report, pointing out tolerance risk points and giving optimization suggestions as a way to help customers balance function and cost.
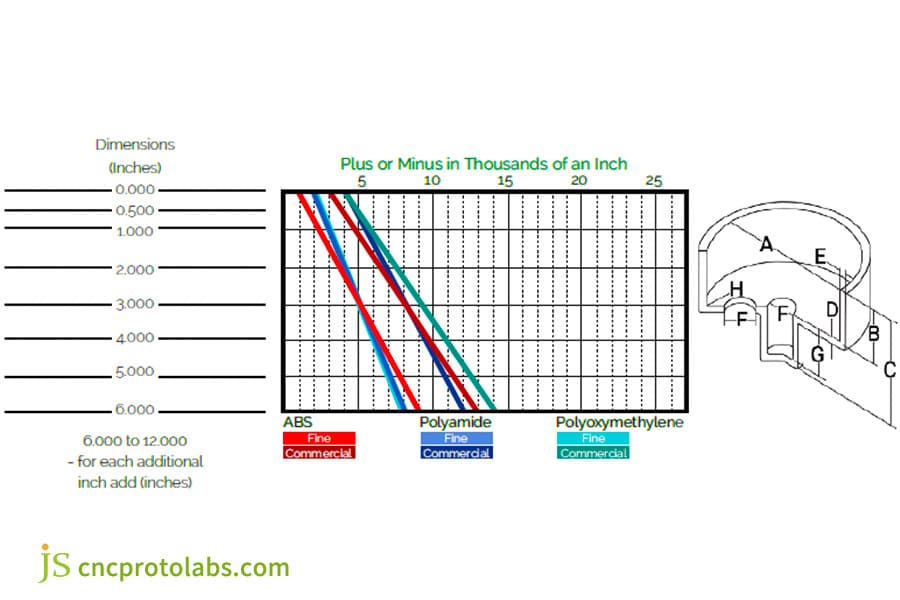
Figure 1: A chart listing plastic injection molding tolerances for various materials and dimensions, alongside a cross-sectional diagram of a plastic part.
How To Manage Material-Related Tolerance Risks In Plastic Injection Molding Materials?
Plastic injection molding materials have a direct impact on dimensional stability of parts. Choosing wrong material or processing can cause serious tolerance issues very easily. Emphasizing the use of non crystalline materials (like PC, ABS) is one way to minimize shrinkage variations.
On the other hand, if semi crystalline materials are selected, 2 mold temperature control plus annealing post treatment will guarantee dimensional stability.
| Material Name | Shrinkage (%) | Mold Temperature Range (°C) | Applicable Tolerance (mm) | Unit Cost (USD) | Applicable Scenarios |
| PC | 0.4-0.7 | 80-120 | ±0.02-0.05 | 1.2-1.8 | Precision Electronic Housing |
| ABS | 0.5-0.8 | 60-90 | ±0.03-0.06 | 0.9-1.5 | Automotive Interior Parts |
| POM | 1.5-2.0 | 80-100 | ±0.04-0.07 | 1.5-2.2 | Precision Gears and Bearings |
| PA66 | 1.2-1.8 | 80-110 | ±0.03-0.08 | 1.3-2.0 | Mechanical Structural Parts |
| PSU | 0.4-0.6 | 100-130 | ±0.02-0.04 | 2.0-2.8 | Medical Precision Parts |
Material Selection Strategy Based on Dimensional Stability
For parts that require precision fitting, non crystalline materials (PC ABS PSU) are recommended since their shrinkage rate (0.4%-0.7%) is less influenced by temperature variations of the mold.
In case you decide on semi crystalline materials (POM, PA66), we will clearly indicate the dimensional risk of 0.1%-0.3% change in shrinkage rate resulting from a mold temperature variation of 5.
Accurate Temperature Adjustment and Further Treatment of Semi Crystallline Materials
To manufacture precision parts like POM and PA66, JS Precision utilizes ±2℃ accurate mold temperature regulation and annealing after the primary processing of the material in order to make the crystallinity of the material stable, the dimensions of the parts consistent, and the stability of the parts in mass production sustainable over a long time.
What Process Capabilities Define True Precision Plastic Injection Molding For Complex Parts?
True precision plastic injection molding, at its core, uses a fully electric injection molding machine which is equipped with high precision control and a closed loop pressure system to compensate for material shrinkage and changes in mold temperature, thus ensuring dimensional stability of complex parts.
Dynamic Response Advantages of All Electric Injection Molding Machines
All electric injection molding machines provide an injection speed response time of <10ms, which is a lot better than >50ms of hydraulic presses. This feature allows for quick changes in melt filling speed helping in preventing material shortage or internal stress.
Their 1 bar holding pressure accuracy helps in reducing dimensional fluctuations from one batch to another.
Closed Loop Cavity Pressure Control
A pressure sensor is installed in each mold cavity. A closed loop system variably modifies injection and holding pressure parameters, keeping cavity pressure fluctuations within 1%.
In this way, it is capable of compensating for dimensional deviations due to changes in material viscosity and mold temperature, thereby maintaining plastic injection molding products consistency.
In other words, it is as if the mold cavity is furnished with a "smart thermometer, " which is able to track pressure variations as they occur. If at any point, it deviates from the norm, it makes the adjustments autonomously, thereby providing a completely uniform molding environment for each piece and ruling out a scenario where "some parts are good and some parts are bad."
Need stable precision plastic injection molding? Contact our engineers for a free closed loop pressure control process solution to ensure stable dimensional performance in mass production.
How Do Custom Plastic Injection Molding Services Solve Warpage Issues In Asymmetric Parts?
Warp is generally seen as a defect. It occurs all the time when precision plastic injection molding is used for complex parts.
For asymmetrical parts, merely changing the process is not enough to get rid of the problem altogether, two core mold design methods are essential in unlocking the main cause of the issue.
Zoned Mold Temperature Control Design
Generally, for asymmetrical parts, a zoned heating/cooling circuit is employed.
The areas showing a large difference of shrinkage are controlled at independent temperatures (for example, 90℃ in the reinforcing rib side, 60℃ in the smooth side), which ensures that the cooling rates will be synchronized and consequently contributes to a drop of warp due to uneven shrinkage.
Mold Cavity with Reverse Deformation Compensation Design
Performing mold flow analysis enables warpage direction and magnitude prediction. Hence, reverse geometrical compensation is embedded in the mold cavity. In this way, the part can be transformed into a flat one by means of elastic recovery of the material after demolding, which completely fixes the warpage issue.
In short, it is as if "pre-correcting" a part that is liable to deform. Knowing it will warp to one side after demolding, the mold cavity is pre-compensated in the opposite direction so that it comes back to flatness after deformation, no subsequent rework required.
Troubled by part warpage issues? Submit your part drawings, and we'll provide free mold flow analysis and customize an anti deformation compensation mold design to meet your plastic injection molding service needs.
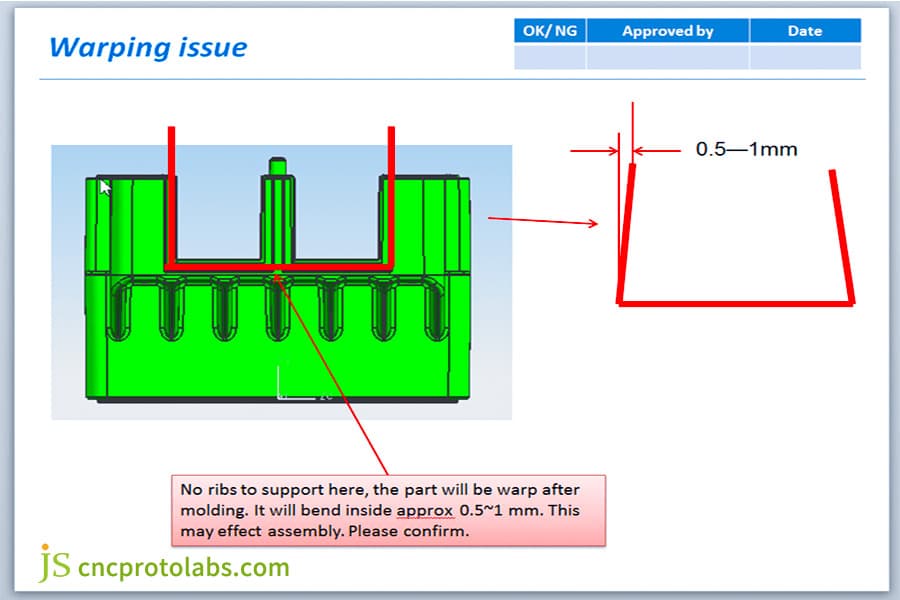
Figure 2: A technical diagram analyzing warpage in an asymmetric injection-molded part, highlighting a 0.5-1mm deflection area and the cause due to lack of rib support.
What Characteristics Define a Trusted Provider Of Custom Plastic Injection Molding Services?
The spine of quality custom plastic injection molding services is a supplier who, besides having full electric injection molding machines, also has the engineering know how to perform design side manufacturability analysis, give material risk warnings, and carry out process mold co-optimization.
Engineering Intervention at the Design Stage
Top notch custom plastic injection molding service providers can offer manufacturability advice while the product is at the design stage, thereby not only improving part structure and tolerances but also making a shift from the mold repair post modification stage to prevention pre-modification stage, which results in fewer risks and lower costs.
Offer Process Parameter Transparency and Quality Reports
Well established custom plastic injection molding services always supply the records of process parameters alongside the reports of first article inspection and the analysis of CPK, thus ensuring the production data is transparent and customers' trust is built.
Front End and Back End Support Capabilities Are Complete
A dependable custom plastic injection molding services provider presents a single service solution, from mold making and injection molding to secondary processing. This way, one does not have to face the risks of blaming each other and the cost of communicating due to handing over the suppliers, which makes the work more efficient.
The variability in capabilities between various custom plastic injection molding services providers can influence your project costs, changes, and the number of products that you will get.
Below is a comparison of the core capabilities and customer benefit data of different types of service providers to help you quickly select the right partner.
| Service Provider Type | Design Involvement Capability | Process Transparency | Front end and Back end Support Capability | Trial Molding Cost Savings | Client Project Risk Rate |
| High end Professional Service Providers (e.g., JS Precision) | Proactively provide manufacturability feedback during the design phase. | Provide complete process parameters and CPK reports. | One stop service for mold making, injection molding, and secondary processing. | 30%-50% | ≤3% |
| Mid-range Service Providers | Provide feedback after client requests. | Provide basic process parameter records. | Provide basic process parameter records. | 10%-20% | 8%-12% |
| Low end Service Providers | No design involvement capability. | No transparent process parameter services. | Only provide basic injection molding services. | ≤5% | 18%-25% |
| Small Workshop style Service Providers | No design related services. | No process records or reports. | Only provide single injection molding, no supporting services. | No cost savings, or even increased costs. | over 30% |

Figure 3: A modern factory interior with rows of injection molding machines, showcasing scale and industrial capability.
How To Reduce Trial-And-Error Costs With a Reliable Plastic Injection Molding Service?
By relying on mold flow analysis before mold manufacturing, scientific experimental design during the trial mold stage, and standardized transfer of mass production parameters, the trial and error costs of plastic injection molding services can be systematically reduced, ensuring stable mass production.
Risk Prediction First, Mold Flow Analysis
In the mold design phase, we provide a thorough mold flow analysis for our clients of plastic injection molding services to forecast risks such as weld lines, air trapping, and warpage allowing us to adjust the mold design to have fewer flaws thus fewer costs of mold repair.
Scientific Trial Molding and Parameter Window Study
With the help of scientific experimental design, we carry out a methodical study of the effects of key parameters such as holding pressure and mold temperature on the dimensions of plastic injection molding items so that we can find stable process windows and reduce the number of trial moldings.
JS Precision Case Study: Tolerance Control Of Automotive Precision Gearbox Parts
The next case study will demonstrate how JS Precision, by professional plastic injection molding services, can address the issue of dimensional deviations in precision automotive gearbox parts.
Challenges Encountered
Initially, the company experienced production challenges when a car parts supplier was producing 100,000 POM gearbox housings per month. This key transmission part required a flatness of 0.1mm (if not, it would lead to poor circuit board assembly).
Before, the issue caused $2,000 daily losses, and the project was even delayed.
Due to the asymmetrical shape of the POM gearbox housing material, the housing is equipped with dense ribs on one surface and a flat surface on the other. At first, the flatness was only 0.25mm, and the usual process modifications could not solve the problem.
Besides, a 12% scrap rate, a unit cost of $3.2, and slight mold wear were the elements of the situation.
Solutions:
1. Material Risk Management:
Since POM is a semi crystalline polymer, its crystallinity and shrinkage rate can be greatly affected by the mold temperature. Changing the mold temperature by ±5℃ may lead to a 0.2% variation in the shrinkage rate of the product, which is the major source of dimensional errors of the part.
2. Zoned Mold Temperature Control:
We attached a heating circuit to the rib side of the part, and by using conformal cooling channels we were able to increase the mold temperature from 60℃ to 90℃ and thus set up zoned control with the smooth side by limiting the difference in cooling temperature to ≤3℃.
3. Anti deformation compensation design:
After molder flow analysis forecasting the part being 0.25mm concavely warped, the cavity plane side is compensated with 0.1mm convex. Together with the closed loop pressure control (1% fluctuation) of the all electric injection molding machine, the product consistency is guaranteed.
Final Results:
After the optimization, the flatness of the part is consistently maintained at 0.06-0.08mm (CPK=1.67), the scrap rate is decreased to only 0.8%, the unit cost is $2.7, the customer saves $50,000 every month, there is no project delay, and the customer will only outsource the production of 3 series of parts to us later on, with a mold life of more than 1 million cycles.
If you also face problems such as warpage or dimensional deviations in precision parts, contact us for a custom plastic injection molding services solution and a free mold flow analysis report to help you quickly solve production pain points.
Figure 4: Several gray injection-molded parts resting on a bed of white plastic raw material granules.
FAQs
Q1: What part tolerance is the most economical?
The most inexpensive part tolerance is 0.05-0.1mm. The tolerances tighter than 0.02mm will greatly raise the cost of molds and also the number of trial molding cycles, making it not worth the effort.
Q2: Why did the dimensions of my part change after a day?
This happens because of post shrinkage i.e. residual stress release. To stabilize the crystallinity and avoid dimensional changes, annealing is required.
Q3: How to prevent weld lines from affecting part strength?
The locations of weld lines can be predicted by mold flow analysis. Then the gate can be optimized or the mold temperature can be increased in order to move the weld lines to areas of the parts that are not stressed.
Q4: How to ensure part consistency in each cavity of a multi cavity mold?
Employing hot runner valve pin timing control combined with independent cavity pressure sensor closed loop control allows the balancing of filling speed and pressure in each cavity, which leads to part consistency.
Q5: Why do samples pass but mass production fails?
Basically, the issue is the extremely narrow process window and the unoptimized trial molding parameters. Conducting scientific trial molding will lead to the discovery of the stable process window and will prevent dimensional deviations during mass production.
Q6: What should be the most important factor when choosing an injection molding service provider?
The first and foremost factor should be the engineering capabilities, i.e. the service provider's ability to give manufacturability feedback at the design stage to actively prevent tolerance and process risks from arising, as opposed to just having the ability to do basic production.
Q7: Why are thin walled parts prone to material shortages?
When the molten plastic is flowing into a thin walled area, it is cooling very quickly and the flow is getting very difficult. If you want to avoid shortages of the material, you need high speed and high pressure injection molding machines and very fluid materials.
Q8: How much does mold temperature affect dimensions?
In semi crystalline materials, a ±5℃ fluctuation in mold temperature can cause a change in the rate of shrinkage by 0.1%-0.3%, which is enough to make the parts no longer fit precisely.
Q9: How can I get a quote for a custom plastic injection molding project?
You can get a free tolerance feasibility assessment and a detailed quote from JS Precision by submitting your part drawings. The process typically includes receiving manufacturability feedback and a formal cost proposal.
Summary
Tolerance control of complex plastic parts is a team work between design materials molds, and processes. High precision and highly consistent plastic injection molding products require a feature guided tolerance analysis, material risk warnings, and precision process assurance.
Our engineering team will offer you a free plastic injection molding tolerances feasibility assessment to help your project design to mass production in one step, saving you time and costs.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

