

El sobremoldeo por inyección de plástico es una de las técnicas más potentes en el moldeo multimaterial.
Este proceso consiste en el sobremoldeo de elastómeros sobre plásticos rígidos, lo que permite mejorar considerablemente las propiedades de los productos. Los productos fabricados con esta técnica se encuentran en el mercado de herramientas eléctricas, aparatos médicos, etc.
Sin embargo, muchas personas han experimentado el problema del desprendimiento de la capa de sobremoldeo tras tan solo 1000 unidades, lo que resulta en un fallo total del producto. La delaminación, el desbordamiento y la rotura del sello son los principales problemas que presenta el moldeo por inyección secundario tradicional.
Por lo tanto, elegir una empresa de sobremoldeo por inyección de plástico que pueda proporcionar una unión química y un control preciso es lo que realmente determina la vida útil del producto y el tiempo de comercialización . Sin duda, esta es una de las exigencias fundamentales de la industria del moldeo por inyección de plástico.
Resumen de la respuesta principal
Problema | Solución | Datos clave |
|---|---|---|
Delaminación por sobremoldeo | Enlace químico + enclavamiento mecánico | Resistencia al despegue ≥ 4 N/mm |
Deformación térmica del sustrato | Precalentar el sustrato + ajuste del punto de fusión | La temperatura de deshidrogenación del sustrato (HDT) debe ser ≥ 20 °C superior a la temperatura de fusión del sobremoldeo. |
Desbordamiento del área de sobremoldeo | Control de presión de inyección en circuito cerrado | Tolerancia ±0,02 mm |
Riesgo de verificación del prototipo | Molde de aluminio + prueba de resistencia al despegue | Entrega de prototipos en 5-7 días. |
Conclusiones clave
- La vida útil de las piezas sobremoldeadas depende principalmente de la compatibilidad de los materiales y de la precisión del molde. JS Precision ofrece informes de datos de adhesión de PC/ABS+TPE para que los clientes puedan consultarlos con precisión.
- En la fase de prototipo, utilizar el moldeo por inyección de plástico para verificar la resistencia al despegue es una excelente manera de prevenir problemas de deslaminación en la fase de producción en masa.
- El servicio integral de JS Precision (molde + moldeo por inyección + pruebas) podría reducir el tiempo de comercialización de los productos en un 30 % y disminuir los costos de procesamiento secundario, lo que se traduce en una mayor competitividad en el mercado para los clientes.
¿Por qué elegir los servicios de sobremoldeo por inyección de plástico de JS Precision?
La elección de un proveedor de servicios de sobremoldeo por inyección de plástico fiable conlleva tanto la resolución de sus problemas de sobremoldeo como el logro de una producción a gran escala exitosa.
La elección de JS Precision le proporcionará servicios fiables que satisfacen las exigencias de los clientes más exigentes gracias a nuestra experiencia profesional, nuestra amplia trayectoria en el sector y nuestros estándares reconocidos en la industria.
Los servicios que le ofrecemos cumplen con los estándares de certificación ISO 13485 para productos médicos en todos los procesos, que a su vez cumplen con los estándares internacionales. Nuestro equipo, con más de diez años de experiencia en moldeo por inyección de plástico, resolverá sus problemas de delaminación y sobreextrusión durante el sobremoldeo.
Hemos resuelto con éxito miles de problemas específicos de la industria para más de 500 clientes en los sectores médico, de herramientas eléctricas y de automoción, y nuestras soluciones han permitido a los clientes mejorar la eficiencia de la producción y la comercialización de sus productos.
Un cliente del sector médico llevaba tiempo sufriendo problemas de deslaminación por sobremoldeo y ciclos de entrega excesivamente largos, lo que provocaba retrasos en el lanzamiento de sus productos.
Nuestros clientes utilizaron nuestra tecnología de selección de materiales junto con nuestro avanzado diseño de moldes y sistema de sobremoldeo por inyección de plástico para lograr la entrada del producto en el mercado, lo que les llevó 6 semanas desde el análisis DFM hasta el envío del primer lote .
La industria médica establece estándares estrictos que nuestra solución de resistencia al desprendimiento cumple al alcanzar una resistencia de 5 N/mm.
Las ventajas que obtendrá a través de nuestra colaboración incluyen:
- La selección de materiales compatibles ayuda a los clientes a reducir los fallos y el desperdicio de productos.
- Control preciso del moldeo por inyección de plástico que aumenta la eficiencia de la producción a la vez que reduce los defectos del producto.
- Nuestro modelo de servicio unificado simplifica la gestión de proveedores al eliminar la necesidad de trabajar con múltiples proveedores, reduciendo eficazmente los costes generales de producción y maximizando los beneficios .
Ya sea que necesite verificación de prototipos o producción en masa, podemos ofrecerle soluciones personalizadas. Si tiene dificultades con el sobremoldeo, contacte a nuestros ingenieros para obtener una solución de sobremoldeo por inyección de plástico a medida y una evaluación de viabilidad gratuita para su proyecto.
¿Qué factores clave definen los servicios de sobremoldeo por inyección de plástico de alta calidad?
Conocer los elementos más importantes de los servicios de sobremoldeo por inyección de plástico de alta calidad le permitirá encontrar al socio adecuado en un abrir y cerrar de ojos.
Los servicios de recubrimiento de alta calidad dependen de la perfecta combinación de adhesión química y fijación mecánica. Una rugosidad superficial del sustrato de Ra0,8m favorece la adhesión , y el servicio integral puede reducir los ciclos de moldeo multimaterial en un 30 %.
Cómo funcionan conjuntamente la adhesión química y el bloqueo mecánico
Su efecto combinado de adhesión química y fijación mecánica es lo que fundamentalmente impide que la capa de recubrimiento se desprenda: los grupos polares del TPE se unen químicamente al sustrato de PC/ABS, logrando una resistencia al desprendimiento de 4-6 N/mm.
El diseño del sustrato con ranuras de cola de milano de 0,3 a 0,5 mm de profundidad o con agujeros pasantes puede aumentar la resistencia al despegue en un 50 %.
Básicamente, es similar a pegar madera. El pegamento debe ser lo suficientemente fuerte (adhesión química) y las superficies de madera deben tener ranuras para que el pegamento se adhiera a ellas (fijación mecánica). Solo cuando la unión es tan fuerte, no se desprenderá fácilmente.
Implementación técnica de sistemas antideslizantes, de sellado y de amortiguación.
Mediante una regulación técnica precisa, puede atender a diversos sectores: una dureza Shore A de 40-60 (coeficiente de fricción de 0,6-0,8) ofrece un agarre agradable, una relación de deformación del 15%-20% puede proporcionar un producto con protección IP67, y el factor de pérdida de TPE tan0,3 puede absorber más del 50% de las vibraciones de alta frecuencia.
Cómo las capacidades integrales ayudan a lanzar productos al mercado un 30 % más rápido
El servicio integral de JS Precision, que abarca desde el diseño del molde y la selección de materiales hasta el moldeo por inyección y las pruebas, permite obtener un único proveedor y elimina la necesidad de negociar con varios. A modo de ejemplo, la fabricación de una pieza de mano médica se completó desde la revisión del diseño para la fabricación (DFM) hasta el envío inicial del lote en tan solo 6 semanas.
Descargue el documento técnico sobre la tecnología de sobremoldeo por inyección de plástico para comprender rápidamente los puntos clave del sobremoldeo de alta adhesión, lo que le ayudará a seleccionar de manera eficiente a los proveedores de servicios y a mitigar los riesgos del proyecto.

Figura 1: Una funda negra para teléfono móvil, tijeras y varias herramientas pequeñas dispuestas sobre una superficie turquesa, que ilustran los productos que se pueden fabricar mediante procesos de inyección de plástico de precisión.
¿Cómo lograr una compatibilidad perfecta de materiales en el moldeo por inyección de plásticos?
La compatibilidad de los materiales es, sin duda, la base de un moldeo por inyección de plásticos eficaz.
En la mayoría de los casos, cuando las capas se separan, es consecuencia directa de la incompatibilidad de los materiales y, por lo tanto, el principal problema radica en la diferencia del punto de fusión y la coincidencia de la energía superficial entre el sustrato y el material de sobremoldeo.
La temperatura de distorsión térmica (HDT) del sustrato debe ser al menos 20 °C superior a la temperatura de fusión del sobremoldeo. Un precalentamiento a 80-120 °C puede favorecer la penetración de las cadenas moleculares y aumentar la resistencia al despegue.
Combinaciones de materiales de uso común y sus propiedades de adhesión
Las distintas combinaciones de materiales pueden presentar un rendimiento de adhesión muy diferente. La siguiente tabla de datos puede ayudarle a seleccionar la combinación adecuada:
Combinación de materiales | Resistencia al despegue (N/mm) | Rugosidad superficial del sustrato (Ra/μm) | Temperatura de precalentamiento del sustrato (°C) | Escenarios aplicables |
|---|---|---|---|---|
PC/ABS + TPE (a base de SEBS) | 5 | 0,4-0,8 | 80-90 | Mangos de herramientas eléctricas, carcasas de electrodomésticos |
PA6 + TPU | 7 | 0,6-1,0 | 90-100 | Piezas de automoción, juntas impermeables |
POM + Silicona | 3.5 | 1,0-1,5 | 100-110 | Engranajes de precisión, piezas resistentes al desgaste |
PC + TPV | 4.8 | 0,5-0,9 | 85-95 | Equipos médicos, carcasas electrónicas |
ABS + TPEE | 4.2 | 0,4-0,7 | 75-85 | Juguetes y artículos de primera necesidad |
Ajuste del punto de fusión y control de la deformación del sustrato
La temperatura de deflexión térmica (HDT) del sustrato debe ser al menos 20 °C superior a la temperatura de fusión del sobremoldeo; de lo contrario, el sustrato se ablandará y deformará. Este problema se puede solucionar añadiendo fibra de vidrio o reduciendo la temperatura de inyección del sobremoldeo.
Dicho de otra forma, es como echar agua caliente sobre un cubo de hielo. El cubo de hielo (el sustrato) debe tener una resistencia al calor significativamente menor que la del agua caliente (temperatura de fusión del sobremoldeo) para que no se derrita ni se deforme.
O bien añadimos una capa protectora al cubo de hielo (fibra de vidrio) o bien reducimos la temperatura del agua caliente (disminuimos la temperatura de inyección).
El precalentamiento del sustrato facilita la difusión cruzada de la cadena molecular.
Al precalentar el sustrato entre 80 y 100 °C, se promueve la difusión cruzada de las cadenas moleculares, lo que da como resultado una resistencia al despegue de 4,5 N/mm y un desgarro cohesivo como modo de fallo.
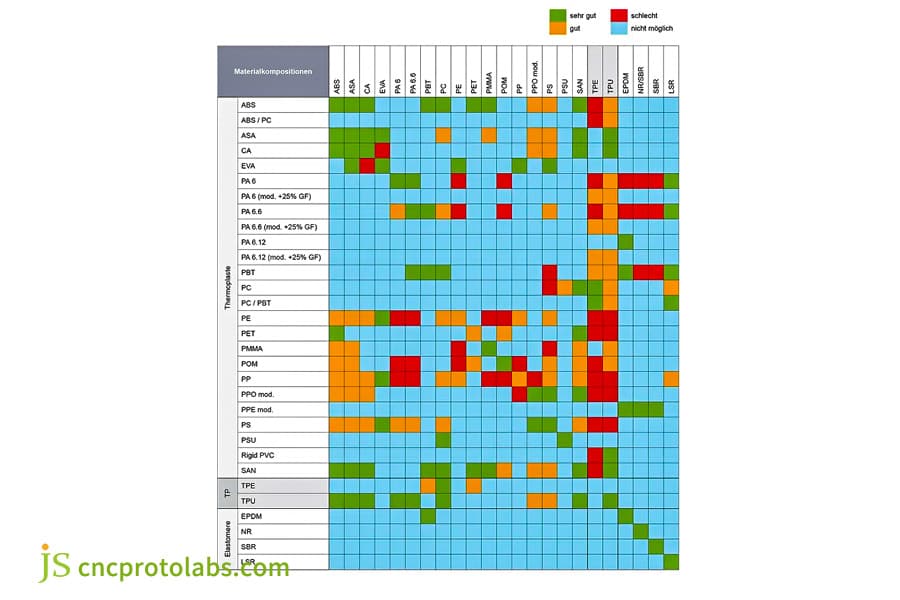
Figura 2: Tabla codificada por colores que detalla la compatibilidad entre varios termoplásticos y elastómeros, una referencia fundamental para los procesos de moldeo por inyección multimaterial.
¿Por qué es fundamental el moldeo por inyección de plástico de precisión para los sellos multimateriales?
Las piezas que se sobremoldean y requieren sellado deben fabricarse mediante moldeo por inyección de plástico de precisión . Incluso una desviación de tolerancia de 0,02 mm en la zona sobremoldeada puede provocar un desbordamiento, un fallo en el sellado o incluso el descarte del producto.
Es imprescindible el control de la presión de inyección en circuito cerrado (fluctuación del 1%). Además de que los sellos médicos deben cumplir con la norma IP68 y tener una tasa de fuga de 0,01 cc/min, el moldeo por inyección de precisión es fundamental.
Defectos causados por desviaciones de tolerancia a nivel micrométrico
Las desviaciones de tolerancia a nivel micrométrico pueden dar lugar a defectos graves:
- Desbordamiento: Si la holgura del molde en la zona sobremoldeada es >0,03 mm, el elastómero saldrá a presión y se formarán rebabas de 0,1-0,2 mm, lo que deteriorará el sellado y afectará también a la apariencia.
- Espacios en la línea de sellado: Cuando la holgura de la superficie de separación del molde es <-0,02 mm (demasiado estrecha), el material sobremoldeado no podrá llenar el espacio, lo que provocará agujeros pasantes y el sellado fallará por completo.
Es necesario mantener una holgura de entre 0,005 y 0,015 mm entre el molde y la superficie de sellado para evitar defectos como desbordamientos y huecos en el sellado.
Requisitos de consistencia del sistema de control de lazo cerrado para la presión de inyección
El sistema, que comienza con precisión, ajusta la presión de inyección al instante según cambian las condiciones. Incluso las pequeñas variaciones, controladas por servoválvulas, se mantienen dentro de medio megapascal por encima o por debajo del valor objetivo. Se reduce el derrame: se evitan aproximadamente cuatro de cada cinco piezas.
Al mantener la fuerza, los resultados se repiten con gran precisión, variando menos del dos por ciento en cada pasada. Esta consistencia tan ajustada garantiza que las capas aplicadas tengan una precisión de veinte micrómetros en cualquier sentido.
En pocas palabras, es como inflar un globo con una jeringa. El sistema de control de circuito cerrado es como una mano experta, capaz de controlar con precisión la fuerza de inflado.
No reventará el globo por exceso de fuerza (desbordamiento), ni será demasiado débil para inflarlo (inflado insuficiente). La fuerza de inflado es siempre la misma, y el tamaño del globo inflado es exactamente el mismo.
Requisitos de integridad del sellado para dispositivos médicos y electrónica de precisión.
Los requisitos de sellado varían según la industria. La siguiente tabla sirve de referencia:
Área de aplicación | Clasificación de sellado | Requisito de tasa de fuga (cc/min) | Método de prueba | Estándar de control |
|---|---|---|---|---|
Equipos médicos | IP68 | ≤0,01 | Detección de fugas mediante cromatografía de gases de helio | No se observaron fugas después de 30 minutos bajo el agua a 1 metro de profundidad. |
Electrónica de precisión | IP67 | ≤0,05 | Prueba de presión negativa | Resiste la soldadura por reflujo a 260 °C. |
IP65 | ≤0,1 | Prueba de pulverización a alta presión | Sin fugas después de 1000 vibraciones. | |
Equipos para exteriores | IP66 | ≤0,08 | Prueba de resistencia a la arena y al agua | Sin fallos entre -40 °C y 85 °C. |
Detectar fugas minúsculas es posible cuando los equipos de cromatografía de gases de helio alcanzan sensibilidades cercanas a 10⁻⁸ Pam/s. Esto se debe a que dicha precisión permite detectar incluso las vías de escape más pequeñas.
Figura 3: Una máquina de moldeo por inyección verde en funcionamiento, con vasos de plástico blanco recién moldeados visibles en primer plano, lo que demuestra una tanda de producción.
¿Puede el moldeo por inyección de plástico de prototipos validar la resistencia de la unión en una etapa temprana?
El prototipo de moldeo por inyección de plástico con molde de aluminio (entrega en 7 días) permite probar la resistencia al despegue y el espesor de la capa superpuesta antes de la producción en masa, evitando así pérdidas posteriores a la producción.
Los moldes de aluminio permiten fabricar entre 200 y 500 prototipos, con una desviación en la resistencia al despegue respecto a los moldes de acero del 10 %. Permiten ajustar rápidamente los procesos de adhesión y, mediante insertos reemplazables, predecir el rendimiento en la producción en masa.
Pruebas de resistencia al despegue en la etapa de prototipo
La resistencia al despegue se prueba según las normas ASTM D903 ; los criterios de aceptación son 4 N/mm y falla cohesiva. Los datos experimentales de los moldes de aluminio presentan una desviación del 10 % con respecto a los moldes de acero, lo que permite predecir con precisión el rendimiento en la producción en masa.
Validación rápida de moldes de aluminio
El precio de los moldes de aluminio ronda los 3000-5000 dólares (un 70 % más baratos que los de acero) , con entrega en 7 días. Además de la validación del diseño de la empuñadura, se puede modificar el grosor del sobremoldeo, que oscila entre 0,5 y 3,0 mm.
¿Cómo diseñar herramientas de moldeo por inyección de plástico duraderas para sobremoldeos complejos?
La durabilidad del producto y su capacidad para la producción en masa dependen del diseño del molde de sobremoldeo. Los moldes de inyección de plástico ofrecen resultados de alta calidad cuando alcanzan límites de desgaste del sello de ≤0,01 mm después de 500 000 ciclos operativos.
El molde de sobremoldeo requiere un sistema de canal independiente para evitar la erosión del sustrato. La diferencia de temperatura del molde debe mantenerse en ≤10 °C mediante un circuito de refrigeración especial diseñado para cumplir con este requisito.
Diferencias en los canales de alimentación entre moldes de un solo color y moldes de sobremoldeo.
El molde monocolor utiliza un sistema de canal principal, mientras que el molde de sobremoldeo requiere un segundo sistema de canal. La entrada de inyección debe evitar las zonas débiles del sustrato, y la distancia entre la boquilla y el sustrato debe ser ≤2 mm.
Circuitos de refrigeración diferenciados para evitar la deformación.
Los canales de refrigeración para la capa del sustrato (con un espesor de 1,5 a 2,5 mm) tienen 8 mm de ancho, se extienden 10 mm desde la cavidad y la duración de la refrigeración es de 15 segundos.
Para la capa de sobremoldeo (con un espesor de 0,5 a 1,5 mm), se utilizan canales de 6 mm que se extienden 6 mm desde la cavidad durante un tiempo de enfriamiento de 8 segundos, lo que establece la diferencia de temperatura del molde en un máximo de 10 °C.
Impacto del material del molde y del tratamiento de la superficie en la vida útil
En la zona de sobremoldeo, la cavidad está fabricada en acero H13 (HRC 48-52), que ofrece el triple de resistencia al desgaste que el P20, mientras que la cara del sustrato tiene un acabado de espejo para evitar que se adhiera y la cara de sobremoldeo se somete a un chorro de arena para una mejor adherencia.
La zona de sellado del molde se desgasta ligeramente en el punto de sellado, pero el desgaste es inferior a 0,01 mm incluso después de 500.000 ciclos, y se mantienen los estándares de sellado IP67.
¿Qué estándares de calidad en el moldeo por inyección de plástico garantizan la durabilidad de los componentes?
La estabilidad a largo plazo de las piezas sobremoldeadas depende del cumplimiento de las normas de calidad del moldeo por inyección de plástico , y la aplicación de estas medidas ayuda a evitar fallos ocultos.
Las piezas de sobremoldeo médico cumplen con la norma ISO 13485, mientras que las piezas para automóviles cumplen con los requisitos de la norma IATF 16949. La calidad se garantiza mediante pruebas ultrasónicas y destructivas.
Discrepancias entre la norma ISO 13485 (Sector médico) y la norma IATF 16949 (Sector automovilístico)
Mientras que la norma ISO 13485 establece el requisito de registrar los parámetros de cada lote, realizar pruebas de retención de muestras y de biocompatibilidad, la norma IATF 16949 exige un CPk de 1,33 y emplea gráficos de control X-barra R para garantizar la estabilidad de la producción en masa.
JS Precision, al contar con estas dos certificaciones, también emite informes de cumplimiento, es capaz de cumplir con los más altos requisitos de calidad de la industria y garantiza la trazabilidad de cada lote de producto.
Uso de ensayos destructivos y no destructivos
En distintas situaciones pueden ser apropiadas diversas técnicas de ensayo, y una combinación juiciosa de estos métodos permite controlar los costes:
- Ensayos destructivos: Ensayo de pelado a 180° ( ASTM D903 ), 2 muestras por lote, se considera aceptable la falla cohesiva, verificando la fuerza de adhesión.
- Ensayos no destructivos: Escaneo ultrasónico C para detectar huecos en la interfaz, termografía para detectar defectos de adhesión e identificación de posibles problemas en los lotes sin dañar el producto.
El proceso de prueba cuesta 2 dólares por muestra para las pruebas ultrasónicas, lo que resulta más económico que las pruebas destructivas, y funciona para pruebas por lotes estándar.
Control de procesos para eliminar fallos latentes
La humedad de la materia prima puede ocultar defectos cuando el relleno se distribuye de forma irregular. Los niveles de humedad deben mantenerse por debajo del 0,1 % para el TPE; de lo contrario, pueden surgir problemas latentes. Las pruebas con TGA antes del moldeo ayudan a detectar los problemas a tiempo. Sin duda, este paso previene defectos costosos en el futuro.
Cada pieza sobremoldeada se somete a una prueba de resistencia al despegue de 1000 horas, incluyendo los terminales. Al parecer, el desprendimiento solo se produce si la resistencia al despegue disminuye en no más del 20 %. Por lo tanto, el umbral de fallo es claro: no se puede superar, no hay excepciones.
¿Qué estrategias de ahorro de costes debería comentar con su socio de sobremoldeo?
Seleccionar el método de moldeo por inyección adecuado y contar con un servicio integral son aspectos fundamentales de los proyectos de sobremoldeo por inyección de plástico para ahorrar dinero y maximizar la productividad.
Para producciones anuales superiores a 50 000 unidades, el precio unitario del moldeo por inyección de dos colores es un 30 % inferior al del moldeo por inyección con insertos. El moldeo por inyección con insertos es la opción más económica para producciones de lotes pequeños (menos de 10 000 unidades). Un servicio integral puede reducir los costes totales entre un 15 % y un 20 %.
Comparación de costos entre el moldeo por inyección de dos colores y el moldeo por inyección con insertos.
El volumen de producción anual determina la elección del método de moldeo por inyección:
La técnica de moldeo por inyección de dos colores es adecuada para la producción en grandes volúmenes (con un tiempo de ciclo de 30 segundos), mientras que el moldeo por inyección con insertos sería una mejor opción para series de producción de bajo volumen (ya que requiere una menor inversión en moldes).
Si la producción anual supera las 50 000 unidades, el punto de equilibrio en costes se alcanza con el moldeo por inyección de dos colores; si es inferior a 10 000 unidades, conviene optar por el moldeo por inserción. De esta forma, se evita invertir innecesariamente en moldes.
Cómo un servicio integral reduce los costos de logística y procesamiento secundario
La adquisición descentralizada puede generar un aumento de hasta un 30 % en los gastos totales. La solución integral de JS Precision gestiona toda la cadena, reduciendo los gastos de transporte y reinspección, lo que se traduce en un ahorro del 24 % en un proyecto específico de botones para automóviles.
Para el proyecto de botones para automóviles, el coste total con una sola operación fue de 85 000 dólares, un 24 % más barato que la adquisición descentralizada, y el ciclo de entrega fue un 30 % más rápido.
Selección del método de moldeo por inyección en función del volumen de producción anual: El moldeo por inyección de dos colores es eficiente para la producción a gran escala (tiempo de ciclo de 30 segundos), mientras que el moldeo por inserción es el mejor para la producción a pequeña escala (menor inversión en moldes).
El análisis DFM ayuda a descartar diseños nuevos que podrían requerir reelaboración. Este informe analiza la viabilidad del sobremoldeo, los materiales y la colaboración con los diseñadores del producto. El presupuesto incluye tres sugerencias pertinentes.
Envíe sus dibujos en 3D para recibir un análisis DFM y un cálculo de costes gratuitos, lo que le permitirá obtener una solución personalizada para la reducción de costes en el sobremoldeo por inyección de plástico y maximizar el control de costes del proyecto.
Caso práctico de JS Precision: Producción en masa de 100 000 mangos de herramientas eléctricas recubiertos con adhesivo.
Basándonos en un caso real de producción en masa, veamos cómo JS Precision resuelve los problemas de la encapsulación del cliente, ayudándolos a lograr una producción en masa eficiente, reducir costos y aumentar la productividad. Este caso corresponde a un proyecto de producción en masa de 100 000 unidades de mangos para herramientas eléctricas.
Desafíos
El proveedor inicial del cliente ofrecía una solución de sobremoldeo de PC+TPE (Shore A 60) que presentaba varios problemas: la capa de sobremoldeo comenzaba a despegarse después de 1000 manipulaciones y la resistencia al despegue era de solo 2 N/mm (el estándar es de 4 N/mm).
La prueba de estanqueidad IP67 permitió una fuga a una velocidad de 0,5 cc/min, por lo que no cumplió con el estándar. La temperatura de inyección de sobremoldeo de 210 °C provocó una deformación localizada de 0,3 mm en el sustrato de PC/ABS (HDT 110 °C), lo que a su vez afectó al ensamblaje.
Solución
Cuando JS Precision se hizo cargo del proyecto, primero identificamos los principales problemas del cliente mediante una investigación exhaustiva. Luego, combinando los aspectos clave de la tecnología de sobremoldeo por inyección de plástico, encontramos la solución adecuada.
1. Diseñamos un nuevo molde para añadir una ranura de cola de milano de 0,4 mm de profundidad a la superficie del sustrato con el fin de formar un enclavamiento mecánico.
Además, logramos mantener la rugosidad de la superficie del sustrato en un nivel Ra de 0,6 m para una mejor adhesión química. Como resultado, la resistencia al despegue mejoró de dos maneras diferentes.
2. Sustituimos el material de sobremoldeo original por Kraiburg TC6GPZ TPE, cuya dureza se modificó a Shore A 50. La temperatura de fusión de este material es de 190 °C, lo que supone una diferencia de 80 °C con respecto a la HDT (110 °C) del sustrato PC/ABS, evitando así la deformación térmica del sustrato.
3. Utilizamos una máquina de moldeo por inyección de circuito cerrado donde las fluctuaciones de la presión de inyección se mantuvieron bajo control a 0,3 MPa. Además, la separación del molde en el área de sobremoldeo se ajustó a 0,01 mm para eliminar por completo incluso el más mínimo desbordamiento.
4. Aplicamos la limpieza ultrasónica al sustrato, con una frecuencia de 40 kHz y una duración de 3 minutos. Este proceso eliminó eficazmente el agente desmoldante y las manchas de aceite de la superficie del sustrato, mejorando así la adhesión.
Resultados finales
Tras la optimización, vimos excelentes resultados:
- La resistencia media al desprendimiento fue de 6,5 N/mm, y el modo de fallo fue desgarro cohesivo.
- Además, la tasa de fugas en la prueba IP67 fue de 0,003 cc/min, y el producto soportó 1000 ciclos térmicos.
- La vida útil del molde fue de 500.000 ciclos, y no se registraron casos de deslaminación durante la producción en masa de 100.000 piezas.
- El coste por unidad era un 18% inferior al del proveedor original; esta solución ya ha sido adoptada por el cliente en 4 líneas de productos, con compras anuales de 400.000 unidades.
Envíe sus dibujos en 3D para replicar la exitosa experiencia de producción en masa mediante sobremoldeo por inyección de plástico para mangos de herramientas eléctricas, obtenga una solución de sobremoldeo por inyección de plástico personalizada y ayude a sus productos a ganar cuota de mercado.

Figura 4: Componentes desmontados del mango de una herramienta eléctrica, que muestran una estructura verde y una empuñadura negra moldeada por sobreimpresión, destacando la técnica de sobreimpresión.
Preguntas frecuentes
P1: ¿Cuáles son las principales causas de deslaminación en piezas sobremoldeadas?
Las principales causas son la contaminación de la superficie del sustrato, la diferencia en el punto de fusión y el precalentamiento insuficiente. Para evitar el desprendimiento de la interfaz, es necesario limpiar a fondo el sustrato, controlar la diferencia de temperatura de fusión y precalentarlo a 80-100 °C.
P2: ¿Qué tratamiento superficial se requiere para el sobremoldeo de TPE sobre PC/ABS?
Se requiere limpieza ultrasónica o por plasma para controlar la rugosidad de la superficie del sustrato a Ra 0,4-0,8 μm, lo que puede mejorar la resistencia al despegue en un 30 % y garantizar una adhesión estable.
P3: ¿Cómo elegir entre el moldeo por inyección de dos colores y el moldeo por inyección con incrustación?
Elija según el volumen de producción anual. Para más de 50 000 piezas, elija el moldeo por inyección de dos colores (menor coste por pieza); para menos de 10 000 piezas, elija el moldeo por inyección con encapsulado (menor inversión en molde), adaptándose a las diferentes necesidades de producción.
P4: ¿Cuáles son las limitaciones de los moldes de sobremoldeo de prototipos?
Los prototipos de moldes de sobremoldeo son en su mayoría de aluminio, con una vida útil corta y una producción de tan solo 500 a 1000 piezas. La desviación en la resistencia al despegue con respecto a los moldes de acero es ≤10%, lo que los hace adecuados únicamente para la verificación del proceso.
P5: ¿Cuál es el espesor mínimo de la capa de sobremoldeo?
El espesor mínimo de la capa de sobremoldeo es de 0,5 mm. Se requiere moldeo por inyección a alta velocidad para garantizar un llenado uniforme. Se recomienda un espesor de 1,0 mm o más para asegurar un buen llenado y una adhesión óptima.
P6: ¿Qué material de sobremoldeo se debe seleccionar para entornos de alta temperatura (120 °C)?
Los materiales de sobremoldeo de silicona o TPV son adecuados para entornos de alta temperatura (120 °C). Como materiales de sustrato, utilice PPS o PEI, ya que su temperatura de desprendimiento por deformación (HDT) debe ser superior a 150 °C para evitar cualquier desprendimiento o deformación.
P7: ¿Cuál es el período de garantía de sus moldes de sobremoldeo?
Los moldes de acero tienen una garantía de 500 000 ciclos o 2 años, mientras que los de aluminio tienen una garantía de 500 ciclos. Durante el período de garantía, si el desgaste del sello supera los 0,02 mm, lo repararemos sin costo alguno.
P8: ¿Cuál es el ciclo de entrega de JS Precision?
La entrega de los moldes prototipo se realiza en un plazo de 7 a 10 días, los moldes para la producción en masa en 25 a 30 días, y un primer lote de piezas sobremoldeadas puede prepararse en tan solo 3 días, satisfaciendo así los requisitos de verificación rápida y producción en masa.
Resumen
El sobremoldeo por inyección de plástico es una combinación de compatibilidad de materiales, moldes de precisión y control de procesos.
Un factor importante para convertir la tecnología de sobremoldeo en una ventaja competitiva para sus productos, evitando problemas, reduciendo costes y acelerando la producción, es elegir un proveedor con capacidades profesionales, amplia experiencia y servicios integrales para todo el proceso.
JS Precision prioriza los intereses del cliente. Además del análisis DFM y la verificación de prototipos de moldes de aluminio, ofrece producción en masa en dos colores. Cuenta con un índice de cumplimiento de resistencia al despegue del 99,5 % y posee la doble certificación ISO 13485 e IATF 16949.
Solo tienes que enviar tus dibujos 3D (en formato STEP o IGES) y recibirás un informe de análisis DFM gratuito y un presupuesto personalizado. La consultoría para proyectos de sobremoldeo también incluye una hoja de datos gratuita para la comparación de la adherencia de los materiales.

Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. JS Precision Services no ofrece garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de JS Precision. Es responsabilidad del comprador solicitar una cotización de piezas e identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de precisión JS
JS Precision es una empresa líder en el sector , especializada en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes, y nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija JS Precision : eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

