

Plastic injection overmolding is one of the most powerful techniques in multi material molding.
It involves the overmolding of elastomers on rigid plastics and through molding the properties of the products can be greatly improved. Products made using this technique are found in the market of power tools, medical apparatus, etc.
Nevertheless, many people have experienced the problem of the overmolding layer peeling off after 1000 grips only, the whole product thus turning out to be a complete failure. Delamination, overflow, and seal breaking are the major issues that traditional secondary injection molding suffers from.
So, picking a plastic injection overmolding company that can provide chemical bonding and accurate control is what actually determines the product's lifespan and time-to-market.Undoubtedly, this is one of the fundamental demands of the plastic injection molding industry.
Core Answer Summary
|
Problem
|
Solution
|
Key Data
|
|---|---|---|
|
Overmolding Delamination
|
Chemical bonding + mechanical interlock
|
Peel strength ≥ 4N/mm
|
|
Substrate Heat Deformation
|
Preheat substrate + melting point matching
|
Substrate HDT ≥ 20°C higher than overmolding melting temperature.
|
|
Overmolding Area Overflow
|
Closed-loop injection pressure control
|
Tolerance ±0.02mm
|
|
Prototype Verification Risk
|
Aluminum mold + peel strength test
|
5-7 day delivery of prototype parts
|
Key Takeaways
- The life of overmolded parts is mostly influenced by the compatibility of the materials and the accuracy of the mold. JS Precision is able to offer PC/ABS+TPE adhesion data reports for customers' precise reference.
- At the prototype stage, using prototype plastic injection molding for peel strength verification is a great way to prevent delamination issues in the mass production phase.
- JS Precision one stop service (mold + injection molding + testing) could shorten time to market for products by 30% and reduce secondary processing costs, resulting in enhanced market competitiveness for customers.
Why Choose JS Precision's Plastic Injection Overmolding Services?
The selection of a dependable plastic injection overmolding service provider leads to both the resolution of your overmolding challenges and the attainment of successful large scale production.
The selection of JS Precision will provide you with dependable services that meet high end customer requirements through our professional expertise and extensive industry experience and our recognized industry standards.
The services we provide to you perform at ISO 13485 medical grade certification standards through every process which meets worldwide standards. Our team will use more than ten years of experience in plastic injection molding to resolve your overmolding delamination and overflow issues.
We have successfully solved thousands of industry specific problems for more than 500 clients in medical and power tools and automotive fields and our solutions have enabled clients to improve production efficiency and product marketability.
A medical handle client had long been troubled by overmolding delamination and excessively long delivery cycles, facing delays in product launch.
Our clients used our material matching technology together with our advanced mold design and plastic injection overmolding system to achieve product market entry which took 6 weeks from DFM analysis to first batch shipment.
The medical industry establishes strict standards which our developed peel strength solution meets through achieving 5 N/mm strength.
The advantages you receive through our partnership with us include:
- Material compatibility matching which helps clients decrease product failures and waste.
- Precise plastic injection moulding control which increases production efficiency while decreasing product defects.
- Our unified service model which streamlines vendor management by removing the need to work with multiple vendors, effectively reducing overall production costs and maximizing benefits.
Whether you need prototype verification or mass production, we can provide customized solutions. If you are struggling with overmolding challenges, contact our engineers for a customized plastic injection overmolding solution and a free feasibility assessment of your project.
What Key Factors Define High Quality Plastic Injection Overmolding Services?
Knowing the most important elements of high quality plastic injection overmolding services will enable you to find the right partner in a snap.
Top notch overcoating services depend on the harmonious work of chemical adhesion and mechanical locking. A substrate surface roughness of Ra0.8m favors adhesion, and the all-in-one service can cut down multi material molding cycles by 30%.
How Chemical Adhesion and Mechanical Locking Work Together
Their combined effect of chemical adhesion and mechanical locking is what fundamentally keeps the overcoating layer from peeling: TPE polar groups chemically bond with PC/ABS substrate, achieving a peel strength of 4-6 N/mm.
Designing the substrate with 0.3-0.5mm deep dovetail grooves or through holes can lead to a peel strength increase of 50%.
Basically, this is similar to gluing wood. The glue needs to be strong enough itself (chemical adhesion) and the wood surfaces need to be grooved so that the glue can stick in the grooves (mechanical locking). Only when the bond is this strong will it not easily come off.
Technical Implementation of Anti slip, Sealing, and Damping
You can cater to various sectors by accurate technical regulation: a Shore A hardness of 40-60 (friction coefficient 0.6-0.8) offers a pleasant grip, a deformation ratio of 15%-20% can provide a product with IP67 sealing, TPE loss factor tan0.3 can absorb more than 50% of high frequency vibration.
How End-to-End Capabilities Help to Bring Products to Market 30% Faster
JS Precision's integrated service from mold design, material matching, injection molding to testing allows single sourcing and no need to negotiate with several suppliers. As an illustration, a medical handpiece task was completed from DFM review to the initial shipment of the batch within 6 weeks only.
Download the Plastic Injection Overmolding Technology White Paper to quickly grasp the core points of high adhesion overmolding, helping you efficiently select service providers and mitigate project risks.

Figure 1: A black mobile phone case, scissors, and various small tools arranged on a turquoise surface, illustrating products that can be produced with precision plastic injection processes.
How To Achieve Seamless Material Compatibility In Plastics Injection Moulding?
Material compatibility really is the basis of plastics injection moulding that works.
Most of the time, when the layers come apart, it is a direct consequence of material incompatibility and as such the main issue is the melting point difference and surface energy matching between the substrate and the overmolding material.
The substrate's heat distortion temperature (HDT) should be higher than the melt temperature of the overmolding by at least 20°C. A preheating at 80-120°C can promote the penetration of molecular chains and raise the strength of peel.
Commonly Used Material Combinations and their Adhesion Properties
Different material pairings may have widely different adhesion performance. The following data table may assist you in selecting the proper combination:
|
Material Combination
|
Peel Strength (N/mm)
|
Substrate Surface Roughness (Ra/μm)
|
Substrate Preheating Temperature (°C)
|
Applicable Scenarios
|
|---|---|---|---|---|
|
PC/ABS + TPE (SEBS-based)
|
5
|
0.4-0.8
|
80-90
|
Power tool handles, appliance housings
|
|
PA6 + TPU
|
7
|
0.6-1.0
|
90-100
|
Automotive parts, waterproof seals
|
|
POM + Silicone
|
3.5
|
1.0-1.5
|
100-110
|
Precision gears, wear-resistant parts
|
|
PC + TPV
|
4.8
|
0.5-0.9
|
85-95
|
Medical equipment, electronic housings
|
|
ABS + TPEE
|
4.2
|
0.4-0.7
|
75-85
|
Toys and Daily Necessities
|
Melting Point Matching and Substrate Deformation Control
The substrate's HDT (Heat Deflection Temperature) needs to be at least 20°C above the overmolding melting temperature, else the substrate will soften and deform. This problem can be solved by adding glass fiber or reducing the overmolding injection temperature.
Another way to say it is that it's like putting hot water on an ice cube. The ice cube (substrate) must have a significantly lower heat resistance than the hot water (overmolding melting temperature) so that it does not melt and deform.
We either add the protective layer to the ice cube (glass fiber) or reduce the temperature of the hot water (lower the injection temperature).
Preheating the Substrate Facilitates Molecular Chain Cross Diffusion
By preheating the substrate between 80 and 100°C, molecular chain cross diffusion is promoted, resulting in peel strength of 4.5 N/mm and cohesive tearing as the failure mode.
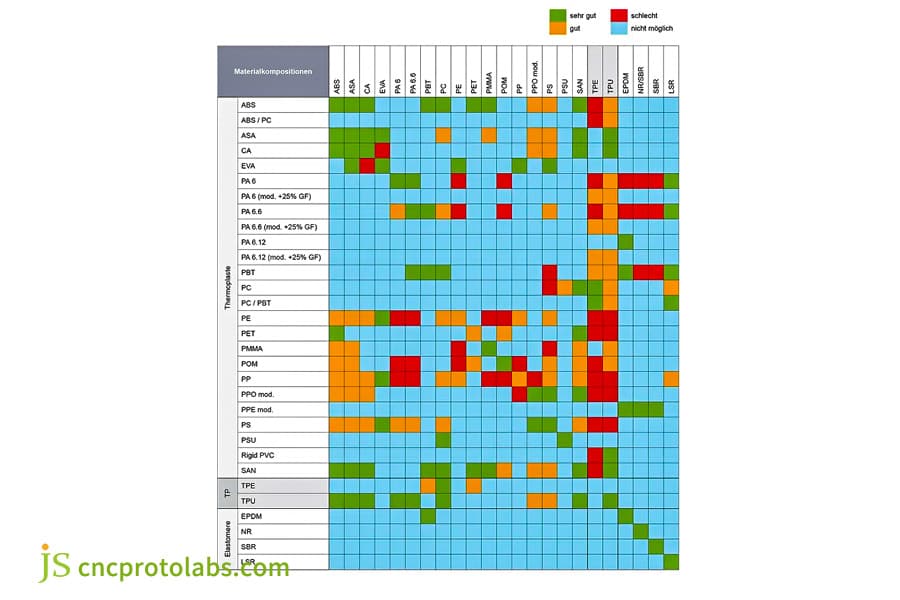
Figure 2: A color-coded chart detailing the compatibility between various thermoplastics and elastomers, a critical reference for multi-material injection molding processes.
Why Is Precision Plastic Injection Moulding Critical For Multi-Material Seals?
Parts that will be overmolded and need to be sealed must be made using precision plastic injection moulding. Even a tolerance deviation of 0.02mm in the overmolded area can cause an overflow, a seal failure, or even a scrap.
Closed loop injection pressure control (fluctuation 1%) is a must. In addition to medical seals requiring the IP68 standard and leakage rate 0.01cc/min, precision injection molding is a must.
Defects Caused by Micron Level Tolerance Deviations
Micron level tolerance deviations can give rise to serious defects:
- Overflow: If the mold clearance in the overmolded area is >0.03mm, the elastomer will be forced out under high pressure and 0.1-0.2mm burrs will be formed, thus deteriorating the sealing performance and the appearance will also be affected.
- Seal Line Gaps: When the mold parting surface clearance is <-0.02mm (too tight), the overmolded material will be unable to fill the gap, resulting in through-holes and the seal will be completely failed.
One must keep the clearance between the mold and the sealing surface as 0.005-0.015mm to avoid defects like overflow and sealing gaps.
Consistency Requirements of the Closed-Loop Control System for Injection Pressure
Beginning with precision, the system tweaks injection pressure instantly as conditions change. Even small shifts managed by servo valves stay within half a megapascal above or below target. Less spillage happens - roughly four out of five parts avoided.
When maintaining force, results repeat closely, varying less than two percent each round. This tight consistency keeps applied layers accurate to within twenty micrometers either way.
Simply put, it's like inflating a balloon with a syringe. The closed-loop control system is like an experienced hand, which can accurately control the inflation force.
It won't burst the balloon due to too much force (overflow), nor will it be too weak to fill it up (insufficient filling). The inflation force is the same every time, and the size of the balloon blown out is exactly the same.
Sealing Integrity Requirements for Medical Devices and Precision Electronics
Sealing requirements vary across industries. The following table is for reference:
|
Application Area
|
Sealing Rating
|
Leakage Rate Requirement (cc/min)
|
Testing Method
|
Control Standard
|
|---|---|---|---|---|
|
Medical Equipment
|
IP68
|
≤0.01
|
Helium gas chromatography leak detection
|
No leakage after 30 minutes underwater at 1 meter depth
|
|
Precision Electronics
|
IP67
|
≤0.05
|
Negative pressure test
|
Withstands reflow soldering at 260°C
|
|
IP65
|
≤0.1
|
High-pressure spray test
|
No leakage after 1000 vibrations
|
|
|
Outdoor Equipment
|
IP66
|
≤0.08
|
Sand and water resistance test
|
No failure from -40°C to 85°C
|
Finding tiny leaks becomes possible when helium gas chromatography tools reach sensitivities near 10^-8 Pam/s. Because such precision captures even the smallest escape paths.
Figure 3: A green injection molding machine in operation, with freshly molded white plastic cups visible in the foreground, demonstrating a production run.
Can Prototype Plastic Injection Molding Validate Your Bonding Strength Early?
The prototype plastic injection molding with aluminum mold (7-day delivery) can test the peel strength and overlay thickness before mass production, thus no loss after mass production.
Aluminum molds can manufacture 200-500 prototypes, peel strength deviations from steel molds 10%. They permit fast tweaking of adhesion processes and through replaceable inserts predict mass production performances.
Peel Strength Testing at the Prototype Stage
Peel strength is tested according to ASTM D903 standards, acceptance criteria are 4 N/mm and cohesive failure. Aluminum mold experimental data deviations from steel molds 10%, thus mass production performances can be accurately predicted.
Fast Validation of Aluminum Molds
Price of aluminum molds is around $3000-$5000 (70% cheaper than steel molds), with 7-day delivery. Apart from grip design validation, the thickness of overmolding which is 0.5-3.0 mm can be changed.
How To Design Durable Plastic Injection Molding Tools For Complex Overmolds?
The durability of the product and its capacity for mass production depend on the molding design of the overmolding mold. The plastic injection molding tools produce high quality results when they establish ≤0.01 mm seal wear limits after 500,000 operational cycles.
The overmolding mold requires an independent runner system to prevent substrate erosion. The mold temperature difference needs to be maintained at ≤10°C through a special cooling circuit design which matches this requirement.
Differences in Runners Between Single Color Molds and Overmolding Molds
The single color mold uses one main runner system while the overmolding mold needs a second runner system. The gate should avoid weak areas of the substrate, and the distance between the nozzle and the substrate should be ≤2mm.
Differentiated Cooling Circuits to Prevent Warping
The cooling channels for the substrate layer (thickness 1.5-2.5mm) are 8mm wide, extend 10mm from the cavity, and the cooling duration is 15 seconds.
For the overmolding layer (thickness 0.5-1.5mm), 6mm channels that extend 6mm from the cavity for an 8-second cooling time are used, which set the temperature difference of the mold at a maximum of 10°C.
Impact of Mold Material and Surface Treatment on Lifespan
In the overmolding region, the cavity is made of H13 steel (HRC 48-52) which offers triple the wear resistance of P20 while the substrate side achieves a mirror finish to prevent sticking and the overmolding side is sandblasted for better adhesion.
The mold sealing area wears down a little in the sealing point area, but the wear is less than 0.01mm even after 500,000 cycles, and the sealing standards of IP67 are retained.
Which Plastic Injection Molding Quality Standards Ensure Component Longevity?
The long term stability of overmolded parts depends on adherence to plastic injection molding quality standards, and the execution of these measures helps to avoid concealed failures.
The parts of medical overmolding are in conformity with ISO 13485 whereas automotive parts meeting the requirements of IATF 16949. Quality is assured through ultrasonic and destructive testing.
Discrepancies between ISO 13485 (Medical) and IATF 16949 (Automotive)
While ISO 13485 sets the requirement of recording the parameters of each batch, testing of sample retention, and biocompatibility, IATF 16949 demands a CPk 1.33 and employs X-bar R control charts to assure the stability of mass production.
JS Precision, possessing these two certifications, also issues compliance reports, is capable of meeting the highest end industry quality requirements, and guarantees batch traceability for each product.
Using Destructive and Non Destructive Testing
Several testing techniques might be appropriate in different situations, and a judicious blend of these methods leads to cost control:
- Destructive Testing: 180 peel test (ASTM D903), 2 samples per batch, cohesive failure is considered acceptable, verifying adhesion strength.
- Non-Destructive Testing: Ultrasonic C-scan to detect interface voids, thermal imaging to detect adhesion defects, identifying potential batch problems without damaging the product.
The testing process costs $2 per sample for ultrasonic testing which is cheaper than destructive testing and it works for standard batch testing.
Process Control to Eliminate Latent Failures
Raw material moisture can hide flaws when filler spreads unevenly. Moisture levels must stay under 0.1% for TPE, otherwise latent issues form. Testing with TGA before molding helps catch problems early. Arguably, this step prevents costly defects down the line.
Every overmolded part faces a 1000-hour double 85 test including terminals. It seems release happens only if peel strength drops no more than 20%. So the failure brink is clear, no higher, no exceptions.
What Cost Saving Strategies Should You Discuss With Your Overmolding Partner?
Selecting the proper injection molding method and a one stop service are fundamental aspects of plastic injection overmolding projects to save money and maximize productivity.
When it comes to annual production of over 50,000 units, the two color injection molding's price per unit is 30% less than that of insert injection molding. Insert injection molding is the cheaper choice for small batch productions (less than 10,000 units). One stop service may reduce the overall costs by 15% to 20%.
Cost Comparison Point Between Two Color Injection Molding and Insert Injection Molding
Production volume per year dictates the choice of injection molding method:
Two color injection molding technique is suitable for high volume production (with a cycle time of 30 seconds), while insert injection molding would be a better choice for low volume production runs (as it requires fewer mold investments).
If annual production is more than 50,000 units, the clear break even point in cost is to go for two color injection molding, if it is less than 10,000 units, opt for insert molding. In this way, you won't invest unnecessarily in molds.
How one stop service reduces logistics and secondary processing costs
Decentralized procurement can lead to a rise in overall expenses of up to 30%. JS Precision's comprehensive one stop solution handles the whole chain, alleviating both transport and re-inspection expenses, thereby producing a 24% saving figure in a certain automotive button project.
For the automotive button project one stop total cost was $85 000 24% cheaper than decentralized procurement and the delivery cycle was 30% faster.
Injection molding method selection based on annual production volume: Two color injection molding is efficient for large scale production (30-second cycle time), whereas insert molding is the best for small scale production (lower mold investment).
DFM analysis helps eliminate fresh designs that will lead to reworks. This report analysis gives the feasibility of overmolding, materials, and association with the product designers. The estimate provides three appropriate suggestions.
Submit your 3D drawings to receive free DFM analysis and cost calculation, unlocking a customized cost reduction solution for plastic injection overmolding and maximizing project cost control.
JS Precision Case Study: Mass Production Of 100000 Pieces Of Adhesive Wrapped Electric Tool Handles
Based on a real mass production case, let's take a look at how JS Precision solves the pain points of customer encapsulation, helps customers achieve efficient mass production, reduce costs, and increase efficiency. This case is a 100000 piece mass production project for electric tool handles.
Challenges
The client's initial supplier was providing a PC+TPE (Shore A 60) overmolding solution which had several problems: the overmolding layer started peeling after 1000 grips, and the peel strength was only 2N/mm (the standard is 4N/mm).
The IP67 seal test allowed leakage at 0.5cc/min rate, thereby failing to meet the standard.The overmolding injection temperature of 210°C led to locally a 0.3mm deformation in the PC/ABS substrate (HDT 110°C), which in turn, affected the assembly.
Solution
When JS Precision took over the project, we first identified the main problems of the client by conducting in-depth investigation. Then, combining the main points of plastic injection overmolding technology, we came up with the right solution.
1.We made a new mold design to the effect that a dovetail groove of 0.4mm deep was added to the surface of the substrate for the purpose of forming mechanical interlocking.
Along with this, we managed to keep the roughness of the substrate surface at Ra 0.6m level for better chemical adhesion. As a result, peel strength was improved through two different ways.
2. We substituted the original overmolding material with Kraiburg TC6GPZ TPE, whose hardness was modified to Shore A 50. This material's melt temperature is 190°C which is as much different as 80°C from the HDT (110°C) of substrate PC/ABS, thereby functionally preventing the substrate from heat deformation.
3. A closed loop injection molding machine was used by us where injection pressure fluctuations were kept under control to 0.3MPa. Besides that, the mold gap in the area of overmolding was set to 0.01mm so that even the tiniest overflow was totally eradicated.
4. We pressed the ultrasonic cleaning step onto the substrate operation, tuned to 40kHz frequency and lasting for 3 minutes, the process resulted very efficiently in removing mold release agent and oil stains from the substrate surface. Therefore, adhesion became even better.
Final Results
After optimization, we saw great results:
- The average peel strength was 6.5 N/mm, and the failure mode was cohesive tear.
- Moreover, the leakage rate in IP67 test was 0.003 cc/min, and the product withstood 1000 thermal cycles.
- The mold life was 500,000 cycles, there were no cases of delamination during the mass production of 100,000 pieces.
- Cost per unit was 18% less than that of the original supplier, this solution was already adopted by the customer in 4 product lines, with the annual purchases of 400,000 units.
Submit your 3D drawings to replicate the successful mass production experience of plastic injection overmolding for power tool handles, obtain a customized plastic injection overmolding solution, and help your products seize market share.

Figure 4: The disassembled components of an electric tool handle, showing a green structural frame and a black overmolded grip, highlighting the overmolding technique.
FAQs
Q1: What are the main causes of delamination in overmolded parts?
The main causes are substrate surface contamination, melting point mismatch, and insufficient preheating. Thorough cleaning of the substrate, control of melting point temperature difference, and preheating of the substrate to 80-100°C are necessary to avoid interface debonding.
Q2: What surface treatment is required for TPE overmolding of PC/ABS?
Ultrasonic or plasma cleaning is required to control the substrate surface roughness to Ra 0.4-0.8μm, which can improve peel strength by 30% and ensure stable adhesion.
Q3: How to choose between two color injection molding and embedding injection molding?
Choose according to annual production volume. For >50,000 pieces, choose two color injection molding (lower cost per piece), for <10,000 pieces, choose embedding injection molding (lower mold investment), adapting to different production needs.
Q4: What are the limitations of prototype overmolding molds?
Prototype overmolding molds are mostly aluminum molds, with a short lifespan, producing only 500-1000 pieces. Peel strength deviation from steel molds is ≤10%, suitable only for process verification.
Q5: What is the minimum thickness of the overmolding layer?
The minimum overmolding layer thickness is 0.5mm. High speed injection molding is required to ensure uniform filling. A thickness of 1.0mm or more is recommended to ensure filling effect and adhesion strength.
Q6: What overmolding material should be selected for high temperature environments (120C)?
Silicone or TPV overmolding materials are suitable for high temperature environments (120C). As substrate materials, use PPS or PEI because their HDT should be > 150C to avoid any detachment and deformation.
Q7: What is the warranty period for your overmolding molds?
Steel molds come with a warranty of 500,000 cycles or 2 years, aluminum molds are covered for 500 cycles. In the warranty period, if the seal wear is more than 0.02mm, we are going to repair it for free.
Q8: What is JS Precision's delivery cycle?
Delivery of prototype molds is within 7-10 days, mass production molds in 25-30 days, a first lot of overmolded parts can be prepared in as little as 3 days, satisfying the requirements of quick verification and mass production.
Summary
Plastic injection overmolding is a combination of material compatibility, precision molds, and process control.
One important factor in making the overmolding technology a competitive advantage for your products, avoiding pain points, reducing costs, and speeding up production is to choose a supplier with professional capabilities, rich experience, and full process service capabilities.
JS Precision puts customer interests first. Besides DFM analysis and aluminum mold prototype verification, it also offers two color mass production. It has a peel strength compliance rate of 99.5%, and it also holds dual certification to both ISO 13485 and IATF 16949.
Just send your 3D drawings (STEP or IGES format) and you will get free DFM analysis report and customized quote. Consulting on overmolding projects also includes a free material adhesion comparison test data sheet.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

