

Литье пластмасс под давлением с последующим обливочным литьем — одна из наиболее эффективных технологий в многокомпонентном формовании.
Этот метод включает в себя нанесение эластомеров на твердые пластмассы методом литья под давлением, что позволяет значительно улучшить свойства изделий. Продукция, изготовленная с использованием этой технологии, представлена на рынке электроинструментов, медицинского оборудования и т.д.
Тем не менее, многие сталкивались с проблемой отслаивания защитного слоя после всего 1000 использований, в результате чего весь продукт оказывался полностью непригодным. Расслоение, перелив и нарушение герметичности — основные проблемы, от которых страдает традиционное вторичное литье под давлением.
Таким образом, выбор компании, занимающейся литьем пластмасс под давлением, которая может обеспечить химическое сцепление и точный контроль, фактически определяет срок службы продукта и время его выхода на рынок . Несомненно, это одно из основных требований отрасли литья пластмасс под давлением.
Краткое изложение основных ответов
Проблема | Решение | Ключевые данные |
|---|---|---|
Расслоение при формовании | Химическая связь + механическая блокировка | Прочность на отрыв ≥ 4 Н/мм |
Тепловая деформация подложки | Предварительный нагрев подложки + подбор температуры плавления | Температура высокой температуры подложки (HDT) должна быть на ≥ 20°C выше температуры плавления при литье под давлением. |
Перелив зоны литья | Управление давлением впрыска с обратной связью | Допуск ±0,02 мм |
Риск проверки прототипа | Испытание на прочность отслаивания алюминиевой формы | Срок поставки опытных образцов: 5-7 дней. |
Основные выводы
- Срок службы деталей, изготовленных методом литья под давлением, в основном зависит от совместимости материалов и точности пресс-формы. Компания JS Precision может предоставить клиентам отчеты с данными об адгезии PC/ABS+TPE для точной информации.
- На этапе создания прототипа использование литья пластмасс под давлением для проверки прочности на отслаивание — отличный способ предотвратить проблемы расслоения на этапе массового производства.
- Комплексный сервис JS Precision (формование + литье под давлением + тестирование) может сократить время вывода продукции на рынок на 30% и снизить затраты на вторичную обработку, что приведет к повышению конкурентоспособности клиентов на рынке.
Почему стоит выбрать услуги по литью пластмасс под давлением от компании JS Precision?
Выбор надежного поставщика услуг по литью пластмасс под давлением позволит решить как ваши проблемы, связанные с литьем пластмасс, так и добиться успешного крупномасштабного производства.
Выбрав компанию JS Precision, вы получите надежные услуги, отвечающие самым высоким требованиям клиентов, благодаря нашей профессиональной экспертизе, обширному опыту работы в отрасли и признанным отраслевым стандартам.
Предоставляемые нами услуги соответствуют стандартам сертификации ISO 13485 медицинского класса на каждом этапе, отвечающем мировым стандартам. Наша команда, обладающая более чем десятилетним опытом в области литья пластмасс под давлением, поможет вам решить проблемы расслоения и перелива при литье.
Мы успешно решили тысячи отраслевых проблем для более чем 500 клиентов в медицинской, электроинструментальной и автомобильной отраслях, и наши решения позволили клиентам повысить эффективность производства и конкурентоспособность продукции на рынке.
Клиент, занимающийся производством медицинских изделий, долгое время сталкивался с проблемами расслоения при литье под давлением и чрезмерно длительными сроками поставки, что приводило к задержкам в запуске продукции.
Наши клиенты использовали нашу технологию подбора материалов в сочетании с передовой конструкцией пресс-форм и системой литья пластмасс под давлением для выхода продукции на рынок, что заняло 6 недель от анализа DFM до отгрузки первой партии .
В медицинской отрасли установлены строгие стандарты, которым соответствует разработанное нами решение для повышения прочности на отслаивание, достигая показателя 5 Н/мм.
Преимущества, которые вы получаете благодаря нашему партнерству, включают в себя:
- Подбор материалов, совместимых друг с другом, помогает клиентам снизить количество брака и отходов продукции.
- Точный контроль процесса литья пластмасс под давлением, повышающий эффективность производства и снижающий количество дефектов продукции.
- Наша унифицированная сервисная модель оптимизирует управление поставщиками, устраняя необходимость работы с несколькими поставщиками, что эффективно снижает общие производственные затраты и максимизирует выгоды .
Независимо от того, требуется ли вам проверка прототипа или серийное производство, мы можем предложить индивидуальные решения. Если у вас возникают проблемы с литьем под давлением, свяжитесь с нашими инженерами для получения индивидуального решения по литью пластмасс под давлением и бесплатной оценки целесообразности вашего проекта.
Какие ключевые факторы определяют высокое качество услуг по литью пластмасс под давлением?
Знание наиболее важных элементов высококачественных услуг по литью пластмасс под давлением позволит вам быстро найти подходящего партнера.
Высококачественные услуги по нанесению защитных покрытий основаны на гармоничном взаимодействии химической адгезии и механической фиксации. Шероховатость поверхности подложки Ra0,8 м способствует адгезии , а комплексная услуга позволяет сократить циклы формования из нескольких материалов на 30%.
Как химическая адгезия и механическая фиксация работают вместе
Именно их совместное воздействие химической адгезии и механической фиксации принципиально предотвращает отслаивание защитного слоя: полярные группы TPE химически связываются с подложкой PC/ABS, обеспечивая прочность на отслаивание 4-6 Н/мм.
Создание в основании пазов типа «ласточкин хвост» или сквозных отверстий глубиной 0,3-0,5 мм может привести к увеличению прочности на отслаивание на 50%.
По сути, это похоже на склеивание древесины. Клей должен быть достаточно прочным сам по себе (химическая адгезия), а поверхности древесины должны быть снабжены пазами, чтобы клей мог закрепиться в этих пазах (механическая фиксация). Только при такой прочности соединения древесина не сможет легко отклеиться.
Техническая реализация противоскользящих, герметизирующих и демпфирующих свойств.
Благодаря точным техническим характеристикам вы можете удовлетворить потребности различных отраслей: твердость по Шору А 40-60 (коэффициент трения 0,6-0,8) обеспечивает приятный захват, коэффициент деформации 15-20% гарантирует герметичность изделия по стандарту IP67, а коэффициент потерь TPE tan0,3 позволяет поглощать более 50% высокочастотных вибраций.
Как комплексные решения помогают вывести продукцию на рынок на 30% быстрее
Комплексный сервис компании JS Precision, включающий проектирование пресс-форм, подбор материалов, литье под давлением и тестирование, позволяет использовать услуги одного поставщика и исключает необходимость переговоров с несколькими компаниями. В качестве примера, разработка медицинского наконечника была завершена всего за 6 недель, от анализа DFM до первой отгрузки партии.
Загрузите аналитический документ по технологии литья пластмасс под давлением, чтобы быстро разобраться в основных моментах высокоадгезивного литья под давлением, что поможет вам эффективно выбирать поставщиков услуг и снижать риски проекта.

Рисунок 1: Черный чехол для мобильного телефона, ножницы и различные мелкие инструменты, разложенные на бирюзовой поверхности, иллюстрируют изделия, которые можно изготовить с помощью высокоточных процессов литья пластмасс под давлением.
Как добиться идеальной совместимости материалов при литье пластмасс под давлением?
Совместимость материалов действительно является основой успешного литья пластмасс под давлением.
В большинстве случаев, когда слои расходятся, это является прямым следствием несовместимости материалов , и поэтому основная проблема заключается в разнице температур плавления и согласовании поверхностной энергии между подложкой и материалом для литья под давлением.
Температура тепловой деформации подложки (ТТД) должна быть как минимум на 20 °C выше температуры плавления формованного изделия. Предварительный нагрев до 80-120 °C может способствовать проникновению молекулярных цепей и повысить прочность на отслаивание.
Наиболее часто используемые комбинации материалов и их адгезионные свойства.
Различные сочетания материалов могут демонстрировать совершенно разные адгезионные свойства. Приведенная ниже таблица поможет вам выбрать подходящую комбинацию:
Комбинация материалов | Прочность на отслаивание (Н/мм) | Шероховатость поверхности подложки (Ra/мкм) | Температура предварительного нагрева подложки (°C) | Применимые сценарии |
|---|---|---|---|---|
PC/ABS + TPE (на основе SEBS) | 5 | 0,4-0,8 | 80-90 | Рукоятки электроинструментов, корпуса электроприборов |
PA6 + TPU | 7 | 0,6-1,0 | 90-100 | Автомобильные запчасти, водонепроницаемые уплотнения |
ПОМ + силикон | 3.5 | 1.0-1.5 | 100-110 | Прецизионные шестерни, износостойкие детали |
ПК + ТПВ | 4.8 | 0,5-0,9 | 85-95 | Медицинское оборудование, электронные корпуса |
АБС + ТПИ | 4.2 | 0,4-0,7 | 75-85 | Игрушки и товары повседневного спроса |
Согласование температуры плавления и контроль деформации подложки
Температура тепловой деформации подложки (HDT) должна быть как минимум на 20 °C выше температуры плавления при литье под давлением, иначе подложка размягчится и деформируется. Эту проблему можно решить добавлением стекловолокна или снижением температуры впрыска при литье под давлением.
Иными словами, это как полить кубик льда горячей водой. Кубик льда (основа) должен обладать значительно меньшей термостойкостью, чем горячая вода (температура плавления при формовании) , чтобы не растаять и не деформироваться.
Мы либо добавляем защитный слой к кубику льда (стекловолокно), либо снижаем температуру горячей воды (снижаем температуру впрыска).
Предварительный нагрев субстрата способствует перекрестной диффузии молекулярных цепей.
Предварительный нагрев подложки до температуры от 80 до 100 °C способствует поперечной диффузии молекулярных цепей, что приводит к прочности на отслаивание 4,5 Н/мм и когезионному разрыву в качестве основного типа разрушения.
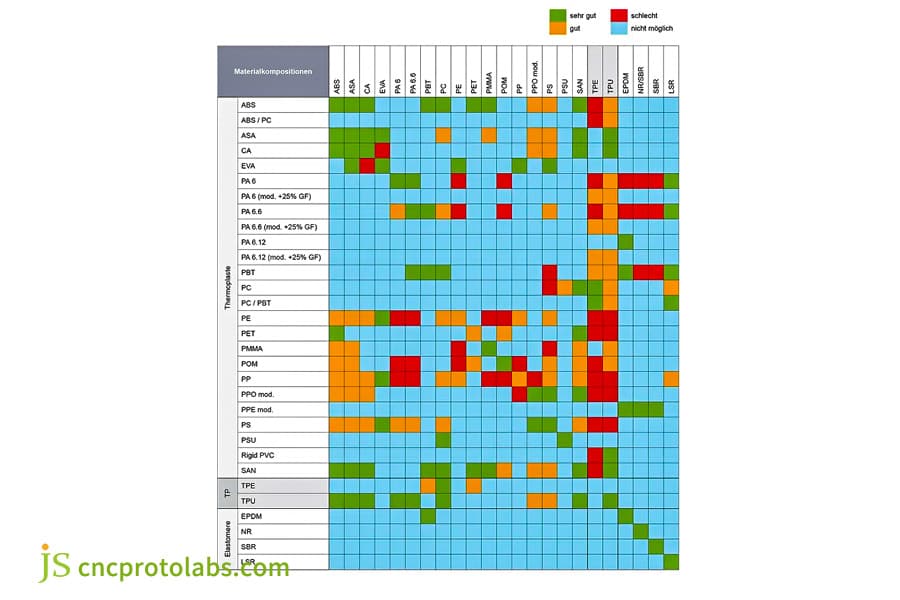
Рисунок 2: Цветовая диаграмма, подробно описывающая совместимость различных термопластов и эластомеров, являющаяся важным справочным материалом для процессов литья под давлением многокомпонентных материалов.
Почему высокоточная технология литья пластмасс под давлением имеет решающее значение для многокомпонентных уплотнений?
Детали, которые будут подвергаться литью под давлением и должны быть герметизированы, должны изготавливаться методом точного литья пластмасс под давлением. Даже отклонение в 0,02 мм в зоне литья под давлением может привести к переливу, нарушению герметичности или даже к браку.
Обязательным условием является замкнутый контур управления давлением впрыска (колебание 1%). Помимо медицинских уплотнений, требующих стандарта IP68 и скорости утечки 0,01 см³/мин, необходима высокоточная технология литья под давлением.
Дефекты, вызванные отклонениями допусков на микронном уровне.
Отклонения в пределах допусков на микронном уровне могут привести к серьезным дефектам:
- Перелив: Если зазор в зоне литья превышает 0,03 мм, эластомер будет выталкиваться под высоким давлением, образуя заусенцы толщиной 0,1-0,2 мм, что ухудшит герметичность и повлияет на внешний вид изделия.
- Зазоры в линии уплотнения: Если зазор между разъемной поверхностью пресс-формы составляет <-0,02 мм (слишком мал), то формованный материал не сможет заполнить зазор, что приведет к образованию сквозных отверстий и полному нарушению герметичности.
Для предотвращения таких дефектов, как перелив и зазоры при герметизации, необходимо поддерживать зазор между пресс-формой и уплотнительной поверхностью в пределах 0,005-0,015 мм.
Требования к стабильности системы управления с обратной связью для регулирования давления впрыска
Начиная с высокой точности, система мгновенно корректирует давление впрыска в зависимости от изменения условий. Даже небольшие изменения, управляемые сервоклапанами, остаются в пределах половины мегапаскаля выше или ниже целевого значения. Это позволяет избежать протечек – примерно четырех из пяти деталей удается избежать.
При поддержании необходимого усилия результаты практически не изменяются, отклонение составляет менее двух процентов в каждом цикле. Такая высокая стабильность обеспечивает точность нанесения слоев в пределах двадцати микрометров в любую сторону.
Проще говоря, это как надувать воздушный шарик шприцем. Система управления с обратной связью подобна опытной руке, которая может точно контролировать силу надувания.
Надувание не приведет к разрыву воздушного шара из-за чрезмерного усилия (переполнения), и не будет слишком слабым для его надувания (недостаточного наполнения). Усилие надувания всегда одинаково, и размер надутого шара остается точно таким же.
Требования к герметичности медицинских изделий и прецизионной электроники.
Требования к герметизации различаются в зависимости от отрасли. Следующая таблица приведена для справки:
Область применения | Степень герметизации | Требование к скорости утечки (см³/мин) | Метод тестирования | Стандарт контроля |
|---|---|---|---|---|
Медицинское оборудование | IP68 | ≤0,01 | Обнаружение утечек при газовой хроматографии с использованием гелия | После 30 минут пребывания под водой на глубине 1 метр утечки не обнаружено. |
Прецизионная электроника | IP67 | ≤0,05 | Испытание отрицательным давлением | Выдерживает пайку оплавлением при температуре 260°C. |
IP65 | ≤0,1 | Испытание распыления под высоким давлением | После 1000 вибраций утечка отсутствует. | |
Снаряжение для активного отдыха | IP66 | ≤0,08 | Испытание на устойчивость к песку и воде | Отсутствие сбоев в диапазоне температур от -40°C до 85°C |
Обнаружение мельчайших утечек становится возможным, когда приборы для газовой хроматографии на гелии достигают чувствительности около 10⁻⁸ Па·м/с. Это происходит потому, что такая точность позволяет улавливать даже самые незначительные пути утечки.
Рисунок 3: Работающая машина для литья под давлением зеленого цвета, на переднем плане видны свежеотлитые белые пластиковые стаканчики, демонстрирующие производственный цикл.
Может ли прототипирование методом литья пластмасс под давлением проверить прочность склеивания на раннем этапе?
Прототип изделия, изготовленного методом литья пластмасс под давлением с использованием алюминиевой формы (срок поставки 7 дней), позволяет проверить прочность на отслаивание и толщину покрытия перед массовым производством, что исключает потери после начала массового производства.
Алюминиевые формы позволяют изготавливать 200-500 прототипов, при этом отклонения прочности на отслаивание от стальных форм составляют 10%. Они обеспечивают быструю настройку процессов адгезии и, благодаря сменным вставкам, позволяют прогнозировать характеристики массового производства.
Испытание на прочность при отслаивании на этапе создания прототипа
Прочность на отслаивание проверяется в соответствии со стандартами ASTM D903 , критерии приемлемости — 4 Н/мм² и когезионное разрушение. Экспериментальные данные для алюминиевых форм отклоняются от данных для стальных форм на 10%, что позволяет точно прогнозировать показатели серийного производства.
Быстрая проверка алюминиевых пресс-форм
Цена алюминиевых форм составляет около 3000-5000 долларов (на 70% дешевле стальных форм) , срок доставки — 7 дней. Помимо проверки конструкции захвата, можно изменять толщину защитного слоя, которая составляет 0,5-3,0 мм.
Как спроектировать прочные пресс-формы для литья пластмасс под давлением, предназначенные для сложных форм с наложением оболочек?
Долговечность изделия и его пригодность для массового производства зависят от конструкции пресс-формы для литья под давлением. Пресс-формы для литья пластмасс под давлением обеспечивают высокое качество результатов, если после 500 000 циклов эксплуатации предел износа уплотнения составляет ≤0,01 мм.
Для литья под давлением требуется независимая система литниковых каналов, предотвращающая эрозию подложки. Разница температур в форме должна поддерживаться на уровне ≤10°C за счет специальной конструкции системы охлаждения , соответствующей этому требованию.
Различия в литниках между одноцветными формами и формами для литья под давлением.
В одноцветной форме используется одна основная литниковая система, тогда как в форме для литья с многослойным покрытием необходима вторая литниковая система. Литниковый канал должен располагаться вне слабых мест подложки, а расстояние между соплом и подложкой должно быть ≤2 мм.
Дифференцированные контуры охлаждения для предотвращения деформации
Охлаждающие каналы для подложки (толщиной 1,5-2,5 мм) имеют ширину 8 мм, простираются на 10 мм от полости, а продолжительность охлаждения составляет 15 секунд.
Для формовочного слоя (толщиной 0,5-1,5 мм) используются каналы диаметром 6 мм, выступающие на 6 мм из полости, с временем охлаждения 8 секунд, что позволяет установить разницу температур в форме максимум на уровне 10 °C.
Влияние материала пресс-формы и обработки поверхности на срок службы
В зоне литья под давлением полость изготовлена из стали H13 (HRC 48-52), которая обеспечивает втрое большую износостойкость, чем сталь P20, при этом сторона подложки имеет зеркальную поверхность для предотвращения прилипания , а сторона, на которую наносится литье под давлением, подвергается пескоструйной обработке для улучшения адгезии.
В зоне уплотнения пресс-формы происходит незначительный износ в месте соединения, однако даже после 500 000 циклов износ составляет менее 0,01 мм, что позволяет сохранить соответствие стандарту IP67.
Какие стандарты качества литья пластмасс под давлением обеспечивают долговечность компонентов?
Долгосрочная стабильность деталей, изготовленных методом литья под давлением, зависит от соблюдения стандартов качества литья пластмасс под давлением , а выполнение этих мер помогает избежать скрытых дефектов.
Детали, изготовленные методом литья под давлением из медицинских материалов, соответствуют стандарту ISO 13485, а автомобильные детали — требованиям IATF 16949. Качество гарантируется ультразвуковым и разрушающим контролем.
Расхождения между стандартами ISO 13485 (медицина) и IATF 16949 (автомобильная промышленность)
В то время как стандарт ISO 13485 устанавливает требования к регистрации параметров каждой партии, тестированию удержания образцов и биосовместимости, стандарт IATF 16949 требует значения CPk 1,33 и использует контрольные карты X-bar R для обеспечения стабильности массового производства.
Компания JS Precision, обладающая этими двумя сертификатами, также выдает отчеты о соответствии, способна удовлетворять самым высоким отраслевым требованиям к качеству и гарантирует отслеживаемость каждой партии продукции.
Использование разрушающих и неразрушающих методов контроля
В разных ситуациях могут быть уместны различные методы тестирования, и разумное сочетание этих методов позволяет контролировать затраты:
- Разрушающий контроль: испытание на отслаивание при 180 градусах ( ASTM D903 ), 2 образца на партию, допустимым считается когезионное разрушение, подтверждающее прочность сцепления.
- Неразрушающий контроль: ультразвуковое C-сканирование для обнаружения пустот на границе раздела, тепловизионная диагностика для обнаружения дефектов адгезии, выявление потенциальных проблем в партиях продукции без повреждения изделия.
Стоимость ультразвукового анализа составляет 2 доллара за образец, что дешевле, чем разрушающие методы анализа, и подходит для стандартного пакетного тестирования.
Управление технологическими процессами для устранения скрытых отказов
Неравномерное распределение наполнителя может скрывать дефекты из-за влажности сырья. Для термоэластопластов уровень влажности должен оставаться ниже 0,1%, иначе могут возникнуть скрытые проблемы. Тестирование методом термогравиметрического анализа (ТГА) перед формованием помогает выявить проблемы на ранней стадии. Можно утверждать, что этот шаг предотвращает дорогостоящие дефекты в будущем.
Каждая деталь, изготовленная методом литья под давлением, проходит 1000-часовое испытание по двойной 85-градусной шкале, включая клеммы. По всей видимости, отслаивание происходит только в том случае, если прочность на отслаивание падает не более чем на 20%. Таким образом, грань отказа ясна: не выше, без исключений.
Какие стратегии экономии затрат следует обсудить с вашим партнером по литью под давлением?
Выбор правильного метода литья под давлением и комплексного обслуживания являются основополагающими аспектами проектов по литью пластмасс под давлением, позволяющими сэкономить средства и максимизировать производительность.
При годовом объеме производства более 50 000 единиц, цена за единицу продукции при двухцветном литье под давлением на 30% ниже, чем при литье под давлением с закладными элементами. Литье под давлением с закладными элементами является более дешевым вариантом для мелкосерийного производства (менее 10 000 единиц). Комплексное обслуживание может снизить общие затраты на 15–20%.
Сравнительная оценка стоимости двухцветного литья под давлением и литья под давлением с закладными элементами.
Выбор метода литья под давлением зависит от объема производства в год:
Технология двухцветного литья под давлением подходит для крупносерийного производства (с циклом в 30 секунд), в то время как литье под давлением с закладными элементами будет лучшим выбором для мелкосерийного производства (поскольку требует меньших инвестиций в пресс-формы).
Если годовой объем производства превышает 50 000 единиц, то очевидная точка безубыточности по себестоимости достигается при использовании двухцветного литья под давлением; если же объем производства меньше 10 000 единиц, следует выбрать литье с закладными элементами. Таким образом, вы избежите ненужных инвестиций в пресс-формы.
Как комплексное обслуживание снижает затраты на логистику и вторичную обработку.
Децентрализованные закупки могут привести к увеличению общих расходов до 30%. Комплексное решение JS Precision, предоставляющее всестороннюю поддержку на всех этапах, позволяет сократить расходы на транспортировку и повторную проверку, что в рамках одного проекта по производству автомобильных кнопок обеспечивает экономию в 24% .
В рамках проекта по производству автомобильных кнопок общая стоимость комплексного решения составила 85 000 долларов, что на 24% дешевле, чем при децентрализованных закупках, а цикл поставки сократился на 30%.
Выбор метода литья под давлением в зависимости от годового объема производства: двухцветное литье под давлением эффективно для крупномасштабного производства (цикл 30 секунд), тогда как литье с закладными элементами является наилучшим вариантом для мелкомасштабного производства (меньшие инвестиции в пресс-форму).
Анализ DFM помогает исключить новые проекты, которые приведут к доработкам. Данный анализ позволяет оценить целесообразность литья под давлением, выбрать материалы и наладить взаимодействие с дизайнерами продукта. Смета содержит три подходящих предложения.
Отправьте свои 3D-чертежи, чтобы получить бесплатный анализ DFM и расчет стоимости, что позволит разработать индивидуальное решение по снижению затрат на литье пластмасс под давлением и максимально контролировать стоимость проекта.
Пример из практики компании JS Precision: серийное производство 100 000 рукояток для электроинструментов, обмотанных клеем.
Рассмотрим реальный пример массового производства и посмотрим, как компания JS Precision решает проблемы, возникающие у клиентов при герметизации изделий, помогает им добиться эффективного массового производства, снизить затраты и повысить производительность. Речь идёт о проекте массового производства 100 000 рукояток для электроинструментов.
Проблемы
Первоначальный поставщик клиента предлагал решение для литья под давлением из PC+TPE (твердое покрытие по Шору А 60) , которое имело ряд проблем: слой литья начал отслаиваться после 1000 сжатий, а прочность на отслаивание составляла всего 2 Н/мм (стандартная прочность — 4 Н/мм).
Испытание на герметичность по стандарту IP67 показало утечку со скоростью 0,5 см³/мин, что не соответствует стандарту. Температура литья под давлением 210 °C привела к локальной деформации подложки из PC/ABS на 0,3 мм (температура гидродинамической деформации 110 °C), что, в свою очередь, повлияло на сборку.
Решение
Когда компания JS Precision взялась за этот проект, мы сначала, проведя углубленное исследование, определили основные проблемы клиента. Затем, объединив основные аспекты технологии литья пластмасс под давлением, мы разработали оптимальное решение.
1. Мы разработали новую конструкцию пресс-формы, в которой на поверхности подложки был добавлен паз типа «ласточкин хвост» глубиной 0,4 мм для обеспечения механического сцепления.
Наряду с этим, нам удалось сохранить шероховатость поверхности подложки на уровне Ra 0,6 м для лучшей химической адгезии. В результате прочность на отслаивание была улучшена двумя различными способами.
2. Мы заменили исходный материал для литья под давлением на термоэластопласт Kraiburg TC6GPZ, твердость которого была изменена до Shore A 50. Температура плавления этого материала составляет 190 °C, что на 80 °C отличается от температуры гидротермической деформации (110 °C) подложки PC/ABS, что функционально предотвращает тепловую деформацию подложки.
3. Мы использовали литьевую машину с замкнутым контуром, в которой колебания давления впрыска контролировались на уровне 0,3 МПа. Кроме того, зазор в зоне перелива был установлен на уровне 0,01 мм, что полностью исключало даже малейший перелив.
4. Мы применили ультразвуковую очистку на подложке, настроив ее на частоту 40 кГц и продлив процесс на 3 минуты. В результате удалось очень эффективно удалить разделительный состав и масляные пятна с поверхности подложки. Следовательно, адгезия стала еще лучше.
Окончательные результаты
После оптимизации мы увидели отличные результаты:
- Средняя прочность на отслаивание составила 6,5 Н/мм, а характер разрушения – когезионный разрыв.
- Кроме того, скорость утечки в ходе испытания по стандарту IP67 составила 0,003 см³/мин, а изделие выдержало 1000 термических циклов.
- Срок службы пресс-формы составил 500 000 циклов, случаев расслоения при серийном производстве 100 000 изделий не наблюдалось .
- Стоимость единицы продукции оказалась на 18% ниже, чем у первоначального поставщика; это решение уже внедрено заказчиком в 4 производственных линиях с годовым объемом закупок в 400 000 единиц.
Предоставьте свои 3D-чертежи, чтобы воспроизвести успешный опыт массового производства рукояток электроинструментов методом литья под давлением пластмасс, получить индивидуальное решение по литью под давлением пластмасс и помочь вашей продукции завоевать долю рынка.

Рисунок 4: Разобранные компоненты рукоятки электроинструмента, демонстрирующие зеленую несущую раму и черную литовую накладку, что подчеркивает технику литья под давлением.
Часто задаваемые вопросы
В1: Каковы основные причины расслоения в деталях, полученных методом литья под давлением?
Основными причинами являются загрязнение поверхности подложки, несоответствие температур плавления и недостаточный предварительный нагрев. Для предотвращения отслоения на границе раздела необходимы тщательная очистка подложки, контроль разницы температур плавления и предварительный нагрев подложки до 80-100 °C.
В2: Какая обработка поверхности необходима для литья под давлением термопластичных эластомеров (TPE) из поликарбоната/абразивного фосфата (PC/ABS)?
Для контроля шероховатости поверхности подложки до Ra 0,4-0,8 мкм требуется ультразвуковая или плазменная очистка, что позволяет повысить прочность на отслаивание на 30% и обеспечить стабильную адгезию.
В3: Как выбрать между двухцветным литьем под давлением и литьем под давлением с внедрением?
Выбор метода зависит от годового объема производства. Для заказов объемом более 50 000 единиц выбирайте двухцветное литье под давлением (более низкая стоимость за единицу), для заказов объемом менее 10 000 единиц — литье под давлением с внедрением (меньшие инвестиции в пресс-форму), адаптируясь к различным производственным потребностям.
В4: Каковы ограничения прототипных пресс-форм для литья под давлением?
Прототипные формы для литья под давлением в основном изготавливаются из алюминия, имеют короткий срок службы и позволяют производить всего 500-1000 изделий. Отклонение прочности на отрыв от стальных форм составляет ≤10%, что делает их пригодными только для проверки процесса.
В5: Какова минимальная толщина слоя, нанесенного методом литья под давлением?
Минимальная толщина слоя литья под давлением составляет 0,5 мм. Для обеспечения равномерного заполнения требуется высокоскоростное литье под давлением. Для обеспечения эффекта заполнения и прочности сцепления рекомендуется толщина слоя 1,0 мм или более.
В6: Какой материал для литья под давлением следует выбрать для работы в условиях высоких температур (120°C)?
Силиконовые или термопластичные поливинилхлоридные (ТПВ) материалы подходят для использования в условиях высоких температур (120°C). В качестве подложки используйте полифениленсульфид (PPS) или полиэтиленимид (PEI), поскольку их температура гидротермального воздействия (HDT) должна быть выше 150°C во избежание отслоения и деформации.
В7: Какой гарантийный срок на ваши пресс-формы для литья под давлением?
На стальные пресс-формы предоставляется гарантия 500 000 циклов или 2 года, на алюминиевые — 500 циклов. В течение гарантийного периода, если износ уплотнения превышает 0,02 мм, мы бесплатно его отремонтируем.
В8: Каков цикл разработки программного обеспечения в JS Precision?
Срок поставки опытных образцов пресс-форм составляет 7-10 дней, пресс-форм для серийного производства — 25-30 дней, а первая партия деталей, изготовленных методом литья под давлением, может быть подготовлена всего за 3 дня, что удовлетворяет требованиям быстрой проверки и серийного производства.
Краткое содержание
Литье пластмасс под давлением – это сочетание совместимости материалов, точности пресс-форм и контроля технологического процесса.
Одним из важных факторов, позволяющих использовать технологию литья под давлением в качестве конкурентного преимущества для вашей продукции, избегая проблемных моментов, снижая затраты и ускоряя производство, является выбор поставщика, обладающего профессиональными возможностями, богатым опытом и полным спектром услуг по технологическому процессу.
Компания JS Precision ставит интересы клиентов на первое место. Помимо анализа DFM и проверки прототипов алюминиевых пресс-форм, она также предлагает двухцветное серийное производство. Компания имеет показатель прочности на отслаивание 99,5% и обладает двойной сертификацией по стандартам ISO 13485 и IATF 16949.
Просто отправьте свои 3D-чертежи (в формате STEP или IGES) , и вы получите бесплатный отчет об анализе DFM и индивидуальное коммерческое предложение. Консультации по проектам литья под давлением также включают бесплатный лист данных сравнительного теста адгезии материалов.

Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания JS Precision Services не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть JS Precision. Ответственность за запрос ценового предложения на детали лежит на покупателе. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
JS Precision Team
JS Precision — ведущая компания в отрасли , специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы и обслуживаем более 5000 клиентов. Наша специализация — высокоточная обработка на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповка металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирая JS Precision , вы выбираете эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.cncprotolabs.com
Ресурс

