

オーバーモールディングとインサートモールディング。この2つの射出成形プロセスは一見似ているため、製品開発者はどちらを選ぶべきかというジレンマに陥ることがよくあります。
製品のシール不良が原因で、顧客からのクレーム対応に多額の費用がかかった経験はありますか?これらの2つのプロセスでどちらを選ぶべきか迷っていて、間違った選択をすると金型の廃棄やプロジェクトの遅延につながるのではないかと心配していませんか?
軟質接着剤と硬質接着剤の接合部が製品の信頼性における弱点となる場合、試行錯誤を繰り返すよりも、その背後にあるプロセスと材料科学を理解する方がはるかに経済的である。
コアアンサーの概要
| コア比較の寸法 | オーバーモールディング | インサート成形 |
| 結合メカニズム | 主に化学的・熱的な結合であり、材料の適合性に依存する。 | 主に化学的・熱的な結合であり、材料の適合性に依存する。 |
| 適用可能なシナリオ | グリップ力の向上や防水性を備えた工具には、接着剤が使用されています。 | 金属糸やセンサーなどの構造的な改良は、物理的な埋め込みと併せて行われる。 |
| コスト構造 | 金型費用は高額(精密な設計が必要)、部品単価は中程度。 | 組み込み部品のコストは高く(材料費+実装費)、自動化の大きな可能性を秘めている。 |
| 中核リスク | 剥がれが生じたり、シールから漏れが生じたり、部品がずれたりする。 | インサートが滑り落ちたり、位置決めが正確でなかったり、接着剤が過剰に付着したりする。 |
主な結論:
- 素材は基本的に舞台設定を決定づける。
化学結合を目指す場合、材料の適合性を考慮する必要があります。そうでなければ、機械的嵌合を代替手段として用いるしかありません。つまり、間違った組み合わせを選択すると、どんなに綿密な加工を施しても、強固な結合を得ることは不可能になります。
- 精度は金型に大きく依存する。
製品の歩留まりと金型の寿命は、 金型鋼材と金型流動解析によって直接影響を受ける2つの要素です。したがって、高品質の金型を所有することで、長期的にメンテナンスコストと不良品損失を削減するのに役立ちます。
- 自動化によってコスト削減が可能になる。
手作業による挿入、自動化された生産ラインなど、こうした運用方法を用いることで、単位コストを大幅に削減できます。より安定した生産能力と、製品価格決定力の向上を実現できます。
- 熟練したDFM(運用管理)は安全な選択肢です。
プロジェクト開始前に製品の製造の容易性を評価することは、潜在的な製造リスクを80%以上削減する非常に効果的な方法です。その結果、プロジェクトのスケジュールを短縮し、試作成形の失敗に伴う余分なコストを削減することができます。
選び方:JS Precisionのオーバーモールディングとインサートモールディングに関する専門知識
オーバーモールディングとインサートモールディングの選択において、多くのハイエンド顧客は専門家の指導を受けられず、金型を何度も試行錯誤するものの、期待通りの結果が得られず、最終的には金型の廃棄やプロジェクトの遅延といった高額なコストを負担することになる。
JS Precisionは、これら2つのプロセス分野で15年間の実務経験を積み重ねており、お客様は試作成形のリスクを容易に回避し、生産コストを削減できます。これらの経験は、ヘルスケア、自動車、スマートウェアラブルなど、複数の業界のハイエンド顧客にサービスを提供してきた実務経験に基づいています。
弊社が以前対応した顧客事例をご紹介します。ある自動車部品メーカーは、インサート成形におけるインサートのずれという問題に直面していました。当初、顧客はインサートを手作業で配置していましたが、不良率は最大8%に達し、月間損失は5万ドルを超えていました。
自動埋め込み配置システムをカスタマイズし、金型流動解析によって金型設計を最適化することで、同様の結果が得られます。不良率を0.3%まで削減でき、月々のコストを48,500ドル節約できます。
別の顧客からは、オーバーモールディングのシール不良による顧客クレーム率が12%に達したとの報告がありました。材料適合性の最適化と金型構造の改善ソリューションを活用することで、貴社製品の顧客クレーム率を0.5%未満にまで低減し、ブランドイメージを大幅に向上させることができます。
当社のソリューションは、剥離試験に関するASTM D903-17規格を厳守し、接着強度が規格を満たしていることを保証することで、製品の品質をより確実にします。専門的なパートナーを選ぶことで、工程選定における回り道を回避し、製品の研究開発により多くのエネルギーを注ぐことができます。
オーバーモールディングとインサート成形のどちらを選ぶべきか迷っている場合は、当社までお問い合わせください。オーバーモールディングとインサート成形の事例研究をご覧いただくことで、最適なプロセスソリューションを迅速に特定し、試作成形のリスクを回避し、時間とコストを節約できます。
オーバーモールディングとインサートモールディング:どちらがあなたの製品に適しているでしょうか?
オーバーモールディングとインサートモールディングのどちらを使用するかは、主に製品の機能、生産量、コストによって決まります。柔らかく防水性のある感触が得られる方法、または金属インサートが得られる方法を選択してください。
機能面:感触と外観 vs. 構造と機能
オーバーモールディングは、柔らかく滑りにくい表面が必要な製品や、ツートンカラーの製品に最適です。見た目の改善に加え、シール性能とユーザーエクスペリエンスも向上するため、製品の競争力が高まります。
一方、インサート成形は、金属糸や導電シートなどを埋め込む必要がある製品に適しています。さらに、金属とプラスチックの間に非常に強力な接合を実現できるため、複雑な動作条件の要件を満たす上で不可欠です。
生産量とコスト構造の観点から:単位コスト対金型償却費
両プロセスのコスト構造は大きく異なり、生産量と合わせて判断する必要があります。以下に、具体的なコスト比較データを示します。
| 生産量(年間) | オーバーモールディング金型のコスト(米ドル) | オーバーモールディングの単価(米ドル) | インサート成形金型費用(米ドル) | インサート成形品の単価(米ドル) |
| 10万ユニット未満 | 15,000~25,000 | 0.8~1.2 | 8,000~15,000 | 1.1-1.5 |
| 10万~50万台 | 15,000~25,000 | 0.5~0.8 | 8,000~15,000 | 0.7~1.0 |
| 50万~100万台 | 20,000~30,000 | 0.3~0.5 | 10,000~18,000 | 0.4-0.6 |
| 100万台以上 | 25,000~35,000 | 0.2-0.3 | 12000~20000 | 0.25-0.4 |
さらに、オーバーモールディング金型はインサート成形金型よりも30~50%高価であり、中~高ロット生産にしか適していません。年間生産量が50万個を超える場合は、自動化とインサート成形を組み合わせることで、単位コストを15~25%削減できます。

図1:パイオニアプラスチックスのロゴの下に、インサート成形(左、接着剤ボトル)とオーバーモールディング(右、カラーボール)の利点と用途を比較したインフォグラフィックを並べて表示したもの。
インサート成形 vs. オーバーモールド成形:接着強度指標に基づいて最終決定を下すには?
接着強度は、インサート成形とオーバーモールドのどちらを選択するかを決定する主な要因です。
剥離試験データが最も重要な要素であり、適合性は対応する規格を参考に判断すべきである。
信頼できる接着強度データを取得するにはどうすればよいでしょうか?
この試験は、ISO 8510-2規格に準拠した180°剥離試験です。試験片の幅は25 mm、剥離速度は50 mm/分です。出力は5つの試験片の平均値で、標準偏差は0.2 N/mmです。参照規格は以下のとおりです。
| プロセスタイプ | 材料の組み合わせ | 理想的な接着強度(N/mm) | 許容接着強度(N/mm) | 許容できない接着強度(N/mm) |
| オーバーモールディング | PC+TPE | ≥3.5 | 2.0~3.4 | <2.0 |
| オーバーモールディング | PC/ABS+TPE | ≥3.2 | 1.8~3.1 | 1.8未満 |
| インサート成形 | プラスチック+金属インサート | ≥1.5 | 1.0~1.4 | <1.0 |
| インサート成形 | プラスチック+セラミックインサート | ≥1.2 | 0.8-1.1 | <0.8 |
オーバーモールディングにおける最適な化学結合強度は3.5 N/mmであるべきです。もし結果が2.0 N/mm未満であれば、材料の組み合わせを見直すか、機械的なインターロック構造を追加する必要があります。そうしないと、製品が容易に剥離してしまう可能性があります。
剥離試験が失敗した場合、それは材料の問題なのか、それともプロセスパラメータの問題なのか?
- 材料の問題:
硬質プラスチックと軟質プラスチックの両方について、SPI適合性評価を確認してください。適合性のある材料のみが化学結合を形成し、高い接着強度が得られます。例えば、PPは軟質プラスチックとは接着しません。
- プロセスパラメータの問題:
二次射出成形の場合、 TPEの溶融温度は、硬質プラスチックの熱変形温度よりも20~30℃高くする必要があります。そうしないと、効果的な熱融着が達成されない可能性があります。
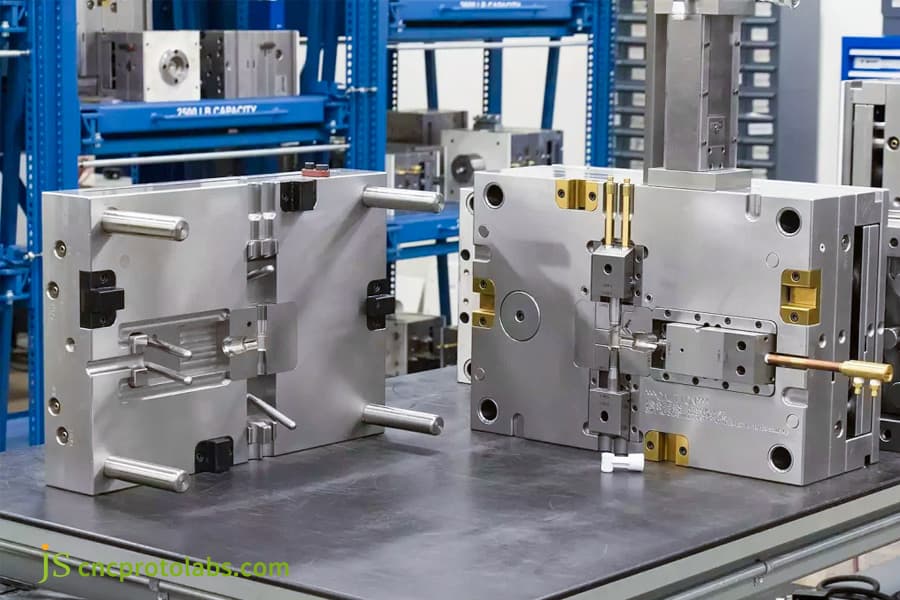
図2:作業台の上に並べて置かれた2つの頑丈な金属製射出成形金型。背景には青色の収納ラックが写っており、インサート成形およびオーバーモールディング工程で使用される金型を示している。
オーバーモールディングとインサートモールディング:シール不良を真に解決できるのはどちらのプロセスか?
オーバーモールディングとインサートモールディングはどちらもシール技術として使用できますが、IP68規格の漏洩対策にはどちらか一方の技術だけでは不十分です。そのため、両方を組み合わせて「柔軟なプラスチック製シール+剛性のあるプラスチック製骨格」システムを構築する必要があります。
IP68の防水要件を満たす場合、オーバーモールド加工ではなぜ硬質プラスチックと軟質プラスチックの接合部から漏れが発生することが多いのでしょうか?
- インターフェース設計上の欠陥:
毛細管現象によって水分子が浸透するには、沿面高さが不十分です( 2mm以上が推奨されます)。同時に、柔軟性のあるプラスチックの圧縮は0.2~0.4mmに制限する必要があります。
- 金型流動解析の欠如:
これにより、軟質ゴムと硬質ゴムの界面にウェルドラインが形成され、そこが弱点となる可能性があります。実際、モールドフロー解析を行うことで、漏れのリスクを40%以上低減できます。
2つの代表的なシール構造設計案の比較
| スキームの種類 | 基本原則 | 材料要件 | 防水性 | コストへの影響 |
| ピュアオーバーモールディングシール | 軟質ゴムと硬質ゴムの間の化学結合に依存している | 極めて高い材料適合性 | 中程度(剥離強度3.5N/mm以上が必要) | 低(追加の組み立て工程なし) |
| インサート成形+シーリングリング構造 | 物理的圧縮シール | 厳密な互換性要件はありません | 高い(IP68合格率99%以上) | 高(組み立て工程の増加) |
材料の適合性が完全に保証されるわけではありません。純粋なオーバーモールディングシールには、3.5N/mmの剥離強度が必要になるでしょう。シーリングリングを使用したインサート成形は圧縮を利用するため、より信頼性が高いですが、組み立て工程が増えます。
IP68の防水性能要件がある場合は、製品の3D図面をご提出ください。JS Precisionは、お客様専用のオーバーモールディングシーリングソリューションを無料でカスタマイズし、漏水問題を正確に解決し、防水性能が基準を満たすことを保証し、成形試行錯誤の無駄を削減します。
オーバーモールディング射出成形プロセス:高価な金型スクラップを避けるために、射出成形パラメータを最適化するには?
オーバーモールディング射出成形プロセスの射出パラメータは、製品の品質と金型寿命に直接影響します。射出速度、保圧、金型温度を最適化することで、金型不良を防ぐことができます。
硬質プラスチック基板中の溶融プラスチックが、二次射出成形時に位置ずれを起こすのはなぜですか?
射出速度を上げると、急激な衝撃力が発生し、基板の保持力( 80mm/sで圧力が50MPa以上)を超える場合があります。速度を20~40mm/sに落とし、溶融プラスチックの先端圧力を30MPa未満にすることで、この問題は解決します。
金型温度と材料温度の相乗的最適化
- 金型温度制御:硬質プラスチック基材の金型温度を90~110℃に上げると、熱接着が活性化され、熱応力が低減し、接着強度が向上し、製品の欠陥が減少します。
- 材料温度管理:軟質プラスチックの溶融温度は、供給業者が推奨する最大範囲から約±10℃以内である必要があります。温度が低すぎると接着力が著しく低下し、高すぎると材料が破損します。
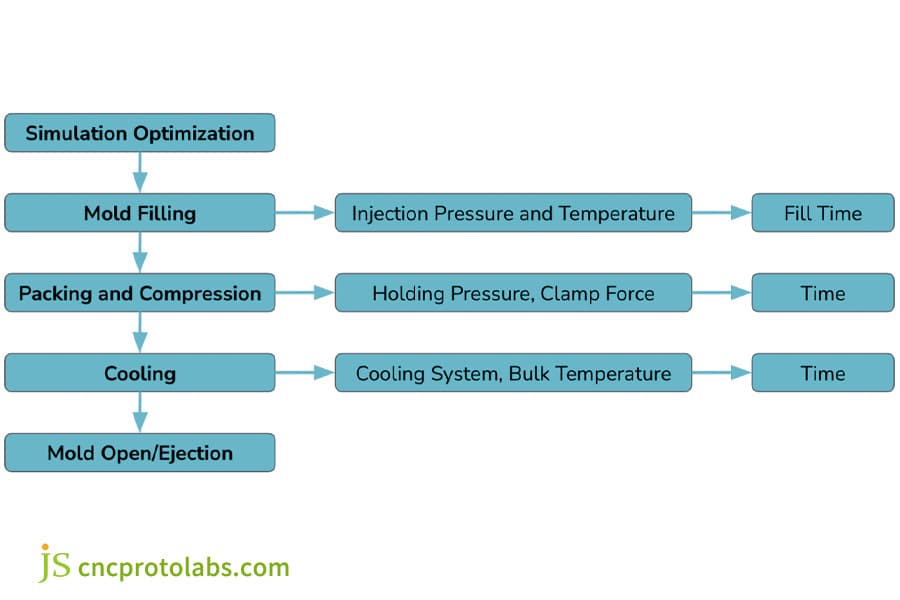
図3:オーバーモールディング射出成形プロセスの各段階(シミュレーション、金型充填、梱包、冷却、および射出)と、関連するパラメータを詳細に示したフローチャート。
カスタムオーバーモールディングサービスの比較:サプライヤーの見積もり価格に10倍もの差が生じる理由とは?
カスタムオーバーモールディングサービスを比較すると、価格に10倍もの差が生じる場合があります。これは、金型の品質、リスク回避能力、自動化レベルといった根本的な部分の違いによるものです。低価格は、隠れた高コストにつながる可能性があります。
サプライヤーを比較する際には、次の3つの重要な点に注目してください。
- 金型鋼: P20の代わりにS136(硬度HRC48~52、寿命はP20の5~8倍)を選択してください。S136は腐食防止効果がありながら、非粘着性を維持し、製品寿命を延ばします。
- 金型流動解析:プロジェクト開始にあたっては、専門のサプライヤーが、最適な射出点と冷却システムを特定し、充填ラインやウェルドラインにおける潜在的な問題を予測するレポートを提出する必要があります。
- 挿入位置:自動ロボットアームは、±0.02mmの精度範囲で物体を配置することができ、これは手動配置方法の精度である±0.1mmを上回るため、効率の向上と精度の向上によるメリットをもたらします。
隠れたコストの比較:金型メンテナンスとダウンタイム損失
低コストの金型は、5万バッチを超えると表面に付着して使用不能になり、稼働効率が60%以下に低下する。一方、ナノコーティングを施したS136鋼は、50万個の金型を故障なく連続生産できる。このプロセスでは、稼働効率が85%以上を維持できる。
インサート成形 vs. オーバーモールド成形:自動生産における単一アイテムのコスト削減方法とは?
自動化された生産においては、 インサート成形とオーバーモールド成形を比較した場合、インサート成形によるコスト削減効果はより顕著であり、インサートの配置時間を大幅に短縮し、生産能力を向上させ、単体コストを削減することができる。
自動化はインサート成形のコスト計算式をどのように変えるのか?
- 人件費:自動インサート金型生産は、70%以上の人件費削減を可能にします。年間100万個の製品を生産するプロジェクトの場合、このような変更は年間30万ドルから50万ドルの人件費削減に相当します。
- 歩留まりの向上: 0.02 mmという高精度な自動配置精度により、インサートのずれによる不良率が5%から0.5%未満に大幅に低減され、損失を最小限に抑えます。
オーバーモールディングにおける自動化の課題と解決策
- 課題:硬質プラスチック基材の二次位置決めは、変形や寸法変動により、損傷や接着剤の過剰塗布につながる。
- 解決策:オンライン目視検査(精度0.05mm)により、規格外の基材を除去する。
プロのオーバーモールディングサービスに含まれる主要なDFM評価とは何ですか?
専門的なオーバーモールディングサービスであるDFM評価は、生産リスクを特定します。BFM評価により、JS Precisionは3営業日以内に評価レポートを作成できます。
DFMレポートには、評価が必要な3つの主要な要素が含まれています。
- 材料適合性マトリックスは、 4.5 N/mmを超えるPCおよびSEBSベースのTPE材料を使用した180°剥離試験を通じて、硬質および柔軟性プラスチックの接着評価を示すレポートを生成します。
- 肉厚の均一性:硬質プラスチック基材の肉厚差は、二次射出成形時の空気混入や流動痕を防ぎ、成形品質を確保するために、0.5mmを超えてはならない。
- 抜き勾配:柔軟性のあるプラスチック部品は、過度の摩擦によって発生する白化や裂けを防ぐために、1.5°~2°の抜き勾配が必要です。
DFM評価において見落としがちな4つのポイント:
- ゲート位置:二次注入ゲートは、衝撃変形のリスクが生じるため、基板の弱い部分に配置してはいけません。
- 通気システム:軟質プラスチックは、成形品質を維持するために効果的な空気除去を行うため、適切な金型通気チャネルを必要とします。このチャネルの深さは0.01~0.03mmである必要があります。
- 基材の予備乾燥: PCは120℃で4~6時間乾燥させる必要があります。このプロセスにより水分含有量が0.02%まで低下し、 成形不良を防ぐことができます。
- 金型冷却:金型温度制御には、冷却水流路の均一な分布が不可欠です。これは、製品の反りを軽減するために、金型温度差を5℃以下に維持する必要があるためです。
オーバーモールディング製造におけるリスクを事前に軽減したいですか?製品の3D図面をご提出いただければ、無料の原価計算サービスをご利用いただけます。プロジェクト投資額を明確に把握し、スムーズなプロジェクト進行を確保できます。
JS Precisionの事例研究:医療機器筐体メーカーにおけるIP68規格準拠のシーリング問題への対応
医療機器の筐体は、最も厳しいレベルの密閉性と歩留まり基準を満たす必要があります。当社は、これまで何度も試みても機能的な手術器具のハンドルを製造できなかったメーカーに対し、オーバーモールド成形プロセスにおけるIP68防水性能の達成を支援しました。
直面した課題:
顧客は、PCとTPE素材を使用した手術器具のハンドルにIP68の防水性能を求めていました。工場では6回の試作成形を行いましたが、すべての成形品から漏れが発生し、50%の操業損失が発生しました。接着強度は1.2 N/mmという値にとどまり、要求される基準を満たしていませんでした。
JS Precisionのソリューション:
私たちはDFM(設計製造性)評価を用いて主要な問題点を特定し、顧客の生産遅延を解消できる具体的な解決策を策定しました。
1. 材料のアップグレード:
既存のTPE材料はPC材料と接着できませんでした。そこで、コストは8%増加しますが、接着性能が向上し、問題箇所からの漏れを完全に防ぐことができる材料ソリューションを提案しました。
2. 金型最適化:
当社は金型鋼材をP20からS136Hにアップグレードしました。設計チームは、溶接線を性能に影響を与えない領域に誘導する新しいゲートシステムを開発しました。また、閉じ込められた空気の問題に対処するため、通気チャネルを0.025mmに拡大しました。
3. プロセスパラメータ:
この新しいプロセスでは、適切な基板の熱接着と位置合わせの完全性を確保するために、金型温度を110℃に厳密に設定し、溶融温度の基準値を245℃に維持するとともに、射出速度を30mm/秒以下に抑える必要があった。
最終結果:
最適化された製品の品質は大幅に向上し、医療機器の要件を完全に満たしただけでなく、全体的なコストも削減された。
- 接着強度:値は1.2 N/mmから4.5 N/mmに向上し、要求される3 N/mmを大きく上回ったため、剥離不良の問題は解消されました。
- 防水性能: IP68試験の合格率は50%から100%に上昇し、漏水はなかったため、医療機器の規格に準拠しました。
- 歩留まり:量産歩留まり率は99.5%と高く、49.5パーセントポイント上昇し、スクラップ損失の削減に大きく貢献した。
- コスト:単位材料費は若干上昇したものの、全体的なスクラップコストが低下したため、単位当たりの総コストが22%減少し、年間15万ドルの節約につながった。
貴社製品もオーバーモールディングシール不良、歩留まり低下、その他の問題に直面していませんか?JS Precisionにご連絡いただき、製品に関するお悩みをお聞かせください。医療機器におけるIP68規格のシールケースで得られた優れた実績を再現し、コスト削減にもつながる、貴社に最適なソリューションをご提案いたします。

図4:PC+TPE製の医療用器具のハンドル4個と小型金属部品を灰色の表面に展示し、オーバーモールディングの応用例を示す。
オーバーモールディングサービスのパートナーとしてJS Precisionを選ぶ理由とは?
上記の点に加え、適切なオーバーモールディングサービスパートナーを選ぶことも非常に重要です。実際、適切なパートナーを選ぶことで、リスクを軽減し、コストを削減し、効率を向上させることができます。JS Precisionは、 15年の経験を活かし、量産に至るまでの設計要因管理(DFM)サービスを提供しています。
当社をお選びいただければ、DFM(設計製造性)の見積もり、高品質な金型製作、自動化された生産を通じて、プロジェクト全体から統合的なサポートを提供し、安定した品質、管理可能なコスト、納期厳守をお約束します。
JS Precisionの中核となる技術力:
- 経験豊富なDFMチーム: 12の主要なレビューから構成される詳細な評価レポートを提供し、リスクを予測して排除することで、初回から適切な方法を確実に実行できるようにします。
- 自社金型工場:金型の製造とメンテナンスを自社で行い、最新の設備を備え、 0.01mmの精度を実現できます。標準金型は30~35日で納品可能です。
- 完全自動化機能: 6軸ロボットやビジョンポジショニングなどの設備を備えた、カスタマイズされた自動化ソリューションにより、効率的で安定した大量生産、生産能力、および一貫性の向上を実現します。
より低価格のサプライヤーではなく、JS Precisionを選ぶ理由とは?
- 長期的なコスト削減:金型の初期見積もりは20~30%高くなる可能性がありますが、寿命は低価格の金型の5倍以上であるため、結果として全体的な単位コストがより有利になります。
- リスク低減:プロジェクト開発プロセスでは、DFM(設計製造性)と金型流動解析を用いて、潜在的なプロジェクトの遅延や成形試験の失敗を検出し、経済的損失の防止に役立てています。
- より安定した品質: S136鋼製の金型と自動生産システムを組み合わせることで、 CPK値が1.33以上を維持し、ハイエンドの要求を満たす製品の一貫性を確保します。
専用オーバーモールディングサービスおよびインサート成形の見積もりが必要ですか?製品の3D図面と具体的な要件をご提出ください。JS Precisionのエンジニアが24時間以内にDFM(製造性設計)に関するフィードバックと正確な見積もりを提供し、プロジェクト実施を全面的にサポートいたします。
よくある質問
Q1:オーバーモールディングとインサートモールディングの主な違いは何ですか?
オーバーモールディングとは、製品にソフトな触感や密閉性などの特性を持たせるために、硬質プラスチック基材の上に軟質プラスチック層を二次的に射出成形する方法である。一方、インサート成形とは、構造強度を高める目的で、あらかじめ成形されたインサートをプラスチックで包み込む方法である。
Q2:オーバーモールディングにおいて、2種類の材料を一緒に使用できることを示す兆候は何ですか?
SPIガイドに従って材料の適合性を調べるか、180度剥離試験を実施することができます。2つの材料が適合しない場合、化学結合が確立されず、接着強度が非常に低くなります。そのため、物理的に固定する以外に接合する方法はありません。
Q3:インサート成形において、金属インサート表面の特殊処理は必須ですか?
金属製のインサートは、プラスチックとしっかりと接着し、インサートが固定されたまま脱落したり緩んだりしないように、事前に加熱したり、化学処理を施したり、機械的なロック機構を追加したりする必要があります。
Q4:金型鋼はオーバーモールディングの品質にどのように影響しますか?
S136鋼製の金型は研磨性が非常に良く、非粘着性で、寿命は最大100万サイクルに達します。一方、P20鋼は摩耗や固着を起こしやすく、メンテナンスコストが非常に高くなり、製品の欠陥につながる可能性があります。
Q5:オーバーモールディングプロジェクトにおいて、金型流動解析はどの程度重要ですか?
これは必須事項です。成形開始前に92%のケースでウェルドラインが見られます。エアトラップも早期に発生します。ゲート位置とサイクルタイムはシミュレーションに基づいて調整されます。試作工程がないため、金型の廃棄もありません。大量生産ではコストを40%削減できます。
Q6:インサート成形におけるインサート配置の作業コストを削減するにはどうすればよいですか?
当社のシステムは振動フィーダーとロボットアームを使用しています。材料の供給と位置決めは自動で行われます。作業員は個々の部品に触れる必要がなく、不良品の発生率は35%減少し、労働時間も半減します。
Q7:JS Precision社が対応できるオーバーモールディングプロジェクトはどの程度複雑ですか?
当社では、3種類の素材を同時に重ね合わせたカラーリングを実現しています。インサートはマイクロメートル単位の精度で配置され、IP68規格の防水・防塵性能を設計段階から組み込んでいます。医療、自動車、航空宇宙関連企業など、幅広い顧客層に対応しています。
Q8:JS Precisionから私の製品に関する専門的な見積もりを入手するにはどうすればよいですか?
3D図面はSTEP形式でお送りください。弊社のチームが24時間以内にDFM(製造性設計)に関する問題点を確認し、当日中に明確な価格見積もりをご提示いたします。
まとめ
オーバーモールディングとインサートモールディングのどちらを選択するかを決定する際の主な要素は、製品の機能性、生産量、コストの点で、どちらの方法が最適かを見極めることです。
適切なものを選べば、潜在的な問題を回避し、作業をより効率的に進めることができますが、間違ったものを選べば、プロジェクトの遅延や機会損失につながる可能性があります。
適切な材料選定、金型精度、自動化プロセス、そしてDFM評価は、プロジェクトの成否を左右する4つの柱です。JS Precisionは15年の経験を活かし、お客様の業務全体の改善、コスト削減、そしてミスの回避を支援いたします。
シールに関する問題や試行錯誤の高コストに悩まされる必要はありません。JS Precisionにご連絡いただき、3Dファイルをアップロードして無料のDFM評価を受け、堅牢な射出成形ソリューションを構築しながら見積もりを入手してください。

免責事項
このページの内容は情報提供のみを目的としています。JS Precision Services は、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証を一切行いません。第三者のサプライヤーまたは製造業者が、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。部品の見積もりを依頼するには、購入者の責任で、これらのセクションの具体的な要件を特定してください。詳細については、お問い合わせください。
JSプレシジョンチーム
JS Precisionは、カスタム製造ソリューションに特化した業界をリードする企業です。20年以上の経験と5,000社を超える顧客実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。JS Precisionをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.cncprotolabs.com )をご覧ください。
リソース

