

Overmolding vs insert molding, these two seemingly similar injection molding processes often leave product developers in a dilemma of choice.
Have you ever incurred high customer complaint costs due to product seal failure? Are you indecisive between these two processes, worried that choosing the wrong solution may result in mold scrap and project delays?
When the joint between soft and hard glue becomes a weak link in product reliability, understanding the process and material science behind it is far more economical than trial and error.
Core Answer Overview
| Core Comparison Dimensions | Overmolding | Insert Molding |
| Bonding Mechanism | Primarily chemical/thermal bonding, relying on material compatibility. | Primarily chemical/thermal bonding, relying on material compatibility. |
| Applicable Scenarios | Tools with grip improvements or water resistance use bonding. | Structural upgrades like metal threads or sensors go with physical embedding. |
| Cost Structure | High mold cost (requiring precise design), moderate cost per piece. | The cost of embedded components is high (material+placement), and there is great potential for automation. |
| Core Risks | Peeling happens, seals leak, parts shift wrong. | Inserts slide out, placement isn't precise, too much glue builds up. |
Key Conclusions:
- Materials essentially set the stage:
Material compatibility must be a consideration when aiming at chemical bonding, if not, mechanical interlocking has to be the fallback. In other words, selecting the wrong mate combination will make it impossible for even the most meticulous processing to yield a firm bond.
- Precision relies heavily on the mold:
Product yield and mold life are the two aspects that are directly influenced by the mold steel material and mold flow analysis. So, having a deluxe mold at your disposal can be helpful in cutting down maintenance costs and scrap losses over time.
- Automation authorizes the cost go down:
Manual insert placement, automated production lines, and from these kinds of operation methods, unit costs can be cut down quite a lot. You will have more stable production capacity and upgraded product pricing power.
- Skilled DFM is a safe bet:
Assessing how easily a product can be manufactured before starting the project is a very effective way to cut down potential production risks by over 80%. As a result, it helps in accelerating project timelines and eliminates the extra costs associated with failed trial molding.
How To Choose? JS Precision’s Expertise In Overmolding Vs. Insert Molding
In the choice between overmolding and insert molding, many high-end customers lack professional guidance and repeatedly try molds but fail to achieve the expected results, ultimately bearing high costs of mold scrapping and project delays.
With 15 years of practical experience accumulated by JS Precision in these two process areas, you will easily avoid trial molding risks and reduce production costs. These experiences come from practical experience serving high-end customers in multiple industries such as healthcare, automotive, and smart wearables.
You can refer to the customer case we have served: a car parts manufacturer once faced the problem of insert molding insert displacement. The customer initially used manual placement of inserts, with a scrap rate of up to 8% and a monthly loss of over $50000.
By customizing an automated embedded placement system and optimizing mold design through mold flow analysis, you will see the same results - the scrap rate can be reduced to 0.3%, saving $48500 in monthly costs.
Another customer reported a customer complaint rate of 12% due to overmolding seal failure. With the help of material compatibility optimization and mold structure improvement solutions, your product's customer complaint rate can also be reduced to below 0.5%, significantly improving brand reputation.
Our solution strictly follows the ASTM D903-17 standard for peel testing to ensure that the adhesive strength meets the standard, making your product quality more guaranteed. Choosing a professional partner can help you avoid detours in process selection and invest more energy into product research and development.
If you are confused about choosing between overmolding vs insert molding, contact us to view our overmolding and insert molding case studies to quickly identify the optimal process solution, avoid trial molding risks, and save time and costs.
Overmolding Vs Insert Molding: Which One Is More Suitable For Your Product?
The decision of whether to use overmolding or insert molding is mainly driven by the function of the product, production volume, and cost. Pick the method that will give you a soft, waterproof feel or metal inserts.
Function wise: Feel and Appearance vs. Structure and Function
Overmolding works well for products that need a soft, non slip surface or that are two tone. Besides visuable improvement, it also results in a bettetr sealing performance and user experience, which makes the product more competitive.
Insert molding, on the other hand, fits those products that need embedded metal threads, conductive sheets etc. Moreover, it is able to result in a very strong bond between metal and plastic, which is essential for the fulfillment of complex operating condition requirements.
From the perspective of production volume and cost structure: Unit cost vs. mold amortization
The cost structures of the two processes differ significantly and need to be judged in conjunction with production volume. The following are specific cost comparison data:
| Production Volume (Annual) | Overmolding Mold Cost (USD) | Overmolding Unit Cost (USD) | Insert Molding Mold Cost (USD) | Insert Molding Unit Cost (USD) |
| Below 100,000 units | 15,000-25,000 | 0.8-1.2 | 8,000-15,000 | 1.1-1.5 |
| 100,000-500,000 units | 15,000-25,000 | 0.5-0.8 | 8,000-15,000 | 0.7-1.0 |
| 500,000-1,000,000 units | 20,000-30,000 | 0.3-0.5 | 10,000-18,000 | 0.4-0.6 |
| Above 1,000,000 units | 25,000-35,000 | 0.2-0.3 | 12000-20000 | 0.25-0.4 |
Besides, overmolding molds are 30%-50% more expensive than insert molding molds, and they are only efficient for medium to high batch production, if the annual output is more than 500,000 units, automation combined with insert molding can bring down the unit cost by 15%-25%.

Figure 1: A side-by-side infographic comparing the benefits and applications of Insert Molding (left, with glue bottle) and Overmolding (right, with colored balls), under the Pioneer Plastics logo.
Insert Mold Vs Overmold: How To Make a Final Decision Based On Adhesive Strength Indicators?
Adhesive strength is actually the main deciding factor for whether you go with insert mold vs overmold.
The peel test data is the main thing, and the compatibility should be judged by taking the corresponding standards as a reference.
What is the way to get trustworthy adhesive strength data?
The test involves a 180 peel test that follows the ISO 8510-2 standard. The specimen width is 25 mm, and the peel velocity is 50 mm/min. The output is the mean of 5 specimens, with a standard deviation 0.2 N/mm. The following are reference standards:
| Process Type | Material Combination | Ideal Bond Strength (N/mm) | Acceptable Bond Strength (N/mm) | Unacceptable Bond Strength (N/mm) |
| Overmolding | PC+TPE | ≥3.5 | 2.0-3.4 | <2.0 |
| Overmolding | PC/ABS+TPE | ≥3.2 | 1.8-3.1 | <1.8 |
| Insert Molding | Plastic + Metal Insert | ≥1.5 | 1.0-1.4 | <1.0 |
| Insert Molding | Plastic + Ceramic Insert | ≥1.2 | 0.8-1.1 | <0.8 |
The optimal chemical bond strength for overmolding should be 3.5 N/mm. If the result is less than 2.0 N/mm, the combination of materials should be reconsidered or a mechanical interlocking structure should be added, otherwise, the product will be easily detached.
When a peel test fails, is it a material issue or a process parameter issue?
- Material issue:
Verify the SPI compatibility rating of both rigid and flexible plastics. Only materials that are compatible form chemical bonds leading to significant adhesion strength. For instance, PP is nonbondable to any flexible plastic.
- Process parameter issue:
For secondary injection molding, TPE melt temperature should be 20-30°C higher than the heat distortion temperature of the rigid plastic so that deep heat fusion could be achieved as otherwise, the effective heat fusion might not be achieved.
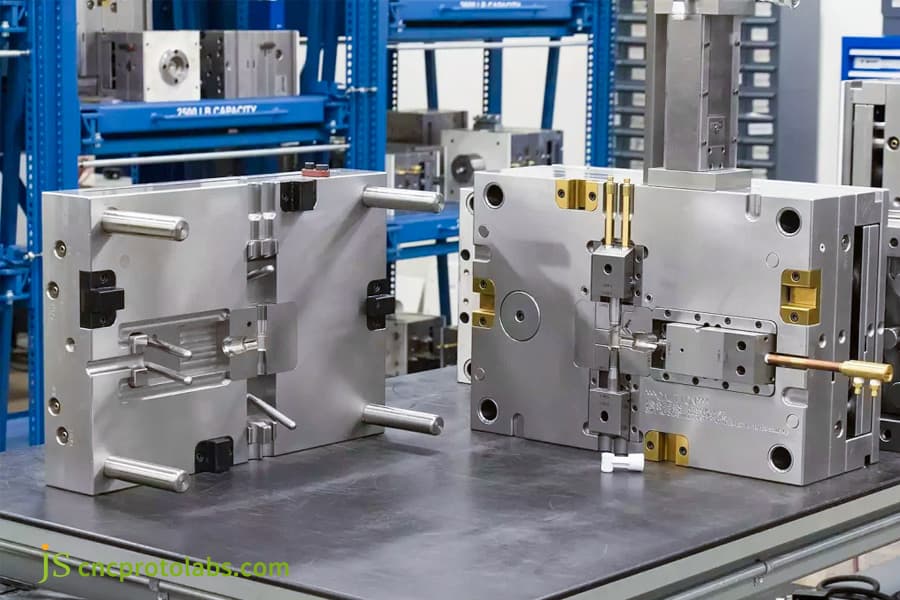
Figure 2: Two robust metal injection molds placed side-by-side on a workbench, with blue storage racks in the background, illustrating the tooling for insert and overmolding processes.
Overmolding And Insert Molding: Which Process Can Truly Solve Seal Failure?
Both overmolding and insert molding can be used as sealing techniques however a single technique alone is not enough to address IP68 leakage. Hence, combining both is required to create a "flexible plastic seal + rigid plastic skeleton" system.
Why does overmolding usually leak at the interface between rigid and flexible plastics when meeting IP68 waterproof requirements?
- Interface design flaws:
The creepage height is not enough (≥2mm is recommended) for the water molecules to be able to penetrate through capillary action. At the same time, the compression of the flexible plastic should be limited to 0.2-0.4mm.
- Lack of mold flow analysis:
This can result in the formation of weld lines at the interface of soft and hard rubber, which are the points of weakness. In fact, mold flow analysis can help to lower the risk of leakage by over 40%.
Comparison of Two Typical Sealing Structure Design Schemes
| Scheme Type | Core Principle | Material Requirements | Waterproof Reliability | Cost Impact |
| Pure Overmolding Seal | Relies on chemical bonding between soft and hard rubber | Extremely high material compatibility | Medium (requires peel strength ≥3.5N/mm) | Low (no additional assembly process) |
| Insert Molding + Sealing Ring Structure | Physical compression seal | No strict compatibility requirements | High (IP68 pass rate ≥99%) | High (increased assembly process) |
There's no guarantee material compatibility works perfectly. A peel strength of 3.5N/mm is probably needed for pure overmolding seals. Insert Molding with a sealing ring uses compression, so it's more reliable - though it adds extra steps to assembly.
If you have IP68 waterproofing requirements, you can submit your product 3D drawings. JS Precision will customize a dedicated overmolding sealing solution for you free of charge, accurately solving leakage problems, ensuring waterproof performance meets standards, and saving you the waste of repeated molding trials.
Overmolding Injection Molding Process: How To Optimize Injection Parameters To Avoid Expensive Mold Scrap?
The injection parameters of the overmolding injection molding process directly affect product quality and mold life. Optimizing injection speed, holding pressure, and mold temperature can avoid mold scrap.
Why does the molten plastic in a hard plastic substrate become misaligned during secondary injection?
Injection speed increase causes a sudden impact force, which can be bigger than holding force of substrate (pressure >50MPa at 80mm/s). Slow down the speed to 20-40mm/s and the molten plastic front pressure is <30MPa will fix this issue.
Synergistic Optimization of Mold Temperature and Material Temperature
- Mold Temperature Control: Increasing the mold temperature of the hard plastic substrate to 90-110°C activates thermal bonding, decreases thermal stress, enhances adhesion strength and leads to fewer product defects.
- Material Temperature Control: Soft plastic's melt temperature should be approximately ±10°C from the supplier's recommended max range. Lower temperature gives impractically low bonding, whereas very high temperature results in the material breakdown.
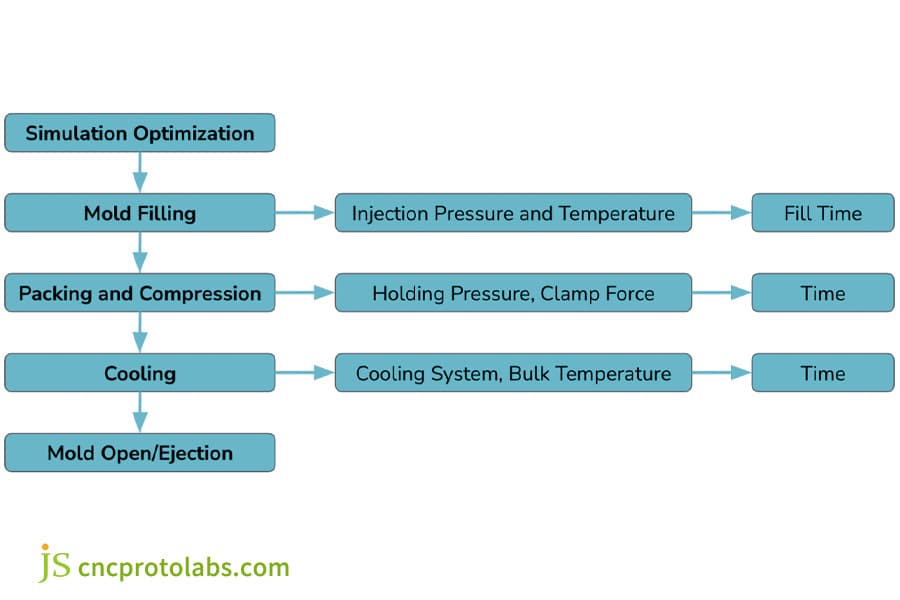
Figure 3: A flowchart detailing the overmolding injection molding process stages: simulation, mold filling, packing, cooling, and ejection, with associated parameters.
Custom Overmolding Services Comparison: What Is The 10 Fold Difference In Supplier Quotes?
In the custom overmolding service comparison, you may find a price difference of 10 times, with core differences in mold quality, risk avoidance ability, and automation level. Low prices result in hidden high costs.
When comparing suppliers, focus on three key points:
- Mold Steel: Choose S136 (HRC48-52, lifespan 5-8 times that of P20) instead of P20. S136 provides protection against corrosion while maintaining non-stick properties and extended product life.
- Mold Flow Analysis: The project start requires professional suppliers to deliver their reports which identify the best injection points and cooling systems while forecasting potential problems with filling and weld lines.
- Insert Placement: The automated robotic arms can position objects with an accuracy range of ±0.02mm, which exceeds the manual placement method accuracy of ±0.1mm, thus providing benefits through improved efficiency and better accuracy.
Hidden Cost Comparison: Mold Maintenance and Downtime Losses
Low cost molds become incapable of use after reaching 50,000 batches because they stick to surfaces which reduces operational efficiency to below 60% while S136 steel with a nano-coating allows for continuous production of 500,000 molds without failure. The process maintains an operational efficiency above 85%.
Insert Mold Vs Overmold: How To Reduce Single Item Costs In Automated Production?
In automated production, the cost reduction of insert mold vs overmold is more significant, which can significantly shorten the placement time of inserts, increase production capacity, and reduce single piece costs.
How does automation change the cost formula for insert molding?
- Labor Costs: Automated insert mold production is capable of more than 70% labor reduction. For the projects with 1 million units produced per year, such a change can be equivalent to $300,000-$500,000 savings in labor costs per year.
- Yield Improvement: Highly precise automated placement accuracy of 0. 02 mm significantly reduces the scrap rate of insert misalignment from 5% to below 0. 5%, thereby minimizing losses.
Automation Challenges and Solutions in Overmolding
- Challenge: Secondary positioning of rigid plastic substrates leads to damage and overdose of adhesive because of deformation or dimensional fluctuation.
- Solution: Online visual inspection (accuracy 0. 05mm) to remove substandard substrates.
What Are The Key DFM Assessments Included In Professional Overmolding Services?
Professional overmolding services DFM assessment which identifies production risks BFM assessment enables JS Precision to produce assessment reports within 3 business days.
The DFM report contains three main elements which require evaluation:
- The Material Compatibility: Matrix generates reports which show the adhesion ratings of rigid and flexible plastics through 180° peel testing which uses PC and SEBS-based TPE materials that exceed 4.5 N/mm.
- Wall Thickness Uniformity: The wall thickness difference of rigid plastic substrates should not exceed 0.5mm to avoid air entrapment or flow marks during secondary injection molding, ensuring molding quality.
- Draft Angle: Flexible plastic parts require a draft angle which ranges from 1.5° to 2° to avoid whitening or tearing which occurs because of excessive friction.
Four Easily Overlooked Details in DFM Assessment:
- Gate Location: The secondary injection gate should not be placed at weak points of the substrate because this will create a risk of impact deformation.
- Venting System: Soft plastics require proper mold venting channels which need to have a depth between 0.01-0.03mm for effective air removal to maintain molding quality.
- Substrate Pre-drying: PC needs to undergo drying at 120°C for 4-6 hours because this process will bring moisture content down to 0.02% which prevents molding defects.
- Mold Cooling: Mold temperature control requires uniform cooling water channel distribution because this process needs to maintain mold temperature differentials of 5°C or less to decrease product warpage.
Want to mitigate overmolding production risks in advance? Submit your product's 3D drawings and enjoy free cost accounting services to clearly understand project investment and ensure smooth project progress.
JS Precision Case Study: Addressing Ip68 Sealing Issues For Medical Device Shell Manufacturers
Medical device housings need to achieve their sealing and yield standards at their most demanding level. We assisted a manufacturer in achieving IP68 waterproofing for their overmolding process which had previously failed to create functional surgical instrument handles after multiple attempts.
Challenges Encountered:
The client needed to achieve IP68 waterproofing for their surgical instrument handles which contained PC and TPE materials. The factory conducted six trial moldings which resulted in 50% operational losses because all moldings leaked. The adhesive bond strength achieved a value of 1.2 N/mm which failed to meet the required standard.
JS Precision's Solution:
We used DFM assessment to identify the main problem and created a specific solution which would enable the client to eliminate their production delays.
1. Material upgrade:
The existing TPE material could not bond with PC material. We proposed a material solution that would increase costs by 8% but achieve better adhesive performance while stopping all leakage from the problem source.
2. Mold optimization:
We company upgraded its mold steel material from P20 to S136H. The design team created a new gate system which redirected weld lines to areas that would not affect performance. The team expanded venting channels to 0.025mm in order to address the problem of trapped air.
3. Process parameters:
The new process required rigorous mold temperatures of 110°C while maintaining a melt temperature benchmark of 245°C and using an injection speed that should not exceed 30mm/s to ensure proper substrate thermal bonding and alignment integrity.
Final Results:
The optimized product quality was drastically improved and fully met the medical device requirements, besides reducing the overall costs.
- Adhesive Strength: The value was raised from 1.2 N/mm to 4.5 N/mm, which was well above the 3 N/mm requirement, thus ending the issue of peeling failure.
- Waterproofing Performance: Pass rate on the IP68 test rose from 50% to 100%, with no leakages hence it was in line with the standards for medical devices.
- Yield: The percentage of mass production yield was as high as 99.5%, a rise of 49.5 percentage points, which greatly helped with scrap losses.
- Cost: Even though the unit material cost went up a bit, the overall scrap cost went down, which led to a 22% drop in the total cost per unit, and an annual saving of $150,000.
Are your products also facing overmolding seal failure, low yield, or other issues? Contact JS Precision to share your product pain points, and we will customize a solution for you, replicating the excellent results of successful IP68 sealing cases in medical devices and reducing overall costs.

Figure 4: A collection of four medical tool handles and small metal components made of PC+TPE, displayed on a gray surface, showcasing the application of overmolding.
Why Choose JS Precision As Your Overmolding Services Partner?
Besides the above points, going for the right overmolding services partner is also very important. In fact, it helps to reduce risks, bring down costs, and improve efficiency. JS Precision, taking after 15 years of experience, is offering Design Factor Management (DFM) through to mass production.
If you choose us, through DFM estimation, high quality mold making, and automated production, we guarantee the integrated support from the project in such a way that you get stable quality, controllable cost, and delivery in time.
JS Precision's Core Technical Capabilities:
- Experienced DFM Team: Supplies detailed assessment reports, which consists of 12 main reviews, foreseeing and eliminating risks, and thus ensuring the method is right on the first try.
- Our Own Mold Workshop: We manufacture and maintain the molds ourselves, have the latest equipment, and can achieve a precision of 0.01mm, with the delivery of standard molds in 30-35 days.
- Fully Automated Capabilities: Tailored automation solutions, having 6 axis robots and vision positioning are among the equipment, thus enabling efficient and stable mass production, capacity, and consistency improvement.
Why Choose JS Precision Over a Lower Priced Supplier?
- Lower Long Term Costs: Initial mold quotes may be 20%-30% higher but the lifespan is more than 5 times that of lower priced molds which results in a more beneficial overall unit cost.
- Lower Risk: The project development process uses DFM and mold flow analysis to detect potential project delays and molding testing failures which helps prevent financial losses.
- More Stable Quality: S136 steel molds combined with automated production systems maintain a CPK value above 1.33 which ensures product consistency that meets high end requirements.
Need a quote for dedicated overmolding services and insert molding? Submit your product 3D drawings and specific requirements. JS Precision engineers will provide DFM feedback and an accurate quote within 24 hours, providing full support for project implementation.
FAQs
Q1: What mainly differentiates overmolding from insert molding?
Overmolding is a secondary injection molding of a soft plastic layer over a hard plastic substrate for the product to have properties like soft touch and sealing whereas insert molding is the method when plastic is used to encase prefabricated inserts for the purpose of enhancing the structural strength.
Q2: What is the indication that two materials could be used together in overmolding?
One can look up the compatibility of materials according to the SPI guide or conduct the 180 peel test. When two materials are not compatible, they fail to establish the chemical bond leading to the very low adhesion strength, the only way they can be joined is through physical fixation.
Q3: Is special treatment of the metal insert surface essential in Insert Molding?
Metal inserts need to be pre-heated, undergo chemical treatment, or have a mechanical locking feature added to them so that they strongly bond with the plastic and also the insert remains fixed and does not fall off or get loosened.
Q4: How does mold steel affect the quality of Overmolding?
S136 steel molds have very good polishability, are non stick, and their lifetime can reach up to one million cycles, on the other hand, P20 steel is liable to get worn and stick which will cause very high costs of maintenance and the defects of the products.
Q5: How important is mold flow analysis for Overmolding projects?
It's not optional. We see weld lines in 92% of cases before molding starts. Air traps show up early too. Gate placement and cycle times adjust based on simulations. No trial runs mean no scrapped molds. Cost savings hit 40% in large runs.
Q6: How to reduce the labor costs of insert placement in insert Molding?
Our system uses vibratory feeders and robotic arms. Material loading and positioning happen automatically. Workers don't have to touch each piece Defects drop by 35%. Labor hours fall by half.
Q7: How complex are the overmolding projects that JS Precision can handle?
We do layered colors with three material types at once. Inserts are placed with micrometer precision. IP68 seals are built into the design. Clients include medical, automotive, and aerospace firms.
Q8: How can I obtain a professional quote from JS Precision for my product?
Send your 3D drawings in STEP format. Our team reviews DFM issues within 24 hours. We give you a clear price quote by end of day.
Summary
The main factor in deciding whether to go for overmolding or insert molding is to see which of the two options you can match your product functionality, production volume, and cost with.
If you pick the right one, you can sidestep potential problems and make your work more efficient, if you choose the wrong one, you may experience project delays and missed opportunities.
Making the right material choices, mold precision, automated processes, and DFM evaluation are the four pillars that determine whether a project succeeds or fails. With 15 years of experience, JS Precision can help you improve the entire operation, cut expenses, and avoid mistakes.
Don't let problems with seals and the high costs of trial-and-error dragging you down. Reach out to JS Precision, upload your 3D files, carry out a free DFM evaluation, and get a quote while crafting a robust injection molding solution.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

