

التشكيل بالحقن مقابل التشكيل بالحقن الداخلي ، هاتان العمليتان المتشابهتان ظاهريًا في التشكيل بالحقن غالبًا ما تضعان مطوري المنتجات في معضلة الاختيار.
هل سبق لك أن تكبدت تكاليف باهظة بسبب شكاوى العملاء نتيجة لعطل في ختم المنتج؟ هل أنت متردد بين هاتين العمليتين، وتخشى أن يؤدي اختيار الحل الخاطئ إلى تلف القوالب وتأخير المشروع؟
عندما يصبح الوصل بين الغراء اللين والصلب نقطة ضعف في موثوقية المنتج، فإن فهم العملية وعلم المواد الكامنة وراء ذلك يكون أكثر اقتصادية بكثير من التجربة والخطأ.
نظرة عامة على الإجابة الأساسية
| أبعاد المقارنة الأساسية | التغليف بالقولبة | قالب الإدخال |
| آلية الترابط | يعتمد بشكل أساسي على الترابط الكيميائي/الحراري، وذلك بالاعتماد على توافق المواد. | يعتمد بشكل أساسي على الترابط الكيميائي/الحراري، وذلك بالاعتماد على توافق المواد. |
| السيناريوهات القابلة للتطبيق | تستخدم الأدوات ذات المقابض المحسّنة أو المقاومة للماء مواد لاصقة. | تتكامل التحسينات الهيكلية مثل الخيوط المعدنية أو أجهزة الاستشعار مع التضمين المادي. |
| هيكل التكلفة | تكلفة القالب مرتفعة (تتطلب تصميمًا دقيقًا)، وتكلفة معتدلة للقطعة الواحدة. | تكلفة المكونات المدمجة مرتفعة (المواد + التركيب)، وهناك إمكانات كبيرة للأتمتة. |
| المخاطر الأساسية | يحدث التقشير، وتتسرب الحشوات، وتتحرك الأجزاء بشكل خاطئ. | تنزلق الحشوات للخارج، ولا يكون وضعها دقيقاً، ويتراكم الكثير من الغراء. |
الاستنتاجات الرئيسية:
- المواد تُهيئ الظروف بشكل أساسي:
يجب مراعاة توافق المواد عند السعي إلى الربط الكيميائي، وإلا فسيكون الربط الميكانيكي هو الحل البديل. بعبارة أخرى، سيؤدي اختيار تركيبة خاطئة إلى استحالة تحقيق رابطة قوية حتى مع أدق عمليات التصنيع.
- تعتمد الدقة بشكل كبير على القالب:
يُعدّ كلٌّ من إنتاجية المنتج وعمر القالب من الجوانب التي تتأثر بشكل مباشر بنوع الفولاذ المستخدم في القالب وتحليل تدفق المواد فيه. لذا، فإن امتلاك قالب عالي الجودة يُسهم في خفض تكاليف الصيانة وتقليل الفاقد بمرور الوقت.
- تساهم الأتمتة في خفض التكاليف:
بفضل تقنيات التركيب اليدوي وخطوط الإنتاج الآلية، يمكن خفض تكاليف الوحدة بشكل ملحوظ. ستحصل على طاقة إنتاجية أكثر استقرارًا وقدرة تسعيرية محسّنة للمنتجات.
- يُعدّ اختيار مدير مالي ماهر خيارًا آمنًا:
يُعدّ تقييم سهولة تصنيع المنتج قبل بدء المشروع وسيلة فعّالة للغاية لتقليل مخاطر الإنتاج المحتملة بأكثر من 80%. ونتيجةً لذلك، يُسهم ذلك في تسريع الجدول الزمني للمشروع وتجنّب التكاليف الإضافية المرتبطة بفشل عمليات التشكيل التجريبية.
كيف تختار؟ خبرة شركة JS Precision في التشكيل بالحقن مقابل التشكيل بالإدخال
في الاختيار بين التشكيل بالحقن والتشكيل بالإدخال، يفتقر العديد من العملاء ذوي الجودة العالية إلى التوجيه المهني ويجربون القوالب مرارًا وتكرارًا لكنهم يفشلون في تحقيق النتائج المتوقعة، مما يؤدي في النهاية إلى تحمل تكاليف باهظة للتخلص من القوالب وتأخير المشاريع.
بفضل خبرة JS Precision العملية الممتدة على مدار 15 عامًا في هذين المجالين، ستتمكن بسهولة من تجنب مخاطر القوالب التجريبية وخفض تكاليف الإنتاج. وتستند هذه الخبرات إلى تجربة عملية في خدمة عملاء متميزين في قطاعات متعددة، مثل الرعاية الصحية والسيارات والأجهزة القابلة للارتداء الذكية.
يمكنكم الاطلاع على حالة أحد عملائنا: شركة تصنيع قطع غيار سيارات واجهت مشكلة انزياح قوالب التشكيل. في البداية، كان العميل يستخدم وضع القوالب يدويًا، مما أدى إلى نسبة هدر تصل إلى 8% وخسارة شهرية تتجاوز 50000 دولار.
من خلال تخصيص نظام وضع مدمج آلي وتحسين تصميم القالب من خلال تحليل تدفق القالب، سترى نفس النتائج - يمكن تقليل معدل الخردة إلى 0.3٪، مما يوفر 48500 دولارًا في التكاليف الشهرية.
أبلغ عميل آخر عن نسبة شكاوى بلغت 12% بسبب فشل عملية منع التسرب في القالب. وبفضل حلول تحسين توافق المواد وتطوير بنية القالب، يمكن خفض نسبة شكاوى العملاء إلى أقل من 0.5%، مما يُحسّن سمعة علامتك التجارية بشكل ملحوظ.
يلتزم حلنا التزامًا تامًا بمعيار ASTM D903-17 لاختبار قوة الالتصاق، لضمان مطابقة قوة الالتصاق للمعيار، مما يعزز جودة منتجك. اختيار شريك محترف يجنبك أي تأخير في اختيار العملية، ويوجهك نحو استثمار المزيد من الجهد في البحث والتطوير.
إذا كنت محتارًا بشأن الاختيار بين التشكيل بالحقن المباشر والتشكيل بالإدخال، فاتصل بنا للاطلاع على دراسات الحالة الخاصة بنا في التشكيل بالحقن المباشر والتشكيل بالإدخال لتحديد الحل الأمثل للعملية بسرعة، وتجنب مخاطر التشكيل التجريبي، وتوفير الوقت والتكاليف.
التشكيل بالحقن مقابل التشكيل بالإدخال: أيهما أنسب لمنتجك؟
يعتمد قرار استخدام تقنية التشكيل بالحقن أو التشكيل بالإدخال بشكل أساسي على وظيفة المنتج وحجم الإنتاج والتكلفة. اختر الطريقة التي تمنحك ملمسًا ناعمًا ومقاومًا للماء أو حشوات معدنية.
من الناحية الوظيفية: الملمس والمظهر مقابل البنية والوظيفة
يُعدّ التشكيل بالحقن خيارًا مثاليًا للمنتجات التي تتطلب سطحًا ناعمًا مانعًا للانزلاق أو التي تتميز بلونين. فإلى جانب التحسين الملحوظ، يُحسّن هذا الأسلوب أيضًا من أداء الإحكام وتجربة المستخدم ، مما يجعل المنتج أكثر تنافسية.
من ناحية أخرى، فإن عملية التشكيل بالحقن تناسب المنتجات التي تحتاج إلى خيوط معدنية مدمجة، وصفائح موصلة، وما إلى ذلك. علاوة على ذلك، فهي قادرة على إنتاج رابطة قوية للغاية بين المعدن والبلاستيك ، وهو أمر ضروري لتلبية متطلبات ظروف التشغيل المعقدة.
من منظور حجم الإنتاج وهيكل التكلفة: تكلفة الوحدة مقابل استهلاك القالب
تختلف هياكل التكاليف للعمليتين اختلافًا كبيرًا، ويجب تقييمها بالاقتران مع حجم الإنتاج. فيما يلي بيانات محددة لمقارنة التكاليف:
| حجم الإنتاج (سنويًا) | تكلفة قالب التشكيل بالحقن (بالدولار الأمريكي) | تكلفة وحدة التشكيل بالحقن (بالدولار الأمريكي) | تكلفة قالب التشكيل بالحقن (بالدولار الأمريكي) | تكلفة وحدة التشكيل بالإدخال (بالدولار الأمريكي) |
| أقل من 100,000 وحدة | 15000-25000 | 0.8-1.2 | 8000-15000 | 1.1-1.5 |
| 100,000-500,000 وحدة | 15000-25000 | 0.5-0.8 | 8000-15000 | 0.7-1.0 |
| 500,000-1,000,000 وحدة | 20,000-30,000 | 0.3-0.5 | 10000-18000 | 0.4-0.6 |
| أكثر من مليون وحدة | 25000-35000 | 0.2-0.3 | 12000-20000 | 0.25-0.4 |
إضافة إلى ذلك، فإن قوالب التشكيل بالحقن الزائد أغلى بنسبة 30% إلى 50% من قوالب التشكيل بالإدخال ، وهي فعالة فقط للإنتاج بكميات متوسطة إلى عالية، فإذا كان الإنتاج السنوي أكثر من 500000 وحدة، فإن الأتمتة المقترنة بالتشكيل بالإدخال يمكن أن تخفض تكلفة الوحدة بنسبة 15% إلى 25%.

الشكل 1: رسم بياني جنبًا إلى جنب يقارن بين فوائد وتطبيقات التشكيل بالحقن (يسارًا، مع زجاجة الغراء) والتشكيل بالحقن (يمينًا، مع الكرات الملونة)، تحت شعار Pioneer Plastics.
القالب الداخلي مقابل القالب الخارجي: كيف نتخذ القرار النهائي بناءً على مؤشرات قوة الالتصاق؟
تُعد قوة الالتصاق في الواقع العامل الحاسم الرئيسي في تحديد ما إذا كنت ستختار قالب الإدخال مقابل قالب التغطية.
تُعد بيانات اختبار التقشير هي الشيء الرئيسي، ويجب الحكم على التوافق من خلال أخذ المعايير المقابلة كمرجع.
ما هي الطريقة للحصول على بيانات موثوقة حول قوة الالتصاق؟
يتضمن الاختبار اختبار تقشير بزاوية 180 درجة وفقًا لمعيار ISO 8510-2 . يبلغ عرض العينة 25 مم، وسرعة التقشير 50 مم/دقيقة. الناتج هو متوسط 5 عينات، بانحراف معياري قدره 0.2 نيوتن/مم. فيما يلي المعايير المرجعية:
| نوع العملية | مزيج المواد | قوة الترابط المثالية (نيوتن/مم) | قوة الترابط المقبولة (نيوتن/مم) | قوة ربط غير مقبولة (نيوتن/مم) |
| التغليف بالقولبة | PC+TPE | ≥3.5 | 2.0-3.4 | <2.0 |
| التغليف بالقولبة | PC/ABS+TPE | ≥3.2 | 1.8-3.1 | <1.8 |
| قالب الإدخال | بلاستيك + حشوة معدنية | ≥1.5 | 1.0-1.4 | <1.0 |
| قالب الإدخال | بلاستيك + حشوة سيراميك | ≥1.2 | 0.8-1.1 | <0.8 |
يجب أن تكون قوة الرابطة الكيميائية المثلى للتشكيل بالحقن 3.5 نيوتن/مم. إذا كانت النتيجة أقل من 2.0 نيوتن/مم، فيجب إعادة النظر في تركيبة المواد أو إضافة بنية تعشيق ميكانيكية، وإلا سينفصل المنتج بسهولة.
عندما يفشل اختبار التقشير، هل المشكلة تتعلق بالمواد أم بمعايير العملية؟
- مشكلة المواد:
تحقق من تصنيف توافق البولي بروبيلين (SPI) لكل من البلاستيك الصلب والمرن. فالمواد المتوافقة فقط هي التي تُكوّن روابط كيميائية تؤدي إلى قوة التصاق عالية . على سبيل المثال، لا يلتصق البولي بروبيلين (PP) بأي نوع من البلاستيك المرن.
- مشكلة في معلمات العملية:
بالنسبة للقولبة بالحقن الثانوي، يجب أن تكون درجة حرارة انصهار مادة TPE أعلى بمقدار 20-30 درجة مئوية من درجة حرارة التشوه الحراري للبلاستيك الصلب حتى يمكن تحقيق اندماج حراري عميق، وإلا فقد لا يتم تحقيق الاندماج الحراري الفعال.
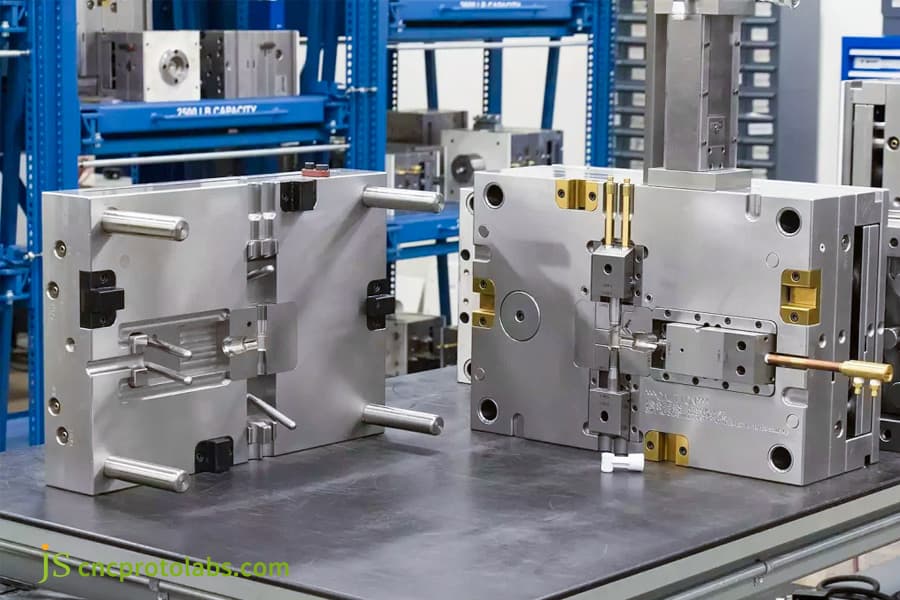
الشكل 2: قالبان قويان لحقن المعادن موضوعان جنبًا إلى جنب على طاولة عمل، مع رفوف تخزين زرقاء في الخلفية، توضح الأدوات المستخدمة في عمليات الإدخال والقولبة الزائدة.
التشكيل بالحقن والتشكيل بالإدخال: أي عملية يمكنها حل مشكلة فشل الختم بشكل حقيقي؟
يمكن استخدام كل من التشكيل بالحقن والتشكيل بالإدخال كتقنيات إحكام، إلا أن استخدام تقنية واحدة فقط لا يكفي لمعالجة مشكلة التسرب وفقًا لمعيار IP68. لذا، يلزم الجمع بين التقنيتين لإنشاء نظام "مانع تسرب بلاستيكي مرن + هيكل بلاستيكي صلب" .
لماذا يحدث تسرب عادةً عند نقطة التقاء البلاستيك الصلب والمرن أثناء عملية التشكيل بالحقن عند استيفاء متطلبات مقاومة الماء IP68؟
- عيوب تصميم واجهة المستخدم:
لا يكفي ارتفاع الزحف ( يوصى بأن يكون ≥ 2 مم ) لتمكين جزيئات الماء من النفاذ عبر الخاصية الشعرية. في الوقت نفسه، يجب ألا يتجاوز انضغاط البلاستيك المرن 0.2-0.4 مم.
- عدم وجود تحليل لتدفق القالب:
قد يؤدي ذلك إلى تكوّن خطوط لحام عند نقطة التقاء المطاط اللين والصلب، وهي نقاط ضعف. في الواقع، يمكن لتحليل تدفق القالب أن يساعد في تقليل خطر التسرب بأكثر من 40%.
مقارنة بين مخططين نموذجيين لتصميم هياكل منع التسرب
| نوع المخطط | المبدأ الأساسي | متطلبات المواد | موثوقية مقاومة الماء | تأثير التكلفة |
| ختم نقي مصبوب | يعتمد على الترابط الكيميائي بين المطاط اللين والصلب | توافق عالٍ للغاية مع المواد | متوسط (يتطلب قوة تقشير ≥3.5 نيوتن/مم) | منخفض (لا يتطلب عملية تجميع إضافية) |
| هيكل حلقة مانعة للتسرب مع قالب داخلي | ختم ضغط مادي | لا توجد متطلبات توافق صارمة | نسبة عالية (معدل اجتياز IP68 ≥99%) | عالي (عملية تجميع مُحسّنة) |
لا يوجد ضمان بأن توافق المواد سيعمل بشكل مثالي. من المحتمل أن تكون قوة التقشير المطلوبة لأختام التشكيل بالحقن المباشر 3.5 نيوتن/مم. يستخدم التشكيل بالإدخال مع حلقة مانعة للتسرب الضغط، لذا فهو أكثر موثوقية ، على الرغم من أنه يضيف خطوات إضافية للتجميع.
إذا كانت لديك متطلبات مقاومة للماء بمعيار IP68، يمكنك تقديم رسومات ثلاثية الأبعاد لمنتجك . ستقوم شركة JS Precision بتصميم حل مانع للتسرب مخصص لك مجانًا، مما يحل مشاكل التسرب بدقة، ويضمن أداءً مقاومًا للماء يفي بالمعايير، ويوفر عليك عناء تجارب التشكيل المتكررة.
عملية التشكيل بالحقن بالحقن: كيف يمكن تحسين معايير الحقن لتجنب هدر القوالب المكلف؟
تؤثر معايير حقن عملية التشكيل بالحقن المزدوج بشكل مباشر على جودة المنتج وعمر القالب. ويمكن تجنب تلف القالب من خلال تحسين سرعة الحقن وضغط التثبيت ودرجة حرارة القالب.
لماذا يصبح البلاستيك المنصهر في ركيزة بلاستيكية صلبة غير متناسق أثناء الحقن الثانوي؟
تؤدي زيادة سرعة الحقن إلى قوة صدم مفاجئة، قد تتجاوز قوة تثبيت الركيزة ( ضغط يزيد عن 50 ميجا باسكال عند سرعة 80 مم/ث ). يؤدي خفض السرعة إلى 20-40 مم/ث، وانخفاض ضغط جبهة البلاستيك المنصهر إلى أقل من 30 ميجا باسكال، إلى حل هذه المشكلة.
التحسين التآزري لدرجة حرارة القالب ودرجة حرارة المادة
- التحكم في درجة حرارة القالب: إن زيادة درجة حرارة قالب الركيزة البلاستيكية الصلبة إلى 90-110 درجة مئوية تعمل على تنشيط الترابط الحراري، وتقليل الإجهاد الحراري ، وتعزيز قوة الالتصاق ، وتؤدي إلى تقليل عيوب المنتج.
- التحكم في درجة حرارة المادة: يجب أن تكون درجة انصهار البلاستيك اللين ضمن نطاق ±10 درجة مئوية تقريبًا من الحد الأقصى الموصى به من قبل المورد. تؤدي درجات الحرارة المنخفضة إلى ضعف الترابط بشكل غير عملي، بينما تؤدي درجات الحرارة المرتفعة جدًا إلى تلف المادة.
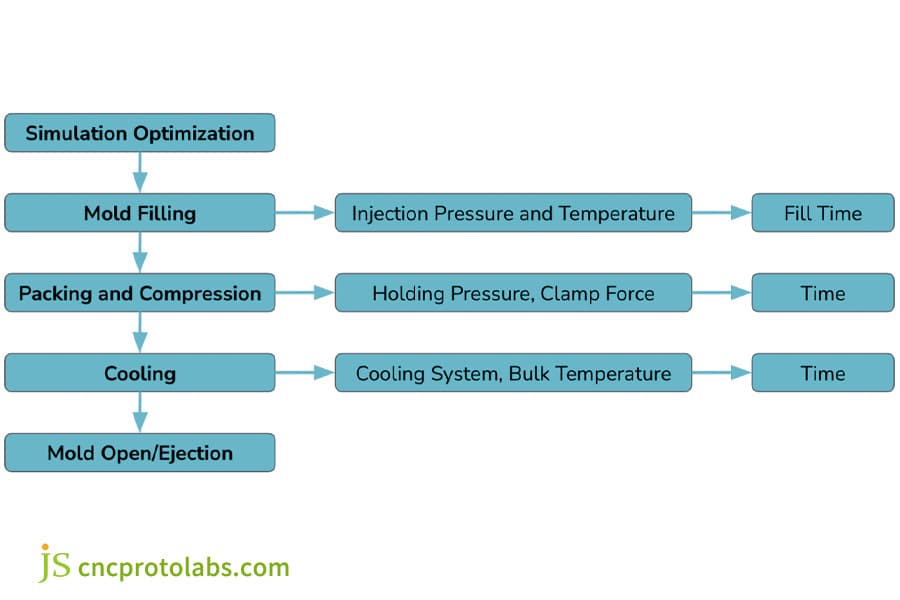
الشكل 3: مخطط انسيابي يوضح بالتفصيل مراحل عملية قولبة الحقن بالتشكيل الزائد: المحاكاة، وملء القالب، والتعبئة، والتبريد، والإخراج، مع المعلمات المرتبطة بها.
مقارنة خدمات التشكيل بالقولبة المخصصة: ما هو الفرق الذي يصل إلى عشرة أضعاف في عروض أسعار الموردين؟
عند مقارنة خدمات التشكيل بالحقن المخصصة ، قد تجد فرقًا في السعر يصل إلى عشرة أضعاف، مع وجود اختلافات جوهرية في جودة القوالب، وقدرة تجنب المخاطر، ومستوى الأتمتة. الأسعار المنخفضة تخفي وراءها تكاليف باهظة.
عند مقارنة الموردين، ركز على ثلاث نقاط رئيسية:
- فولاذ القوالب: اختر S136 (صلابة 48-52 HRC، عمر افتراضي أطول من 5 إلى 8 مرات من P20) بدلاً من P20. يوفر S136 حماية ضد التآكل مع الحفاظ على خصائص عدم الالتصاق وإطالة عمر المنتج.
- تحليل تدفق القالب: يتطلب بدء المشروع من الموردين المحترفين تقديم تقاريرهم التي تحدد أفضل نقاط الحقن وأنظمة التبريد مع التنبؤ بالمشاكل المحتملة في خطوط التعبئة واللحام.
- وضع الإدخال: يمكن للأذرع الروبوتية الآلية وضع الأشياء بدقة تصل إلى ±0.02 مم، وهو ما يتجاوز دقة طريقة الوضع اليدوي البالغة ±0.1 مم ، مما يوفر فوائد من خلال تحسين الكفاءة والدقة.
مقارنة التكاليف الخفية: صيانة العفن وخسائر التوقف عن العمل
تصبح القوالب منخفضة التكلفة غير صالحة للاستخدام بعد إنتاج 50,000 دفعة بسبب التصاقها بالأسطح، مما يقلل كفاءة التشغيل إلى أقل من 60%. في المقابل، يسمح استخدام فولاذ S136 المطلي بتقنية النانو بإنتاج 500,000 قالب بشكل متواصل دون أي أعطال، مع الحفاظ على كفاءة تشغيل تتجاوز 85%.
تقنية القوالب الداخلية مقابل تقنية القوالب الخارجية: كيف يمكن تقليل تكاليف المنتج الواحد في الإنتاج الآلي؟
في الإنتاج الآلي، يكون خفض تكلفة القالب الداخلي مقارنة بالقالب الخارجي أكثر أهمية، مما يمكن أن يقلل بشكل كبير من وقت وضع الحشوات، ويزيد من الطاقة الإنتاجية، ويقلل من تكاليف القطعة الواحدة.
كيف تُغير الأتمتة معادلة التكلفة لعملية التشكيل بالحقن؟
- تكاليف العمالة: يُمكن لإنتاج القوالب الآلية خفض تكاليف العمالة بنسبة تزيد عن 70%. بالنسبة للمشاريع التي تُنتج مليون وحدة سنويًا، يُمكن أن يُعادل هذا التغيير توفيرًا في تكاليف العمالة يتراوح بين 300,000 و500,000 دولار أمريكي سنويًا.
- تحسين الإنتاجية: دقة وضع آلية عالية الدقة تبلغ 0.02 مم تقلل بشكل كبير من معدل الهدر الناتج عن عدم محاذاة الإدخال من 5٪ إلى أقل من 0.5٪، مما يقلل الخسائر إلى الحد الأدنى.
تحديات وحلول الأتمتة في عملية التشكيل بالحقن
- التحدي: يؤدي الوضع الثانوي للركائز البلاستيكية الصلبة إلى تلفها وزيادة جرعة المادة اللاصقة بسبب التشوه أو التذبذب في الأبعاد.
- الحل: الفحص البصري عبر الإنترنت (بدقة 0.05 مم) لإزالة الركائز غير المطابقة للمواصفات.
ما هي تقييمات التصميم للتصنيع الرئيسية المضمنة في خدمات التشكيل بالحقن الاحترافية؟
خدمات التشكيل بالحقن الاحترافية، وتقييم DFM الذي يحدد مخاطر الإنتاج، وتقييم BFM الذي يمكّن JS Precision من إنتاج تقارير التقييم في غضون 3 أيام عمل.
يحتوي تقرير إدارة التمويل على ثلاثة عناصر رئيسية تتطلب التقييم:
- توافق المواد: يقوم برنامج Matrix بإنشاء تقارير توضح تصنيفات الالتصاق للمواد البلاستيكية الصلبة والمرنة من خلال اختبار التقشير بزاوية 180 درجة والذي يستخدم مواد TPE القائمة على PC و SEBS والتي تتجاوز 4.5 نيوتن/مم.
- توحيد سمك الجدار: يجب ألا يتجاوز فرق سمك الجدار للركائز البلاستيكية الصلبة 0.5 مم لتجنب انحباس الهواء أو علامات التدفق أثناء عملية التشكيل بالحقن الثانوي، مما يضمن جودة التشكيل.
- زاوية السحب: تتطلب الأجزاء البلاستيكية المرنة زاوية سحب تتراوح من 1.5 درجة إلى 2 درجة لتجنب التبييض أو التمزق الذي يحدث بسبب الاحتكاك المفرط.
أربع تفاصيل يسهل إغفالها في تقييم التصميم من أجل التصنيع:
- موقع البوابة: يجب عدم وضع بوابة الحقن الثانوية عند نقاط الضعف في الركيزة لأن ذلك سيخلق خطر تشوه ناتج عن الصدمات .
- نظام التهوية: تتطلب المواد البلاستيكية اللينة قنوات تهوية مناسبة للقالب والتي يجب أن يكون عمقها بين 0.01-0.03 مم لإزالة الهواء بشكل فعال للحفاظ على جودة التشكيل.
- التجفيف المسبق للركيزة: يجب تجفيف البولي كربونات عند درجة حرارة 120 درجة مئوية لمدة 4-6 ساعات لأن هذه العملية ستخفض نسبة الرطوبة إلى 0.02% مما يمنع عيوب التشكيل .
- تبريد القالب: يتطلب التحكم في درجة حرارة القالب توزيعًا موحدًا لقنوات مياه التبريد لأن هذه العملية تحتاج إلى الحفاظ على فروق درجة حرارة القالب عند 5 درجات مئوية أو أقل لتقليل تشوه المنتج.
هل ترغب في الحد من مخاطر إنتاج القوالب المتداخلة مسبقًا؟ أرسل رسومات منتجك ثلاثية الأبعاد واستمتع بخدمات محاسبة التكاليف المجانية لفهم استثمار المشروع بوضوح وضمان سير المشروع بسلاسة.
دراسة حالة شركة JS Precision: معالجة مشاكل إحكام الإغلاق IP68 لمصنعي أغلفة الأجهزة الطبية
يجب أن تحقق أغلفة الأجهزة الطبية معايير الإحكام والإنتاجية بأعلى مستوياتها. وقد ساعدنا أحد المصنّعين في تحقيق معيار IP68 لمقاومة الماء في عملية التشكيل بالحقن، والتي فشلت سابقًا في إنتاج مقابض أدوات جراحية فعّالة بعد محاولات عديدة.
التحديات التي تمت مواجهتها:
كان العميل بحاجة إلى تحقيق مستوى عزل مائي IP68 لمقابض أدواته الجراحية المصنوعة من مواد البولي كربونات واللدائن الحرارية المرنة. أجرى المصنع ست عمليات صب تجريبية أسفرت عن خسائر تشغيلية بنسبة 50% بسبب تسرب جميع القوالب. بلغت قوة الترابط اللاصق 1.2 نيوتن/مم²، وهو ما لم يستوفِ المعيار المطلوب.
حل شركة JS Precision:
استخدمنا تقييم DFM لتحديد المشكلة الرئيسية وقمنا بإنشاء حل محدد من شأنه أن يمكّن العميل من القضاء على تأخيرات الإنتاج.
1. ترقية المواد:
لم تتمكن مادة TPE الحالية من الالتصاق بمادة PC. لذا اقترحنا حلاً مادياً يزيد التكاليف بنسبة 8% ولكنه يحقق أداءً لاصقاً أفضل مع منع التسرب تماماً من مصدر المشكلة.
2. تحسين القالب:
قامت شركتنا بترقية مادة فولاذ القوالب من P20 إلى S136H. ابتكر فريق التصميم نظام بوابات جديدًا يُعيد توجيه خطوط اللحام إلى مناطق لا تؤثر على الأداء. كما قام الفريق بتوسيع قنوات التهوية إلى 0.025 مم لمعالجة مشكلة الهواء المحبوس.
3. معايير العملية:
تطلبت العملية الجديدة درجات حرارة صارمة للقالب تبلغ 110 درجة مئوية مع الحفاظ على درجة حرارة انصهار قياسية تبلغ 245 درجة مئوية واستخدام سرعة حقن لا ينبغي أن تتجاوز 30 مم/ثانية لضمان الترابط الحراري السليم للركيزة وسلامة المحاذاة.
النتائج النهائية:
تم تحسين جودة المنتج بشكل كبير واستوفت متطلبات الأجهزة الطبية بالكامل ، بالإضافة إلى تقليل التكاليف الإجمالية.
- قوة الالتصاق: تم رفع القيمة من 1.2 نيوتن/مم إلى 4.5 نيوتن/مم، وهو ما يتجاوز بكثير متطلبات 3 نيوتن/مم، وبالتالي تم إنهاء مشكلة فشل التقشير.
- أداء مقاومة الماء: ارتفع معدل النجاح في اختبار IP68 من 50٪ إلى 100٪، مع عدم وجود أي تسريبات، وبالتالي كان متوافقًا مع معايير الأجهزة الطبية .
- الإنتاجية: بلغت نسبة إنتاجية الإنتاج الضخم 99.5%، بزيادة قدرها 49.5 نقطة مئوية، مما ساعد بشكل كبير في تقليل خسائر الخردة.
- التكلفة: على الرغم من ارتفاع تكلفة المواد للوحدة قليلاً، إلا أن التكلفة الإجمالية للخردة انخفضت، مما أدى إلى انخفاض بنسبة 22٪ في التكلفة الإجمالية للوحدة، وتوفير سنوي قدره 150,000 دولار.
هل تواجه منتجاتكم أيضاً مشاكل في إحكام إغلاق القوالب، أو انخفاض الإنتاجية، أو غيرها من المشاكل؟ تواصلوا مع شركة JS Precision لمشاركة مشاكل منتجاتكم، وسنصمم لكم حلاً مخصصاً يحقق نتائج ممتازة مماثلة لأغلفة الحماية IP68 الناجحة في الأجهزة الطبية، مع تقليل التكاليف الإجمالية.

الشكل 4: مجموعة من أربعة مقابض أدوات طبية ومكونات معدنية صغيرة مصنوعة من مادة PC+TPE، معروضة على سطح رمادي، توضح تطبيق التشكيل بالحقن.
لماذا تختار شركة JS Precision كشريك لك في خدمات التشكيل بالحقن؟
إلى جانب النقاط المذكورة أعلاه، يُعدّ اختيار الشريك المناسب لخدمات التشكيل بالحقن أمرًا بالغ الأهمية. فهو يُسهم في تقليل المخاطر، وخفض التكاليف، وتحسين الكفاءة. وتقدم شركة JS Precision، بخبرتها الممتدة لخمسة عشر عامًا ، خدمات إدارة عوامل التصميم (DFM) وصولًا إلى الإنتاج الضخم.
إذا اخترتمونا، من خلال تقدير DFM، وصناعة القوالب عالية الجودة، والإنتاج الآلي، فإننا نضمن الدعم المتكامل للمشروع بطريقة تضمن لكم جودة مستقرة، وتكلفة يمكن التحكم بها، والتسليم في الوقت المحدد .
القدرات التقنية الأساسية لشركة JS Precision:
- فريق DFM ذو الخبرة: يقدم تقارير تقييم مفصلة، تتكون من 12 مراجعة رئيسية، تتنبأ بالمخاطر وتزيلها، وبالتالي تضمن أن تكون الطريقة صحيحة من المحاولة الأولى.
- ورشة القوالب الخاصة بنا: نقوم بتصنيع وصيانة القوالب بأنفسنا، ولدينا أحدث المعدات، ويمكننا تحقيق دقة تصل إلى 0.01 مم ، مع تسليم القوالب القياسية في غضون 30-35 يومًا.
- قدرات مؤتمتة بالكامل: من بين المعدات حلول الأتمتة المصممة خصيصًا، والتي تتضمن روبوتات بستة محاور ونظام تحديد المواقع بالرؤية، مما يتيح إنتاجًا ضخمًا فعالًا ومستقرًا، وتحسينًا في القدرة الإنتاجية والاتساق.
لماذا تختار شركة JS Precision بدلاً من مورد ذي سعر أقل؟
- انخفاض التكاليف على المدى الطويل: قد تكون أسعار القوالب الأولية أعلى بنسبة 20٪ - 30٪ ولكن عمرها الافتراضي يزيد عن 5 أضعاف عمر القوالب الأقل سعرًا مما يؤدي إلى تكلفة وحدة إجمالية أكثر فائدة.
- انخفاض المخاطر: تستخدم عملية تطوير المشروع تحليل DFM وتحليل تدفق القوالب للكشف عن التأخيرات المحتملة في المشروع وفشل اختبارات القوالب مما يساعد على منع الخسائر المالية.
- جودة أكثر استقرارًا: قوالب الصلب S136 جنبًا إلى جنب مع أنظمة الإنتاج الآلية تحافظ على قيمة CPK أعلى من 1.33 مما يضمن اتساق المنتج الذي يلبي متطلبات الجودة العالية.
هل تحتاج إلى عرض سعر لخدمات التشكيل بالحقن والقولبة بالحقن؟ أرسل رسومات منتجك ثلاثية الأبعاد ومتطلباتك المحددة. سيقدم لك مهندسو شركة JS Precision ملاحظات حول التصميم للتصنيع وعرض سعر دقيق خلال 24 ساعة، مع توفير دعم كامل لتنفيذ المشروع.
الأسئلة الشائعة
س1: ما الذي يميز بشكل أساسي عملية التشكيل بالحقن عن عملية التشكيل بالإدخال؟
التشكيل بالحقن المزدوج هو عملية حقن ثانوية لطبقة بلاستيكية لينة فوق ركيزة بلاستيكية صلبة لإضفاء خصائص مثل الملمس الناعم والإغلاق، بينما التشكيل بالإدخال هو الطريقة التي يتم فيها استخدام البلاستيك لتغليف حشوات مسبقة الصنع لغرض تعزيز القوة الهيكلية.
س2: ما هو المؤشر الذي يدل على إمكانية استخدام مادتين معًا في عملية التشكيل بالحقن؟
يمكن التحقق من توافق المواد وفقًا لدليل SPI أو إجراء اختبار التقشير بزاوية 180 درجة. عندما لا تتوافق مادتان، فإنهما تفشلان في تكوين الرابطة الكيميائية مما يؤدي إلى ضعف شديد في قوة الالتصاق، والطريقة الوحيدة لربطهما هي التثبيت الفيزيائي.
س3: هل المعالجة الخاصة لسطح الإدخال المعدني ضرورية في عملية التشكيل بالإدخال؟
يجب تسخين الحشوات المعدنية مسبقًا، أو معالجتها كيميائيًا، أو إضافة ميزة قفل ميكانيكية إليها بحيث تلتصق بقوة بالبلاستيك، كما يجب أن تظل الحشوة ثابتة ولا تسقط أو تنفك.
س4: كيف يؤثر فولاذ القالب على جودة عملية التشكيل بالحقن؟
تتميز قوالب الصلب S136 بقابلية تلميع جيدة للغاية، وهي غير لاصقة، ويمكن أن يصل عمرها الافتراضي إلى مليون دورة، من ناحية أخرى، فإن فولاذ P20 عرضة للتآكل والالتصاق مما سيؤدي إلى تكاليف صيانة عالية للغاية وعيوب في المنتجات.
س5: ما مدى أهمية تحليل تدفق القالب لمشاريع التشكيل بالحقن؟
ليس الأمر اختيارياً. نلاحظ خطوط اللحام في 92% من الحالات قبل بدء عملية التشكيل. كما تظهر فقاعات الهواء مبكراً أيضاً. يتم تعديل موضع البوابات وأوقات دورات الإنتاج بناءً على عمليات المحاكاة. عدم وجود تجارب تشغيلية يعني عدم وجود قوالب تالفة. تصل وفورات التكاليف إلى 40% في عمليات الإنتاج الكبيرة.
س6: كيف يمكن تقليل تكاليف العمالة لوضع الحشوات في عملية التشكيل بالحشوات؟
يستخدم نظامنا مغذيات اهتزازية وأذرعًا آلية. يتم تحميل المواد وتحديد مواقعها تلقائيًا. لا يحتاج العمال إلى لمس كل قطعة. تنخفض العيوب بنسبة 35%. تنخفض ساعات العمل إلى النصف.
س7: ما مدى تعقيد مشاريع التشكيل بالحقن التي يمكن لشركة JS Precision التعامل معها؟
نُقدّم ألوانًا متعددة الطبقات باستخدام ثلاثة أنواع من المواد في آنٍ واحد. يتم وضع الحشوات بدقة متناهية تصل إلى الميكرومتر. كما نُدمج موانع التسرب بمعيار IP68 في التصميم. تشمل قائمة عملائنا شركات في مجالات الطب والسيارات والفضاء.
س8: كيف يمكنني الحصول على عرض أسعار احترافي من شركة JS Precision لمنتجي؟
أرسل رسوماتك ثلاثية الأبعاد بصيغة STEP. سيقوم فريقنا بمراجعة أي مشاكل تتعلق بالتصميم للتصنيع خلال 24 ساعة. وسنقدم لك عرض سعر واضح في نهاية اليوم.
ملخص
العامل الرئيسي في تحديد ما إذا كان ينبغي اللجوء إلى التشكيل بالحقن أو التشكيل بالإدخال هو معرفة أي من الخيارين يمكنك من خلاله مطابقة وظائف المنتج وحجم الإنتاج والتكلفة.
إذا اخترت الخيار الصحيح، يمكنك تجنب المشاكل المحتملة وجعل عملك أكثر كفاءة، أما إذا اخترت الخيار الخاطئ، فقد تواجه تأخيرات في المشروع وضياع فرص.
يُعدّ اختيار المواد المناسبة، ودقة القوالب، والعمليات الآلية، وتقييم قابلية التصنيع، الركائز الأربع التي تحدد نجاح أي مشروع أو فشله. بفضل خبرتها الممتدة لخمسة عشر عامًا، تستطيع شركة JS Precision مساعدتكم على تحسين العمليات التشغيلية، وخفض التكاليف، وتجنب الأخطاء.
لا تدع مشاكل منع التسرب والتكاليف الباهظة للتجربة والخطأ تعيق تقدمك. تواصل مع شركة JS Precision ، وقم بتحميل ملفاتك ثلاثية الأبعاد، واحصل على تقييم مجاني للتصميم من أجل التصنيع، واحصل على عرض سعر أثناء تصميم حل قوي لحقن القوالب.

تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. لا تقدم شركة JS Precision Services أي ضمانات، صريحة أو ضمنية، بشأن دقة أو اكتمال أو صحة المعلومات. ولا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة JS Precision. تقع مسؤولية ذلك على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأجزاء. يرجى التواصل معنا لمزيد من المعلومات .
فريق دقة جافا سكريبت
شركة JS Precision شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. باختياركم JS Precision ، تضمنون الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.cncprotolabs.com
مورد

