

Overmolding services are the core process solution for solving multi material composite molding, hand feel optimization, and sealing protection.
Product managers and engineers face their biggest challenge when products require both durable sealing at extreme conditions and safe warm non slip handling because single materials have inherent limitations.
The combination of rigid plastics and soft rubbers produces two systems which adhesive components cannot maintain. Multi-material overmolding service overcome this problem by using secondary injection molding to create precise rigid substrate and high performance elastomer combinations.
This article presents complete technical knowledge about plastic overmolding injection which enables you to enhance product functionality and durability and brand value while maintaining budget control through professional overmolding companies.
Core Answer Summary
| Core Dimensions | Key Technologies | Value to Product |
| Feel and Sealing | Rigid substrate + soft elastomer | Eliminates the trade off between durability and comfort, improving grip and protection level. |
| Mechanical Bonding | Chamfered design, roughening treatment | Ensures metal and plastic do not detach under extreme temperatures. |
| Material Compatibility | Polarity matching, adhesion promoters | Prevents delamination, achieving molecular level chemical bonding. |
| Cost Control | Process integration, automated production | Reduces long term total cost, replacing traditional adhesive and assembly processes. |
Key Takeaways
- Ditch the glue. Permanent bonding requires actual physical locks and chemical bonding as the sole trustworthy method of achieving permanent bonds.
- Materials are key. The seal's compression set results from selecting TPE and TPU materials as the main elements of the sealing solution.
- Precision determines yield. Mass production stability depends on rotary molds together with exact temperature control as the critical turning point.
- The earlier the intervention, the lower the cost. The best time to prevent heat deformation risk occurs during DFM review.
Why Trust This Guide? Insights From JS Precision's Multi-Material Overmolding Service Experience
JS Precision has more than 15 years of precise manufacturing experience and has produced more than 300000 custom parts for over 1000 customers worldwide.
The overmolding services field provides you with extensive practical data and successful case studies which you can reuse to eliminate trial-and-error expenses.
Our testing process follows the ASTM D4326 standard for measuring overmolding bond strength. Our complete quality control system tests all plastic overmolding products which results in 99.2% on time delivery success.
We possess three official certifications which include ISO 9001:2015 and ISO 13485 and IATF 16949. Our services include high end automotive and medical and construction machinery sectors which fulfill your industries' high standards.
We have developed standardized solutions and an exclusive process parameter library for process pain points such as plastic overmolding metal and plastic overmolding injection.
For example, we once solved the problem of metal inlay adhesive detachment for a certain automotive parts customer.
By optimizing the physical interlocking structure and material matching, the product bonding strength was increased from 3.2MPa to 7.5MPa, the mass production yield was increased from 82% to 97.8%, and the annual after-sales cost was reduced by more than $200000.
This case has been included in our process parameter library and can be directly reused.
Our English engineering team provides 24/7 DFM support - DFM stands for Manufacturing Design, which can proactively mitigate production risks.
We will respond to your technical inquiries within 15 minutes, with no information loss throughout the entire process from design to delivery. With real production data and rigorous certification, we aim to become your trusted overmolding partner.
Contact us now to download our exclusive overmolding services white paper, receive a free initial DFM review, and quickly master core industry technologies.
Why Choose Multi Material Overmolding Service To Enhance Product Feel And Sealing?
One material cannot fulfill both structural support needs and ergonomic requirements at the same time. The multi-material overmolding service provides a solution that completely resolves this issue.
The process of secondary injection molding combines high rigidity engineering plastics with soft elastomers to create a design which solves anti slip cushioning problems while achieving an IP67 or higher sealing rating through its seamless design which meets ISO 20653 protection standards thus creating a competitive advantage for the product.
The Contradictions of Single Materials
Traditional rigid plastics have three major limitations because they become brittle under low temperatures and they maintain a cold surface temperature and they fail to provide both comfortable grip and sufficient structural strength.
The use of a rubber sleeve leads to two problems which affect the product assembly because it creates assembly tolerances and the sleeve material easily traps dirt which decreases user satisfaction and damages the brand image.
The Premium of Secondary Molding
Plastic overmolding enables products to achieve a premium appearance through its ability to create seamless transitions between soft and hard plastic materials.
The aesthetic value of your brand will increase by more than 30% through this process because it enables your product to achieve immediate differentiation from competing products.
Solving the Physical Basis of Anti slip and Sealing
The soft plastic layer creates a surface which achieves a high coefficient of friction (μ≥0.6) while an appropriate interference fit (which ranges from 0.2 to 0.5mm) establishes sealing through elastic compression.
Your product can maintain a stable grip in humid and oily environments while it prevents liquids and dust from entering its internal components.

Figure 1: A handle with a two-tone design, combining a white section and a black textured grip via multi-material overmolding.
What Is The Most Critical Mechanical Interlocking Structure In The Plastic Overmolding Metal Process?
The interlocking physical structure of plastic overmolding metal represents its most essential element because metal and plastic materials exhibit a 5-10 times difference in their linear expansion coefficients.
The thermal cycling shock from -40°C to 120°C exceeds the bonding capacity of the material. The physical interlocking created by chamfering and roughening is the key to preventing detachment.
Engineering parameters for chamfering and grooves:
Metal inserts require pre-drilled annular grooves or diamond shaped knurling with a depth of 0.3-0.8mm and an angle of 15°-30°. The molten plastic (PPS or PA6T) injected through an injection molding process fills all gaps to generate a "rivet effect" after the process ends.
The anti adhesive structure of the bond creates a strength between 5-10MPa which functions as an invisible clip that connects metal to plastic while maintaining the connection under extreme conditions.
Surface treatment data:
Sandblasting (Ra 2.0-3.5μm) or chemical etching can increase the microporosity of the metal surface by 40%, increasing the plastic penetration depth by 0.02mm.
The process enhances tensile strength while strengthening metal plastic bond stability and stopping separation issues that occur during future operations.
Cost Optimized Design:
The standardized knurling process enables us to convert complex machining chamfering operations into a more efficient process which maintains our original unit cost.
For your project, this can ensure a more than two-fold increase in cohesion while controlling production costs and maximizing cost-effectiveness.
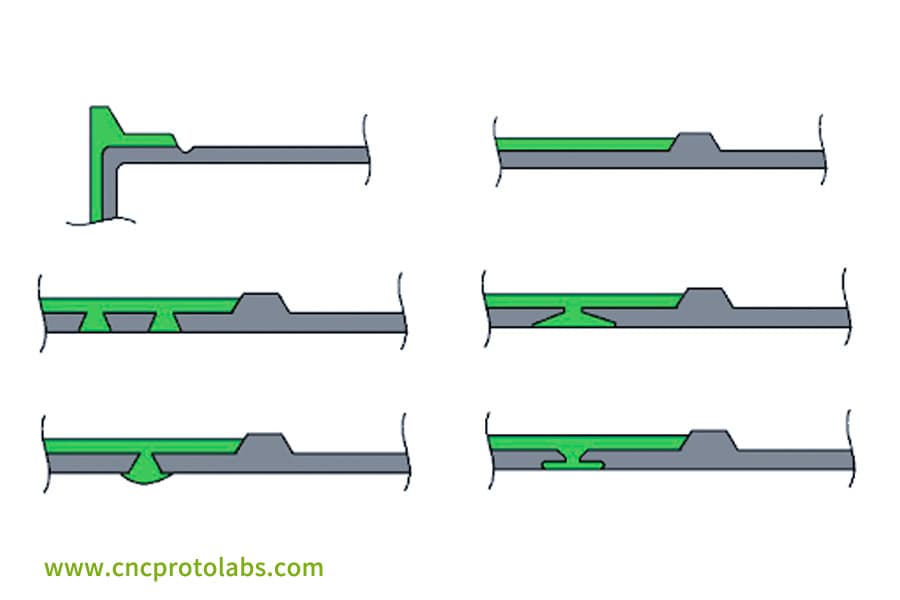
Figure 2: Cross-sectional diagrams illustrating the interlocking mechanics of plastic overmolding onto metal.
How To Solve The Material Compatibility Problem In Plastic Overmolding Injection?
Resolving the issue of material compatibility in plastic overmolding injection essentially depends on two main points: the polarity of the substrate and the overmolding material should be matched, and the melt temperature gradient must be controlled.
PC/ABS (polar material) and TPU (polar material) are capable of directly forming chemical bonds, while PP (non polar material) needs physical anchoring or primer to make bonding efficient.
Chemical Principles of Polarity Matching:
It has been demonstrated that using materials with a difference in solubility parameter (SP value) less than 0.5 (cal/cm³) ^(1/2) can ensure hot melt bonding of excellent quality - the SP value, or solubility parameter, is the standard to measure material polarity matching.
Simply put, it implies that the two materials are able to "adhere together, " thereby preventing delamination and maintaining the overmolded structure's stability over time.
Application of Adhesion Promoters:
In the case of incompatible systems such as PA and silicone, a primer with the thickness of 5-10μm can be sprayed onto the surface of the first injection molded part.
The primer will increase the interfacial bonding strength from 1 MPa to over 3 MPa by means of a chemical cross linking reaction, thus fully resolving the bonding issues of incompatible materials.
Accurate Regulation of the Melt Temperature:
The melt temperature of the second injection should exceed the heat distortion temperature (HDT, the temperature at which a material undergoes significant deformation) of the first injection substrate by 15-30℃.
This is to cause micro melting of the substrate surface so that molecular chains can diffuse and entangle with each other, creating an even stronger bond in overmolding.
How Should Overmolding Materials Be Accurately Screened Based On Sealing Levels Such As Ip67/Ip68?
The main criterion to choose the overmolding materials is the compression set (CS) value. A smaller CS value means that the sealing function will be more stable over time.
Different sealing ratings correspond to different material selections:
When it is IP67 or higher, LSR should be the first choice for sealing that lasts a long time, TPU is a more affordable alternative, TPV is often used for applications that require oil resistance, and FKM is the one to go to when you are dealing with special media environments.
Comparison of Performance Parameters of Different Materials
| Material Type | Shore Hardness | Compression Set (70℃/22h) | Temperature Range | Applicable Sealing Rating |
| TPE | 60A-90A | 20%-40% | -30℃~100℃ | IP54-IP67 |
| TPU | 60A-90A | 15%-30% | -40℃~120℃ | IP65-IP67 |
| LSR | 30A-70A | <10% (150℃/22h) | -50℃~200℃ | IP68 |
| FKM | 70A-90A | <12% | -20℃~250℃ | Media ResistanceIP67+ |
| TPV | 70A-80A | 18%-25% | -40℃~150℃ | Oil ResistanceIP67 |
Hardness and Sealing Pressure
Sealing pressure and material hardness have to be very accurately matched. See the following standards:
- 0.2-0.5 MPa Sealing Pressure: 70A-80A TPU is a good compromise between sealing performance and structural stability.
- Soft, non slip feel required: 50A-60A TPE is the recommendation however functional adaptation will have to be done through structural partitioning design.
Special Environment Material Selection:
Where the product is to be exposed to special environments such as gasoline or salt spray, one has to choose materials of very good chemical resistance.
It is best to use FKM or specially modified TPV which would keep the media swelling rate so low as not to exceed 5%, in other words, allowing no sealing performance failure.
One-on-one consultation with an engineer to accurately match the optimal overmolding materials according to your sealing level requirements, avoiding material selection risks.
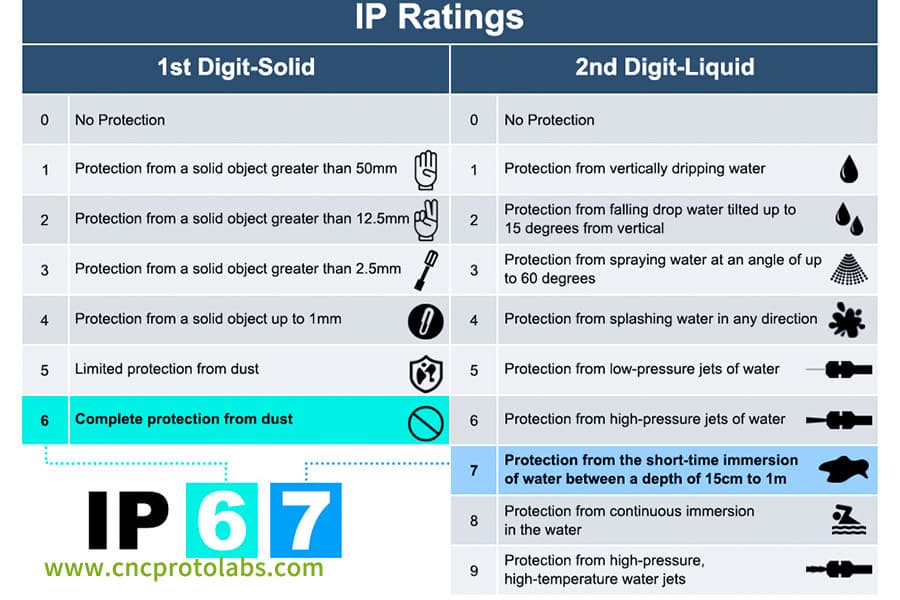
Figure 3: An information chart explaining IP (Ingress Protection) ratings for selecting materials in sealed applications.
How To Effectively Control Thermal Deformation During High-Precision Plastic Overmolding Process?
Temperature deformation is a major risk factor in high precision plastic overmolding, particularly when it is the secondary injection molding that is done.
When 250℃ TPU molten metal gets in contact with thin walled PC, which are very sensitive to heat, if cooling is not done evenly warpage can reach a level that exceeds 0.1mm/m leading to loss in accuracy of the product.
Besides being a measure aimed at thermal deformation control, conformal cooling channels can also give a uniform temperature field.
Heat management for secondary heating:
By means of mold flow analysis, we regulate the temperature of secondary injection of a substrate and are able to limit the value of temperature of substrate to 20℃ below the glass transition temperature (Tg) in no case.
Simply put, this is a way to inhibit substrate softening and deformation resulting from high temperatures and it is a way to assure stable product dimensional accuracy.
Quantitative Parameters of Cooling System
| Process Parameters | Standard Values | Control Targets | Control Targets |
| Holding Time | 5-10 seconds | Stabilizes dimensions | Prevents shrinkage marks and deformation |
| Cooling Channel Diameter | 8-12mm | Uniform heat dissipation | Temperature fluctuation within ±3℃ |
| Water Flow Reynolds Number | >4000 | Turbulent flow | Improves cooling efficiency by 30% |
| Mold Temperature | Substrate HDT -20℃ | Constant temperature control | Prevents substrate softening |
| Secondary Injection Temperature Difference | 15-30℃ | Micro-melting interface | Improves bonding strength |
The Golden Range for Overmolding Layer Thickness
The optimal thickness for the overmolding layer is 1.5-3.0mm which is the sweet spot for balancing molding effect, cost and performance.
- Too thin: Will easily lead to insufficient glue and weak bonding, hence the product appearance and performance will be impacted.
- Too thick: Because of large shrinkage (1.5%-2.0%), internal stress concentration and shrinkage marks may appear, however the production costs will be increased as well.
How To Evaluate The Mass Production And Quality Control Capabilities Of Overmolding Companies?
The main parameters for measuring overmolding companies are the levels of automation integration and how involved the DFM (Design for Manufacturing) is.
Leading manufacturers can keep the insert injection molding consistency within 0.02mm, providing a yield rate of 98% for carrying out million unit mass production, thereby significantly minimizing the risk of mass production.
Rotary Molds vs. Shuttle Molds:
Exploring the two leading types of molds gives a chance to choose in a hand the mass production type:
- Rotary Molds: Molding cycle lasts 40% less, secondary positioning errors may be the mistake of the operator, so the scenario is perfect for projects with 500,000+ units per year.
- Shuttle Molds: Operation is very flexible, highly suitable for small batch complex product prototyping, cost effective in terms of prototyping.
Automation and Inspection Closed Loop:
Along with a six axis robotic arm for automatical insert placement and online CCD vision inspection, this setup is capable of the fully automated production in a 5-second cycle.
Thanks to this setup, the scrap rate due to human error is lowered from 5% down to 0.5%, thus providing higher stability in mass production and lowering production costs.
The Significance of a DFM Review:
Professional manufacturers can offer a comprehensive DFM report at the T0 stage (prior to trial molding), ensuring optimization of the gate, parting surface, and other design aspects.
This means that trial molding changes may be diminished by as much as 80%, thereby enabling your project to be launched rapidly, with reduced time and costs.
Get the overmolding companies selection guide, free engineer consultation, and quickly screen high quality partners that meet mass production requirements.
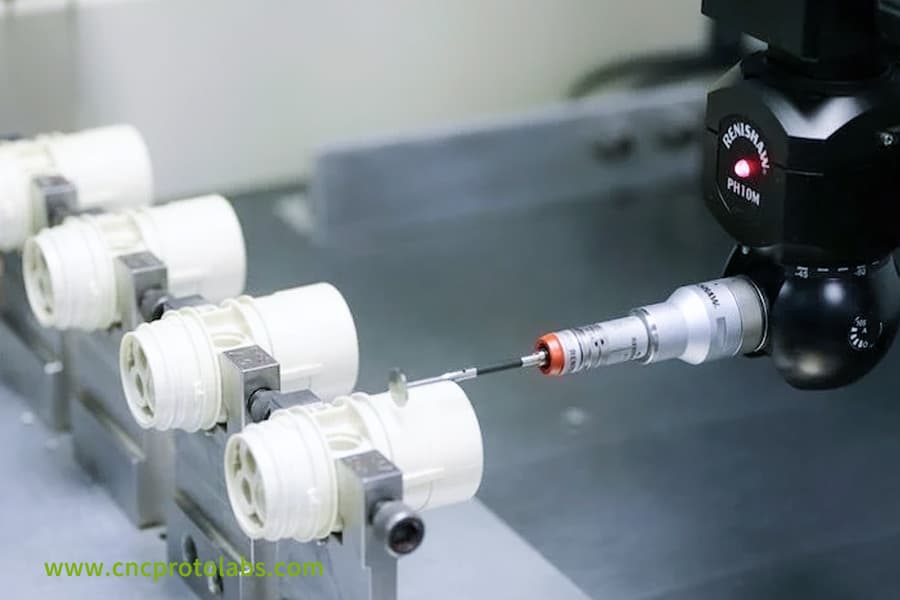
Figure 4: A coordinate measuring machine (CMM) performs precision inspection on overmolded plastic parts.
What Are The Advantages Of Overmolding Services In Reducing Long-Term Total Costs Compared To Traditional Assembly?
In contrast to traditional assembly, the main benefit of overmolding services is the integration of process and function, which could lower the total product cost by 20%-35%.
It gets rid of secondary operations like manual dispensing and ultrasonic welding, allows for multifunctional parts and greatly simplifies your supply chain management.
Process Integration:
Getting rid of manual dispensing not only leads to savings on glue costs but also completely removes the need for a 24-hour glue cure time.
This is likely to lower the total manufacture unit cost by around $0.5-1.5, thereby increasing production effectiveness.
Weight Reduction Effect of Functional Integration:
As a result of the overmolding processes, sealing rings, anti slip pads, and housings can be combined into one part, which reduces the number of components by 30%.
This will reduce the SKUs for inventory management by 50%, decrease inventory costs and management effort, and lead to more efficient supply chain operations.
Long term reliability advantages:
The overmolded design completely removes problems associated with glue aging and delamination, thereby increasing the product life span.
Over the course of 5 years, the product return rate may be lowered by 60%, which will greatly reduce after sales costs and enhance the user's perception.
Case Study Of JS Precision: Upgrading The Encapsulation Technology Of a Remote Control Handle For a Heavy Construction Machinery
A wireless remote control handle for a heavy duty construction machinery excavator is one of the most typical applications of plastic overmolding metal.
This product has to be resistant to high vibration and high oil content environments such as mining sites and construction areas. The original adhesive bonded split structure had many drawbacks and professional overmolding services were ordered to address these issues urgently.
Challenges Encountered
The clients original design was an aluminum alloy frame, a silicone outer shell, and adhesive fixation. After tough tests and actual usage, three main issues with the product were identified:
- Vibration Test: In whole machine vibration testing (10-200Hz, 50g acceleration, continuous for 48 hours), the silicone outer shell came off and was shifted from the metal frame, which led to the slippage during the operation.
- Sealing Failure: Adhesive aging and cracking led to IP65 seal failure, thereby compromising the safety of internal electronic components.
- Poor After Sales Service: After 6 months of use, the complaint rate of handle cover detachment reached 8.7%, which greatly negatively affected the brand reputation.
Solutions:
1.Process Upgrade:
Instead of using the traditional adhesive approach in the production, we chose a tailor made plastic overmolding metal process. We introduced a 0.6mm deep diamond knurling and annular dovetail groove to the aluminium alloy handle frame, resulting in a 4-way circumferential mechanical locking structure.
2.Material Selection:
The overmolding layer comprises of oil-resistant and low-temperature-resistant TPV (Santoprene 101-80, Shore A hardness 80A), with a consistent overmolding thickness of 2. 8mm.
3.Production Control:
The production utilizes a fully automated rotary mold production line, with injection temperature kept at 210-220℃ and holding pressure at 80 MPa. After sandblasting the metal skeleton (Ra 3. 5μm), it is coated with 8m silane coupling agent primer for better interfacial adhesion.
We offer DFM optimization and online quality inspection during the whole process to guarantee that every product meets the standards.
Final Results
This project has undergone rigorous third-party testing and meets all performance standards. The specific results are as follows, which can be directly used as a reference for your similar projects:
- Reliability: The bonding strength of the interface was 6.8 MPa. TPV volume swelling was only 3.2%, it successfully passed the vibration, thermal shock and oil resistance tests.
- Touch and Durability: Even after 1 million simulated grips, the coefficient of friction was still 0.68, which was much higher than that of the original solution, 0.45.
- Economic Benefits: The mass production yield came up from 78% to 96.5%, the unit cost was cut down by 22%, the rate of complaints after sales was 0.3%, and the product lifespan was increased to more than 5 years.
Obtain the complete case report for this engineering machinery handle plastic overmolding, submit your product requirements, customize a dedicated plastic overmolding solution, and obtain a quote.
FAQs
Q1: Which defects occur most frequently in plastic overmolding components?
The most common defects are delamination and insufficient glue, which occur because of material incompatibility and insufficient injection molding temperature and pressure. The solution requires matching material polarity and optimizing the gate design.
Q2: What primary problems exist with metal plastic overmolding?
The primary issue arises from thermal expansion coefficient discrepancies between metal and plastic, which create risks of insert detachment and crack formation. Mechanical locking mechanisms such as chamfering and knurling are needed to distribute stress.
Q3: What method enables fast verification of material compatibility for overmolding?
The material solubility parameters SP values must be checked. Chemical bonding becomes possible when the difference remains below 0.5. The difference requires physical anchoring or a primer as a solution.
Q4: Is it better to have a thicker coating layer?
The optimal thickness ranges from 1.5 to 3.0 millimeters. Insufficient adhesive occurs when the layer becomes too thin, while the layer becomes too thick. The thick layer creates uneven shrinkage and leads to excessive internal stress and financial waste.
Q5: What method ensures precise positioning of the insert inside the mold?
The system uses high precision locating pins together with sensors to achieve proper positioning. The system needs to maintain ±0.02mm repeatability because injection molding pressure causes insert displacement.
Q6: What factors create flow marks on overmolded parts?
This occurs because of two main factors: rapid cooling at the melt flow front and improper gate placement. The system will improve when the mold temperature increases and the gate location and number optimize.
Q7: What factors need to be considered during the prototyping phase?
The supplier should be tasked with carrying out a mold flow analysis and drafting a DFM report so that any problems such as shrinkage marks, and trapped air can be spotted early on.
Q8: What caused the substrate of my overmolded component to warp after the second injection molding?
The underlying cause is that the substrate's heat deflection temperature is lower than the melt temperature of the second injection molding. One way to solve this problem is to increase the temperature resistance properties of the substrate. Another alternative is to improve the efficiency of the mold cooling system.
Summary
Multi-material overmolding service breaks through the performance limitations of single materials by means of process innovation.
It changes the feel seal strength, and cost of a product from being mutually exclusive features to point of compromise. Thus, it enables creating simpler processes and cheaper products while making the reliability and competitiveness of the products higher.
JS Precision, one of overmolding companies with a strong emphasis on precision manufacturing, can offer a comprehensive plastic overmolding solution, from selecting materials and optimizing designs for manufacturing to setting up fully automated mass production.
Do you want to raise your product quality and boost market competitiveness? Contact us now and get a free DFM assessment and sample quotation.
Our plastic overmolding injection and plastic overmolding metal experts will together work towards delivering your products competitive advantage.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

