

Sobremoldeo frente a moldeo por inserción : estos dos procesos de moldeo por inyección, aparentemente similares, suelen plantear a los desarrolladores de productos un dilema a la hora de elegir.
¿Alguna vez ha incurrido en altos costos por quejas de clientes debido a fallas en el sellado del producto? ¿Tiene dudas entre estos dos procesos y le preocupa que elegir la solución incorrecta pueda resultar en desperdicio de moldes y retrasos en el proyecto?
Cuando la unión entre el adhesivo blando y el duro se convierte en un punto débil en la fiabilidad del producto, comprender el proceso y la ciencia de los materiales que lo sustentan resulta mucho más económico que el método de ensayo y error.
Descripción general de la respuesta principal
| Dimensiones de comparación del núcleo | Moldeo por sobreinyección | Moldeo por inserción |
| Mecanismo de enlace | Se basa principalmente en enlaces químicos/térmicos, dependiendo de la compatibilidad de los materiales. | Se basa principalmente en enlaces químicos/térmicos, dependiendo de la compatibilidad de los materiales. |
| Escenarios aplicables | Las herramientas con mejor agarre o resistencia al agua utilizan adhesivos. | Las mejoras estructurales, como las roscas metálicas o los sensores, se realizan mediante la integración física. |
| Estructura de costos | Alto coste del molde (requiere un diseño preciso), coste moderado por pieza. | El coste de los componentes integrados es elevado (material + colocación), y existe un gran potencial para la automatización. |
| Riesgos principales | Se produce el desprendimiento de piezas, las juntas tienen fugas y las piezas se desplazan incorrectamente. | Las inserciones se deslizan hacia afuera, la colocación no es precisa y se acumula demasiado pegamento. |
Conclusiones clave:
- Los materiales, en esencia, preparan el terreno:
La compatibilidad de los materiales debe tenerse en cuenta al buscar la unión química; de lo contrario, el enclavamiento mecánico debe ser la alternativa. En otras palabras, seleccionar la combinación incorrecta de materiales hará imposible que incluso el procesamiento más meticuloso produzca una unión firme.
- La precisión depende en gran medida del molde:
El rendimiento del producto y la vida útil del molde son dos aspectos que se ven directamente influenciados por el material del acero del molde y el análisis del flujo del mismo. Por lo tanto, contar con un molde de alta calidad puede ayudar a reducir los costos de mantenimiento y las pérdidas por desperdicio a largo plazo.
- La automatización permite que los costos disminuyan:
La colocación manual de los insertos y las líneas de producción automatizadas, junto con otros métodos operativos, permiten reducir considerablemente los costos unitarios. Esto se traduce en una mayor estabilidad en la capacidad de producción y un mejor poder de fijación de precios.
- Un DFM cualificado es una apuesta segura:
Evaluar la facilidad de fabricación de un producto antes de iniciar el proyecto es una forma muy eficaz de reducir los riesgos potenciales de producción en más del 80 %. Como resultado, ayuda a acelerar los plazos del proyecto y elimina los costos adicionales asociados con los fallos en el moldeo de prueba.
¿Cómo elegir? La experiencia de JS Precision en sobremoldeo frente a moldeo por inserción.
A la hora de elegir entre el sobremoldeo y el moldeo por inserción, muchos clientes de alta gama carecen de asesoramiento profesional y prueban repetidamente diferentes moldes, pero no consiguen los resultados esperados, lo que acaba ocasionando elevados costes por el desecho de moldes y retrasos en los proyectos.
Con 15 años de experiencia práctica acumulada por JS Precision en estas dos áreas de proceso, evitará fácilmente los riesgos de los moldes de prueba y reducirá los costos de producción. Esta experiencia proviene del trabajo práctico al servicio de clientes de alta gama en diversos sectores, como el de la salud, la automoción y los dispositivos portátiles inteligentes.
Puede consultar el caso práctico de un cliente que hemos atendido: un fabricante de autopartes se enfrentó al problema del desplazamiento de los insertos en el moldeo por inyección. Inicialmente, el cliente colocaba los insertos manualmente, con una tasa de desperdicio de hasta el 8 % y una pérdida mensual de más de 50 000 dólares.
Al personalizar un sistema automatizado de colocación integrada y optimizar el diseño del molde mediante el análisis del flujo del molde, obtendrá los mismos resultados: la tasa de desperdicio se puede reducir al 0,3 %, lo que supone un ahorro de 48 500 dólares en costes mensuales.
Otro cliente reportó una tasa de quejas del 12 % debido a fallas en el sellado del sobremoldeo. Con la ayuda de soluciones para la optimización de la compatibilidad de materiales y la mejora de la estructura del molde, la tasa de quejas de su producto también puede reducirse a menos del 0,5 %, mejorando significativamente la reputación de la marca.
Nuestra solución cumple estrictamente con la norma ASTM D903-17 para pruebas de despegue, lo que garantiza que la resistencia del adhesivo cumpla con la norma y, por lo tanto, la calidad de su producto. Elegir un socio profesional le ayudará a evitar errores en la selección del proceso y a invertir más recursos en la investigación y el desarrollo del producto.
Si tiene dudas sobre si elegir entre sobremoldeo y moldeo por inserción, póngase en contacto con nosotros para consultar nuestros estudios de caso sobre sobremoldeo y moldeo por inserción, lo que le permitirá identificar rápidamente la solución de proceso óptima, evitar los riesgos del moldeo de prueba y ahorrar tiempo y costes.
Sobremoldeo frente a moldeo por inserción: ¿Cuál es el más adecuado para su producto?
La decisión de utilizar sobremoldeo o moldeo por inserción depende principalmente de la función del producto, el volumen de producción y el costo. Elija el método que le brinde un tacto suave e impermeable o inserciones metálicas.
En cuanto a la funcionalidad: Sensación y apariencia frente a estructura y función.
El sobremoldeo funciona bien para productos que requieren una superficie suave y antideslizante o que son bicolor. Además de una mejora visible, también se traduce en un mejor sellado y una mejor experiencia de usuario , lo que hace que el producto sea más competitivo.
Por otro lado, el moldeo por inserción es idóneo para aquellos productos que requieren roscas metálicas integradas, láminas conductoras, etc. Además, permite obtener una unión muy fuerte entre el metal y el plástico , lo cual es esencial para cumplir con los requisitos de condiciones de funcionamiento complejas.
Desde la perspectiva del volumen de producción y la estructura de costos: Costo unitario frente a amortización del molde.
Las estructuras de costos de ambos procesos difieren significativamente y deben evaluarse en función del volumen de producción. A continuación se presentan datos específicos para la comparación de costos:
| Volumen de producción (anual) | Costo del molde de sobremoldeo (USD) | Costo unitario de sobremoldeo (USD) | Costo del molde de inserción (USD) | Costo unitario de moldeo por inserción (USD) |
| Menos de 100.000 unidades | 15.000-25.000 | 0,8-1,2 | 8.000-15.000 | 1.1-1.5 |
| 100.000-500.000 unidades | 15.000-25.000 | 0,5-0,8 | 8.000-15.000 | 0,7-1,0 |
| 500.000-1.000.000 unidades | 20.000-30.000 | 0,3-0,5 | 10.000-18.000 | 0,4-0,6 |
| Más de 1.000.000 de unidades | 25.000-35.000 | 0,2-0,3 | 12000-20000 | 0,25-0,4 |
Además, los moldes de sobremoldeo son entre un 30 % y un 50 % más caros que los moldes de inserción , y solo son eficientes para la producción en lotes medianos o grandes. Si la producción anual supera las 500 000 unidades, la automatización combinada con el moldeo por inserción puede reducir el coste unitario entre un 15 % y un 25 %.

Figura 1: Infografía comparativa que muestra los beneficios y aplicaciones del moldeo por inserción (izquierda, con botella de pegamento) y el sobremoldeo (derecha, con bolas de colores), bajo el logotipo de Pioneer Plastics.
Moldeo por inserción frente a sobremoldeo: ¿Cómo tomar una decisión final basándose en los indicadores de resistencia del adhesivo?
La fuerza de adhesión es, de hecho, el principal factor decisivo para elegir entre el moldeo por inserción y el sobremoldeo.
Lo principal son los datos de la prueba de despegue, y la compatibilidad debe evaluarse tomando como referencia las normas correspondientes.
¿Cuál es la forma de obtener datos fiables sobre la resistencia del adhesivo?
La prueba consiste en un ensayo de pelado de 180° que sigue la norma ISO 8510-2 . El ancho de la muestra es de 25 mm y la velocidad de pelado es de 50 mm/min. El resultado es la media de 5 muestras, con una desviación estándar de 0,2 N/mm. Las siguientes son normas de referencia:
| Tipo de proceso | Combinación de materiales | Resistencia de unión ideal (N/mm) | Resistencia de unión aceptable (N/mm) | Resistencia de unión inaceptable (N/mm) |
| Moldeo por sobreinyección | PC+TPE | ≥3,5 | 2.0-3.4 | <2.0 |
| Moldeo por sobreinyección | PC/ABS+TPE | ≥3,2 | 1.8-3.1 | <1,8 |
| Moldeo por inserción | Inserto de plástico y metal | ≥1,5 | 1.0-1.4 | <1.0 |
| Moldeo por inserción | Inserto de plástico y cerámica | ≥1,2 | 0,8-1,1 | <0,8 |
La resistencia óptima de la unión química para el sobremoldeo debe ser de 3,5 N/mm. Si el resultado es inferior a 2,0 N/mm, se debe reconsiderar la combinación de materiales o añadir una estructura de enclavamiento mecánico; de lo contrario, el producto se desprenderá fácilmente.
Cuando falla una prueba de despegue, ¿se debe a un problema del material o a un problema con algún parámetro del proceso?
- Problema material:
Verifique el índice de compatibilidad SPI de los plásticos rígidos y flexibles. Solo los materiales compatibles forman enlaces químicos que dan lugar a una adhesión significativa . Por ejemplo, el PP no se adhiere a ningún plástico flexible.
- Problema con los parámetros del proceso:
Para el moldeo por inyección secundario, la temperatura de fusión del TPE debe ser entre 20 y 30 °C superior a la temperatura de deformación térmica del plástico rígido para que se pueda lograr una fusión térmica profunda; de lo contrario, es posible que no se logre una fusión térmica efectiva.
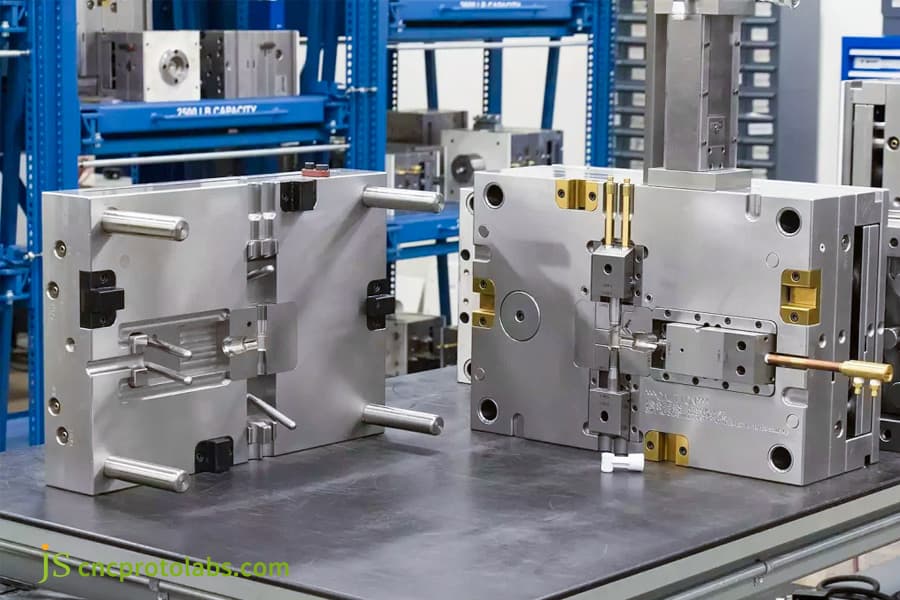
Figura 2: Dos robustos moldes de inyección de metal colocados uno al lado del otro sobre un banco de trabajo, con estantes de almacenamiento azules al fondo, que ilustran las herramientas para los procesos de inserción y sobremoldeo.
Sobremoldeo y moldeo por inserción: ¿Qué proceso puede solucionar realmente el fallo del sellado?
Tanto el sobremoldeo como el moldeo por inserción pueden utilizarse como técnicas de sellado; sin embargo, una sola técnica no es suficiente para solucionar las fugas de la protección IP68. Por lo tanto, es necesario combinar ambas para crear un sistema de "sello de plástico flexible + estructura de plástico rígido" .
¿Por qué suele producirse una fuga en el sobremoldeo en la interfaz entre plásticos rígidos y flexibles cuando se cumplen los requisitos de impermeabilidad IP68?
- Fallos en el diseño de la interfaz:
La altura de fuga no es suficiente ( se recomienda ≥2 mm ) para que las moléculas de agua puedan penetrar por capilaridad. Asimismo, la compresión del plástico flexible debe limitarse a 0,2-0,4 mm.
- Falta de análisis del flujo del molde:
Esto puede provocar la formación de líneas de soldadura en la interfaz entre el caucho blando y el duro, que constituyen los puntos débiles. De hecho, el análisis del flujo del molde puede ayudar a reducir el riesgo de fugas en más de un 40 %.
Comparación de dos esquemas típicos de diseño de estructuras de sellado
| Tipo de esquema | Principio fundamental | Requisitos de materiales | Fiabilidad a prueba de agua | Impacto en los costos |
| Sello de sobremoldeo puro | Se basa en la unión química entre caucho blando y duro. | Compatibilidad de materiales extremadamente alta | Medio (requiere una resistencia al despegue ≥3,5 N/mm) | Bajo (sin proceso de ensamblaje adicional) |
| Estructura de moldeo por inserción + anillo de sellado | Sello de compresión física | No se requieren requisitos de compatibilidad estrictos. | Alto (tasa de aprobación IP68 ≥99%) | Alto (proceso de ensamblaje incrementado) |
No hay garantía de que la compatibilidad de los materiales funcione a la perfección. Probablemente se necesite una resistencia al despegue de 3,5 N/mm para sellos de sobremoldeo puro. El moldeo por inserción con anillo de sellado utiliza compresión, por lo que es más fiable , aunque añade pasos adicionales al montaje.
Si su producto requiere un grado de impermeabilidad IP68, puede enviarnos los planos 3D . JS Precision le ofrecerá una solución de sellado por sobremoldeo personalizada y gratuita, que resolverá con precisión los problemas de fugas, garantizará que el rendimiento de impermeabilidad cumpla con los estándares y le ahorrará el desperdicio de repetidas pruebas de moldeo.
Proceso de moldeo por inyección con sobremoldeo: ¿Cómo optimizar los parámetros de inyección para evitar costosos desperdicios de moldes?
Los parámetros de inyección del proceso de moldeo por inyección con sobremoldeo afectan directamente la calidad del producto y la vida útil del molde. Optimizar la velocidad de inyección, la presión de mantenimiento y la temperatura del molde puede evitar el desperdicio del molde.
¿Por qué se produce la desalineación del plástico fundido en un sustrato de plástico duro durante la inyección secundaria?
El aumento de la velocidad de inyección provoca una fuerza de impacto repentina, que puede ser mayor que la fuerza de sujeción del sustrato ( presión >50 MPa a 80 mm/s ). Disminuir la velocidad a 20-40 mm/s y lograr que la presión del frente de plástico fundido sea <30 MPa solucionará este problema.
Optimización sinérgica de la temperatura del molde y la temperatura del material.
- Control de la temperatura del molde: Aumentar la temperatura del molde del sustrato de plástico duro a 90-110 °C activa la unión térmica, disminuye la tensión térmica , mejora la fuerza de adhesión y reduce los defectos del producto.
- Control de la temperatura del material: La temperatura de fusión del plástico blando debe estar aproximadamente dentro de un margen de ±10 °C respecto al rango máximo recomendado por el proveedor. Una temperatura inferior produce una adhesión prácticamente nula, mientras que una temperatura muy alta provoca la degradación del material.
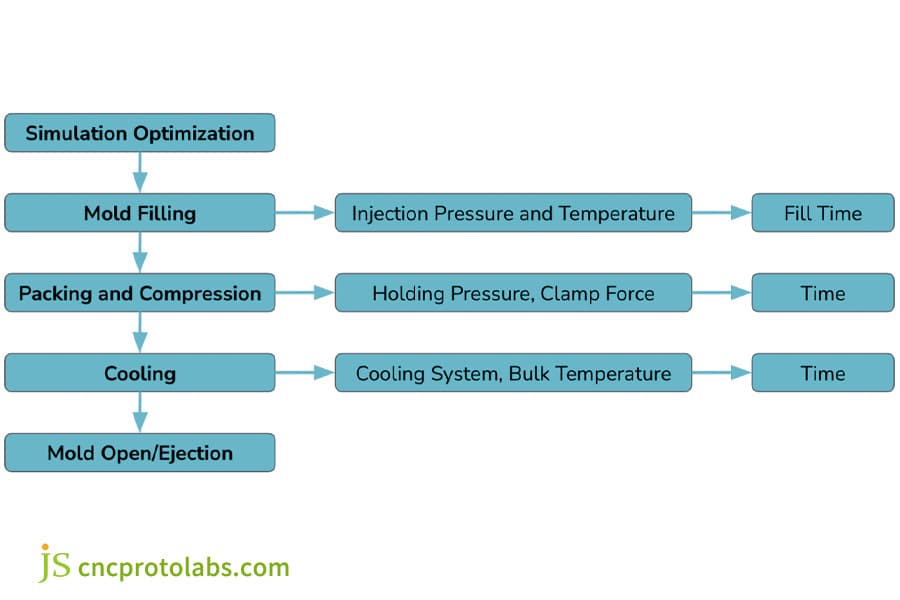
Figura 3: Diagrama de flujo que detalla las etapas del proceso de moldeo por inyección con sobremoldeo: simulación, llenado del molde, compactación, enfriamiento y eyección, con los parámetros asociados.
Comparativa de servicios de sobremoldeo a medida: ¿Cuál es la diferencia de diez veces en los presupuestos de los proveedores?
En la comparación de servicios de sobremoldeo a medida , puede encontrar una diferencia de precio de hasta 10 veces, con diferencias fundamentales en la calidad del molde, la capacidad de evitar riesgos y el nivel de automatización. Los precios bajos suelen conllevar costes ocultos elevados.
Al comparar proveedores, céntrese en tres puntos clave:
- Acero para moldes: Elija S136 (HRC48-52, vida útil de 5 a 8 veces mayor que la del P20) en lugar de P20. El S136 ofrece protección contra la corrosión, a la vez que mantiene las propiedades antiadherentes y prolonga la vida útil del producto.
- Análisis del flujo del molde: El inicio del proyecto requiere que los proveedores profesionales entreguen sus informes, los cuales identifican los mejores puntos de inyección y sistemas de enfriamiento, a la vez que pronostican posibles problemas con el llenado y las líneas de soldadura.
- Colocación de inserciones: Los brazos robóticos automatizados pueden posicionar objetos con una precisión de ±0,02 mm, lo que supera la precisión del método de colocación manual de ±0,1 mm , ofreciendo así ventajas gracias a una mayor eficiencia y una mejor precisión.
Comparación de costos ocultos: Mantenimiento de moho y pérdidas por tiempo de inactividad
Los moldes de bajo costo se vuelven inservibles después de 50 000 lotes debido a que se adhieren a las superficies, lo que reduce la eficiencia operativa a menos del 60 %. En cambio, el acero S136 con nanorrevestimiento permite la producción continua de 500 000 moldes sin fallas. El proceso mantiene una eficiencia operativa superior al 85 %.
Moldeo por inserción frente a sobremoldeo: ¿Cómo reducir los costes de un solo artículo en la producción automatizada?
En la producción automatizada, la reducción de costes del moldeo por inserción frente al sobremoldeo es más significativa, lo que puede acortar considerablemente el tiempo de colocación de los insertos, aumentar la capacidad de producción y reducir los costes por pieza.
¿Cómo modifica la automatización la fórmula de costes para el moldeo por inserción?
- Costos laborales: La producción automatizada de moldes de inserción permite una reducción de más del 70 % en los costos laborales. Para proyectos con una producción anual de 1 millón de unidades, este cambio puede representar un ahorro de entre 300 000 y 500 000 dólares anuales en costos laborales.
- Mejora del rendimiento: La alta precisión de colocación automatizada de 0,02 mm reduce significativamente la tasa de desperdicio por desalineación de los insertos del 5 % a menos del 0,5 %, minimizando así las pérdidas.
Desafíos y soluciones de automatización en el sobremoldeo
- Problema: El posicionamiento secundario de sustratos plásticos rígidos provoca daños y un exceso de adhesivo debido a la deformación o a la fluctuación dimensional.
- Solución: Inspección visual en línea (precisión de 0,05 mm) para eliminar sustratos que no cumplan con los estándares.
¿Cuáles son las evaluaciones clave de DFM incluidas en los servicios profesionales de sobremoldeo?
Servicios profesionales de sobremoldeo. La evaluación DFM, que identifica los riesgos de producción, permite a JS Precision generar informes de evaluación en un plazo de 3 días hábiles.
El informe DFM contiene tres elementos principales que requieren evaluación:
- Compatibilidad de materiales: Matrix genera informes que muestran los índices de adhesión de plásticos rígidos y flexibles mediante pruebas de despegue a 180°, utilizando materiales TPE a base de PC y SEBS que superan los 4,5 N/mm.
- Uniformidad del espesor de pared: La diferencia en el espesor de pared de los sustratos de plástico rígido no debe exceder los 0,5 mm para evitar la formación de burbujas de aire o marcas de flujo durante el moldeo por inyección secundario, lo que garantiza la calidad del moldeo.
- Ángulo de desmoldeo: Las piezas de plástico flexibles requieren un ángulo de desmoldeo que oscila entre 1,5° y 2° para evitar el blanqueamiento o el desgarro que se produce debido a la fricción excesiva.
Cuatro detalles que se pasan por alto fácilmente en la evaluación de DFM:
- Ubicación de la compuerta: La compuerta de inyección secundaria no debe colocarse en puntos débiles del sustrato, ya que esto creará un riesgo de deformación por impacto .
- Sistema de ventilación: Los plásticos blandos requieren canales de ventilación adecuados en el molde, con una profundidad de entre 0,01 y 0,03 mm para una eliminación eficaz del aire y para mantener la calidad del moldeo.
- Presecado del sustrato: El PC necesita secarse a 120 °C durante 4-6 horas porque este proceso reduce el contenido de humedad al 0,02 %, lo que evita defectos de moldeo .
- Refrigeración del molde: El control de la temperatura del molde requiere una distribución uniforme del agua de refrigeración en los canales, ya que este proceso necesita mantener diferenciales de temperatura del molde de 5 °C o menos para disminuir la deformación del producto.
¿Desea mitigar los riesgos de sobremoldeo con antelación? Envíe los planos 3D de su producto y disfrute de servicios gratuitos de contabilidad de costes para comprender claramente la inversión del proyecto y garantizar un desarrollo fluido del mismo.
Caso práctico de JS Precision: Cómo abordar los problemas de sellado IP68 para fabricantes de carcasas de dispositivos médicos
Las carcasas de los dispositivos médicos deben cumplir con los estándares de sellado y rendimiento más exigentes. Ayudamos a un fabricante a lograr la certificación de impermeabilidad IP68 para su proceso de sobremoldeo, que anteriormente no había logrado crear mangos funcionales para instrumentos quirúrgicos tras múltiples intentos.
Desafíos encontrados:
El cliente necesitaba lograr una impermeabilidad IP68 para los mangos de sus instrumentos quirúrgicos, que contenían materiales PC y TPE. La fábrica realizó seis pruebas de moldeo, las cuales resultaron en pérdidas operativas del 50 % debido a fugas en todas las piezas. La resistencia de la unión adhesiva alcanzó un valor de 1,2 N/mm , lo que no cumplió con el estándar requerido.
Solución de JS Precision:
Utilizamos la evaluación DFM para identificar el problema principal y creamos una solución específica que permitiría al cliente eliminar sus retrasos en la producción.
1. Actualización de material:
El material TPE existente no se adhería bien al material PC. Propusimos una solución que incrementaría los costos en un 8%, pero que lograría un mejor rendimiento adhesivo y eliminaría por completo las fugas en la fuente del problema.
2. Optimización del molde:
Nuestra empresa actualizó el material de acero de sus moldes , pasando de P20 a S136H. El equipo de diseño creó un nuevo sistema de compuertas que redirigió las líneas de soldadura a zonas que no afectarían el rendimiento. Además, amplió los canales de ventilación a 0,025 mm para solucionar el problema del aire atrapado.
3. Parámetros del proceso:
El nuevo proceso requería temperaturas de molde rigurosas de 110 °C , manteniendo al mismo tiempo una temperatura de fusión de referencia de 245 °C y utilizando una velocidad de inyección que no debía superar los 30 mm/s para garantizar una correcta unión térmica del sustrato y una alineación impecable.
Resultados finales:
La calidad optimizada del producto mejoró drásticamente y cumplió plenamente con los requisitos para dispositivos médicos , además de reducir los costos generales.
- Resistencia adhesiva: El valor se incrementó de 1,2 N/mm a 4,5 N/mm, muy por encima del requisito de 3 N/mm, poniendo fin así al problema de la falla por desprendimiento.
- Rendimiento de impermeabilización: El índice de aprobación en la prueba IP68 aumentó del 50% al 100%, sin fugas, por lo que cumplió con los estándares para dispositivos médicos .
- Rendimiento: El porcentaje de rendimiento de la producción en masa alcanzó el 99,5%, un aumento de 49,5 puntos porcentuales, lo que contribuyó en gran medida a reducir las pérdidas por desperdicio.
- Coste: Aunque el coste unitario de la materia prima aumentó ligeramente, el coste total de los residuos disminuyó, lo que se tradujo en una caída del 22% en el coste total por unidad y un ahorro anual de 150.000 dólares.
¿Sus productos también presentan fallos en el sellado por sobremoldeo, bajo rendimiento u otros problemas? Póngase en contacto con JS Precision para compartir las dificultades que enfrenta con sus productos y personalizaremos una solución que replicará los excelentes resultados de los casos de sellado IP68 exitosos en dispositivos médicos, reduciendo así los costos generales.

Figura 4: Colección de cuatro mangos de instrumental médico y pequeños componentes metálicos fabricados en PC+TPE, expuestos sobre una superficie gris, que muestran la aplicación del sobremoldeo.
¿Por qué elegir a JS Precision como su socio en servicios de sobremoldeo?
Además de los puntos anteriores, elegir al socio adecuado para los servicios de sobremoldeo es fundamental. De hecho, ayuda a reducir riesgos, disminuir costos y mejorar la eficiencia. JS Precision, con 15 años de experiencia , ofrece servicios de Gestión de Factores de Diseño (DFM) para la producción en masa.
Si nos elige, mediante la estimación DFM, la fabricación de moldes de alta calidad y la producción automatizada, le garantizamos un apoyo integral del proyecto, de manera que obtenga una calidad estable, un coste controlable y la entrega a tiempo .
Capacidades técnicas principales de JS Precision:
- Equipo de DFM con experiencia: Proporciona informes de evaluación detallados, que constan de 12 revisiones principales, previendo y eliminando riesgos, y asegurando así que el método sea el correcto desde el primer intento.
- Nuestro propio taller de moldes: Fabricamos y mantenemos los moldes nosotros mismos, contamos con los equipos más modernos y podemos lograr una precisión de 0,01 mm , con la entrega de moldes estándar en 30-35 días.
- Capacidades totalmente automatizadas: Entre los equipos se incluyen soluciones de automatización a medida, como robots de 6 ejes y posicionamiento por visión artificial, lo que permite una producción en masa eficiente y estable, así como una mejora de la capacidad y la consistencia.
¿Por qué elegir JS Precision en lugar de un proveedor con precios más bajos?
- Menores costes a largo plazo: Si bien los presupuestos iniciales para moldes pueden ser entre un 20 % y un 30 % más altos , su vida útil es más de 5 veces superior a la de los moldes de menor precio, lo que se traduce en un coste unitario total más ventajoso.
- Menor riesgo: El proceso de desarrollo del proyecto utiliza el análisis DFM y el análisis del flujo del molde para detectar posibles retrasos en el proyecto y fallos en las pruebas de moldeo, lo que ayuda a prevenir pérdidas financieras.
- Calidad más estable: Los moldes de acero S136, combinados con sistemas de producción automatizados, mantienen un valor CPK superior a 1,33, lo que garantiza una consistencia del producto que cumple con los requisitos de alta gama.
¿Necesita un presupuesto para servicios especializados de sobremoldeo y moldeo por inserción? Envíenos los planos 3D de su producto y sus requisitos específicos. Los ingenieros de JS Precision le proporcionarán información sobre el diseño para la fabricación (DFM) y un presupuesto preciso en 24 horas, además de brindarle asistencia completa para la implementación del proyecto.
Preguntas frecuentes
P1: ¿Qué diferencia principalmente al sobremoldeo del moldeo por inserción?
El sobremoldeo es un proceso secundario de moldeo por inyección de una capa de plástico blando sobre un sustrato de plástico duro para que el producto tenga propiedades como tacto suave y sellado, mientras que el moldeo por inserción es el método en el que se utiliza plástico para recubrir insertos prefabricados con el fin de mejorar la resistencia estructural.
P2: ¿Qué indica que dos materiales podrían utilizarse juntos en el sobremoldeo?
Se puede consultar la compatibilidad de los materiales según la guía SPI o realizar la prueba de despegue de 180 grados. Cuando dos materiales no son compatibles, no se establece el enlace químico, lo que resulta en una fuerza de adhesión muy baja; la única forma de unirlos es mediante fijación física.
P3: ¿Es esencial un tratamiento especial de la superficie del inserto metálico en el moldeo por inserción?
Los insertos metálicos deben precalentarse, someterse a un tratamiento químico o incorporarse un mecanismo de bloqueo mecánico para que se adhieran firmemente al plástico y el inserto permanezca fijo, sin caerse ni aflojarse.
P4: ¿Cómo afecta el acero del molde a la calidad del sobremoldeo?
Los moldes de acero S136 tienen una excelente capacidad de pulido, son antiadherentes y su vida útil puede alcanzar hasta un millón de ciclos; por otro lado, el acero P20 es propenso al desgaste y a la adherencia, lo que ocasionará costos de mantenimiento muy elevados y defectos en los productos.
P5: ¿Qué importancia tiene el análisis del flujo del molde en los proyectos de sobremoldeo?
No es opcional. Observamos líneas de soldadura en el 92% de los casos antes de que comience el moldeo. Las burbujas de aire también aparecen pronto. La ubicación de la compuerta y los tiempos de ciclo se ajustan según las simulaciones. Sin pruebas previas, no hay moldes desechados. El ahorro de costos alcanza el 40% en grandes producciones.
P6: ¿Cómo reducir los costos de mano de obra para la colocación de insertos en el moldeo por inserción?
Nuestro sistema utiliza alimentadores vibratorios y brazos robóticos. La carga y el posicionamiento del material se realizan automáticamente. Los operarios no tienen que manipular cada pieza. Los defectos se reducen en un 35 %. Las horas de trabajo se reducen a la mitad.
P7: ¿Qué grado de complejidad tienen los proyectos de sobremoldeo que puede manejar JS Precision?
Realizamos combinaciones de colores en capas con tres tipos de materiales simultáneamente. Las inserciones se colocan con precisión micrométrica. El diseño incorpora sellos IP68. Entre nuestros clientes se encuentran empresas de los sectores médico, automotriz y aeroespacial.
P8: ¿Cómo puedo obtener un presupuesto profesional de JS Precision para mi producto?
Envía tus dibujos 3D en formato STEP. Nuestro equipo revisará los problemas de DFM en 24 horas. Te enviaremos un presupuesto claro antes de que termine el día.
Resumen
El factor principal para decidir entre el sobremoldeo y el moldeo por inserción es ver cuál de las dos opciones se ajusta mejor a la funcionalidad del producto, el volumen de producción y el coste.
Si eliges la opción correcta, podrás evitar problemas potenciales y hacer que tu trabajo sea más eficiente; si eliges la incorrecta, podrías sufrir retrasos en los proyectos y perder oportunidades.
La selección adecuada de materiales, la precisión del molde, los procesos automatizados y la evaluación DFM son los cuatro pilares que determinan el éxito o el fracaso de un proyecto. Con 15 años de experiencia, JS Precision puede ayudarle a optimizar toda la operación, reducir costos y evitar errores.
No permita que los problemas con los sellos y los altos costos de las pruebas y errores lo detengan. Comuníquese con JS Precision , suba sus archivos 3D, realice una evaluación DFM gratuita y obtenga un presupuesto mientras desarrolla una solución de moldeo por inyección robusta.

Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. JS Precision Services no ofrece garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de JS Precision. Es responsabilidad del comprador solicitar una cotización de piezas e identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de precisión JS
JS Precision es una empresa líder en el sector , especializada en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes, y nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija JS Precision : eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

