

Литье с наплавкой и литье с закладными элементами : эти два, казалось бы, похожих процесса литья под давлением часто ставят разработчиков продукции перед дилеммой выбора.
Вам когда-нибудь приходилось нести значительные расходы из-за жалоб клиентов, связанных с нарушением герметичности изделий? Вы не можете определиться между этими двумя процессами, опасаясь, что выбор неправильного решения может привести к браку пресс-форм и задержкам проекта?
Когда соединение между мягким и твердым клеем становится слабым звеном, влияющим на надежность изделия, понимание процесса и материаловедения, лежащих в его основе, гораздо экономичнее, чем метод проб и ошибок.
Обзор основных ответов
| Основные параметры сравнения | Формование | Вставка в раму |
| Механизм связывания | В основном это химическое/термическое соединение, основанное на совместимости материалов. | В основном это химическое/термическое соединение, основанное на совместимости материалов. |
| Применимые сценарии | Инструменты с улучшенным сцеплением или водостойкостью используют клеевое соединение. | Конструктивные усовершенствования, такие как металлические нити или датчики, осуществляются путем физического встраивания. |
| Структура затрат | Высокая стоимость пресс-формы (требующей точного проектирования), умеренная стоимость за единицу. | Стоимость встраиваемых компонентов высока (материал + размещение), и существует большой потенциал для автоматизации. |
| Основные риски | Происходит отслаивание, уплотнения протекают, детали смещаются неправильно. | Вставки выскальзывают, расположение неточное, слишком много клея. |
Основные выводы:
- Материалы, по сути, создают предпосылки:
При стремлении к химической связи необходимо учитывать совместимость материалов; в противном случае, следует использовать механическое сцепление. Другими словами, неправильный выбор комбинации материалов сделает невозможным получение прочного соединения даже при самой тщательной обработке .
- Точность во многом зависит от формы:
Выход годной продукции и срок службы пресс-формы — это два аспекта, на которые напрямую влияют материал пресс-формы и анализ потока расплава. Поэтому наличие высококачественной пресс-формы может помочь сократить затраты на техническое обслуживание и потери от брака в долгосрочной перспективе.
- Автоматизация позволяет снизить затраты:
Ручная установка вставок, автоматизированные производственные линии и подобные методы работы позволяют значительно снизить себестоимость единицы продукции. Вы получите более стабильную производственную мощность и возможность устанавливать более высокие цены на свою продукцию.
- Квалифицированный специалист по проектированию, изготовлению и монтажу (DFM) — это беспроигрышный вариант:
Оценка простоты изготовления продукта до начала проекта — очень эффективный способ снизить потенциальные производственные риски более чем на 80%. В результате это помогает ускорить сроки проекта и исключить дополнительные затраты, связанные с неудачными пробными отливками.
Как сделать выбор? Экспертиза JS Precision в области литья с наплавкой и литья с закладными элементами.
При выборе между литьем с наплавкой и литьем с закладными элементами многие состоятельные клиенты, не имея профессиональной консультации, неоднократно пробуют разные формы, но не достигают ожидаемых результатов, что в конечном итоге влечет за собой высокие затраты на утилизацию форм и задержки проекта.
Благодаря 15-летнему практическому опыту, накопленному компанией JS Precision в этих двух областях, вы легко избежите рисков, связанных с пробным литьем, и снизите производственные затраты. Этот опыт основан на работе с высококлассными клиентами в различных отраслях, таких как здравоохранение, автомобилестроение и производство умных носимых устройств.
Вы можете ознакомиться с примером из практики нашей компании: производитель автозапчастей столкнулся с проблемой смещения вставок при литье под давлением. Первоначально клиент использовал ручную установку вставок, что привело к проценту брака до 8% и ежемесячным убыткам более 50 000 долларов.
Внедрение автоматизированной системы установки компонентов и оптимизация конструкции пресс-формы на основе анализа потока расплава позволят добиться тех же результатов: процент брака можно снизить до 0,3%, что позволит сэкономить 48 500 долларов в месяц.
Другой клиент сообщил о 12% жалоб из-за проблем с герметичностью при литье под давлением. Благодаря оптимизации совместимости материалов и улучшению конструкции пресс-формы, количество жалоб на вашу продукцию также может быть снижено до менее 0,5%, что значительно улучшит репутацию бренда.
Наше решение строго соответствует стандарту ASTM D903-17 для испытаний на отслаивание, что гарантирует соответствие прочности сцепления стандарту и обеспечивает более высокое качество вашей продукции. Выбор профессионального партнера поможет вам избежать ошибок в выборе технологического процесса и направить больше усилий на исследования и разработки продукта.
Если вы затрудняетесь с выбором между литьем с наложением и литьем с закладными элементами, свяжитесь с нами, чтобы ознакомиться с нашими примерами применения литья с наложением и литья с закладными элементами и быстро определить оптимальное технологическое решение, избежать рисков пробного литья и сэкономить время и средства.
Литье с наплавкой или литье с закладными элементами: какой метод больше подходит для вашего продукта?
Решение о том, использовать ли литье под давлением или литье с закладными элементами, в основном зависит от функциональности изделия, объема производства и стоимости. Выберите метод, который обеспечит мягкость и водонепроницаемость, или металлические закладные элементы.
С точки зрения функциональности: ощущения и внешний вид против структуры и функциональности.
Технология литья под давлением хорошо подходит для изделий, требующих мягкой, нескользящей поверхности или двухцветных. Помимо визуального улучшения, она также обеспечивает лучшую герметизацию и удобство использования , что делает продукт более конкурентоспособным.
С другой стороны, литье под давлением подходит для изделий, в которые необходимо встраивать металлические нити, токопроводящие листы и т. д. Кроме того, оно позволяет создавать очень прочное соединение между металлом и пластиком , что крайне важно для выполнения сложных требований к условиям эксплуатации.
С точки зрения объёма производства и структуры затрат: себестоимость единицы продукции против амортизации пресс-формы.
Структура затрат в двух процессах существенно различается и должна оцениваться в сочетании с объемом производства. Ниже приведены конкретные данные для сравнения затрат:
| Объём производства (годовой) | Стоимость пресс-формы для литья под давлением (доллары США) | Стоимость единицы продукции для литья под давлением (доллары США) | Стоимость пресс-формы для литья под давлением (доллары США) | Стоимость единицы литьевой формы (доллары США) |
| Менее 100 000 единиц | 15 000–25 000 | 0,8-1,2 | 8000-15000 | 1.1-1.5 |
| 100 000–500 000 единиц | 15 000–25 000 | 0,5-0,8 | 8000-15000 | 0,7-1,0 |
| 500 000–1 000 000 единиц | 20 000–30 000 | 0,3-0,5 | 10 000–18 000 | 0,4-0,6 |
| Более 1 000 000 единиц | 25 000–35 000 | 0,2-0,3 | 12000-20000 | 0,25-0,4 |
Кроме того, пресс-формы для литья с наложением слоев на 30-50% дороже, чем пресс-формы для литья с закладными элементами , и они эффективны только для средне- и крупносерийного производства. Если годовой объем производства превышает 500 000 единиц, автоматизация в сочетании с литьем с закладными элементами может снизить себестоимость единицы продукции на 15-25%.

Рисунок 1: Сравнительная инфографика, демонстрирующая преимущества и области применения литья под давлением с закладными элементами (слева, с бутылкой клея) и литья с наложением (справа, с цветными шариками), под логотипом Pioneer Plastics.
Вставное литье против литья с наложением: как принять окончательное решение, основываясь на показателях прочности сцепления?
Прочность сцепления является, по сути, главным фактором, определяющим выбор между литьем с закладными элементами и литьем с наложением.
Ключевым моментом являются данные испытаний на отслаивание, а совместимость следует оценивать , используя в качестве эталона соответствующие стандарты.
Как получить достоверные данные о прочности сцепления?
Испытание включает в себя тест на отслаивание под углом 180 градусов в соответствии со стандартом ISO 8510-2 . Ширина образца составляет 25 мм, а скорость отслаивания — 50 мм/мин. Результатом является среднее значение по 5 образцам со стандартным отклонением 0,2 Н/мм. Ниже приведены эталонные стандарты:
| Тип процесса | Комбинация материалов | Идеальная прочность сцепления (Н/мм) | Допустимая прочность сцепления (Н/мм) | Неприемлемая прочность сцепления (Н/мм) |
| Формование | ПК+ТПЭ | ≥3,5 | 2.0-3.4 | <2.0 |
| Формование | PC/ABS+TPE | ≥3,2 | 1.8-3.1 | <1.8 |
| Вставка в раму | Пластик + металлическая вставка | ≥1,5 | 1.0-1.4 | <1.0 |
| Вставка в раму | Пластик + керамическая вставка | ≥1,2 | 0,8-1,1 | <0.8 |
Оптимальная прочность химической связи для литья под давлением должна составлять 3,5 Н/мм. Если результат меньше 2,0 Н/мм, следует пересмотреть комбинацию материалов или добавить механическую сцепную структуру, иначе изделие будет легко отслаиваться.
Если тест на отслаивание не пройден, это проблема с материалом или с параметрами процесса?
- Материальный вопрос:
Проверьте рейтинг совместимости SPI как жестких, так и гибких пластиков. Только совместимые материалы образуют химические связи, обеспечивающие значительную прочность сцепления . Например, полипропилен (PP) не склеивается ни с одним гибким пластиком.
- Проблема с параметрами процесса:
Для вторичного литья под давлением температура расплава термоэластопласта должна быть на 20-30 °C выше температуры тепловой деформации жесткого пластика, чтобы обеспечить глубокое термическое слияние, иначе эффективное термическое слияние может быть не достигнуто.
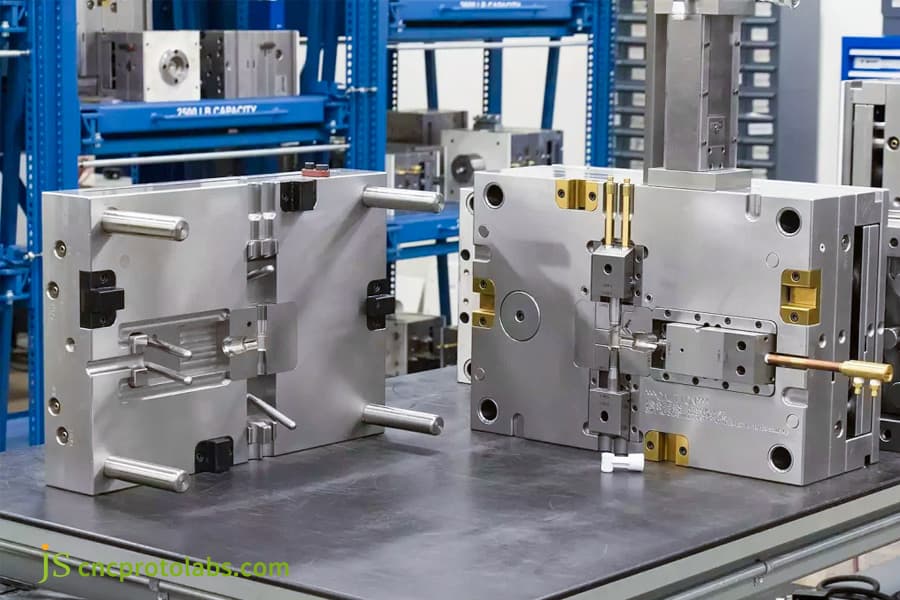
Рисунок 2: Две прочные металлические литьевые формы, расположенные рядом на верстаке, на фоне синих стеллажей для хранения, иллюстрирующие оснастку для процессов литья с закладными элементами и литья с наложением.
Литье с наплавкой и литье с закладными элементами: какой из этих процессов действительно может решить проблему нарушения герметичности?
В качестве методов герметизации можно использовать как литье под давлением, так и литье с закладными элементами, однако одного метода недостаточно для решения проблемы герметичности по стандарту IP68. Следовательно, для создания системы «гибкое пластиковое уплотнение + жесткий пластиковый каркас» необходимо сочетание обоих методов.
Почему при соблюдении требований водонепроницаемости IP68 при литье под давлением обычно происходит протечка в месте соединения жесткого и гибкого пластика?
- Недостатки дизайна интерфейса:
Высота проникновения ( рекомендуется ≥2 мм ) недостаточна для того, чтобы молекулы воды могли проникать за счет капиллярного эффекта. В то же время сжатие гибкого пластика должно быть ограничено 0,2-0,4 мм.
- Отсутствие анализа текучести расплава:
Это может привести к образованию сварных швов на границе мягкой и твердой резины, которые являются слабыми местами. Фактически, анализ текучести расплава может помочь снизить риск протечек более чем на 40%.
Сравнение двух типичных схем конструкции уплотнительной конструкции
| Тип схемы | Основной принцип | Требования к материалам | Водонепроницаемость и надежность | Влияние на стоимость |
| Чистый герметик для литья под давлением | Основан на химической связи между мягкой и твердой резиной. | Чрезвычайно высокая совместимость материалов | Средний уровень (требуется прочность на отслаивание ≥3,5 Н/мм) | Низкий уровень (без дополнительного процесса сборки) |
| Конструкция из литого пластика и уплотнительного кольца | Физическое уплотнение сжатия | Строгих требований к совместимости нет. | Высокий уровень (процент прохождения теста IP68 ≥99%) | Высокий (усиленный процесс сборки) |
Нет гарантии идеальной совместимости материалов. Для уплотнений, выполненных методом литья под давлением, вероятно, потребуется прочность на отрыв 3,5 Н/мм. Литье под давлением с использованием уплотнительного кольца использует сжатие, поэтому оно более надежно , хотя и добавляет дополнительные этапы сборки.
Если у вас есть требования к водонепроницаемости IP68, вы можете предоставить 3D-чертежи вашего изделия . Компания JS Precision бесплатно разработает для вас индивидуальное решение по герметизации методом литья под давлением, точно устранив проблемы с протечками, обеспечив соответствие водонепроницаемости стандартам и избавив вас от необходимости повторных пробных отливок.
Процесс литья под давлением с наплавкой: как оптимизировать параметры литья, чтобы избежать дорогостоящего брака пресс-форм?
Параметры впрыска в процессе литья под давлением с наплавкой напрямую влияют на качество продукции и срок службы пресс-формы. Оптимизация скорости впрыска, давления выдержки и температуры пресс-формы позволяет избежать брака пресс-формы.
Почему расплавленный пластик в твердой пластиковой подложке смещается во время вторичной инъекции?
Увеличение скорости впрыска вызывает внезапный ударный эффект, который может превышать силу удержания подложки ( давление >50 МПа при 80 мм/с ). Снижение скорости до 20-40 мм/с и уменьшение давления на фронте расплавленного пластика до <30 МПа решит эту проблему.
Синергетическая оптимизация температуры пресс-формы и температуры материала.
- Контроль температуры пресс-формы: повышение температуры пресс-формы с твердой пластиковой подложкой до 90-110 °C активирует термическое склеивание, снижает термическое напряжение , повышает прочность сцепления и приводит к уменьшению количества дефектов продукции.
- Контроль температуры материала: Температура плавления мягкого пластика должна находиться в пределах ±10°C от рекомендованного поставщиком максимального диапазона. Более низкая температура приводит к непрактично низкой прочности сцепления, тогда как очень высокая температура вызывает разрушение материала.
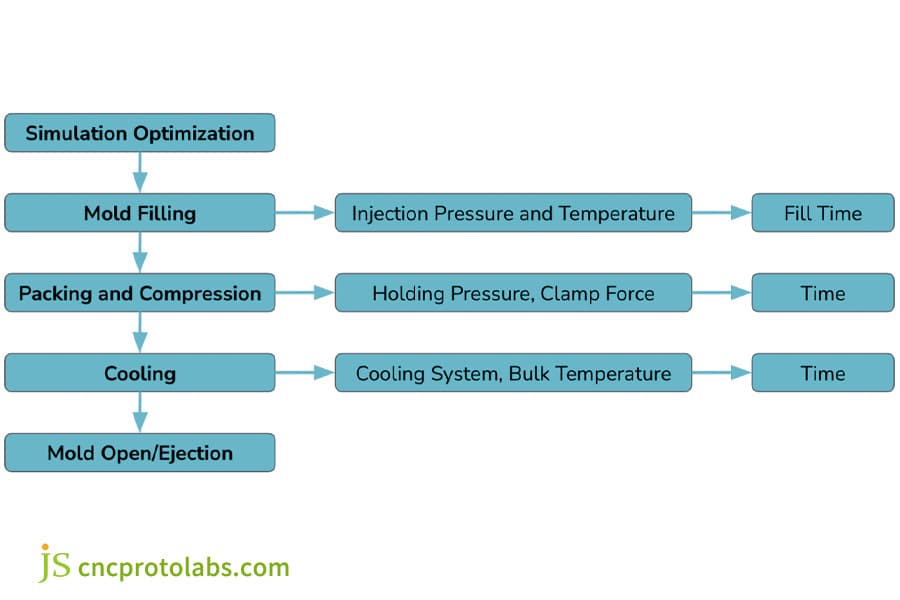
Рисунок 3: Блок-схема, подробно описывающая этапы процесса литья под давлением с наплавкой: моделирование, заполнение формы, уплотнение, охлаждение и извлечение, с указанием соответствующих параметров.
Сравнение услуг по изготовлению деталей методом литья под давлением: в чем заключается десятикратная разница в ценах поставщиков?
При сравнении цен на услуги по изготовлению пресс-форм на заказ вы можете обнаружить разницу в 10 раз, обусловленную ключевыми различиями в качестве пресс-форм, способности к предотвращению рисков и уровне автоматизации. Низкие цены приводят к скрытым высоким затратам.
При сравнении поставщиков сосредоточьтесь на трех ключевых моментах:
- Сталь для пресс-форм: выбирайте сталь S136 (HRC48-52, срок службы в 5-8 раз больше, чем у стали P20) вместо стали P20. Сталь S136 обеспечивает защиту от коррозии, сохраняя при этом антипригарные свойства и продлевая срок службы изделия.
- Анализ потока расплава: На начальном этапе проекта от профессиональных поставщиков требуется предоставление отчетов, в которых определяются оптимальные точки впрыска и системы охлаждения, а также прогнозируются потенциальные проблемы с линиями заполнения и сварки.
- Точность позиционирования: Автоматизированные роботизированные манипуляторы могут позиционировать объекты с точностью ±0,02 мм, что превосходит точность ручного метода позиционирования (±0,1 мм) , обеспечивая тем самым преимущества за счет повышения эффективности и точности.
Сравнение скрытых затрат: обслуживание плесени и потери от простоя.
Дешевые пресс-формы становятся непригодными для использования после 50 000 партий, поскольку они прилипают к поверхностям, что снижает эффективность производства до менее 60%, в то время как сталь S136 с нанопокрытием позволяет непрерывно производить 500 000 пресс-форм без сбоев. В этом процессе эффективность производства поддерживается на уровне выше 85%.
Вставное литье против литья с наложением: как снизить себестоимость отдельных изделий в автоматизированном производстве?
В автоматизированном производстве снижение затрат при использовании литьевых форм с закладными элементами по сравнению с формованием с накладными элементами является более значительным, что позволяет существенно сократить время установки закладных элементов, увеличить производственную мощность и снизить себестоимость отдельных деталей.
Как автоматизация меняет формулу расчета себестоимости литья под давлением?
- Затраты на рабочую силу: Автоматизированное производство с использованием закладных форм позволяет сократить трудозатраты более чем на 70%. Для проектов с объемом производства 1 миллион единиц в год такое изменение может быть эквивалентно экономии на затратах на рабочую силу в размере 300 000–500 000 долларов в год.
- Повышение производительности: Высокоточная автоматизированная установка с точностью 0,02 мм значительно снижает процент брака из-за смещения вставки с 5% до менее 0,5%, тем самым минимизируя потери.
Проблемы и решения автоматизации в литье под давлением
- Проблема: Вторичное позиционирование жестких пластиковых подложек приводит к повреждению и передозировке клея из-за деформации или изменения размеров.
- Решение: Визуальный онлайн-контроль (точность 0,05 мм) для удаления некачественных материалов.
Какие ключевые оценки DFM (проектирование, изготовление и монтаж) входят в профессиональные услуги по литью под давлением?
Профессиональные услуги по литью под давлением, включая оценку DFM (технологичность изготовления), которая выявляет производственные риски и оценку BFM (технологичность изготовления), позволяют компании JS Precision составлять отчеты об оценке в течение 3 рабочих дней.
Отчет DFM содержит три основных элемента, требующих оценки:
- Совместимость материалов: Matrix генерирует отчеты, показывающие показатели адгезии жестких и гибких пластиков при испытании на отслаивание под углом 180° с использованием материалов на основе поликарбоната (PC) и термоэластопласта (TPE) на основе SEBS, прочность которых превышает 4,5 Н/мм.
- Равномерность толщины стенок: Разница в толщине стенок жестких пластиковых подложек не должна превышать 0,5 мм, чтобы избежать попадания воздуха или образования следов потока во время вторичного литья под давлением и обеспечить качество формования.
- Угол уклона: Для гибких пластиковых деталей требуется угол уклона от 1,5° до 2°, чтобы избежать побеления или разрыва, возникающих из-за чрезмерного трения.
Четыре легко упускаемых из виду детали при оценке DFM:
- Расположение затвора: Вторичный инжекционный затвор не следует размещать в слабых местах подложки, поскольку это создаст риск деформации при ударе .
- Система вентиляции: Для работы с мягкими пластмассами необходимы соответствующие вентиляционные каналы пресс-формы, глубина которых должна составлять от 0,01 до 0,03 мм для эффективного удаления воздуха и поддержания качества формования.
- Предварительная сушка подложки: Поликарбонат необходимо сушить при температуре 120°C в течение 4-6 часов, поскольку этот процесс снижает содержание влаги до 0,02%, что предотвращает дефекты литья .
- Охлаждение пресс-формы: Для контроля температуры пресс-формы необходимо равномерное распределение охлаждающей воды по каналам, поскольку в этом процессе необходимо поддерживать перепад температур пресс-формы на уровне 5 °C или менее, чтобы уменьшить деформацию изделия.
Хотите заранее снизить риски, связанные с производством методом литья под давлением? Предоставьте 3D-чертежи вашего продукта и воспользуйтесь бесплатными услугами по бухгалтерскому учету, чтобы четко понимать инвестиции в проект и обеспечить его бесперебойное выполнение.
Пример из практики компании JS Precision: решение проблем герметизации по стандарту IP68 для производителей корпусов медицинских изделий.
Корпуса медицинских изделий должны соответствовать самым высоким стандартам герметичности и выхода годных изделий. Мы помогли производителю добиться водонепроницаемости класса IP68 для процесса литья под давлением, который ранее не позволял создать функциональные рукоятки для хирургических инструментов после многочисленных попыток.
Возникшие трудности:
Заказчику требовалось обеспечить водонепроницаемость по стандарту IP68 для рукояток хирургических инструментов, изготовленных из поликарбоната и термоэластопласта. Завод провел шесть пробных отливок, в результате которых производственные потери составили 50%, поскольку все отливки протекали. Прочность клеевого соединения достигла значения 1,2 Н/мм , что не соответствует требуемому стандарту.
Решение от JS Precision:
Мы использовали DFM-анализ для выявления основной проблемы и разработали конкретное решение, которое позволило бы клиенту устранить задержки в производстве.
1. Улучшение материалов:
Существующий термоэластопласт (TPE) не мог сцепляться с поликарбонатом (PC). Мы предложили решение с использованием другого материала, которое увеличит затраты на 8%, но обеспечит лучшие адгезионные свойства и полностью устранит утечку из источника проблемы.
2. Оптимизация пресс-формы:
Наша компания заменила сталь P20 на S136H в качестве материала для изготовления пресс-форм. Команда разработчиков создала новую систему литниковых каналов, которая перенаправляет сварочные швы в зоны, не влияющие на производительность. Команда расширила вентиляционные каналы до 0,025 мм, чтобы решить проблему захваченного воздуха.
3. Параметры процесса:
Новый технологический процесс требовал строгого соблюдения температурного режима пресс-формы в 110 °C при поддержании эталонной температуры расплава в 245 °C и скорости впрыска, не превышающей 30 мм/с, для обеспечения надлежащего термического соединения подложки и целостности выравнивания.
Итоговые результаты:
Оптимизированное качество продукции было значительно улучшено и полностью соответствует требованиям к медицинским изделиям , а также были снижены общие затраты.
- Прочность сцепления: значение было повышено с 1,2 Н/мм до 4,5 Н/мм, что значительно превышает требуемые 3 Н/мм, тем самым решив проблему отслаивания.
- Показатели водонепроницаемости: процент успешного прохождения теста IP68 вырос с 50% до 100%, протечек не обнаружено, что соответствует стандартам для медицинских изделий .
- Выход годной продукции: Процент выхода годной продукции в массовом производстве достиг 99,5%, что на 49,5 процентных пункта выше, чем в предыдущем периоде, и значительно помогло сократить потери от брака.
- Стоимость: Несмотря на неболькое увеличение удельной стоимости материалов, общая стоимость отходов снизилась, что привело к снижению общей стоимости единицы продукции на 22% и ежегодной экономии в размере 150 000 долларов.
Сталкиваетесь ли вы также с проблемами, связанными с нарушением герметичности при литье под давлением, низким выходом годной продукции или другими проблемами? Свяжитесь с JS Precision, чтобы рассказать о проблемах вашей продукции, и мы разработаем для вас индивидуальное решение, воспроизводящее превосходные результаты успешной герметизации корпусов IP68 в медицинских изделиях и снижая общие затраты.

Рисунок 4: Набор из четырех рукояток медицинских инструментов и небольших металлических компонентов, изготовленных из PC+TPE, представлен на серой поверхности, демонстрирующий применение метода литья под давлением.
Почему стоит выбрать JS Precision в качестве партнера по услугам литья под давлением?
Помимо вышеперечисленных пунктов, выбор правильного партнера по услугам литья под давлением также очень важен. Это помогает снизить риски, сократить затраты и повысить эффективность. Компания JS Precision, опираясь на 15-летний опыт , предлагает услуги по управлению проектными параметрами (DFM) вплоть до массового производства.
Выбрав нас, вы получите комплексную поддержку на всех этапах проекта: от расчета DFM (проектирование для производства) и изготовления высококачественных пресс-форм до автоматизированного производства. Таким образом, вы получите стабильное качество, контролируемые затраты и своевременную доставку .
Основные технические возможности компании JS Precision:
- Опытная команда DFM: предоставляет подробные отчеты об оценке, состоящие из 12 основных этапов, позволяющих прогнозировать и устранять риски, тем самым гарантируя правильность метода с первой попытки.
- Собственная цеховая мастерская по изготовлению пресс-форм: Мы сами производим и обслуживаем пресс-формы, располагаем новейшим оборудованием и можем обеспечить точность 0,01 мм , а срок поставки стандартных пресс-форм составляет 30-35 дней.
- Полностью автоматизированные возможности: Среди оборудования – специализированные решения для автоматизации, включая 6-осевые роботы и системы визуального позиционирования, что обеспечивает эффективное и стабильное массовое производство, повышение производительности и улучшение качества продукции.
Почему стоит выбрать JS Precision, а не более дешевого поставщика?
- Снижение долгосрочных затрат: первоначальные цены на пресс-формы могут быть на 20-30% выше, но срок службы более чем в 5 раз превышает срок службы более дешевых пресс-форм, что приводит к более выгодной общей стоимости единицы продукции.
- Снижение рисков: В процессе разработки проекта используются принципы проектирования с учетом технологичности производства (DFM) и анализ потока расплава для выявления потенциальных задержек проекта и сбоев при испытаниях литья, что помогает предотвратить финансовые потери.
- Более стабильное качество: использование стальных форм S136 в сочетании с автоматизированными производственными системами позволяет поддерживать значение CPK выше 1,33, что гарантирует однородность продукции, отвечающую самым высоким требованиям.
Нужен расчет стоимости специализированных услуг по литью под давлением и вставному литью? Предоставьте 3D-чертежи вашего изделия и подробные требования. Инженеры JS Precision предоставят информацию о DFM-технологиях и точный расчет стоимости в течение 24 часов, обеспечив полную поддержку на всех этапах реализации проекта.
Часто задаваемые вопросы
В1: Чем в основном отличается литье с наплавкой от литья с закладными элементами?
Литье с наложением слоев (overmolding) — это вторичное литье под давлением мягкого пластикового слоя поверх твердой пластиковой подложки , придающее изделию такие свойства, как мягкость на ощупь и герметичность, тогда как литье с закладными элементами (inserved molding) — это метод, при котором пластик используется для покрытия предварительно изготовленных вставок с целью повышения прочности конструкции.
В2: Что указывает на возможность совместного использования двух материалов при литье под давлением?
Совместимость материалов можно проверить, используя руководство SPI, или провести тест на отслаивание на 180 градусов. Если два материала несовместимы, они не могут образовать химическую связь, что приводит к очень низкой прочности сцепления; единственный способ их соединения — физическая фиксация.
В3: Необходима ли специальная обработка поверхности металлической вставки при литье под давлением?
Металлические вставки необходимо предварительно нагреть, обработать химическим способом или оснастить механическим фиксатором, чтобы они прочно сцепились с пластиком, а также чтобы вставка оставалась неподвижной и не отваливалась или не ослабевала.
Вопрос 4: Как сталь для изготовления пресс-форм влияет на качество литья под давлением?
Формы из стали S136 обладают очень хорошей полируемостью, антипригарными свойствами и могут выдерживать до миллиона циклов. С другой стороны, сталь P20 подвержена износу и прилипанию, что приводит к очень высоким затратам на техническое обслуживание и дефектам продукции.
В5: Насколько важен анализ потока расплава для проектов литья под давлением?
Это не опционально. В 92% случаев мы видим сварочные швы еще до начала формовки. Воздушные ловушки также появляются на ранних стадиях. Расположение литниковых каналов и время цикла корректируются на основе моделирования. Отсутствие пробных запусков означает отсутствие бракованных пресс-форм. Экономия затрат достигает 40% при больших объемах производства.
В6: Как снизить трудозатраты на установку закладных элементов в литье под давлением?
Наша система использует вибрационные питатели и роботизированные манипуляторы. Загрузка и позиционирование материала происходят автоматически. Рабочим не нужно прикасаться к каждой детали. Количество дефектов снижается на 35%. Рабочее время сокращается вдвое.
В7: Насколько сложны проекты по литью под давлением, которые может выполнить компания JS Precision?
Мы создаем многослойные цветовые решения, используя одновременно три типа материалов. Вставки устанавливаются с микрометровой точностью. В конструкцию заложена герметизация по стандарту IP68. Среди наших клиентов – медицинские, автомобильные и аэрокосмические компании.
В8: Как я могу получить профессиональную смету от JS Precision на свой продукт?
Отправьте ваши 3D-чертежи в формате STEP. Наша команда проверит вопросы DFM в течение 24 часов. Мы предоставим вам четкую смету к концу дня.
Краткое содержание
Главный фактор при выборе между литьем с наплавкой и литьем с закладными элементами — это определение того, какой из двух вариантов лучше соответствует функциональности, объему производства и стоимости вашего продукта.
Если вы выберете правильный вариант, вы сможете избежать потенциальных проблем и повысить эффективность своей работы; если же вы выберете неправильный, вы можете столкнуться с задержками проекта и упущенными возможностями.
Правильный выбор материалов, точность пресс-форм, автоматизированные процессы и оценка DFM (технологичность для производства) — четыре столпа, определяющие успех или провал проекта. Обладая 15-летним опытом, компания JS Precision поможет вам улучшить весь производственный процесс, сократить расходы и избежать ошибок.
Не позволяйте проблемам с герметичностью и высоким затратам на метод проб и ошибок тормозить вас. Свяжитесь с JS Precision , загрузите свои 3D-файлы, проведите бесплатную оценку DFM и получите коммерческое предложение, создавая при этом надежное решение для литья под давлением.

Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания JS Precision Services не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть JS Precision. Ответственность за запрос ценового предложения на детали лежит на покупателе. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
JS Precision Team
JS Precision — ведущая компания в отрасли , специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы и обслуживаем более 5000 клиентов. Наша специализация — высокоточная обработка на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповка металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирая JS Precision , вы выбираете эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.cncprotolabs.com
Ресурс

