

Sobremoldagem versus moldagem por inserção : esses dois processos de moldagem por injeção aparentemente semelhantes frequentemente colocam os desenvolvedores de produtos em um dilema de escolha.
Você já teve que arcar com altos custos de reclamações de clientes devido a falhas na vedação do produto? Está indeciso entre esses dois processos, preocupado que escolher a solução errada possa resultar em desperdício de moldes e atrasos no projeto?
Quando a junção entre cola macia e cola rígida se torna um ponto fraco na confiabilidade do produto, entender o processo e a ciência dos materiais por trás disso é muito mais econômico do que o método de tentativa e erro.
Visão geral da resposta principal
| Dimensões de comparação principais | Sobremoldagem | Moldagem por inserção |
| Mecanismo de ligação | Principalmente ligação química/térmica, dependendo da compatibilidade dos materiais. | Principalmente ligação química/térmica, dependendo da compatibilidade dos materiais. |
| Cenários aplicáveis | Ferramentas com melhorias na aderência ou resistência à água utilizam colagem. | Melhorias estruturais, como roscas metálicas ou sensores, são feitas com a incorporação física. |
| Estrutura de custos | Alto custo do molde (requerendo projeto preciso), custo moderado por peça. | O custo dos componentes embutidos é alto (material + posicionamento), e existe um grande potencial para automação. |
| Riscos principais | Ocorre descascamento, vazamentos nas vedações, peças que se deslocam incorretamente. | As peças de encaixe deslizam para fora, o posicionamento não é preciso e há acúmulo excessivo de cola. |
Principais conclusões:
- Os materiais essencialmente preparam o terreno:
A compatibilidade dos materiais deve ser levada em consideração ao se buscar a ligação química; caso contrário, o encaixe mecânico será a alternativa. Em outras palavras, selecionar a combinação errada de materiais tornará impossível até mesmo o processamento mais meticuloso produzir uma ligação firme.
- A precisão depende muito do molde:
O rendimento do produto e a vida útil do molde são dois aspectos diretamente influenciados pelo material do aço do molde e pela análise do fluxo de moldagem. Portanto, dispor de um molde de alta qualidade pode ser útil para reduzir os custos de manutenção e as perdas por sucata ao longo do tempo.
- A automação permite a redução de custos:
A colocação manual de insertos, as linhas de produção automatizadas e outros métodos operacionais semelhantes permitem uma redução significativa dos custos unitários. Isso resulta em uma capacidade de produção mais estável e maior poder de precificação dos produtos.
- Um DFM qualificado é uma aposta segura:
Avaliar a facilidade de fabricação de um produto antes de iniciar o projeto é uma maneira muito eficaz de reduzir os riscos potenciais de produção em mais de 80%. Como resultado, isso ajuda a acelerar os cronogramas do projeto e elimina os custos extras associados a testes de moldagem malsucedidos.
Como escolher? A experiência da JS Precision em sobremoldagem versus moldagem por inserção.
Na escolha entre sobremoldagem e moldagem por inserção, muitos clientes de alto padrão carecem de orientação profissional e tentam repetidamente diferentes moldes, mas não conseguem atingir os resultados esperados, incorrendo, em última análise, em altos custos de descarte de moldes e atrasos no projeto.
Com 15 anos de experiência prática acumulada pela JS Precision nessas duas áreas de processo, você evitará facilmente os riscos de moldagem de teste e reduzirá os custos de produção. Essa experiência provém do atendimento prático a clientes de alto padrão em diversos setores, como saúde, automotivo e dispositivos vestíveis inteligentes.
Você pode consultar o caso de um cliente que atendemos: um fabricante de autopeças enfrentou o problema do deslocamento de insertos na moldagem por inserção. Inicialmente, o cliente utilizava a colocação manual dos insertos, com uma taxa de refugo de até 8% e um prejuízo mensal superior a US$ 50.000.
Ao personalizar um sistema automatizado de colocação de moldes embutidos e otimizar o projeto do molde por meio da análise do fluxo de moldagem, você verá os mesmos resultados: a taxa de refugo pode ser reduzida para 0,3%, economizando US$ 48.500 em custos mensais.
Outro cliente relatou uma taxa de reclamações de 12% devido a falhas na vedação da sobremoldagem. Com a otimização da compatibilidade de materiais e soluções de melhoria da estrutura do molde, a taxa de reclamações do seu produto também pode ser reduzida para menos de 0,5%, melhorando significativamente a reputação da marca.
Nossa solução segue rigorosamente a norma ASTM D903-17 para testes de adesão, garantindo que a resistência adesiva atenda aos padrões e, consequentemente, a qualidade do seu produto. Escolher um parceiro profissional pode ajudá-lo a evitar desvios na seleção do processo e investir mais energia em pesquisa e desenvolvimento de produtos.
Se você está em dúvida entre sobremoldagem e moldagem por inserção, entre em contato conosco para ver nossos estudos de caso sobre sobremoldagem e moldagem por inserção e identificar rapidamente a solução de processo ideal, evitar riscos com moldagem de teste e economizar tempo e custos.
Sobremoldagem versus moldagem por inserção: qual é a mais adequada para o seu produto?
A decisão entre sobremoldagem e moldagem por inserção é determinada principalmente pela função do produto, volume de produção e custo. Escolha o método que proporcionará um toque macio e impermeável ou inserções metálicas.
Em termos de funcionalidade: Sensação e Aparência vs. Estrutura e Função
A sobremoldagem funciona bem para produtos que precisam de uma superfície macia e antiderrapante ou que são bicolor. Além da melhoria visual, também resulta em melhor vedação e experiência do usuário , o que torna o produto mais competitivo.
A moldagem por inserção, por outro lado, é adequada para produtos que necessitam de roscas metálicas embutidas, folhas condutoras, etc. Além disso, permite uma ligação muito forte entre o metal e o plástico , o que é essencial para atender aos requisitos complexos de condições de operação.
Do ponto de vista do volume de produção e da estrutura de custos: Custo unitário versus amortização do molde
As estruturas de custos dos dois processos diferem significativamente e precisam ser avaliadas em conjunto com o volume de produção. Seguem abaixo dados específicos para comparação de custos:
| Volume de produção (anual) | Custo do molde de sobremoldagem (USD) | Custo unitário de sobremoldagem (USD) | Custo do molde de moldagem por inserção (USD) | Custo unitário da moldagem por inserção (USD) |
| Abaixo de 100.000 unidades | 15.000-25.000 | 0,8-1,2 | 8.000-15.000 | 1.1-1.5 |
| 100.000 a 500.000 unidades | 15.000-25.000 | 0,5-0,8 | 8.000-15.000 | 0,7-1,0 |
| 500.000 a 1.000.000 unidades | 20.000-30.000 | 0,3-0,5 | 10.000-18.000 | 0,4-0,6 |
| Mais de 1.000.000 de unidades | 25.000-35.000 | 0,2-0,3 | 12000-20000 | 0,25-0,4 |
Além disso, os moldes de sobremoldagem são de 30% a 50% mais caros do que os moldes de moldagem por inserção e são eficientes apenas para produções em lotes médios a altos. Se a produção anual for superior a 500.000 unidades, a automação combinada com a moldagem por inserção pode reduzir o custo unitário em 15% a 25%.

Figura 1: Infográfico lado a lado comparando os benefícios e aplicações da Moldagem por Inserção (à esquerda, com frasco de cola) e da Sobremoldagem (à direita, com esferas coloridas), sob o logotipo da Pioneer Plastics.
Moldagem por inserção versus sobremoldagem: como tomar uma decisão final com base nos indicadores de resistência adesiva?
A força de adesão é, na verdade, o principal fator decisivo para escolher entre moldagem por inserção e sobremoldagem.
Os dados do teste de descascamento são o mais importante, e a compatibilidade deve ser avaliada tomando como referência as normas correspondentes.
Qual a melhor forma de obter dados confiáveis sobre a resistência adesiva?
O teste consiste em um ensaio de descascamento a 180° que segue a norma ISO 8510-2 . A largura do corpo de prova é de 25 mm e a velocidade de descascamento é de 50 mm/min. O resultado é a média de 5 corpos de prova, com um desvio padrão de 0,2 N/mm. As seguintes normas são de referência:
| Tipo de processo | Combinação de Materiais | Força de ligação ideal (N/mm) | Força de ligação aceitável (N/mm) | Força de ligação inaceitável (N/mm) |
| Sobremoldagem | PC+TPE | ≥3,5 | 2.0-3.4 | <2,0 |
| Sobremoldagem | PC/ABS+TPE | ≥3,2 | 1.8-3.1 | <1,8 |
| Moldagem por inserção | Plástico + Inserção de Metal | ≥1,5 | 1,0-1,4 | <1,0 |
| Moldagem por inserção | Plástico + Inserção de Cerâmica | ≥1,2 | 0,8-1,1 | <0,8 |
A resistência ideal da ligação química para sobremoldagem deve ser de 3,5 N/mm. Se o resultado for inferior a 2,0 N/mm, a combinação de materiais deve ser reconsiderada ou uma estrutura de encaixe mecânico deve ser adicionada; caso contrário, o produto se desprenderá facilmente.
Quando um teste de descascamento falha, o problema está no material ou nos parâmetros do processo?
- Questão material:
Verifique a classificação de compatibilidade SPI de plásticos rígidos e flexíveis. Somente materiais compatíveis formam ligações químicas que resultam em uma adesão significativa . Por exemplo, o PP não adere a nenhum plástico flexível.
- Problema com parâmetro de processo:
Para a moldagem por injeção secundária, a temperatura de fusão do TPE deve ser 20-30°C superior à temperatura de distorção térmica do plástico rígido, para que se possa obter uma fusão térmica profunda; caso contrário, a fusão térmica eficaz poderá não ser alcançada.
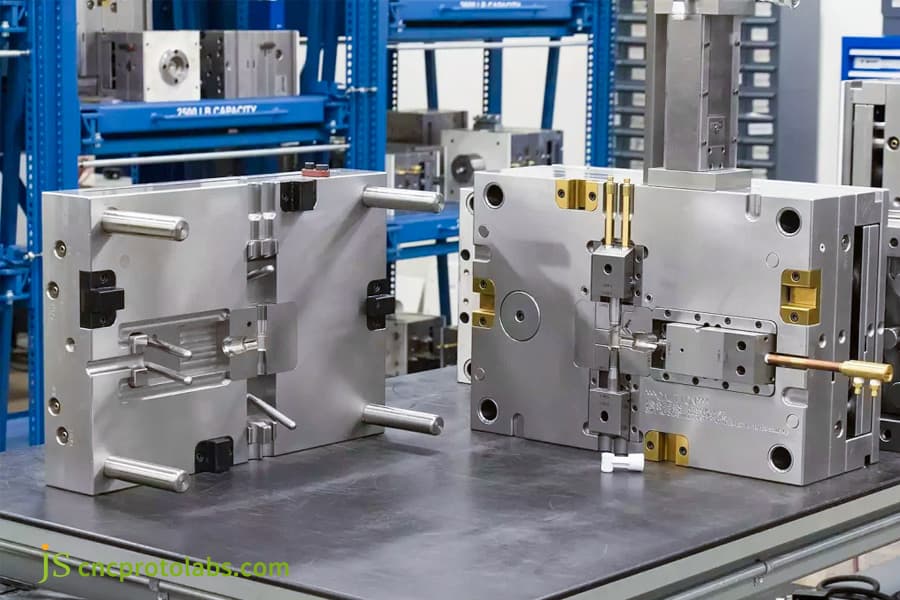
Figura 2: Dois moldes robustos de injeção de metal colocados lado a lado em uma bancada, com prateleiras de armazenamento azuis ao fundo, ilustrando as ferramentas para processos de inserção e sobremoldagem.
Sobremoldagem e moldagem por inserção: qual processo realmente resolve o problema de falha de vedação?
Tanto a sobremoldagem quanto a moldagem por inserção podem ser usadas como técnicas de vedação; no entanto, uma única técnica isolada não é suficiente para garantir a vedação IP68. Portanto, é necessário combinar ambas para criar um sistema de "vedação plástica flexível + estrutura plástica rígida" .
Por que a sobremoldagem geralmente apresenta vazamentos na interface entre plásticos rígidos e flexíveis quando atende aos requisitos de impermeabilidade IP68?
- Falhas no design da interface:
A altura de deslizamento não é suficiente ( recomenda-se ≥2 mm ) para que as moléculas de água consigam penetrar por ação capilar. Ao mesmo tempo, a compressão do plástico flexível deve ser limitada a 0,2-0,4 mm.
- Falta de análise do fluxo de moldagem:
Isso pode resultar na formação de linhas de solda na interface entre a borracha macia e a rígida, que são os pontos de fragilidade. De fato, a análise do fluxo de moldagem pode ajudar a reduzir o risco de vazamento em mais de 40%.
Comparação de dois esquemas típicos de projeto de estrutura de vedação
| Tipo de esquema | Princípio Fundamental | Requisitos de materiais | Confiabilidade à prova d'água | Impacto nos custos |
| Vedação de sobremoldagem pura | Baseia-se na ligação química entre borracha macia e borracha dura. | Compatibilidade de materiais extremamente alta | Médio (requer resistência ao descascamento ≥3,5 N/mm) | Baixo (sem processo de montagem adicional) |
| Moldagem por inserção + estrutura de anel de vedação | Vedação por compressão física | Sem requisitos de compatibilidade rígidos | Alto (taxa de aprovação IP68 ≥99%) | Alto (processo de montagem aumentado) |
Não há garantia de que a compatibilidade dos materiais funcione perfeitamente. Uma resistência ao descascamento de 3,5 N/mm provavelmente é necessária para vedações por sobremoldagem pura. A moldagem por inserção com anel de vedação utiliza compressão, sendo, portanto, mais confiável , embora adicione etapas extras à montagem.
Se você precisa de impermeabilização IP68, pode enviar os desenhos 3D do seu produto . A JS Precision personalizará uma solução de vedação por sobremoldagem dedicada para você, sem custos adicionais, resolvendo com precisão os problemas de vazamento, garantindo que o desempenho de impermeabilização atenda aos padrões e evitando o desperdício de testes de moldagem repetidos.
Processo de moldagem por injeção com sobremoldagem: como otimizar os parâmetros de injeção para evitar o desperdício de moldes?
Os parâmetros de injeção no processo de moldagem por sobremoldagem afetam diretamente a qualidade do produto e a vida útil do molde. A otimização da velocidade de injeção, da pressão de recalque e da temperatura do molde pode evitar o descarte inadequado do molde.
Por que o plástico fundido em um substrato de plástico rígido fica desalinhado durante a injeção secundária?
O aumento da velocidade de injeção causa uma força de impacto repentina, que pode ser maior que a força de retenção do substrato ( pressão > 50 MPa a 80 mm/s ). Reduzir a velocidade para 20-40 mm/s, de modo que a pressão na frente do plástico fundido seja < 30 MPa, resolverá esse problema.
Otimização sinérgica da temperatura do molde e da temperatura do material
- Controle da temperatura do molde: Aumentar a temperatura do molde do substrato de plástico rígido para 90-110°C ativa a ligação térmica, diminui a tensão térmica , aumenta a resistência da adesão e resulta em menos defeitos do produto.
- Controle da temperatura do material: A temperatura de fusão do plástico macio deve estar aproximadamente a ±10°C da faixa máxima recomendada pelo fornecedor. Temperaturas mais baixas resultam em adesão inviável, enquanto temperaturas muito altas causam a deterioração do material.
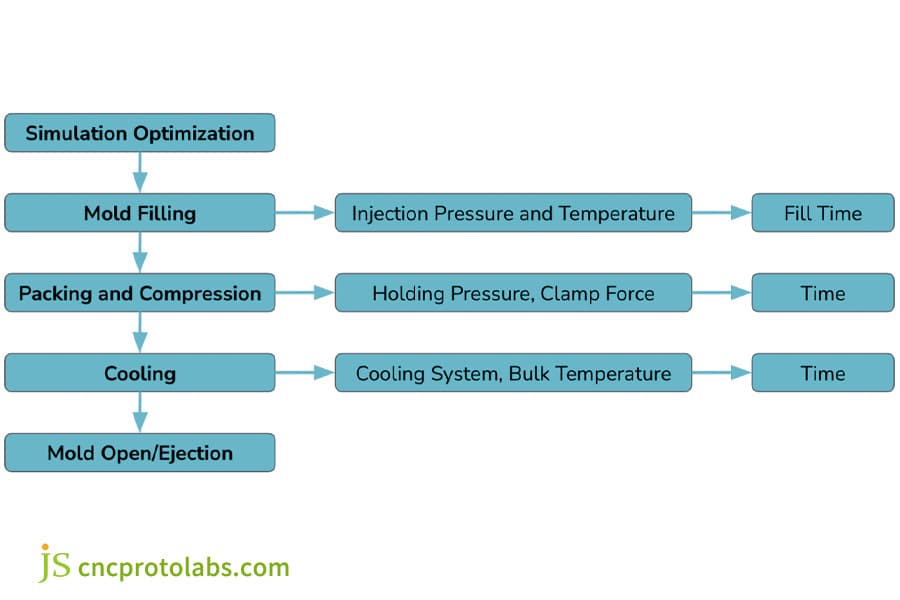
Figura 3: Fluxograma detalhando as etapas do processo de moldagem por injeção com sobremoldagem: simulação, preenchimento do molde, compactação, resfriamento e ejeção, com os parâmetros associados.
Comparação de serviços de sobremoldagem personalizados: qual a diferença de 10 vezes nos orçamentos dos fornecedores?
Na comparação de serviços de sobremoldagem personalizados , você pode encontrar uma diferença de preço de até 10 vezes, com diferenças fundamentais na qualidade do molde, na capacidade de evitar riscos e no nível de automação. Preços baixos resultam em custos ocultos elevados.
Ao comparar fornecedores, concentre-se em três pontos principais:
- Aço para moldes: Escolha S136 (HRC48-52, vida útil 5 a 8 vezes maior que a do P20) em vez de P20. O S136 oferece proteção contra corrosão, mantendo as propriedades antiaderentes e prolongando a vida útil do produto.
- Análise de Fluxo de Moldagem: O início do projeto exige que fornecedores profissionais entreguem seus relatórios, que identificam os melhores pontos de injeção e sistemas de resfriamento, além de prever possíveis problemas com o preenchimento e as linhas de solda.
- Posicionamento de Inserção: Os braços robóticos automatizados podem posicionar objetos com uma precisão de ±0,02 mm, o que supera a precisão do método de posicionamento manual de ±0,1 mm , proporcionando assim benefícios através de maior eficiência e melhor precisão.
Comparação de custos ocultos: manutenção de moldes e perdas por tempo de inatividade
Moldes de baixo custo tornam-se inutilizáveis após 50.000 lotes, pois aderem às superfícies, reduzindo a eficiência operacional para menos de 60%. Já o aço S136 com nanorrevestimento permite a produção contínua de 500.000 moldes sem falhas. O processo mantém uma eficiência operacional acima de 85%.
Moldagem por inserção versus sobremoldagem: como reduzir os custos de itens individuais na produção automatizada?
Na produção automatizada, a redução de custos do molde de inserção em comparação com a sobremoldagem é mais significativa, podendo diminuir consideravelmente o tempo de colocação das inserções, aumentar a capacidade de produção e reduzir os custos unitários.
Como a automação altera a fórmula de custo para moldagem por inserção?
- Custos de mão de obra: A produção automatizada de moldes de inserção permite uma redução de mão de obra superior a 70%. Para projetos com produção de 1 milhão de unidades por ano, essa mudança pode representar uma economia de US$ 300.000 a US$ 500.000 em custos de mão de obra anualmente.
- Melhoria do Rendimento: A alta precisão de posicionamento automatizado de 0,02 mm reduz significativamente a taxa de refugo por desalinhamento da pastilha de 5% para menos de 0,5%, minimizando assim as perdas.
Desafios e soluções de automação na sobremoldagem
- Desafio: O posicionamento secundário de substratos plásticos rígidos leva a danos e excesso de adesivo devido à deformação ou flutuação dimensional.
- Solução: Inspeção visual online (precisão de 0,05 mm) para remover substratos fora do padrão.
Quais são as principais avaliações de DFM (Design for Manufacturing) incluídas nos serviços profissionais de sobremoldagem?
Serviços profissionais de sobremoldagem. A avaliação DFM identifica os riscos de produção. A avaliação BFM permite à JS Precision gerar relatórios de avaliação em até 3 dias úteis.
O relatório DFM contém três elementos principais que requerem avaliação:
- A Matriz de Compatibilidade de Materiais gera relatórios que mostram os índices de adesão de plásticos rígidos e flexíveis por meio de testes de descascamento a 180°, utilizando materiais TPE à base de PC e SEBS que excedem 4,5 N/mm.
- Uniformidade da espessura da parede: A diferença na espessura da parede de substratos plásticos rígidos não deve exceder 0,5 mm para evitar aprisionamento de ar ou marcas de fluxo durante a moldagem por injeção secundária, garantindo a qualidade da moldagem.
- Ângulo de inclinação: Peças plásticas flexíveis requerem um ângulo de inclinação que varia de 1,5° a 2° para evitar o esbranquiçamento ou rasgos que ocorrem devido ao atrito excessivo.
Quatro detalhes facilmente ignorados na avaliação do DFM:
- Localização do ponto de injeção: O ponto de injeção secundário não deve ser colocado em pontos fracos do substrato, pois isso criará risco de deformação por impacto .
- Sistema de ventilação: Plásticos macios requerem canais de ventilação adequados no molde, que devem ter uma profundidade entre 0,01 e 0,03 mm para uma remoção de ar eficaz e para manter a qualidade da moldagem.
- Pré-secagem do substrato: O PC precisa ser seco a 120°C por 4 a 6 horas, pois esse processo reduz o teor de umidade para 0,02%, o que evita defeitos de moldagem .
- Resfriamento do molde: O controle da temperatura do molde requer uma distribuição uniforme da água de resfriamento nos canais, pois esse processo precisa manter diferenciais de temperatura do molde de 5°C ou menos para diminuir a deformação do produto.
Deseja mitigar os riscos de sobremoldagem na produção com antecedência? Envie os desenhos 3D do seu produto e aproveite os serviços gratuitos de contabilidade de custos para entender claramente o investimento do projeto e garantir um andamento tranquilo.
Estudo de caso da JS Precision: Abordando problemas de vedação IP68 para fabricantes de invólucros de dispositivos médicos
As carcaças de dispositivos médicos precisam atingir os padrões de vedação e rendimento mais exigentes. Auxiliamos um fabricante a obter a classificação de impermeabilização IP68 em seu processo de sobremoldagem, que anteriormente havia falhado em criar cabos funcionais para instrumentos cirúrgicos após múltiplas tentativas.
Desafios encontrados:
O cliente precisava obter a classificação de impermeabilização IP68 para os cabos de seus instrumentos cirúrgicos, que continham materiais de PC e TPE. A fábrica realizou seis moldagens de teste, que resultaram em 50% de perdas operacionais devido a vazamentos em todas as peças moldadas. A resistência da colagem atingiu o valor de 1,2 N/mm² , o que não atendeu ao padrão exigido.
Solução da JS Precision:
Utilizamos a avaliação DFM (Design for Manufacturing) para identificar o principal problema e criamos uma solução específica que permitiria ao cliente eliminar os atrasos na produção.
1. Atualização de material:
O material TPE existente não conseguia aderir ao material PC. Propusemos uma solução de material que aumentaria os custos em 8%, mas proporcionaria um melhor desempenho adesivo, ao mesmo tempo que eliminaria completamente o vazamento na origem do problema.
2. Otimização do molde:
Nossa empresa atualizou o material do aço de seus moldes , substituindo o P20 pelo S136H. A equipe de projeto criou um novo sistema de injeção que redirecionou as linhas de solda para áreas que não afetariam o desempenho. A equipe também ampliou os canais de ventilação para 0,025 mm a fim de solucionar o problema do ar aprisionado.
3. Parâmetros do processo:
O novo processo exigia temperaturas rigorosas do molde de 110°C , mantendo ao mesmo tempo uma temperatura de fusão de referência de 245°C e utilizando uma velocidade de injeção que não deveria exceder 30 mm/s para garantir a adequada adesão térmica ao substrato e a integridade do alinhamento.
Resultados finais:
A qualidade do produto otimizado foi drasticamente melhorada e atendeu plenamente aos requisitos de dispositivos médicos , além de reduzir os custos gerais.
- Resistência adesiva: O valor foi elevado de 1,2 N/mm para 4,5 N/mm, ficando bem acima do requisito de 3 N/mm, resolvendo assim o problema de falha por descolamento.
- Desempenho de impermeabilização: A taxa de aprovação no teste IP68 aumentou de 50% para 100%, sem vazamentos, estando, portanto, em conformidade com os padrões para dispositivos médicos .
- Rendimento: A porcentagem de rendimento da produção em massa atingiu 99,5%, um aumento de 49,5 pontos percentuais, o que contribuiu significativamente para a redução das perdas por sucata.
- Custo: Embora o custo unitário do material tenha aumentado um pouco, o custo total de sucata diminuiu, o que levou a uma queda de 22% no custo total por unidade e a uma economia anual de US$ 150.000.
Seus produtos também enfrentam problemas como falhas na vedação por sobremoldagem, baixo rendimento ou outros? Entre em contato com a JS Precision para compartilhar as dificuldades enfrentadas com seus produtos e nós criaremos uma solução personalizada para você, replicando os excelentes resultados obtidos com a vedação IP68 em dispositivos médicos e reduzindo os custos gerais.

Figura 4: Conjunto de quatro cabos de instrumentos médicos e pequenos componentes metálicos feitos de PC+TPE, dispostos sobre uma superfície cinza, ilustrando a aplicação da sobremoldagem.
Por que escolher a JS Precision como sua parceira em serviços de sobremoldagem?
Além dos pontos mencionados acima, escolher o parceiro certo para serviços de sobremoldagem também é crucial. Isso ajuda a reduzir riscos, diminuir custos e aumentar a eficiência. A JS Precision, com 15 anos de experiência , oferece desde a gestão do fator de projeto (DFM) até a produção em massa.
Ao escolher nossos serviços, garantimos suporte integrado desde a estimativa DFM (Design for Manufacturing), passando pela fabricação de moldes de alta qualidade e produção automatizada, assegurando qualidade estável, custos controláveis e entrega no prazo .
Principais competências técnicas da JS Precision:
- Equipe experiente em DFM (Design for Manufacturing): Fornece relatórios de avaliação detalhados, que consistem em 12 revisões principais, prevendo e eliminando riscos e, assim, garantindo que o método seja aplicado corretamente na primeira tentativa.
- Oficina de Moldes Própria: Fabricamos e fazemos a manutenção dos moldes internamente, possuímos os equipamentos mais modernos e podemos atingir uma precisão de 0,01 mm , com a entrega de moldes padrão em 30 a 35 dias.
- Capacidades totalmente automatizadas: Soluções de automação personalizadas, com robôs de 6 eixos e posicionamento por visão, estão entre os equipamentos, permitindo assim uma produção em massa eficiente e estável, com melhoria da capacidade e da consistência.
Por que escolher a JS Precision em vez de um fornecedor com preço mais baixo?
- Custos mais baixos a longo prazo: Os orçamentos iniciais para moldes podem ser 20% a 30% mais altos , mas a vida útil é mais de 5 vezes maior do que a de moldes mais baratos, o que resulta em um custo unitário geral mais vantajoso.
- Menor risco: O processo de desenvolvimento do projeto utiliza DFM (Design for Manufacturing) e análise de fluxo de moldagem para detectar possíveis atrasos no projeto e falhas nos testes de moldagem, o que ajuda a evitar perdas financeiras.
- Qualidade mais estável: Os moldes de aço S136, combinados com sistemas de produção automatizados, mantêm um valor CPK acima de 1,33, o que garante a consistência do produto e atende aos mais altos padrões de qualidade.
Precisa de um orçamento para serviços especializados de sobremoldagem e moldagem por inserção? Envie os desenhos 3D do seu produto e os requisitos específicos. Os engenheiros da JS Precision fornecerão feedback sobre a fabricação (DFM) e um orçamento preciso em até 24 horas, oferecendo suporte completo para a implementação do projeto.
Perguntas frequentes
Q1: Qual é a principal diferença entre sobremoldagem e moldagem por inserção?
A sobremoldagem é uma moldagem por injeção secundária de uma camada de plástico macio sobre um substrato de plástico rígido , conferindo ao produto propriedades como toque suave e vedação. Já a moldagem por inserção é o método em que o plástico é usado para envolver componentes pré-fabricados com o objetivo de aumentar a resistência estrutural.
Q2: Qual é a indicação de que dois materiais podem ser usados juntos na sobremoldagem?
É possível verificar a compatibilidade dos materiais de acordo com o guia SPI ou realizar o teste de descascamento a 180°. Quando dois materiais não são compatíveis, eles não conseguem estabelecer a ligação química, resultando em uma resistência de adesão muito baixa; a única maneira de uni-los é por meio de fixação física.
Q3: É essencial um tratamento especial da superfície do inserto metálico na moldagem por inserção?
Os insertos metálicos precisam ser pré-aquecidos, submetidos a tratamento químico ou ter um mecanismo de travamento mecânico adicionado para que se fixem firmemente ao plástico e permaneçam fixos, sem se soltarem ou caírem.
Q4: Como o aço do molde afeta a qualidade da sobremoldagem?
Os moldes de aço S136 possuem excelente capacidade de polimento, são antiaderentes e sua vida útil pode chegar a um milhão de ciclos. Por outro lado, o aço P20 é propenso a desgaste e aderência, o que acarreta custos de manutenção muito elevados e defeitos nos produtos.
Q5: Qual a importância da análise do fluxo de moldagem em projetos de sobremoldagem?
Não é opcional. Observamos linhas de solda em 92% dos casos antes do início da moldagem. Ar preso também aparece cedo. O posicionamento do ponto de injeção e os tempos de ciclo são ajustados com base em simulações. Sem testes, não há moldes descartados. A economia de custos chega a 40% em grandes produções.
Q6: Como reduzir os custos de mão de obra para a colocação de insertos na moldagem por inserção?
Nosso sistema utiliza alimentadores vibratórios e braços robóticos. O carregamento e o posicionamento do material acontecem automaticamente. Os trabalhadores não precisam tocar em cada peça. Os defeitos diminuem em 35%. As horas de trabalho caem pela metade.
Q7: Qual o nível de complexidade dos projetos de sobremoldagem que a JS Precision consegue realizar?
Trabalhamos com cores em camadas e três tipos de materiais simultaneamente. Os insertos são posicionados com precisão micrométrica. As vedações IP68 são integradas ao design. Nossos clientes incluem empresas dos setores médico, automotivo e aeroespacial.
P8: Como posso obter um orçamento profissional da JS Precision para o meu produto?
Envie seus desenhos 3D em formato STEP. Nossa equipe analisa as questões de DFM (Design for Manufacturing) em até 24 horas. Fornecemos um orçamento claro no mesmo dia.
Resumo
O principal fator na decisão entre sobremoldagem e moldagem por inserção é verificar qual das duas opções melhor se adequa à funcionalidade do seu produto, ao volume de produção e ao custo.
Se você escolher a opção certa, poderá evitar problemas potenciais e tornar seu trabalho mais eficiente; se escolher a opção errada, poderá sofrer atrasos no projeto e perder oportunidades.
A escolha correta dos materiais, a precisão dos moldes, os processos automatizados e a avaliação de DFM (Design for Manufacturing) são os quatro pilares que determinam o sucesso ou o fracasso de um projeto. Com 15 anos de experiência, a JS Precision pode ajudá-lo a aprimorar toda a operação, reduzir custos e evitar erros.
Não deixe que problemas com vedações e os altos custos de tentativas e erros te desanimem. Entre em contato com a JS Precision , envie seus arquivos 3D, solicite uma avaliação DFM gratuita e receba um orçamento para criar uma solução robusta de moldagem por injeção.

Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. A JS Precision Services não oferece quaisquer garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações aqui contidas. Não se deve presumir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da Rede JS Precision. É responsabilidade do comprador solicitar orçamentos de peças e identificar os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe JS Precision
A JS Precision é uma empresa líder no setor , focada em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolher a JS Precision significa eficiência na seleção, qualidade e profissionalismo.
Para saber mais, visite nosso site: www.cncprotolabs.com
Recurso

