

包覆成型与嵌件成型,这两种看似相似的注塑成型工艺常常让产品开发人员陷入选择困境。
您是否曾因产品密封失效而遭受高额客户投诉损失?您是否在这两种工艺之间犹豫不决,担心选择错误的解决方案可能会导致模具报废和项目延误?
当软胶和硬胶的连接处成为产品可靠性的薄弱环节时,了解其背后的工艺和材料科学比反复试验要经济得多。
核心答案概述
| 核心比较维度 | 包覆成型 | 嵌件成型 |
| 键合机制 | 主要通过化学/热键合,依靠材料的相容性。 | 主要通过化学/热键合,依靠材料的相容性。 |
| 适用场景 | 具有增强握持力或防水性能的工具采用粘合技术。 | 结构升级,例如金属螺纹或传感器,需要进行物理嵌入。 |
| 成本结构 | 模具成本高(需要精确设计),单件成本适中。 | 嵌入式元件的成本很高(材料+布局),而且具有很大的自动化潜力。 |
| 核心风险 | 出现剥落、密封件泄漏、零件错位等问题。 | 插件容易滑出,放置不精准,胶水堆积过多。 |
主要结论:
- 材料从根本上决定了一切:
材料相容性是实现化学键合的必要条件,否则机械互锁就只能作为替代方案。换句话说,如果选错了配合材料,即使经过最精细的加工也无法形成牢固的键合。
- 精度很大程度上取决于模具:
产品良率和模具寿命是直接受模具钢材和模流分析影响的两个方面。因此,拥有一套优质模具有助于长期降低维护成本和废品损失。
- 自动化使得成本降低成为可能:
通过人工插片、自动化生产线等操作方式,可以大幅降低单位成本。您将拥有更稳定的生产能力和更高的产品定价权。
- 熟练的DFM(数字财务管理)是稳妥之选:
在项目启动前评估产品的可制造性,是降低潜在生产风险(可达80%以上)的有效方法。因此,这有助于加快项目进度,并避免因试模失败而产生的额外成本。
如何选择?JS Precision 在包覆成型与嵌件成型方面的专业知识
在包覆成型和嵌件成型之间进行选择时,许多高端客户缺乏专业指导,反复尝试模具,但未能达到预期效果,最终导致模具报废和项目延误的高昂成本。
凭借JS Precision在上述两个工艺领域积累的15年实践经验,您可以轻松避免试模风险并降低生产成本。这些经验源于我们服务于医疗保健、汽车和智能穿戴设备等多个行业的高端客户的实践经验。
您可以参考我们服务过的一个客户案例:一家汽车零部件制造商曾面临注塑成型过程中嵌件移位的问题。该客户最初采用人工放置嵌件的方式,废品率高达8%,每月损失超过5万美元。
通过定制自动化嵌入式贴片系统并通过模流分析优化模具设计,您将看到同样的结果——废品率可降低至 0.3%,每月节省 48500 美元的成本。
另一位客户反映,由于包覆成型密封失效,其客户投诉率高达12%。通过材料兼容性优化和模具结构改进方案,您产品的客户投诉率也能降低至0.5%以下,从而显著提升品牌声誉。
我们的解决方案严格遵循ASTM D903-17剥离测试标准,确保粘合强度符合标准,从而更好地保障您的产品质量。选择专业的合作伙伴可以帮助您避免在工艺选择上走弯路,并将更多精力投入到产品研发中。
如果您对包覆成型和嵌件成型之间的选择感到困惑,请联系我们查看我们的包覆成型和嵌件成型案例研究,以便快速确定最佳工艺解决方案,避免试模风险,并节省时间和成本。
包覆成型与嵌件成型:哪种更适合您的产品?
选择包覆成型还是嵌件成型主要取决于产品功能、产量和成本。选择能够带来柔软防水触感或金属嵌件的成型方法。
功能方面:触感和外观 vs. 结构和功能
包覆成型工艺适用于需要柔软防滑表面或双色设计的产品。除了外观上的提升,它还能带来更好的密封性能和用户体验,从而增强产品的竞争力。
另一方面,嵌件成型适用于需要嵌入金属丝、导电片等的产品。此外,它能够在金属和塑料之间形成非常牢固的结合,这对于满足复杂的运行条件要求至关重要。
从产量和成本结构的角度来看:单位成本与模具摊销
两种工艺的成本结构差异显著,需要结合生产规模进行评估。以下是具体的成本对比数据:
| 产量(年) | 包覆成型模具成本(美元) | 包覆成型单价(美元) | 嵌件成型模具成本(美元) | 嵌件成型单位成本(美元) |
| 低于10万台 | 15,000-25,000 | 0.8-1.2 | 8,000-15,000 | 1.1-1.5 |
| 10万至50万台 | 15,000-25,000 | 0.5-0.8 | 8,000-15,000 | 0.7-1.0 |
| 50万至100万台 | 20,000-30,000 | 0.3-0.5 | 10,000-18,000 | 0.4-0.6 |
| 超过100万台 | 25,000-35,000 | 0.2-0.3 | 12000-20000 | 0.25-0.4 |
此外,包覆成型模具比嵌件成型模具贵 30%-50% ,而且只适用于中大批量生产;如果年产量超过 50 万件,自动化结合嵌件成型可以将单位成本降低 15%-25%。

图 1:并排信息图比较了嵌件成型(左,带胶水瓶)和包覆成型(右,带彩色球)的优点和应用,下方为 Pioneer Plastics 标志。
注塑成型与包覆成型:如何根据粘合强度指标做出最终决定?
粘合强度实际上是决定采用嵌件模塑还是包覆模塑的主要因素。
剥离试验数据是最重要的,相容性应参照相应的标准来判断。
如何获得可靠的粘合强度数据?
该测试采用符合ISO 8510-2 标准的180° 剥离试验。试样宽度为 25 mm,剥离速度为 50 mm/min。输出结果为 5 个试样的平均值,标准偏差为 0.2 N/mm。以下为参考标准:
| 流程类型 | 材料组合 | 理想粘结强度(牛/毫米) | 可接受的粘结强度(牛/毫米) | 粘结强度不合格(牛顿/毫米) |
| 包覆成型 | PC+TPE | ≥3.5 | 2.0-3.4 | <2.0 |
| 包覆成型 | PC/ABS+TPE | ≥3.2 | 1.8-3.1 | <1.8 |
| 嵌件成型 | 塑料+金属嵌件 | ≥1.5 | 1.0-1.4 | <1.0 |
| 嵌件成型 | 塑料+陶瓷嵌件 | ≥1.2 | 0.8-1.1 | <0.8 |
包覆成型的最佳化学键合强度应为 3.5 N/mm。如果结果小于 2.0 N/mm,则应重新考虑材料组合或增加机械互锁结构,否则产品容易脱落。
剥离试验失败时,是材料问题还是工艺参数问题?
- 材料问题:
验证硬质塑料和软质塑料的SPI兼容性等级。只有兼容的材料才能形成化学键,从而产生显著的粘合强度。例如,PP无法与任何软质塑料粘合。
- 工艺参数问题:
对于二次注塑成型, TPE熔体温度应比硬质塑料的热变形温度高20-30°C,以便实现深层热熔合,否则可能无法实现有效的热熔合。
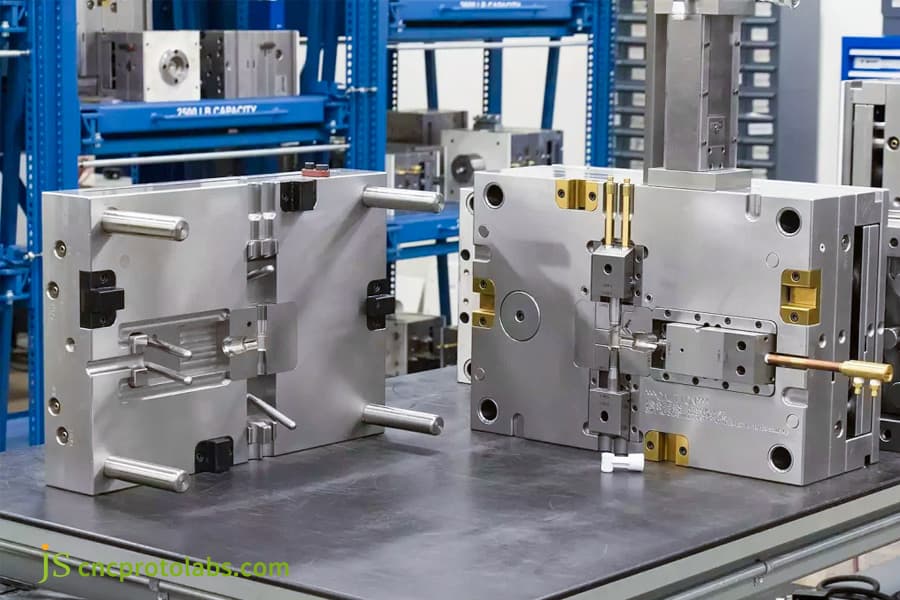
图 2:两个坚固的金属注射模具并排放置在工作台上,背景是蓝色的储物架,展示了嵌件成型和包覆成型工艺的模具。
包覆成型和嵌件成型:哪种工艺才能真正解决密封失效问题?
包覆成型和嵌件成型均可作为密封技术,但单一技术不足以解决IP68级别的泄漏问题。因此,需要将两者结合起来,形成“柔性塑料密封+刚性塑料骨架”系统。
为什么在满足 IP68 防水要求时,包覆成型工艺通常会在硬质塑料和软质塑料的界面处发生渗漏?
- 界面设计缺陷:
蠕变高度不足(建议≥2mm ),水分子无法通过毛细作用渗透。同时,柔性塑料的压缩量应限制在0.2-0.4mm。
- 缺乏模流分析:
这会导致软硬橡胶界面处形成熔接线,而这些正是薄弱点。事实上,模流分析可以帮助降低泄漏风险达40%以上。
两种典型密封结构设计方案的比较
| 方案类型 | 核心原则 | 物料需求 | 防水可靠性 | 成本影响 |
| 纯包覆成型密封 | 依靠软硬橡胶之间的化学键合 | 极高的材料相容性 | 中等(剥离强度要求≥3.5N/mm) | 低成本(无需额外组装工序) |
| 嵌件成型+密封环结构 | 物理压缩密封 | 没有严格的兼容性要求 | 高(IP68 通过率≥99%) | 高(增加组装过程) |
材料兼容性无法保证完美匹配。纯包覆成型密封件可能需要 3.5N/mm 的剥离强度。带密封圈的嵌件成型采用压缩方式,因此更可靠——尽管它会增加组装步骤。
如果您有IP68防水要求,可以提交产品3D图纸。JS Precision将免费为您定制专属的包覆密封解决方案,精准解决渗漏问题,确保防水性能符合标准,并为您节省反复注塑试验的浪费。
包覆注塑成型工艺:如何优化注塑参数以避免昂贵的模具报废?
包覆注塑成型工艺的注射参数直接影响产品质量和模具寿命。优化注射速度、保压压力和模具温度可以避免模具报废。
为什么在二次注塑过程中,硬质塑料基材中的熔融塑料会发生错位?
注射速度的提高会导致冲击力突然增大,其大小可能超过基材的保持力(速度 80mm/s 时压力 >50MPa )。将速度降低至 20-40mm/s,使熔融塑料前沿压力 <30MPa,即可解决此问题。
模具温度与材料温度的协同优化
- 模具温度控制:将硬塑料基材的模具温度提高到 90-110°C 可激活热粘合,降低热应力,增强粘合强度,从而减少产品缺陷。
- 材料温度控制:软塑料的熔融温度应在供应商建议的最高温度范围的±10°C以内。温度过低会导致粘合力过低,难以实际应用;而温度过高则会导致材料分解。
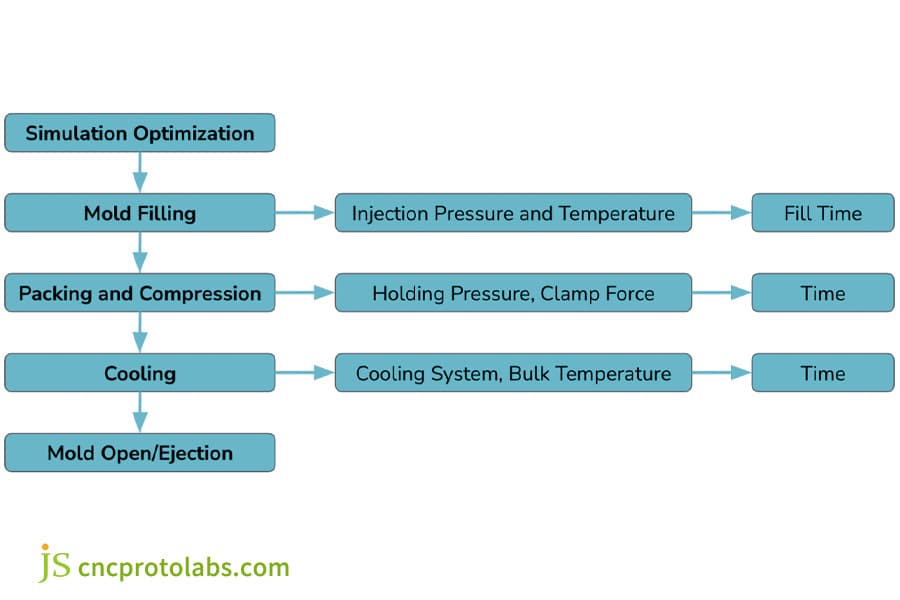
图 3:注塑成型工艺流程图,详细说明了包覆成型工艺的各个阶段:模拟、模具填充、保压、冷却和脱模,以及相关参数。
定制包覆成型服务对比:供应商报价为何相差十倍?
在定制包覆成型服务对比中,您可能会发现价格相差十倍之多,这主要是由于模具质量、风险规避能力和自动化水平等方面的差异造成的。低价往往意味着高昂的隐藏成本。
在比较供应商时,请重点关注以下三个关键点:
- 模具钢:选择 S136(HRC48-52,使用寿命是 P20 的 5-8 倍)代替 P20。S136 具有防腐蚀性能,同时保持不粘性能并延长产品使用寿命。
- 模流分析:项目启动需要专业供应商提供报告,以确定最佳注塑点和冷却系统,同时预测填充和焊接线可能出现的问题。
- 插入式放置:自动化机械臂能够以±0.02mm的精度范围定位物体,超过了手动放置方法±0.1mm的精度,从而通过提高效率和精度带来益处。
隐性成本比较:霉菌维护和停机损失
低成本模具在生产5万批后会因粘附在表面上而无法使用,导致运行效率降至60%以下。而采用纳米涂层的S136钢材模具则可连续生产50万套而不会失效,其运行效率始终保持在85%以上。
注塑成型与包覆成型:如何降低自动化生产中的单件成本?
在自动化生产中, 嵌件模相对于包覆成型的成本降低更为显著,可以显著缩短嵌件的放置时间,提高生产能力,并降低单件成本。
自动化如何改变嵌件成型的成本计算公式?
- 人工成本:自动化嵌件模具生产可减少70%以上的人工成本。对于年产量达100万件的项目,这样的改变每年可节省30万至50万美元的人工成本。
- 良率提升: 0.02 毫米的高精度自动定位精度显著降低了刀片错位造成的废品率,从 5% 降至 0.5% 以下,从而最大限度地减少了损失。
包覆成型自动化面临的挑战和解决方案
- 挑战:刚性塑料基材的二次定位会导致变形或尺寸波动,从而造成损坏和粘合剂过量。
- 解决方案:在线目视检测(精度0.05mm)以去除不合格基材。
专业包覆成型服务包含哪些关键的DFM评估?
专业的包覆成型服务 DFM 评估可识别生产风险 BFM 评估使 JS Precision 能够在 3 个工作日内生成评估报告。
DFM报告包含三个需要评估的主要要素:
- 材料兼容性:矩阵生成报告,显示刚性和柔性塑料通过 180° 剥离测试的粘合等级,该测试使用 PC 和 SEBS 基 TPE 材料,粘合等级超过 4.5 N/mm。
- 壁厚均匀性:硬质塑料基材的壁厚差不应超过0.5mm,以避免二次注塑成型过程中出现气泡或流痕,从而保证成型质量。
- 拔模角度:柔性塑料零件需要1.5° 至 2° 的拔模角度,以避免因过度摩擦而导致的泛白或撕裂。
DFM评估中容易被忽视的四个细节:
- 栅极位置:二次注入栅极不应放置在基板的薄弱处,因为这会造成冲击变形的风险。
- 排气系统:软塑料需要合适的模具排气通道,其深度需要在 0.01-0.03 毫米之间,以便有效排出空气,保持成型质量。
- 基材预干燥: PC 需要在 120°C 下干燥 4-6 小时,因为此过程会将水分含量降低到 0.02%,从而防止成型缺陷。
- 模具冷却:模具温度控制需要均匀的冷却水通道分布,因为该过程需要保持模具温度差在5°C 或以下,以减少产品翘曲。
想提前降低包覆成型生产风险?提交您产品的3D图纸,即可享受免费成本核算服务,清晰了解项目投资,确保项目顺利进行。
JS Precision案例研究:解决医疗器械外壳制造商的IP68密封问题
医疗器械外壳必须达到最严格的密封性和成品率标准。我们曾协助一家制造商,使其包覆成型工艺实现了IP68防水等级,该工艺此前多次尝试均未能成功制造出功能性手术器械手柄。
遇到的挑战:
客户要求其手术器械手柄(采用PC和TPE材料)达到IP68防水等级。工厂进行了六次试模,但所有试模均出现渗漏,导致50%的生产损失。粘合剂的粘合强度仅为1.2 N/mm ,未能达到要求的标准。
JS Precision的解决方案:
我们运用 DFM 评估来确定主要问题,并制定了具体的解决方案,使客户能够消除生产延误。
1. 材料升级:
现有的TPE材料无法与PC材料粘合。我们提出了一种材料解决方案,虽然成本会增加8%,但可以实现更好的粘合性能,并彻底解决泄漏问题。
2. 模具优化:
我公司将模具钢材从P20升级为S136H。设计团队开发了一种新的浇口系统,将焊缝线重新布置到不会影响性能的区域。为了解决空气滞留问题,团队还将排气通道扩大到0.025毫米。
3. 工艺参数:
新工艺要求模具温度严格控制在 110°C,同时保持熔体温度基准为 245°C ,注射速度不得超过 30 毫米/秒,以确保基材的热粘合和对准完整性。
最终结果:
优化后的产品质量得到了极大提升,完全满足医疗器械要求,同时降低了总体成本。
- 粘合强度:该值从 1.2 N/mm 提高到 4.5 N/mm,远远高于 3 N/mm 的要求,从而解决了剥离失效的问题。
- 防水性能: IP68 测试通过率从 50% 提高到 100%,没有泄漏,因此符合医疗器械标准。
- 产量:批量生产的产量百分比高达 99.5%,提高了 49.5 个百分点,这大大减少了废品损失。
- 成本:尽管单位材料成本略有上升,但总废料成本下降,导致单位总成本下降了 22%,每年节省了 15 万美元。
您的产品是否也面临包覆成型密封失效、良率低或其他问题?请联系 JS Precision,告诉我们您的产品痛点,我们将为您量身定制解决方案,复制医疗器械领域 IP68 密封外壳的卓越性能,并降低您的总体成本。

图 4:一组由 PC+TPE 制成的四件医疗工具手柄和小金属部件,展示在灰色表面上,展示了包覆成型的应用。
为什么选择 JS Precision 作为您的包覆成型服务合作伙伴?
除了上述几点之外,选择合适的包覆成型服务合作伙伴也至关重要。事实上,这有助于降低风险、减少成本并提高效率。JS Precision凭借 15 年的经验,提供从设计因素管理 (DFM) 到批量生产的全方位服务。
如果您选择我们,我们将通过 DFM 估算、高质量模具制造和自动化生产,保证从项目开始提供一体化支持,从而确保您获得稳定的质量、可控的成本和及时的交付。
JS Precision的核心技术能力:
- 经验丰富的 DFM 团队:提供详细的评估报告,包括 12 项主要审查,预见并消除风险,从而确保方法一次成功。
- 我们自己的模具车间:我们自己制造和维护模具,拥有最新的设备,可以达到0.01 毫米的精度,标准模具的交付时间为 30-35 天。
- 全自动化能力:量身定制的自动化解决方案,配备6 轴机器人和视觉定位设备,从而实现高效稳定的大规模生产,提高产能和一致性。
为什么选择 JS Precision 而不是价格更低的供应商?
- 长期成本更低:模具的初始报价可能高出 20%-30% ,但其使用寿命是低价模具的 5 倍以上,因此总体单位成本更有利。
- 降低风险:项目开发过程采用 DFM 和模流分析来检测潜在的项目延误和成型测试失败,从而有助于防止经济损失。
- 更稳定的质量: S136钢模具与自动化生产系统相结合,使CPK值保持在1.33以上,从而保证了产品的一致性,满足高端要求。
需要专业的包覆成型和嵌件成型服务报价?请提交您的产品3D图纸和具体要求。JS Precision的工程师将在24小时内提供DFM反馈和准确报价,并为项目实施提供全程支持。
常见问题解答
问题1:包覆成型与嵌件成型的主要区别是什么?
包覆成型是指在硬塑料基材上进行二次注塑成型,形成一层软塑料层,使产品具有柔软触感和密封性等特性;而嵌件成型则是用塑料包裹预制嵌件,以增强结构强度。
Q2:有什么迹象表明两种材料可以一起用于包覆成型?
可以根据SPI指南查询材料的相容性,或者进行180°剥离测试。当两种材料不相容时,它们无法形成化学键,导致粘合强度极低,只能通过物理固定的方式连接。
Q3:在嵌件成型中,对金属嵌件表面进行特殊处理是否必要?
金属嵌件需要预热、进行化学处理或添加机械锁定功能,以便与塑料牢固结合,并且嵌件保持固定,不会脱落或松动。
Q4:模具钢材如何影响包覆成型的质量?
S136钢模具具有非常好的抛光性,不粘,使用寿命可达一百万次循环;而P20钢模具容易磨损和粘连,这将导致非常高的维护成本和产品缺陷。
Q5:模流分析对于包覆成型项目有多重要?
这并非可选项。在注塑成型开始前,我们92%的案例中都能看到熔接线。气泡陷阱也很容易发现。浇口位置和循环时间会根据模拟结果进行调整。无需试模意味着不会出现模具报废的情况。大批量生产可节省高达40%的成本。
Q6:如何降低嵌件成型中嵌件放置的人工成本?
我们的系统采用振动送料器和机械臂,物料装载和定位自动完成,工人无需接触每个零件,缺陷率降低35%,工时减少一半。
Q7:JS Precision能够处理的包覆成型项目有多复杂?
我们采用三种材料同时进行多层配色。嵌件的放置精度达到微米级。IP68 防护等级的密封件是设计的一部分。我们的客户涵盖医疗、汽车和航空航天等行业。
Q8:如何从 JS Precision 获取我产品的专业报价?
请以 STEP 格式发送您的 3D 图纸。我们的团队会在 24 小时内审核 DFM 问题。我们会在当天结束前给您提供清晰的报价。
概括
决定采用包覆成型还是嵌件成型的主要因素是,看哪种方案能够满足您的产品功能、生产规模和成本要求。
如果选对了,就可以避免潜在的问题,提高工作效率;如果选错了,可能会导致项目延期,错失良机。
选择合适的材料、确保模具精度、采用自动化流程以及进行面向制造的设计 (DFM) 评估,是决定项目成败的四大支柱。凭借15年的经验, JS Precision 可以帮助您改进整个运营流程、降低成本并避免错误。
不要让密封件问题和高昂的试错成本拖垮您。联系 JS Precision ,上传您的 3D 文件,进行免费的 DFM 评估,并获取报价,同时打造一套稳健的注塑成型解决方案。

免责声明
本页面内容仅供参考。JS Precision Services对信息的准确性、完整性或有效性不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商会通过 JS Precision 网络提供性能参数、几何公差、具体设计特性、材料质量和类型或工艺。买方有责任索取零件报价并明确各部分的具体要求。请联系我们了解更多信息。
JS 精准团队
JS Precision是一家行业领先的公司,专注于定制制造解决方案。我们拥有超过20年的经验,服务过5000多家客户,专注于高精度CNC加工、钣金制造、 3D打印、注塑成型、金属冲压以及其他一站式制造服务。
我们工厂拥有超过100台最先进的五轴加工中心,并通过了ISO 9001:2015认证。我们为全球150多个国家和地区的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能在24小时内以最快的速度满足您的需求。选择JS Precision,意味着选择高效、优质和专业。
欲了解更多信息,请访问我们的网站: www.cncprotolabs.com
资源

