

Umspritzen vs. Einlegetechnik – diese beiden scheinbar ähnlichen Spritzgießverfahren stellen Produktentwickler oft vor ein Dilemma.
Hatten Sie schon einmal hohe Kosten durch Kundenreklamationen aufgrund von Produktversiegelungsfehlern? Sind Sie unentschlossen zwischen diesen beiden Verfahren und befürchten, dass die Wahl der falschen Lösung zu Ausschuss in den Formen und Projektverzögerungen führen könnte?
Wenn die Verbindung zwischen Weich- und Hartkleber zu einer Schwachstelle in der Produktzuverlässigkeit wird, ist das Verständnis des zugrunde liegenden Prozesses und der Materialwissenschaft weitaus wirtschaftlicher als das Ausprobieren nach dem Prinzip „Versuch und Irrtum“.
Kernantwortübersicht
| Kernvergleichsdimensionen | Umspritzen | Einlegeleiste |
| Bindungsmechanismus | Vorwiegend chemische/thermische Bindung, basierend auf der Materialverträglichkeit. | Vorwiegend chemische/thermische Bindung, basierend auf der Materialverträglichkeit. |
| Anwendbare Szenarien | Werkzeuge mit verbesserter Griffigkeit oder Wasserbeständigkeit nutzen Klebeverbindungen. | Strukturelle Verbesserungen wie Metallgewinde oder Sensoren gehen mit einer physischen Einbettung einher. |
| Kostenstruktur | Hohe Werkzeugkosten (präzise Konstruktion erforderlich), moderate Kosten pro Stück. | Die Kosten für eingebettete Komponenten sind hoch (Material + Platzierung), und es besteht ein großes Automatisierungspotenzial. |
| Kernrisiken | Es kommt zu Ablösungen, Dichtungen werden undicht, Teile verschieben sich falsch. | Die Einsätze rutschen heraus, die Platzierung ist ungenau, es sammelt sich zu viel Klebstoff an. |
Wichtigste Schlussfolgerungen:
- Die Materialien bilden im Wesentlichen die Grundlage:
Bei der chemischen Bindung muss die Materialverträglichkeit berücksichtigt werden; andernfalls muss auf mechanische Verzahnung zurückgegriffen werden. Anders ausgedrückt: Die Wahl der falschen Materialkombination macht selbst sorgfältigste Verarbeitungsmethoden unmöglich, um eine feste Verbindung zu erzielen.
- Die Präzision hängt stark von der Form ab:
Produktausbeute und Werkzeugstandzeit sind die beiden Aspekte, die direkt vom Werkzeugstahl und der Werkzeugflussanalyse beeinflusst werden. Daher kann der Einsatz eines hochwertigen Werkzeugs dazu beitragen, Wartungskosten und Ausschuss im Laufe der Zeit zu reduzieren.
- Die Automatisierung ermöglicht Kostensenkungen:
Durch manuelle Einlegetechnik, automatisierte Produktionslinien und ähnliche Betriebsmethoden lassen sich die Stückkosten deutlich senken. Sie erzielen eine stabilere Produktionskapazität und eine verbesserte Preissetzungsmacht.
- Ein erfahrener DFM ist eine sichere Sache:
Die Beurteilung der Herstellbarkeit eines Produkts vor Projektbeginn ist ein sehr effektiver Weg , potenzielle Produktionsrisiken um über 80 % zu reduzieren. Dadurch werden Projektlaufzeiten verkürzt und die zusätzlichen Kosten für fehlgeschlagene Probeformungen vermieden.
Wie wählt man das richtige Verfahren? Die Expertise von JS Precision im Bereich Umspritzen vs. Einlegetechnik
Bei der Wahl zwischen Umspritzen und Einlegetechnik fehlt es vielen anspruchsvollen Kunden an professioneller Beratung. Sie versuchen wiederholt verschiedene Formen, erzielen aber nicht die erwarteten Ergebnisse, was letztendlich zu hohen Kosten durch Formenverschwendung und Projektverzögerungen führt.
Dank der 15-jährigen praktischen Erfahrung von JS Precision in diesen beiden Prozessbereichen vermeiden Sie die Risiken von Probeformungen und senken Ihre Produktionskosten. Diese Erfahrung basiert auf der Betreuung anspruchsvoller Kunden aus verschiedenen Branchen wie dem Gesundheitswesen, der Automobilindustrie und der Herstellung von Smart Wearables.
Sie können sich beispielsweise den Fall eines von uns betreuten Kunden ansehen: Ein Automobilzulieferer stand vor dem Problem der Verschiebung von Spritzgussteilen. Der Kunde platzierte die Einsätze zunächst manuell, was zu einer Ausschussquote von bis zu 8 % und einem monatlichen Verlust von über 50.000 US-Dollar führte.
Durch die Anpassung eines automatisierten eingebetteten Platzierungssystems und die Optimierung des Werkzeugdesigns mittels Werkzeugflussanalyse erzielen Sie die gleichen Ergebnisse – die Ausschussrate kann auf 0,3 % reduziert werden, wodurch monatliche Kosten in Höhe von 48.500 US-Dollar eingespart werden.
Ein anderer Kunde berichtete von einer Reklamationsquote von 12 % aufgrund von Mängeln an der Umspritzung. Durch die Optimierung der Materialverträglichkeit und die Verbesserung der Werkzeugstruktur lässt sich die Reklamationsquote Ihres Produkts auf unter 0,5 % senken und so die Markenreputation deutlich steigern.
Unsere Lösung entspricht strikt der Norm ASTM D903-17 für Schältests, um die Einhaltung der Standards für die Klebkraft zu gewährleisten und so die Qualität Ihres Produkts zu sichern. Die Wahl eines professionellen Partners kann Ihnen helfen, Umwege bei der Prozessauswahl zu vermeiden und mehr Energie in die Produktforschung und -entwicklung zu investieren.
Wenn Sie sich bei der Wahl zwischen Umspritzen und Einlegetechnik unsicher sind, kontaktieren Sie uns, um unsere Fallstudien zu Umspritzen und Einlegetechnik einzusehen. So können Sie schnell die optimale Verfahrenslösung ermitteln, Risiken von Probeformverfahren vermeiden und Zeit und Kosten sparen.
Umspritzen vs. Einlegetechnik: Welches Verfahren ist besser für Ihr Produkt geeignet?
Die Entscheidung zwischen Umspritzen und Einlegetechnik hängt hauptsächlich von der Produktfunktion, dem Produktionsvolumen und den Kosten ab. Wählen Sie das Verfahren, das Ihnen eine weiche, wasserdichte Oberfläche oder Metalleinsätze ermöglicht.
Funktionell betrachtet: Haptik und Aussehen vs. Struktur und Funktion
Das Umspritzen eignet sich hervorragend für Produkte, die eine weiche, rutschfeste Oberfläche benötigen oder zweifarbig sind. Neben der optischen Verbesserung führt es auch zu einer besseren Dichtungsleistung und einem optimierten Benutzererlebnis , wodurch das Produkt wettbewerbsfähiger wird.
Das Einlegeverfahren eignet sich hingegen für Produkte, die eingebettete Metallgewinde, leitfähige Bleche usw. benötigen. Darüber hinaus ermöglicht es eine sehr starke Verbindung zwischen Metall und Kunststoff , was für die Erfüllung komplexer Betriebsbedingungen unerlässlich ist.
Aus Sicht von Produktionsvolumen und Kostenstruktur: Stückkosten vs. Werkzeugamortisation
Die Kostenstrukturen der beiden Verfahren unterscheiden sich erheblich und müssen im Zusammenhang mit dem Produktionsvolumen beurteilt werden. Nachfolgend finden Sie konkrete Daten zum Kostenvergleich:
| Produktionsvolumen (jährlich) | Kosten der Umspritzform (USD) | Umspritzung Stückkosten (USD) | Kosten der Einlegeform (USD) | Kosten pro Spritzgusseinheit (USD) |
| Unter 100.000 Einheiten | 15.000-25.000 | 0,8-1,2 | 8.000-15.000 | 1.1-1.5 |
| 100.000-500.000 Einheiten | 15.000-25.000 | 0,5-0,8 | 8.000-15.000 | 0,7-1,0 |
| 500.000-1.000.000 Einheiten | 20.000-30.000 | 0,3-0,5 | 10.000-18.000 | 0,4-0,6 |
| Über 1.000.000 Einheiten | 25.000-35.000 | 0,2-0,3 | 12000-20000 | 0,25-0,4 |
Darüber hinaus sind Umspritzformen 30 bis 50 % teurer als Einlegeformen und lohnen sich nur bei mittleren bis hohen Losgrößen. Bei einer Jahresproduktion von mehr als 500.000 Einheiten kann die Kombination von Automatisierung und Einlegetechnik die Stückkosten um 15 bis 25 % senken.

Abbildung 1: Eine Infografik im direkten Vergleich, die die Vorteile und Anwendungsbereiche des Insert Molding (links, mit Klebstoffflasche) und des Overmolding (rechts, mit farbigen Kugeln) unter dem Pioneer Plastics-Logo gegenüberstellt.
Einlegeformverfahren vs. Umspritzen: Wie trifft man die endgültige Entscheidung anhand von Indikatoren für die Klebefestigkeit?
Die Klebekraft ist der entscheidende Faktor bei der Entscheidung zwischen Einlege- und Umspritzen.
Die Ergebnisse des Schältests sind das Wichtigste, die Kompatibilität sollte anhand der entsprechenden Normen beurteilt werden.
Wie erhält man verlässliche Daten zur Klebkraft?
Der Test umfasst einen 180°-Schältest gemäß ISO 8510-2 . Die Probenbreite beträgt 25 mm, die Schälgeschwindigkeit 50 mm/min. Der angegebene Wert ist der Mittelwert aus fünf Messungen mit einer Standardabweichung von 0,2 N/mm. Folgende Referenzstandards werden verwendet:
| Prozesstyp | Materialkombination | Ideale Haftfestigkeit (N/mm) | Akzeptable Haftfestigkeit (N/mm) | Unzulässige Haftfestigkeit (N/mm) |
| Umspritzen | PC+TPE | ≥3,5 | 2,0-3,4 | <2,0 |
| Umspritzen | PC/ABS+TPE | ≥3,2 | 1.8-3.1 | <1,8 |
| Einlegeleiste | Kunststoff + Metalleinsatz | ≥1,5 | 1,0-1,4 | <1,0 |
| Einlegeleiste | Kunststoff + Keramikeinsatz | ≥1,2 | 0,8-1,1 | <0,8 |
Die optimale chemische Haftfestigkeit beim Umspritzen sollte 3,5 N/mm betragen. Liegt der Wert unter 2,0 N/mm, muss die Materialkombination überdacht oder eine mechanische Verzahnung hinzugefügt werden, da sich das Produkt sonst leicht ablöst.
Wenn ein Schältest fehlschlägt, liegt das an einem Materialproblem oder an einem Problem mit den Prozessparametern?
- Materialfrage:
Prüfen Sie die SPI-Kompatibilitätsbewertung sowohl starrer als auch flexibler Kunststoffe. Nur kompatible Materialien bilden chemische Bindungen, die zu einer signifikanten Haftfestigkeit führen. Beispielsweise lässt sich PP mit keinem flexiblen Kunststoff verbinden.
- Problem mit Prozessparametern:
Für das Sekundärspritzgießen sollte die Schmelztemperatur des TPE 20-30°C höher sein als die Wärmeformbeständigkeitstemperatur des Hartplastiks, damit eine tiefe Wärmeverschmelzung erreicht werden kann, da andernfalls eine effektive Wärmeverschmelzung möglicherweise nicht erreicht wird.
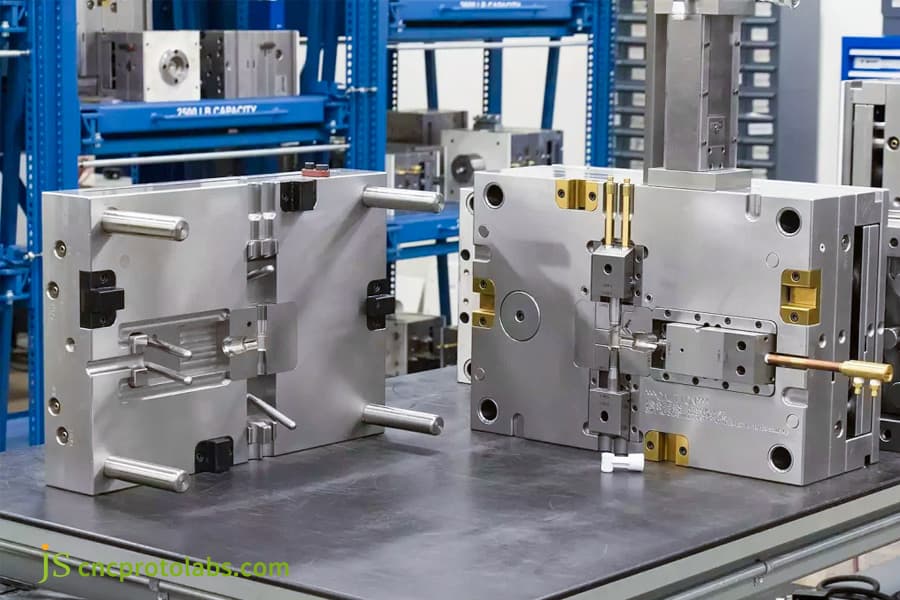
Abbildung 2: Zwei robuste Metallspritzgussformen, die nebeneinander auf einer Werkbank platziert sind, mit blauen Lagerregalen im Hintergrund, veranschaulichen die Werkzeuge für Einlege- und Umspritzverfahren.
Umspritzen und Einlegetechnik: Welches Verfahren kann Dichtungsprobleme wirklich lösen?
Sowohl Umspritzen als auch Einlegetechnik können als Dichtungstechniken eingesetzt werden. Allerdings reicht eine einzelne Technik allein nicht aus, um die Schutzart IP68 zu gewährleisten. Daher ist die Kombination beider Verfahren erforderlich, um ein System aus „flexibler Kunststoffdichtung und starrem Kunststoffgerüst“ zu schaffen.
Warum tritt beim Umspritzen von Kunststoffen an der Grenzfläche zwischen starren und flexiblen Kunststoffen häufig eine Undichtigkeit auf, wenn die Wasserdichtigkeitsanforderungen gemäß IP68 erfüllt werden sollen?
- Mängel im Interface-Design:
Die Kriechhöhe ist nicht ausreichend ( ≥ 2 mm werden empfohlen ), damit die Wassermoleküle durch Kapillarwirkung eindringen können. Gleichzeitig sollte die Kompression des flexiblen Kunststoffs auf 0,2–0,4 mm begrenzt werden.
- Fehlende Formfüllanalyse:
Dies kann zur Bildung von Schweißnähten an der Grenzfläche zwischen weichem und hartem Gummi führen, die Schwachstellen darstellen. Tatsächlich kann eine Formfüllanalyse das Leckagerisiko um über 40 % senken.
Vergleich zweier typischer Dichtungsstruktur-Designs
| Schemaart | Kernprinzip | Materialbedarf | Wasserdichtigkeit | Kostenauswirkungen |
| Reine Umspritzungsdichtung | Beruht auf der chemischen Bindung zwischen weichem und hartem Gummi | Extrem hohe Materialverträglichkeit | Mittel (erfordert eine Schälfestigkeit von ≥3,5 N/mm) | Niedrig (kein zusätzlicher Montageprozess) |
| Einlegeformteil + Dichtungsringstruktur | Physikalische Kompressionsdichtung | Keine strengen Kompatibilitätsanforderungen | Hoch (IP68-Erfolgsrate ≥ 99 %) | Hoch (erhöhter Montageprozess) |
Eine perfekte Materialverträglichkeit kann nicht garantiert werden. Für reine Umspritzdichtungen ist wahrscheinlich eine Schälfestigkeit von 3,5 N/mm erforderlich. Das Einspritzverfahren mit Dichtungsring nutzt Kompression und ist daher zuverlässiger – erfordert jedoch zusätzliche Montageschritte.
Wenn Sie Anforderungen an die Wasserdichtigkeit gemäß IP68 haben, können Sie Ihre 3D-Zeichnungen des Produkts einreichen . JS Precision entwickelt für Sie kostenlos eine maßgeschneiderte Umspritzungsdichtungslösung, die Leckageprobleme präzise löst, die Einhaltung der Wasserdichtigkeitsstandards gewährleistet und Ihnen unnötige Folgeversuche erspart.
Spritzgießverfahren mit Umspritzung: Wie lassen sich die Spritzgießparameter optimieren, um teuren Formausschuss zu vermeiden?
Die Einspritzparameter des Umspritzverfahrens beeinflussen direkt die Produktqualität und die Werkzeugstandzeit. Durch Optimierung von Einspritzgeschwindigkeit, Nachdruck und Werkzeugtemperatur lässt sich Werkzeugausschuss vermeiden.
Warum kommt es bei der Sekundärinjektion zu einer Fehlausrichtung des geschmolzenen Kunststoffs in einem harten Kunststoffsubstrat?
Eine Erhöhung der Einspritzgeschwindigkeit führt zu einer plötzlichen Aufprallkraft, die die Haltekraft des Substrats übersteigen kann ( Druck > 50 MPa bei 80 mm/s ). Durch Verringern der Geschwindigkeit auf 20–40 mm/s und einen Druck an der Schmelzfront von < 30 MPa lässt sich dieses Problem beheben.
Synergistische Optimierung der Formtemperatur und der Materialtemperatur
- Formtemperaturkontrolle: Durch Erhöhung der Formtemperatur des Hartkunststoffsubstrats auf 90-110°C wird die thermische Bindung aktiviert, die thermische Spannung verringert , die Haftfestigkeit erhöht und es kommt zu weniger Produktfehlern.
- Materialtemperaturkontrolle: Die Schmelztemperatur von Weichkunststoffen sollte etwa ±10 °C vom vom Hersteller empfohlenen Maximalbereich abweichen. Zu niedrige Temperaturen führen zu einer unpraktisch geringen Haftung, während zu hohe Temperaturen zum Materialzerfall führen.
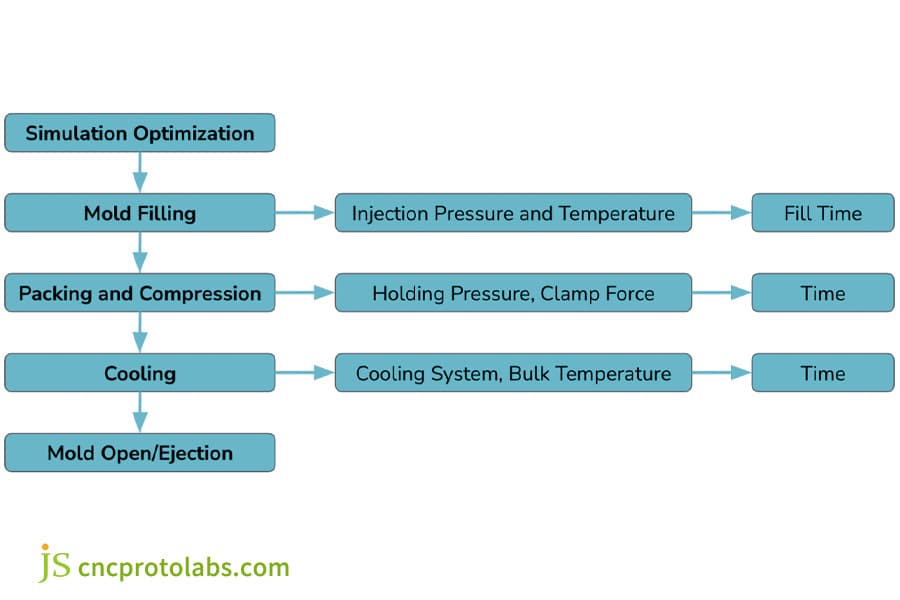
Abbildung 3: Ein Flussdiagramm, das die einzelnen Phasen des Umspritzverfahrens detailliert darstellt: Simulation, Formfüllung, Nachdruck, Kühlung und Auswerfen, mit den zugehörigen Parametern.
Vergleich der kundenspezifischen Umspritzdienstleistungen: Worin liegt der zehnfache Unterschied bei den Angeboten der Anbieter?
Im Vergleich von Anbietern für kundenspezifisches Umspritzen können die Preise um das Zehnfache variieren. Wesentliche Unterschiede ergeben sich aus der Werkzeugqualität, der Risikominimierung und dem Automatisierungsgrad. Niedrige Preise bergen oft versteckte hohe Kosten.
Beim Vergleich von Anbietern sollten Sie drei wichtige Punkte beachten:
- Formstahl: Wählen Sie S136 (HRC 48–52, Lebensdauer 5–8-mal höher als bei P20) anstelle von P20. S136 bietet Korrosionsschutz bei gleichzeitiger Beibehaltung der Antihafteigenschaften und verlängerter Produktlebensdauer.
- Mold Flow Analyse: Für den Projektstart ist es erforderlich, dass professionelle Lieferanten ihre Berichte vorlegen, welche die besten Einspritzpunkte und Kühlsysteme identifizieren und gleichzeitig potenzielle Probleme mit der Füll- und Schweißnahtentwicklung vorhersagen.
- Platzierung von Einfügungen: Die automatisierten Roboterarme können Objekte mit einer Genauigkeit von ±0,02 mm positionieren, was die Genauigkeit der manuellen Platzierungsmethode von ±0,1 mm übertrifft und somit Vorteile durch verbesserte Effizienz und höhere Genauigkeit bietet.
Vergleich der versteckten Kosten: Schimmelinstandhaltung und Ausfallzeiten
Kostengünstige Formen werden nach 50.000 Chargen unbrauchbar, da sie an Oberflächen haften bleiben, wodurch die Betriebseffizienz auf unter 60 % sinkt. S136-Stahl mit Nanobeschichtung hingegen ermöglicht die kontinuierliche Produktion von 500.000 Formen ohne Ausfälle. Der Prozess erzielt dabei eine Betriebseffizienz von über 85 %.
Einlegeform vs. Umspritzen: Wie lassen sich die Kosten einzelner Teile in der automatisierten Produktion senken?
Bei der automatisierten Fertigung ist die Kostenreduzierung durch das Einlegewerkzeug im Vergleich zum Umspritzen deutlich größer, da sich dadurch die Einsetzzeit der Einsätze erheblich verkürzen, die Produktionskapazität erhöhen und die Kosten pro Stück senken lassen.
Wie verändert die Automatisierung die Kostenformel für das Einlegeverfahren?
- Arbeitskosten: Die automatisierte Fertigung mit Einsatzformen ermöglicht eine Reduzierung der Arbeitskosten um mehr als 70 %. Bei Projekten mit einer Jahresproduktion von 1 Million Einheiten entspricht dies jährlichen Einsparungen von 300.000 bis 500.000 US-Dollar an Arbeitskosten.
- Ertragssteigerung: Die hochpräzise automatische Platzierungsgenauigkeit von 0,02 mm reduziert die Ausschussrate aufgrund von Fehlausrichtungen der Einsätze signifikant von 5 % auf unter 0,5 % und minimiert so die Verluste.
Automatisierungsherausforderungen und -lösungen beim Umspritzen
- Herausforderung: Die sekundäre Positionierung starrer Kunststoffsubstrate führt aufgrund von Verformungen oder Dimensionsschwankungen zu Beschädigungen und Überdosierung von Klebstoff.
- Lösung: Online-Sichtprüfung (Genauigkeit 0,05 mm) zur Aussortierung minderwertiger Substrate.
Welche wichtigen DFM-Bewertungen sind in professionellen Umspritzungsdienstleistungen enthalten?
Professionelle Umspritzungsdienstleistungen DFM-Bewertung, die Produktionsrisiken identifiziert BFM-Bewertung ermöglicht es JS Precision, Bewertungsberichte innerhalb von 3 Werktagen zu erstellen.
Der DFM-Bericht enthält drei Hauptelemente, die einer Bewertung bedürfen:
- Die Materialkompatibilitätsmatrix erstellt Berichte, die die Haftungsbewertungen von starren und flexiblen Kunststoffen durch 180°-Schältests aufzeigen. Dabei werden PC- und SEBS-basierte TPE-Materialien verwendet, die 4,5 N/mm überschreiten.
- Gleichmäßige Wandstärke: Der Unterschied in der Wandstärke von starren Kunststoffsubstraten sollte 0,5 mm nicht überschreiten, um Lufteinschlüsse oder Fließmarken beim sekundären Spritzgießen zu vermeiden und so die Formqualität zu gewährleisten.
- Entformungswinkel: Flexible Kunststoffteile benötigen einen Entformungswinkel im Bereich von 1,5° bis 2°, um ein Weißwerden oder Einreißen aufgrund übermäßiger Reibung zu vermeiden.
Vier leicht zu übersehende Details bei der DFM-Bewertung:
- Angussposition: Der sekundäre Anguss sollte nicht an Schwachstellen des Substrats platziert werden, da dies die Gefahr einer Verformung durch den Aufprall birgt.
- Entlüftungssystem: Weiche Kunststoffe benötigen geeignete Formentlüftungskanäle mit einer Tiefe zwischen 0,01 und 0,03 mm, um eine effektive Luftabfuhr zu gewährleisten und die Formqualität zu erhalten.
- Substrat-Vortrocknung: PC muss 4-6 Stunden lang bei 120°C getrocknet werden, da dieser Prozess den Feuchtigkeitsgehalt auf 0,02% senkt und so Formfehler verhindert .
- Formkühlung: Für eine gleichmäßige Temperaturregelung der Form ist eine gleichmäßige Verteilung des Kühlwassers in den Kanälen erforderlich, da bei diesem Prozess Temperaturdifferenzen in der Form von 5°C oder weniger eingehalten werden müssen, um den Verzug des Produkts zu verringern.
Möchten Sie die Produktionsrisiken beim Umspritzen im Vorfeld minimieren? Reichen Sie die 3D-Zeichnungen Ihres Produkts ein und nutzen Sie unsere kostenlosen Kostenrechnungsdienste, um die Projektinvestitionen klar zu verstehen und einen reibungslosen Projektfortschritt sicherzustellen.
JS Precision Fallstudie: Lösung von IP68-Dichtungsproblemen für Hersteller von Gehäusen für medizinische Geräte
Gehäuse für medizinische Geräte müssen höchste Dichtheits- und Ausbeutestandards erfüllen. Wir unterstützten einen Hersteller bei der Erreichung der IP68-Wasserdichtigkeit für sein Umspritzverfahren, mit dem zuvor trotz mehrerer Versuche keine funktionsfähigen Griffe für chirurgische Instrumente hergestellt werden konnten.
Aufgetretene Herausforderungen:
Der Kunde benötigte für seine chirurgischen Instrumentengriffe aus Polycarbonat (PC) und TPE die Schutzart IP68. Sechs Probeformteile führten zu Produktionsausfällen von 50 %, da alle Formteile undicht waren. Die Haftfestigkeit von 1,2 N/mm² entsprach nicht den Anforderungen.
Die Lösung von JS Precision:
Mithilfe der DFM-Analyse identifizierten wir das Hauptproblem und entwickelten eine spezifische Lösung, die es dem Kunden ermöglicht, seine Produktionsverzögerungen zu beseitigen.
1. Materialverbesserung:
Das bisherige TPE-Material ließ sich nicht mit dem PC-Material verbinden. Wir schlugen eine Materiallösung vor, die die Kosten um 8 % erhöhen würde, aber eine bessere Haftungsleistung erzielen und gleichzeitig jegliche Leckage an der Problemstelle abdichten würde.
2. Optimierung der Form:
Unser Unternehmen hat den verwendeten Formstahl von P20 auf S136H umgestellt. Das Konstruktionsteam entwickelte ein neues Anguss-System, das die Schweißnähte in Bereiche verlegt, die die Leistung nicht beeinträchtigen. Um das Problem eingeschlossener Luft zu beheben, wurden die Entlüftungskanäle auf 0,025 mm erweitert.
3. Prozessparameter:
Das neue Verfahren erforderte strenge Formtemperaturen von 110°C bei gleichzeitiger Einhaltung einer Schmelztemperatur von 245°C und einer Einspritzgeschwindigkeit von maximal 30 mm/s, um eine ordnungsgemäße thermische Verbindung des Substrats und eine korrekte Ausrichtung zu gewährleisten.
Endergebnisse:
Die optimierte Produktqualität wurde drastisch verbessert und erfüllte vollumfänglich die Anforderungen an Medizinprodukte ; zudem wurden die Gesamtkosten gesenkt.
- Haftfestigkeit: Der Wert wurde von 1,2 N/mm auf 4,5 N/mm erhöht, was deutlich über der Anforderung von 3 N/mm liegt, wodurch das Problem des Ablösens beseitigt wird.
- Wasserdichtigkeitsleistung: Die Erfolgsquote beim IP68-Test stieg von 50 % auf 100 %, ohne dass Leckagen auftraten, und entsprach somit den Standards für medizinische Geräte .
- Ausbeute: Die Ausbeute in der Massenproduktion lag bei 99,5 %, ein Anstieg um 49,5 Prozentpunkte, was wesentlich zur Reduzierung von Ausschussverlusten beitrug.
- Kosten: Obwohl die Materialkosten pro Einheit etwas gestiegen sind, sind die gesamten Ausschusskosten gesunken, was zu einer Senkung der Gesamtkosten pro Einheit um 22 % und einer jährlichen Einsparung von 150.000 US-Dollar geführt hat.
Haben Ihre Produkte ebenfalls mit Problemen wie Dichtungsfehlern beim Umspritzen, geringer Ausbeute oder anderen Schwierigkeiten zu kämpfen? Kontaktieren Sie JS Precision und schildern Sie uns Ihre Probleme. Wir entwickeln eine maßgeschneiderte Lösung für Sie, die die hervorragenden Ergebnisse erfolgreicher IP68-Dichtungen in Medizinprodukten reproduziert und gleichzeitig die Gesamtkosten senkt.

Abbildung 4: Eine Anordnung von vier Griffen für medizinische Instrumente und kleinen Metallkomponenten aus PC+TPE, dargestellt auf einer grauen Oberfläche, zur Veranschaulichung der Anwendung des Umspritzverfahrens.
Warum sollten Sie JS Precision als Ihren Partner für Umspritzdienstleistungen wählen?
Neben den oben genannten Punkten ist die Wahl des richtigen Partners für Umspritzdienstleistungen von entscheidender Bedeutung. Sie trägt dazu bei, Risiken zu minimieren, Kosten zu senken und die Effizienz zu steigern. JS Precision bietet mit 15 Jahren Erfahrung Design Factor Management (DFM) bis hin zur Serienproduktion an.
Wenn Sie sich für uns entscheiden, garantieren wir Ihnen durch DFM-Schätzung, hochwertigen Formenbau und automatisierte Produktion eine umfassende Projektbetreuung, die Ihnen gleichbleibende Qualität, kontrollierbare Kosten und pünktliche Lieferung gewährleistet.
Die technischen Kernkompetenzen von JS Precision:
- Erfahrenes DFM-Team: Liefert detaillierte Bewertungsberichte, die aus 12 Hauptprüfungen bestehen, Risiken vorhersehen und beseitigen und so sicherstellen, dass die Methode von Anfang an richtig ist.
- Eigene Formenbauwerkstatt: Wir fertigen und warten die Formen selbst, verfügen über modernste Ausrüstung und erreichen eine Präzision von 0,01 mm . Die Lieferzeit für Standardformen beträgt 30-35 Tage.
- Vollautomatisierte Fähigkeiten: Maßgeschneiderte Automatisierungslösungen mit 6-Achs-Robotern und Bildverarbeitungspositionierung gehören zur Ausstattung und ermöglichen so eine effiziente und stabile Massenproduktion sowie eine Steigerung der Kapazität und Konsistenz.
Warum sollte man sich für JS Precision und nicht für einen günstigeren Anbieter entscheiden?
- Niedrigere langfristige Kosten: Die anfänglichen Angebotspreise für Formen können 20-30 % höher sein, aber die Lebensdauer ist mehr als 5-mal so hoch wie bei günstigeren Formen, was zu insgesamt günstigeren Stückkosten führt.
- Geringeres Risiko: Im Projektentwicklungsprozess werden DFM- und Formfüllanalysen eingesetzt, um potenzielle Projektverzögerungen und Formprüfungsfehler zu erkennen und so finanzielle Verluste zu vermeiden.
- Stabilere Qualität: S136-Stahlformen in Kombination mit automatisierten Produktionssystemen gewährleisten einen CPK-Wert über 1,33, was eine Produktkonsistenz sicherstellt, die höchsten Ansprüchen genügt.
Benötigen Sie ein Angebot für Umspritz- und Einlegetechnik? Senden Sie uns Ihre 3D-Produktzeichnungen und Ihre spezifischen Anforderungen. Die Ingenieure von JS Precision erstellen Ihnen innerhalb von 24 Stunden ein präzises Angebot und geben Ihnen Feedback zum Design for Manufacturing (DFM). Wir unterstützen Sie umfassend bei der Projektumsetzung.
Häufig gestellte Fragen
Frage 1: Was unterscheidet das Umspritzen hauptsächlich vom Einlegeverfahren?
Beim Umspritzen wird eine weiche Kunststoffschicht über ein hartes Kunststoffsubstrat spritzgegossen, um dem Produkt Eigenschaften wie Soft-Touch und Dichtigkeit zu verleihen. Beim Einlegeverfahren hingegen werden vorgefertigte Einsätze mit Kunststoff umschlossen, um die strukturelle Festigkeit zu erhöhen.
Frage 2: Woran erkennt man, dass zwei Materialien beim Umspritzen zusammen verwendet werden können?
Die Materialverträglichkeit lässt sich anhand des SPI-Leitfadens oder durch den 180°-Schältest ermitteln. Sind zwei Materialien nicht kompatibel, kann keine chemische Bindung entstehen, was zu einer sehr geringen Haftfestigkeit führt. Die einzige Möglichkeit der Verbindung besteht dann in einer physikalischen Fixierung.
Frage 3: Ist eine spezielle Vorbehandlung der Oberfläche des Metalleinsatzes beim Insert Molding erforderlich?
Metalleinsätze müssen vorgeheizt, chemisch behandelt oder mit einer mechanischen Verriegelung versehen werden, damit sie sich fest mit dem Kunststoff verbinden und der Einsatz sicher sitzt und nicht abfällt oder sich lockert.
Frage 4: Wie beeinflusst der Formstahl die Qualität des Umspritzens?
Formen aus S136-Stahl sind sehr gut polierbar, antihaftbeschichtet und erreichen eine Lebensdauer von bis zu einer Million Zyklen. P20-Stahl hingegen neigt zu Verschleiß und Anhaften, was zu sehr hohen Wartungskosten und Produktfehlern führt.
Frage 5: Wie wichtig ist die Formfüllanalyse für Umspritzprojekte?
Es ist unerlässlich. In 92 % der Fälle erkennen wir Schweißnähte bereits vor dem Spritzgießen. Auch Lufteinschlüsse treten frühzeitig auf. Angussplatzierung und Zykluszeiten werden anhand von Simulationen angepasst. Keine Probeläufe bedeuten keine Ausschussteile. Bei großen Serien erzielen wir Kosteneinsparungen von bis zu 40 %.
Frage 6: Wie lassen sich die Arbeitskosten für das Einlegen von Einsätzen beim Einlegeverfahren reduzieren?
Unser System nutzt Vibrationsförderer und Roboterarme. Materialzufuhr und -positionierung erfolgen vollautomatisch. Die einzelnen Teile müssen nicht mehr manuell bearbeitet werden. Die Fehlerquote sinkt um 35 %. Der Arbeitsaufwand halbiert sich.
Frage 7: Wie komplex sind die Umspritzprojekte, die JS Precision bewältigen kann?
Wir verarbeiten drei Materialarten gleichzeitig in mehreren Farbschichten. Einsätze werden mikrometergenau platziert. IP68-Dichtungen sind in die Konstruktion integriert. Zu unseren Kunden zählen Unternehmen aus der Medizin-, Automobil- und Luft- und Raumfahrtindustrie.
Frage 8: Wie kann ich von JS Precision ein professionelles Angebot für mein Produkt erhalten?
Senden Sie uns Ihre 3D-Zeichnungen im STEP-Format. Unser Team prüft DFM-Fragen innerhalb von 24 Stunden. Sie erhalten noch am selben Tag ein transparentes Preisangebot.
Zusammenfassung
Der wichtigste Faktor bei der Entscheidung zwischen Umspritzen und Einlegetechnik ist, welche der beiden Optionen am besten zu Ihren Produktfunktionen, Ihrem Produktionsvolumen und Ihren Kosten passt.
Wenn Sie die richtige Option wählen, können Sie potenzielle Probleme umgehen und Ihre Arbeit effizienter gestalten; wählen Sie die falsche Option, kann es zu Projektverzögerungen und verpassten Gelegenheiten kommen.
Die richtige Materialauswahl, präzise Werkzeugherstellung, automatisierte Prozesse und die Bewertung des Design for Manufacturing (DFM) sind die vier Säulen, die über Erfolg oder Misserfolg eines Projekts entscheiden. Mit 15 Jahren Erfahrung unterstützt JS Precision Sie dabei, Ihre gesamten Abläufe zu optimieren, Kosten zu senken und Fehler zu vermeiden.
Lassen Sie sich nicht von Dichtungsproblemen und hohen Kosten durch Ausprobieren entmutigen. Kontaktieren Sie JS Precision , laden Sie Ihre 3D-Dateien hoch, führen Sie eine kostenlose DFM-Analyse durch und erhalten Sie ein Angebot für eine robuste Spritzgusslösung.

Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. JS Precision Services übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das JS Precision Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitungsqualität bereitstellt. Es liegt in der Verantwortung des Käufers , ein Teileangebot anzufordern und die spezifischen Anforderungen für diese Abschnitte zu ermitteln. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision Team
JS Precision ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unser Schwerpunkt liegt auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Mit JS Precision entscheiden Sie sich für Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.cncprotolabs.com
Ressource

