

TPEオーバーモールディングは、複雑な部品の機能面および触感に関する問題を解決するための重要な手法です。TPEオーバーモールディングでは化学結合が重要な役割を果たし、必要な界面結合強度は5 N/mm以上でなければなりません。
金型の補正は、1.5%~3%の2倍の収縮率を考慮して行う必要があります。特注配合は過酷な作業条件にも対応可能であり、加工工程を組み合わせることで、組み立てコストを20%~40%削減できます。
複雑な部品を製造する際、シール不良、表面の粗さ、高コストな組み立てといった問題が典型的に発生します。TPEオーバーモールディングは、柔軟なTPEと硬質基材を一体成形することで、様々な分野における保護や衝撃吸収のニーズに応えるソリューションとなり得ます。
JS Precisionは、世界中の顧客に信頼性の高いオーバーモールディングソリューションを提供し、製品の競争力向上を支援します。
コアアンサーの概要
主要な寸法 | コア技術標準/ソリューション |
接続機構 | 化学結合(極性整合)が望ましく、界面結合力は5 N/mm以上でなければならない。 |
材料選定 | 基材(PP/ABS/PC/PA)に応じて、TPEのレオロジー指数(MFI 10~25)をカスタマイズします。 |
金型精度 | 0.01mm以内にパーティング面公差を制御する2色成形を採用する。 |
品質評価 | ASTM D6862剥離試験を実施し、 100回の熱サイクル後も剥離がないことを確認する。 |
主なポイント
- 強力な化学結合が重要な要素です。基材とTPEはどちらも非常に類似した溶解度パラメータ(デルタ値)を持つ必要があります。つまり、これらの材料は強力な分子結合を形成し、容易には剥離しないということです。
- 正確な金型設計では、基材とTPEの2つの異なる収縮率(通常1.5%~3%の差がある)を厳密に考慮し、成形後に寸法が変化しないようにする必要があります。
- 特別に調合された製剤を使用することで、耐油性や耐紫外線性など、非常に過酷な条件下でも製品の品質を維持することができます。
- JS Precisionは、組み立ての総コストを20%から40%削減できるエンドツーエンドの生産ラインを提供しており、これは顧客が生産コストを抑制する上で非常に役立ちます。
JS PrecisionのTPEオーバーモールディングは、どのようにして複雑な部品を製造するのでしょうか?
TPEオーバーモールディングのパートナーを選ぶ際には、技術力、実績、そして複雑な問題を解決する能力が重要な要素となります。JS Precisionは、お客様の主要な要件にまさに合致し、信頼に値する企業です。
JS Precisionは長年にわたりオーバーモールディング事業に携わり、世界中の500社以上のお客様のニーズに応えてきました。お客様は医療、自動車、家電など、さまざまな分野にわたります。
当社は高度な技術と最高品質の素材を誇り、安定した高品質のオーバーモールディングサービスをご提供できるため、安心して当社と取引していただけます。
JS Precisionは、業界標準で定められた範囲内で厳密に技術的に作業を行っています。すべての製品がASTM D6862剥離試験規格に準拠していることを保証し、お客様が必要とする製品の接着の信頼性に疑念が生じる余地を一切残さず、後々発生する可能性のある層間剥離などの事態を回避します。
例えば、自動車部品関連の要件として、PP基材とTPEの間に強固な接着が必要であり、さらに40℃から80℃までの高温および低温環境での材料の使用条件も満たす必要がある場合を考えてみましょう。様々なメーカーが試みたにもかかわらず、剥離の問題が依然として発生している場合、JS Precisionはこの問題に対する解決策を提供します。
まず基材の極性を理解することで、お客様専用の特殊な極性改質TPEを配合し、次にMFIを18g/10分に調整し、2色成形設計を向上させ、パーティングラインの公差を0.01mm以内に維持します。
結果として、間違いなく7.2 N/mmの剥離強度を実現し(目標の5 N/mmをはるかに上回る)、同時に生産サイクルを30%短縮し、部品あたりのコストを25ドル削減することができました。これは、コストを管理し、効率を高める方法を具体的に示しています。
JS Precisionでは、材料配合、金型設計・製造から射出成形生産、品質検査に至るまで、あらゆる工程と変更を管理することができます。
当社には熟練したエンジニアが各工程を監督し、納品される最終製品がお客様のご期待に必ず沿うよう努めております。そのため、お客様は一切調整を行う必要はありません。
複雑な薄肉部品の製造に苦戦している場合でも、性能要件が非常に高く、使用条件が極限状態にある場合でも、JS Precisionは豊富な経験と高度な技術力で最適なソリューションを提供できます。
その結果、生産リスクを軽減し、製品の品質を向上させ、プロジェクトが円滑に進むことを確実にすることができます。
複雑な部品のオーバーモールディングにおける課題でお困りで、カスタマイズされたソリューションと無料のコスト計算をご希望の場合は、当社の技術チームまでご連絡ください。効率的な量産への道を共に歩み始めましょう。
TPEオーバーモールディングを選択する際の重要な技術的考慮事項が、成功の礎となるのはなぜですか?
本章では、TPEオーバーモールディングを成功させるための主な技術的側面について論じる。
その秘訣は、基材と柔軟性接着剤との間に恒久的な接着を実現することにある。極性のマッチングと加工パラメータを微調整することで、従来の方法に取って代わり、部品性能を向上させ、組み立てコスト全体を削減できる可能性を秘めている。
化学的接着と物理的ロックの相乗的メカニズム
TPEオーバーモールディングの強度における主要因は、化学的接着と物理的ロック機能の相乗効果であることが証明されている。界面には、厚さ0.01~0.1マイクロメートルの相互貫入層が形成される。
実際には、それは2つの湿った生地が互いにくっつくようなもので、表面が接着されるだけでなく、内部の小麦粉分子も結合するため、これらの結合は以前よりもさらに強くなり、2つの部分を分離しようとする外部の力に耐えることができ、結果として後々の剥離を効果的に防ぐことができるのです。
多成分射出成形における総組立コスト最適化ロジック
低コストで製品を製造できることは、TPEオーバーモールディングを採用する際の顧客の主要な要望の一つです。TPEオーバーモールディングは、留め具や人的介入の必要性を減らすだけでなく、統合設計によって生産サイクルを30%短縮することも可能です。
さらに、部品1個あたりの人件費と材料費は約5~15ドル削減できます。これらのメリットは、大量生産の場合にはさらに顕著になります。
さまざまな加工方法間のコスト差を理解するには、当社のTPEオーバーモールディングコスト会計に関するホワイトペーパーをご参照の上、主要なコスト最適化ポイントを分かりやすくご理解ください。
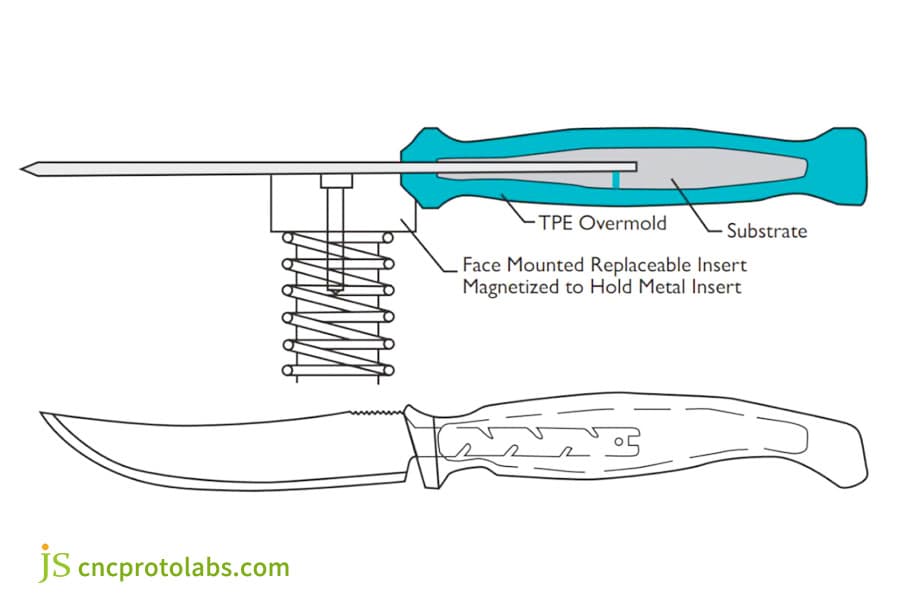
図1:ドライバーの技術図面。ハンドルの分解図と断面図を示しており、TPEオーバーモールド、基材、および磁気を帯びた交換可能な金属インサートの詳細が示されている。
カスタムTPEメーカーは、配合の最適化を通じてどのように部品性能を向上させることができるのか?
適切なカスタムTPEメーカーが部品の性能を向上させる方法の一つは、配合を最適化することです。カスタマイズされたTPEでは、硬度やレオロジーなどの特性を変更することができます。
MFIの範囲は15~25g/10分に設定でき、これにより薄肉オーバーモールドの充填不足の問題を解決するだけでなく、製品の触感の高級感も向上させることができます。
硬度範囲と弾性回復率パラメータの選択
TPEの感触と性能にとって、硬度は非常に重要です。用途によって必要な硬度レベルは異なり、それらを適切に組み合わせる必要があります。具体的なデータは以下の表に示されています。
応用分野 | 推奨硬度範囲 | 弾性回復率要件 | 圧縮セット要件 | 適用可能なシナリオ |
医療関連情報 | 40A~60A | 90%以上 | 70℃/22時間 ≤25% | 外科手術器具、診断機器。 |
自動車用ボタン | 50A~70A | 85%以上 | 80℃/24時間 ≤30% | 車載コントロールパネル、ステアリングホイールのボタン。 |
家電製品の筐体 | 70A~85A | 80%以上 | 60℃/24時間 ≤28% | 携帯電話ケース、イヤホンケース。 |
アザラシ | 30A~50A | 92%以上 | 70℃/48時間 ≤20% | 水道管継手、機器のシール部品。 |
圧縮永久歪みはシールにとって非常に重要であり、長期使用後にシールが変形したり、シール効果が失われたりするかどうかを直接左右する。
ロングランナー設計におけるレオロジーとMFIの調整
複雑で薄肉の部品で最も頻繁に発生する問題の一つは、充填不良です。カスタムTPEメーカーは、TPEのレオロジー特性やMFI(メルトフローインデックス)を調整することで、この問題に対処する方法を持っています。
肉厚が1mm未満の部品の場合、MFIを少なくとも30g/10分まで上げる必要があり、同時に基板のずれを防ぐために射出パラメータを最適化する必要があります。

図2:クリーンルーム製造施設。防護服を着用した技術者たちが、自動機械を備えた作業台で、オーバーモールドされた医療機器部品の組み立てと検査を行っている。
多様なオーバーモールディング材料の中から、最適なモデルを選択するにはどうすればよいでしょうか?
部品の耐環境性や性能はオーバーモールド材によって決まるため、間違った材料を選択すると、後々性能上の問題や層間剥離が発生する可能性があります。
一般消費者向け製品にはTPE-Sが使用できます。一方、TPVは135℃までの高温に耐えられる唯一の素材であり、TPUは優れた耐摩耗性を備えているため、他の用途に適しています。
TPS、TPV、およびTPUの性能パラメータ比較
迅速な選定を容易にするため、一般的に使用される3種類のオーバーモールディング材料について、詳細な性能パラメータを以下の表にまとめました。
材質の種類 | 耐熱温度範囲(℃) | 耐候性 | 透明性 | 耐摩耗性 | 処理の難しさ | 適用分野 |
TPS | -40~80 | 一般的な | 高い | 中くらい | 低い | 一般消費財、玩具。 |
TPV | -40~135 | 素晴らしい | 中くらい | 素晴らしい | 中くらい | 自動車部品、耐高温性シール。 |
TPU | -30~120 | 良い | 中くらい | 並外れた | 中~高 | 機械部品、スポーツ用品。 |
TPEE | -50~150 | 素晴らしい | 中くらい | 素晴らしい | 高い | 高級自動車部品、航空宇宙部品。 |
TPR | -30~70 | 一般的な | 高い | 中くらい | 低い | 日用品、ソフトな持ち手。 |
TPVは135℃までの加熱に耐えることができるが、通常のTPSは80℃を超えると軟化する。
したがって、非常に高温の条件下で作業を行う場合は、TPVが最適な選択肢となります。当社では、医療分野の要求事項に対応するため、 ISO 10993規格に基づいた材料の生体適合性試験を実施しています。
環境耐候性試験と環境に優しい素材の使用可能性
屋外用オーバーモールド製品は、非常に高い耐候性が求められます。オーバーモールド材の選択は、耐候性を決定する上で直接的な要因となります。
2%の耐紫外線添加剤を添加すれば、 1000時間のQUV照射後でも色褪せをほぼ完全に防ぐことができます(ΔE値は3未満に維持されます)。さらに、当社は環境に優しいバイオベースのTPE材料の製造にも取り組んでいます。
オーバーモールディング用TPEの大手メーカーは、基材との適合性に関する課題をどのように解決できるのか?
TPEオーバーモールディングを成功させるには、基材とTPEの適合性が最も重要な条件となります。TPE オーバーモールディングの主要メーカーは、専門的な技術を用いることで、基材とTPE間の表面エネルギー差という課題を克服し、良好な接着性を確保することができます。
基板整合マトリックスおよび極性修飾技術
基材の種類ごとに、それぞれに特化した極性改質技術が必要です。PP基材の場合は無水マレイン酸グラフト化TPEが適していますが、PA基材の場合は0.5%~1.2%のグラフト剤添加と前処理が必要です。
適合性が基準を満たしていることを確認するため、接着性はASTM D3359規格に準拠した方法で試験されます。
界面予熱と金型温度が接着強度に及ぼす影響
熱は基材とTPEの分子レベルでの混合を引き起こす主な要因であり、基材が非常に低温の場合、接着不良を引き起こす可能性がある。
射出成形前の基材表面温度は理想的には80℃を下回らないようにし、金型温度を60~90℃に維持することで、界面での拡散や接着信頼性が向上するなどの効果が得られる。
基材とTPEの適合性についてご不明な点がある場合は、基材の種類をお知らせください。弊社の技術チームが、お客様に最適なソリューションと適合性テストを無料でご提供いたします。
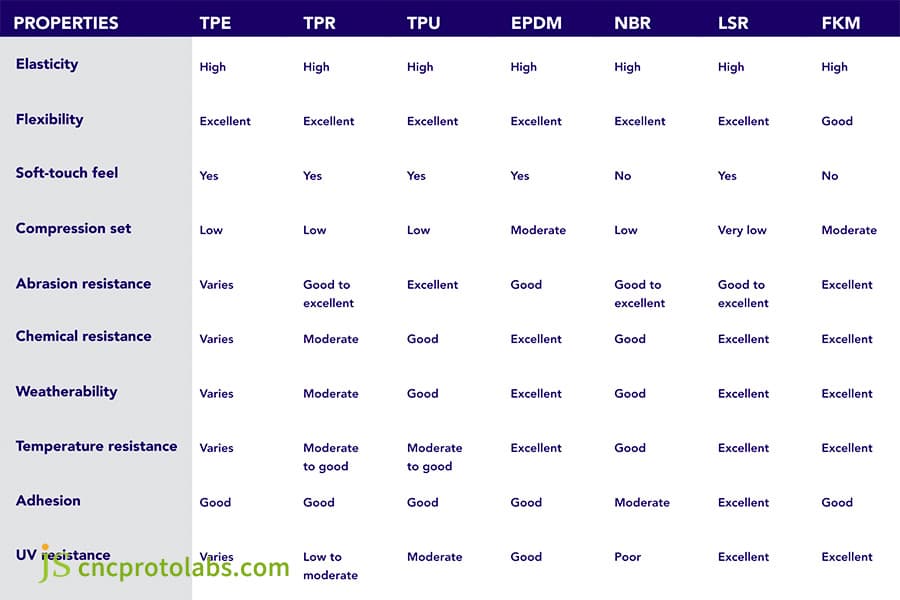
図3:オーバーモールディングに使用される様々な熱可塑性エラストマー(TPE、TPU、LSRなど)の特性を一覧にした詳細な比較表。弾性、耐薬品性、耐熱性などの特性を網羅している。
射出成形オーバーモールディングの金型設計がプロジェクトの成否を左右するのはなぜか?
金型設計を軽視すると、製品の溢れ出し、気泡、寸法誤差などが生じる可能性があります。射出成形用金型は、二次射出圧力に耐えられるものでなければなりません。
ゲート位置を正確に調整することで噴射を防ぎ、0.01mmのパーティングライン公差でオーバーフローを制御し、さらに正確な収縮補正計算も必要となる。
気泡およびジェット抑制のためのゲート位置決め
ゲート位置が不適切だと、製品のずれや気泡の発生につながりやすくなります。当社ではバランスランナーシステムを採用しており、ゲートの深さはTPEオーバーモールド壁厚の50~80%を推奨しています。これにより、噴射を効果的に制御できるだけでなく、TPEの均一な充填が保証され、気泡の発生も軽減されます。
二重収縮計算と精密な公差管理戦略
基材とTPEの2種類の材料収縮により、製品の寸法誤差が生じる可能性があります。そのため、金型設計において非常に精密な補正が必要となります。TPEの収縮率は1.5%~2.5%であり、金型は0.02mmの精度で調整できる設計にする必要があります。
簡単に言うと、この工程は縮みを考慮して服を作るのと似ています。洗濯後の生地の縮みを事前に計画することで、最終的に体にフィットする服ができあがり、ゆるすぎたりきつすぎたりするのを防ぐことができます。
どのようなオーバーモールディング設計ガイドが不良率の低減に役立つのか?
金型と材料の選定が完了したら、科学的なオーバーモールディング設計ガイドに従うことで、生産不良の90%を回避し、不良率を低減し、コストを管理し、製品の感触と性能を最適化することができます。
壁厚バランスと接着力の関係に関する基準
TPEコーティングの壁厚のバランスは、成形品質と接着強度に直接影響します。壁厚が不均一だと、収縮痕や剥離が発生しやすくなります。
隣接する壁厚の変化比率は1:1.5以内に抑える必要があります。安定した成形を確保するため、TPE壁厚は1.5mm~3.0mmの範囲にすることが推奨されます。
機械チェーン構造と幾何学的エッジ最適化
基材とTPEとの化学的適合性が低い場合は、固定を補助するために機械的な固定構造を使用する必要がある。
サンドイッチ構造の包装、エッジの面取り、貫通穴などを設計することができ、エッジの剥離を防ぎ、手触りを向上させるために、エッジストップの深さは0.5mm以上とすることができる。
オーバーモールディング設計ガイドを迅速に習得するには、設計マニュアルをダウンロードして、生産上の欠陥を容易に回避し、不良率を低減してください。
オーバーモールド部品の品質を評価するための主要な技術指標は何ですか?
オーバーモールド部品の品質は、測定可能な基準に基づいて評価されなければなりません。特にハイエンド用途においては、要求される品質基準はさらに厳しくなります。綿密に設計された試験プログラムを通じて、当社はすべての製品がお客様の仕様を満たしていることを保証するだけでなく、不良品の出荷も防止しています。
剥離強度および材料規格の定量的試験
接着強度において非常に重要な要素の一つが剥離強度です。当社では、ASTM D6862規格に準拠した90度剥離試験のみを実施しています。
工業レベルで極めて信頼性の高い剥離力を得るには、剥離力が5~10N/mmの範囲内である必要があり、試験結果は界面分離ではなく材料の破壊を示すべきである。
熱サイクル劣化試験および表面欠陥検査
当社では、 オーバーモールド部品を-40℃から120℃までの温度範囲にさらすことで、熱サイクル劣化試験を実施しています。120時間連続してサイクルを行った後、界面は完全に無傷で、膨れや剥離の兆候が一切見られないことが求められます。
これに加えて、高倍率の光学機器を使用して表面を検査し、バリや収縮痕がないことを確認します。
JS Precisionの事例研究:医療機器ハンドル向け精密封止成形ソリューション
ここに、実際の医療機器のハンドルを例に挙げたケーススタディをご紹介します。JS PrecisionがTPEオーバーモールドという複雑な課題を克服するために用いた技術について解説しています。この事例を通して、当社の技術力を明確にご理解いただけるでしょう。
プロジェクトの背景
当社は、世界的な医療機器メーカーの厳密な仕様に基づいて、手術器具のハンドルを製造しました。
重要な要件は、医療グレードの安全性を確保するために、PA66+30%GF材料と抗菌性TPEとの間に、134℃の高圧蒸気滅菌試験に耐えうる非常に強力な接着性を実現することであった。不良率は1%未満に抑える必要があった。
直面した課題
プロジェクト開始時に、2つの大きな問題が明らかになった。1つは非常に深刻な端部剥離で、剥離力はわずか2 N/mm(これは医療グレードの基準である5 N/mmを大きく下回る)であり、もう1つは長い流路の端に気孔が存在することだった。
これらの細孔は滅菌中に気泡が発生し、不良率が12%に達しました。顧客は何度か改善策を試みましたが、いずれも成功しませんでした。
解決
まず、クライアントの抱える問題に対処するため、JS Precisionの技術チームは徹底的な分析を行い、効果的な3段階の方法を考案しました。
1.材料の最適化:
JS Precisionが独自に開発した特殊なグラフト剤を用いた極性グラフトTPEと、 0.8%に維持されたグラフト率により、TPE材料とPA66+30%GF基材との結合を強化することで、剥離を化学的に効果的に抑制することに成功した。
2. 金型改良:
金型タイプを2色射出成形に変更し、ランナーのレイアウトを改良するとともに、金型温度を95℃に上昇させました。これにより、基材とTPE間の分子拡散が促進されるだけでなく、気泡の発生も抑制されます。
3. プロセス調整:
射出成形時に発生するガスを排出するため、ハンドルの先端に深さ0.02mmの精密な通気溝を設ける措置を講じました。
さらに、PA66基材は適切な乾燥工程を経て、水分含有量が0.02%未満に低下し、界面に水分層が形成されるのを防いだ。
学んだ教訓と経験
我々が学んだ最大の教訓は、PA66基材が非常に吸湿性が高いという事実を軽視していたことだった。基材の十分な事前乾燥が行われなかったために、界面に水分層が形成され、それが剥離問題を引き起こした。
過去の経験から、射出成形オーバーモールディングを行う前に、PA66基材の水分含有量を0.02%未満まで除去する必要があることが分かっていた。
最終結果
このソリューションの導入は、以下のような大きな効果をもたらした。
- 剥離強度は8.5N/mmに達し、医療グレードの基準で期待されるレベルをはるかに上回った。
- 134℃の高圧蒸気滅菌試験を100サイクル実施しましたが、気泡の発生や剥離の兆候は一切見られませんでした。
- 不良率が12%から0.5%未満に低下し、顧客コストが大幅に削減された。
お客様からのフィードバック:
JS Precision社は剥離問題を解決し、ハンドルの触感や密閉性の信頼性は医療グレードの基準をはるかに上回るものとなった。
この提携によって優れた製品が生まれただけでなく、非常にプロフェッショナルな技術サポートを提供できるようになり、結果としてプロジェクトの成功につながりました。
医療機器やその他の分野でTPE射出成形に関するニーズをお持ちの場合は、弊社の技術チームまでご連絡ください。無料のソリューション評価およびサンプルテストサービスをご提供いたします。

図4:白い背景に、金属製のトップ部分と青色のオーバーモールドベースを備えた、同一の青色プラスチック製医療用噴霧器部品3個が配置されている。
よくある質問
Q1:TPEオーバーモールディングにおける理想的な肉厚はどれくらいですか?
理想的な厚さは1.5mmから3.0mmです。薄すぎると充填が不十分になり、収縮痕が生じる可能性があります。一方、厚すぎると収縮して気泡が発生し、製品の外観や性能に影響を与える可能性があります。
Q2:TPEとナイロンの接着性を確保するにはどうすればよいですか?
極性改質剤を含む特殊なTPEを使用する必要があります。ナイロン基材は完全に乾燥させ、水分除去率0.02%まで予熱する必要があります。また、金型温度を60~90℃まで上昇させて、2つの材料の界面における分子の拡散を促進する必要があります。
Q3:2段階成形と2色成形のどちらを選ぶべきか?
生産量が少ない場合は、金型コストを節約するために2段階方式を採用できますが、大量生産や高精度(0.05mm)が求められる場合は、効率と製品の均一性を向上させるため、2色金型の方が適しています。
Q4:オーバーモールディング層における剥離の主な原因は何ですか?
一般的に、これらは基材の汚染、 60℃未満の成形温度、極性の不一致、または基材の十分な予備乾燥が行われていないことが原因で発生し、その結果、界面に水分層が存在し、剥離につながります。
Q5:TPEを金属にオーバーモールドすることは可能ですか?
もちろん、金属は事前に予熱し、オーバーモールド前に特殊なプライマーを塗布して接着性を向上させる必要があります。さらに、貫通孔を設けた金属を設計することで、物理的なロック効果が得られ、2つの材料の接合強度をさらに高めることができます。
Q6:表面の焦げ跡を取り除くには、どのような対策を講じればよいでしょうか?
ランナーの終端で圧縮空気によって発生する高温がTPE表面の焦げ付きを引き起こす可能性があるため、金型の通気口の最適化、通気チャネルの設置、射出速度と圧力の低下を検討する必要があります。
Q7:TPEオーバーモールドを行う場合、基材の寸法は変わりますか?
射出圧力が高いと、薄い基板が歪む可能性があります。サポート構造を組み込むための綿密な金型設計が必要であり、射出パラメータを調整して圧力による基板寸法への影響を軽減する必要があります。
Q8:JS Precisionの納品サイクルはどのようなものですか?
金型製作には3~5週間かかります。サンプル確認後、量産は1~2週間以内に完了します。納期厳守のため、お客様のご要望に応じて計画を変更することも可能です。
まとめ
TPEオーバーモールディング加工を行う場合、製品の最終的な効果とコスト効率を左右する重要な要素がいくつかあります。
信頼できるカスタムTPEメーカーとして、 JS Precisionは適切な材料の選定から部品の量産まで、あらゆるサポートを提供し、オーバーモールディングに関する様々な問題を迅速に解決します。
プロジェクトのどの段階であっても、当社の技術チームはいつでも専門的なサポートを提供いたします。今すぐご連絡いただければ、お客様のニーズに合わせたお見積もりと無料のDFM設計評価をご提供し、大量生産の効率化への第一歩を踏み出すお手伝いをいたします。

免責事項
このページの内容は情報提供のみを目的としています。JS Precision Services は、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証を一切行いません。第三者のサプライヤーまたは製造業者が、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。部品の見積もりを依頼するには、購入者の責任で、これらのセクションの具体的な要件を特定してください。詳細については、お問い合わせください。
JSプレシジョンチーム
JS Precisionは、カスタム製造ソリューションに特化した業界をリードする企業です。20年以上の経験と5,000社を超える顧客実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。JS Precisionをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.cncprotolabs.com )をご覧ください。
リソース

