

Sovrastampaggio contro stampaggio a inserto : questi due processi di stampaggio a iniezione, apparentemente simili, spesso mettono i progettisti di prodotto di fronte a un dilemma di scelta.
Vi è mai capitato di dover sostenere costi elevati a causa di reclami da parte dei clienti dovuti a problemi di sigillatura del prodotto? Siete indecisi tra questi due processi, temendo che la scelta della soluzione sbagliata possa comportare scarti di stampo e ritardi nel progetto?
Quando la giunzione tra colla morbida e colla dura diventa un punto debole per l'affidabilità del prodotto, comprendere il processo e la scienza dei materiali che ne sono alla base è molto più economico che procedere per tentativi ed errori.
Panoramica della risposta principale
| Dimensioni di confronto principali | Sovrastampaggio | Stampaggio a inserto |
| Meccanismo di legame | Si tratta principalmente di un legame chimico/termico, basato sulla compatibilità dei materiali. | Si tratta principalmente di un legame chimico/termico, basato sulla compatibilità dei materiali. |
| Scenari applicabili | Gli utensili con impugnatura migliorata o resistenza all'acqua utilizzano l'incollaggio. | Gli aggiornamenti strutturali, come filettature metalliche o sensori, si integrano con l'incorporazione fisica. |
| Struttura dei costi | Costo elevato dello stampo (che richiede una progettazione precisa), costo unitario moderato. | Il costo dei componenti integrati è elevato (materiale + installazione) e vi è un grande potenziale di automazione. |
| Rischi principali | Si verificano scrostature, perdite dalle guarnizioni, spostamenti anomali dei componenti. | Gli inserti scivolano via, il posizionamento non è preciso, si accumula troppa colla. |
Conclusioni principali:
- I materiali, in sostanza, definiscono l'ambientazione:
La compatibilità dei materiali è un fattore cruciale quando si punta alla saldatura chimica; in caso contrario, l'incastro meccanico rappresenta l'alternativa. In altre parole, la scelta di una combinazione di materiali errata renderà impossibile, anche con la lavorazione più meticolosa, ottenere un legame solido.
- La precisione dipende in larga misura dallo stampo:
La resa del prodotto e la durata dello stampo sono due aspetti direttamente influenzati dal materiale dell'acciaio dello stampo e dall'analisi del flusso di stampaggio. Pertanto, disporre di uno stampo di alta qualità può contribuire a ridurre i costi di manutenzione e le perdite dovute agli scarti nel tempo.
- L'automazione consente di ridurre i costi:
Grazie al posizionamento manuale degli inserti, alle linee di produzione automatizzate e a metodi operativi simili, i costi unitari possono essere ridotti considerevolmente. Ciò si traduce in una maggiore stabilità della capacità produttiva e in un maggiore potere di determinazione dei prezzi.
- Un DFM qualificato è una scelta sicura:
Valutare la facilità di produzione di un prodotto prima di avviare il progetto è un metodo molto efficace per ridurre di oltre l'80% i potenziali rischi di produzione. Di conseguenza, contribuisce ad accelerare i tempi di realizzazione del progetto ed elimina i costi aggiuntivi associati a prove di stampaggio non riuscite.
Come scegliere? L'esperienza di JS Precision nella sovrastampatura e nello stampaggio a inserto.
Nella scelta tra sovrastampaggio e stampaggio a inserto, molti clienti di fascia alta non dispongono di una consulenza professionale e provano ripetutamente gli stampi senza ottenere i risultati sperati, dovendo in definitiva sostenere costi elevati per lo scarto degli stampi e ritardi nel progetto.
Grazie ai 15 anni di esperienza pratica maturata da JS Precision in queste due aree di processo, potrete facilmente evitare i rischi legati alle prove di stampaggio e ridurre i costi di produzione. Questa esperienza deriva dal servizio offerto a clienti di fascia alta in diversi settori, come quello sanitario, automobilistico e dei dispositivi indossabili intelligenti.
Potete fare riferimento al caso di un nostro cliente: un produttore di componenti per auto si è trovato ad affrontare il problema dello spostamento degli inserti nello stampaggio a iniezione. Inizialmente, il cliente utilizzava il posizionamento manuale degli inserti, con un tasso di scarto fino all'8% e una perdita mensile di oltre 50.000 dollari.
Personalizzando un sistema di posizionamento integrato automatizzato e ottimizzando la progettazione dello stampo tramite l'analisi del flusso di stampaggio, si otterranno gli stessi risultati: il tasso di scarto potrà essere ridotto allo 0,3%, con un risparmio di 48.500 dollari sui costi mensili.
Un altro cliente ha segnalato un tasso di reclami del 12% dovuto al cedimento della guarnizione di sovrastampaggio. Grazie all'ottimizzazione della compatibilità dei materiali e al miglioramento della struttura dello stampo, anche il tasso di reclami del vostro prodotto può essere ridotto al di sotto dello 0,5%, migliorando significativamente la reputazione del marchio.
La nostra soluzione si attiene rigorosamente allo standard ASTM D903-17 per i test di pelatura, garantendo che la forza adesiva soddisfi i requisiti e offrendo una maggiore garanzia di qualità al vostro prodotto. Scegliere un partner professionale vi aiuterà a evitare errori nella selezione del processo e a investire maggiori energie nella ricerca e sviluppo del prodotto.
Se hai dubbi sulla scelta tra sovrastampaggio e stampaggio a inserto, contattaci per visionare i nostri casi di studio su entrambi i metodi. In questo modo potrai individuare rapidamente la soluzione di processo ottimale, evitare i rischi delle prove di stampaggio e risparmiare tempo e costi.
Sovrastampaggio o stampaggio a inserto: quale metodo è più adatto al tuo prodotto?
La scelta tra sovrastampaggio e stampaggio a inserti dipende principalmente dalla funzione del prodotto, dal volume di produzione e dai costi. Scegli il metodo che ti garantirà una sensazione morbida e impermeabile o l'utilizzo di inserti metallici.
Dal punto di vista funzionale: Sensazione e aspetto vs. Struttura e funzione
Lo stampaggio a iniezione sovrastampato è ideale per prodotti che necessitano di una superficie morbida e antiscivolo o che presentano una colorazione bicolore. Oltre a un miglioramento visibile, garantisce anche una migliore tenuta e un'esperienza d'uso superiore , rendendo il prodotto più competitivo.
Lo stampaggio a inserto, d'altro canto, è adatto a quei prodotti che necessitano di filettature metalliche incorporate, fogli conduttivi ecc. Inoltre, è in grado di creare un legame molto forte tra metallo e plastica , essenziale per soddisfare requisiti operativi complessi.
Dal punto di vista del volume di produzione e della struttura dei costi: costo unitario vs. ammortamento dello stampo
Le strutture dei costi dei due processi differiscono in modo significativo e devono essere valutate in relazione al volume di produzione. Di seguito sono riportati dati specifici per il confronto dei costi:
| Volume di produzione (annuo) | Costo dello stampo per sovrastampaggio (USD) | Costo unitario dello stampaggio a sovrastampaggio (USD) | Costo dello stampo per inserti (USD) | Costo unitario dello stampaggio a inserto (USD) |
| Meno di 100.000 unità | 15.000-25.000 | 0,8-1,2 | 8.000-15.000 | 1.1-1.5 |
| 100.000-500.000 unità | 15.000-25.000 | 0,5-0,8 | 8.000-15.000 | 0,7-1,0 |
| 500.000-1.000.000 di unità | 20.000-30.000 | 0,3-0,5 | 10.000-18.000 | 0,4-0,6 |
| Oltre 1.000.000 di unità | 25.000-35.000 | 0,2-0,3 | 12000-20000 | 0,25-0,4 |
Inoltre, gli stampi per sovrastampaggio sono dal 30% al 50% più costosi degli stampi per stampaggio a inserto e sono efficienti solo per produzioni di lotti medio-alti; se la produzione annua supera le 500.000 unità, l'automazione combinata con lo stampaggio a inserto può ridurre il costo unitario del 15%-25%.

Figura 1: Un'infografica affiancata che confronta i vantaggi e le applicazioni dello stampaggio a inserto (a sinistra, con la bottiglia di colla) e dello stampaggio a sovrastampaggio (a destra, con le sfere colorate), sotto il logo Pioneer Plastics.
Stampaggio a inserto o sovrastampaggio: come prendere una decisione definitiva basandosi sugli indicatori di forza adesiva?
La forza adesiva è in realtà il principale fattore determinante nella scelta tra stampaggio a inserto e sovrastampaggio.
I dati del test di pelatura sono fondamentali e la compatibilità deve essere valutata prendendo come riferimento gli standard corrispondenti.
Come si possono ottenere dati affidabili sulla forza adesiva?
Il test prevede una prova di pelatura a 180 cicli secondo lo standard ISO 8510-2 . La larghezza del campione è di 25 mm e la velocità di pelatura è di 50 mm/min. Il risultato è la media di 5 campioni, con una deviazione standard di 0,2 N/mm. Di seguito sono riportati gli standard di riferimento:
| Tipo di processo | Combinazione di materiali | Resistenza di adesione ideale (N/mm) | Resistenza di adesione accettabile (N/mm) | Resistenza di adesione inaccettabile (N/mm) |
| Sovrastampaggio | PC+TPE | ≥3,5 | 2,0-3,4 | <2.0 |
| Sovrastampaggio | PC/ABS+TPE | ≥3,2 | 1,8-3,1 | <1,8 |
| Stampaggio a inserto | Inserto in plastica e metallo | ≥1,5 | 1,0-1,4 | <1.0 |
| Stampaggio a inserto | Inserto in plastica e ceramica | ≥1,2 | 0,8-1,1 | <0,8 |
La resistenza ottimale del legame chimico per lo stampaggio a iniezione dovrebbe essere di 3,5 N/mm. Se il risultato è inferiore a 2,0 N/mm, è necessario riconsiderare la combinazione dei materiali o aggiungere una struttura di incastro meccanico, altrimenti il prodotto si staccherà facilmente.
Quando un test di pelatura fallisce, si tratta di un problema del materiale o di un problema relativo ai parametri di processo?
- Problema materiale:
Verificate il grado di compatibilità SPI sia delle plastiche rigide che di quelle flessibili. Solo i materiali compatibili formano legami chimici che garantiscono un'adesione significativa . Ad esempio, il PP non aderisce a nessuna plastica flessibile.
- Problema relativo ai parametri di processo:
Per lo stampaggio a iniezione secondario, la temperatura di fusione del TPE dovrebbe essere di 20-30 °C superiore alla temperatura di distorsione termica della plastica rigida, in modo da ottenere una fusione termica profonda; altrimenti, la fusione termica efficace potrebbe non essere raggiunta.
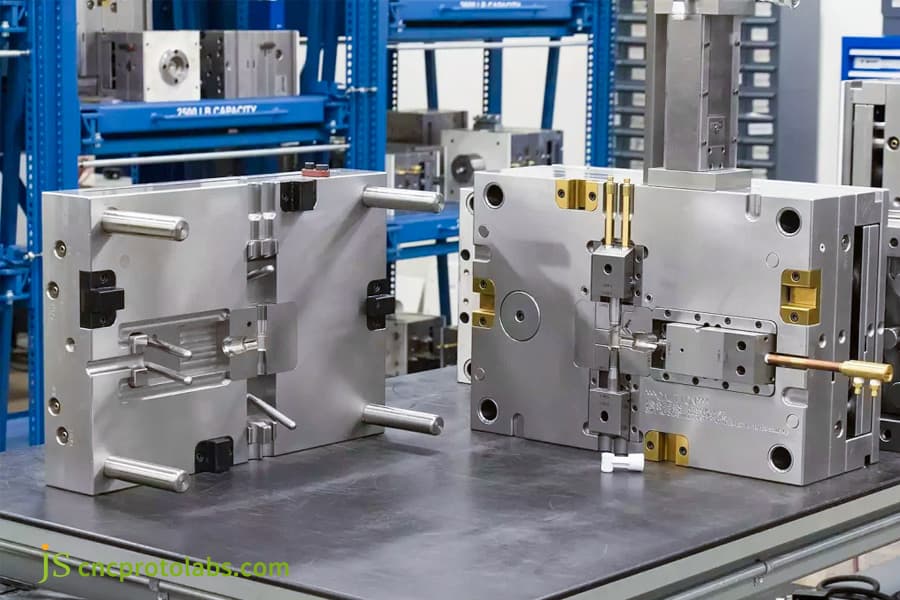
Figura 2: Due robusti stampi a iniezione per metalli, posizionati uno accanto all'altro su un banco da lavoro, con scaffalature blu sullo sfondo, illustrano gli utensili per i processi di stampaggio a inserto e sovrastampaggio.
Sovrastampaggio e stampaggio a inserto: quale processo può davvero risolvere i problemi di tenuta?
Sia lo stampaggio a iniezione che lo stampaggio a inserto possono essere utilizzati come tecniche di sigillatura, tuttavia una singola tecnica da sola non è sufficiente a risolvere il problema delle perdite secondo lo standard IP68. Pertanto, è necessario combinare entrambe le tecniche per creare un sistema composto da "guarnizione flessibile in plastica + scheletro rigido in plastica" .
Perché, quando si soddisfano i requisiti di impermeabilità IP68, la sovrastampatura di solito presenta perdite all'interfaccia tra plastica rigida e flessibile?
- Difetti di progettazione dell'interfaccia:
L'altezza di scorrimento non è sufficiente ( si raccomanda ≥2 mm ) affinché le molecole d'acqua possano penetrare per capillarità. Allo stesso tempo, la compressione della plastica flessibile dovrebbe essere limitata a 0,2-0,4 mm.
- Mancanza di analisi del flusso di stampaggio:
Ciò può comportare la formazione di linee di saldatura all'interfaccia tra gomma morbida e dura, che rappresentano i punti di debolezza. Infatti, l'analisi del flusso di stampaggio può contribuire a ridurre il rischio di perdite di oltre il 40%.
Confronto di due schemi di progettazione tipici per strutture di tenuta
| Tipo di schema | Principio fondamentale | Requisiti dei materiali | Affidabilità impermeabile | Impatto sui costi |
| Guarnizione sovrastampata pura | Si basa sul legame chimico tra gomma morbida e dura | Compatibilità dei materiali estremamente elevata | Medio (richiede una forza di pelatura ≥3,5 N/mm) | Basso (nessun processo di assemblaggio aggiuntivo) |
| Struttura con inserto in plastica e anello di tenuta | tenuta a compressione fisica | Nessun requisito di compatibilità rigoroso | Elevato (percentuale di superamento IP68 ≥99%) | Elevato (processo di assemblaggio aumentato) |
Non vi è alcuna garanzia che la compatibilità dei materiali funzioni perfettamente. Per le guarnizioni realizzate con sovrastampaggio puro è probabilmente necessaria una forza di distacco di 3,5 N/mm. Lo stampaggio a inserto con anello di tenuta utilizza la compressione, quindi è più affidabile , sebbene aggiunga passaggi extra all'assemblaggio.
Se avete esigenze di impermeabilità IP68, potete inviarci i disegni 3D del vostro prodotto . JS Precision personalizzerà gratuitamente una soluzione di sovrastampaggio specifica per le vostre esigenze, risolvendo con precisione i problemi di infiltrazione, garantendo prestazioni di impermeabilità conformi agli standard e risparmiandovi la fatica di ripetute prove di stampaggio.
Processo di sovrastampaggio a iniezione: come ottimizzare i parametri di iniezione per evitare costosi scarti di stampo?
I parametri di iniezione del processo di sovrastampaggio a iniezione influiscono direttamente sulla qualità del prodotto e sulla durata dello stampo. L'ottimizzazione della velocità di iniezione, della pressione di mantenimento e della temperatura dello stampo può evitare scarti di stampo.
Perché la plastica fusa all'interno di un substrato di plastica rigida si disallinea durante la seconda iniezione?
L'aumento della velocità di iniezione provoca una forza d'impatto improvvisa, che può essere maggiore della forza di tenuta del substrato ( pressione >50 MPa a 80 mm/s ). Riducendo la velocità a 20-40 mm/s e mantenendo la pressione del fronte di plastica fusa inferiore a 30 MPa, questo problema si risolve.
Ottimizzazione sinergica della temperatura dello stampo e della temperatura del materiale
- Controllo della temperatura dello stampo: l'aumento della temperatura dello stampo del substrato in plastica rigida a 90-110 °C attiva il legame termico, riduce le sollecitazioni termiche , migliora la forza di adesione e porta a un minor numero di difetti del prodotto.
- Controllo della temperatura del materiale: la temperatura di fusione della plastica morbida dovrebbe essere di circa ±10 °C rispetto all'intervallo massimo raccomandato dal fornitore. Temperature inferiori producono un'adesione insufficiente, mentre temperature molto elevate causano la rottura del materiale.
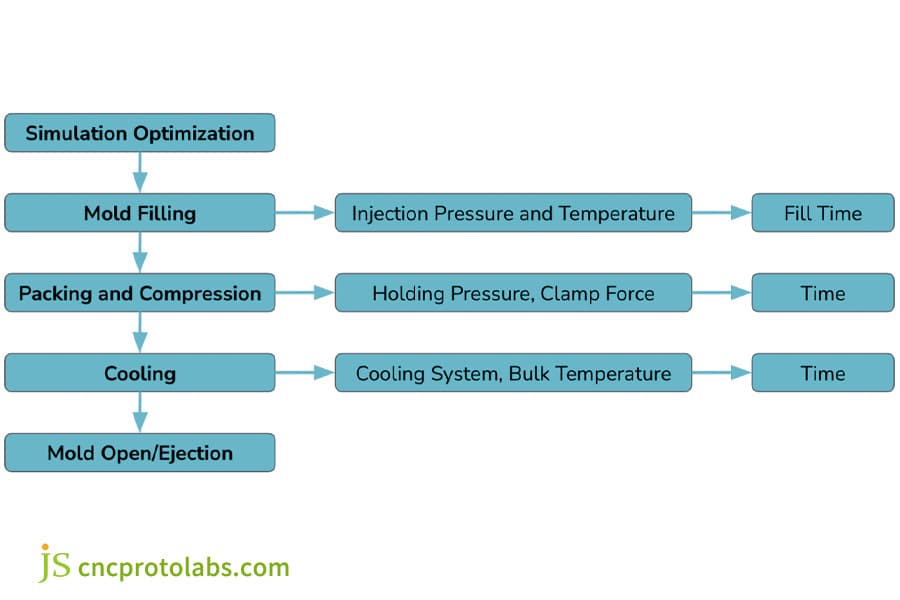
Figura 3: Diagramma di flusso che illustra le fasi del processo di stampaggio a iniezione con sovrastampaggio: simulazione, riempimento dello stampo, compattazione, raffreddamento ed estrazione, con i relativi parametri.
Confronto tra servizi di sovrastampaggio personalizzato: qual è la differenza di dieci volte tra i preventivi dei fornitori?
Nel confronto tra i servizi di sovrastampaggio personalizzato , si possono riscontrare differenze di prezzo anche fino a 10 volte, con differenze sostanziali nella qualità dello stampo, nella capacità di prevenire i rischi e nel livello di automazione. Prezzi bassi spesso nascondono costi elevati.
Quando si confrontano i fornitori, è importante concentrarsi su tre punti chiave:
- Acciaio per stampi: scegliete S136 (HRC48-52, durata 5-8 volte superiore a quella del P20) al posto del P20. L'S136 offre protezione contro la corrosione mantenendo al contempo le proprietà antiaderenti e una maggiore durata del prodotto.
- Analisi del flusso di stampaggio: l'avvio del progetto richiede che i fornitori professionisti forniscano i loro report, che identifichino i punti di iniezione e i sistemi di raffreddamento ottimali, prevedendo al contempo potenziali problemi con le linee di riempimento e di saldatura.
- Inserimento e posizionamento: i bracci robotici automatizzati possono posizionare gli oggetti con un intervallo di precisione di ±0,02 mm, che supera la precisione del metodo di posizionamento manuale di ±0,1 mm , offrendo così vantaggi in termini di maggiore efficienza e precisione.
Confronto dei costi nascosti: manutenzione per la rimozione della muffa e perdite dovute ai tempi di inattività.
Gli stampi a basso costo diventano inutilizzabili dopo 50.000 lotti perché si attaccano alle superfici, riducendo l'efficienza operativa al di sotto del 60%, mentre l'acciaio S136 con un rivestimento nanotecnologico consente la produzione continua di 500.000 stampi senza guasti. Il processo mantiene un'efficienza operativa superiore all'85%.
Stampaggio a inserto o sovrastampaggio: come ridurre i costi unitari nella produzione automatizzata?
Nella produzione automatizzata, la riduzione dei costi dello stampo a inserto rispetto allo stampaggio a sovrastampaggio è più significativa, il che può ridurre notevolmente i tempi di posizionamento degli inserti, aumentare la capacità produttiva e diminuire i costi per singolo pezzo.
In che modo l'automazione modifica la formula dei costi per lo stampaggio a inserto?
- Costi di manodopera: la produzione automatizzata con stampi a inserto consente una riduzione della manodopera di oltre il 70%. Per progetti con una produzione annua di 1 milione di unità, tale cambiamento può tradursi in un risparmio annuo sui costi di manodopera compreso tra 300.000 e 500.000 dollari.
- Miglioramento della resa: l'accuratezza di posizionamento automatizzato estremamente precisa di 0,02 mm riduce significativamente il tasso di scarto dovuto al disallineamento degli inserti dal 5% a meno dello 0,5%, minimizzando così le perdite.
Sfide e soluzioni per l'automazione nello stampaggio a iniezione
- Problema: Il posizionamento secondario di substrati plastici rigidi provoca danni e un eccesso di adesivo a causa di deformazioni o fluttuazioni dimensionali.
- Soluzione: Ispezione visiva in linea (precisione 0,05 mm) per rimuovere i substrati non conformi.
Quali sono le principali valutazioni DFM incluse nei servizi professionali di sovrastampaggio?
Servizi professionali di sovrastampaggio. La valutazione DFM (Design for Manufacturing) identifica i rischi di produzione. La valutazione BFM (Building For Manufacturing) consente a JS Precision di produrre report di valutazione entro 3 giorni lavorativi.
Il report DFM contiene tre elementi principali che richiedono una valutazione:
- La matrice di compatibilità dei materiali genera report che mostrano i valori di adesione di plastiche rigide e flessibili tramite test di pelatura a 180° utilizzando materiali TPE a base di PC e SEBS con valori superiori a 4,5 N/mm.
- Uniformità dello spessore delle pareti: la differenza di spessore delle pareti dei substrati in plastica rigida non deve superare 0,5 mm per evitare l'intrappolamento di aria o la formazione di segni di flusso durante lo stampaggio a iniezione secondario, garantendo la qualità dello stampaggio.
- Angolo di sformo: i componenti in plastica flessibile richiedono un angolo di sformo compreso tra 1,5° e 2° per evitare sbiancamenti o lacerazioni dovuti a un attrito eccessivo.
Quattro dettagli facilmente trascurabili nella valutazione DFM:
- Posizione del punto di iniezione: Il punto di iniezione secondario non deve essere posizionato nei punti deboli del substrato, poiché ciò creerebbe un rischio di deformazione da impatto .
- Sistema di ventilazione: le materie plastiche morbide richiedono canali di ventilazione adeguati nello stampo, con una profondità compresa tra 0,01 e 0,03 mm, per una rimozione efficace dell'aria e per mantenere la qualità dello stampaggio.
- Pre-essiccazione del substrato: il PC deve essere essiccato a 120 °C per 4-6 ore, poiché questo processo riduce il contenuto di umidità allo 0,02%, prevenendo difetti di stampaggio .
- Raffreddamento dello stampo: il controllo della temperatura dello stampo richiede una distribuzione uniforme dell'acqua di raffreddamento nei canali, poiché questo processo deve mantenere differenze di temperatura dello stampo pari o inferiori a 5 °C per ridurre la deformazione del prodotto.
Desiderate ridurre al minimo i rischi di sovrastampaggio in anticipo? Inviateci i disegni 3D del vostro prodotto e usufruite di un servizio gratuito di contabilità dei costi per comprendere appieno l'investimento nel progetto e garantirne il regolare svolgimento.
Caso di studio JS Precision: Risoluzione dei problemi di tenuta IP68 per i produttori di involucri per dispositivi medici
Gli involucri dei dispositivi medici devono raggiungere i più elevati standard di tenuta e resistenza. Abbiamo assistito un produttore nel conseguimento della certificazione di impermeabilità IP68 per il suo processo di sovrastampaggio, che in precedenza, dopo numerosi tentativi, non era riuscito a creare impugnature funzionali per strumenti chirurgici.
Sfide incontrate:
Il cliente necessitava di un grado di impermeabilità IP68 per i manici dei suoi strumenti chirurgici, realizzati in PC e TPE. La fabbrica ha effettuato sei prove di stampaggio, che hanno comportato perdite operative del 50% a causa di infiltrazioni in tutti i pezzi stampati. La resistenza dell'adesivo ha raggiunto un valore di 1,2 N/mm , insufficiente a soddisfare lo standard richiesto.
La soluzione di JS Precision:
Abbiamo utilizzato la valutazione DFM per identificare il problema principale e abbiamo creato una soluzione specifica che avrebbe permesso al cliente di eliminare i ritardi di produzione.
1. Aggiornamento dei materiali:
Il materiale TPE esistente non era in grado di aderire al materiale PC. Abbiamo proposto una soluzione che avrebbe comportato un aumento dei costi dell'8%, ma avrebbe garantito migliori prestazioni adesive, bloccando al contempo ogni perdita dalla fonte del problema.
2. Ottimizzazione dello stampo:
La nostra azienda ha aggiornato il materiale dell'acciaio per stampi , passando da P20 a S136H. Il team di progettazione ha creato un nuovo sistema di canali di colata che reindirizza le linee di saldatura verso aree che non compromettono le prestazioni. Il team ha inoltre ampliato i canali di ventilazione a 0,025 mm per risolvere il problema dell'aria intrappolata.
3. Parametri di processo:
Il nuovo processo richiedeva temperature dello stampo rigorose di 110 °C , mantenendo al contempo una temperatura di fusione di riferimento di 245 °C e utilizzando una velocità di iniezione che non doveva superare i 30 mm/s per garantire un'adeguata adesione termica del substrato e l'integrità dell'allineamento.
Risultati finali:
La qualità del prodotto ottimizzato è stata drasticamente migliorata e ha soddisfatto pienamente i requisiti per i dispositivi medici , oltre a ridurre i costi complessivi.
- Forza adesiva: Il valore è stato aumentato da 1,2 N/mm a 4,5 N/mm, ben al di sopra del requisito di 3 N/mm, risolvendo così il problema del distacco.
- Prestazioni di impermeabilità: il tasso di superamento del test IP68 è aumentato dal 50% al 100%, senza perdite, risultando quindi in linea con gli standard per i dispositivi medici .
- Resa: La percentuale di resa della produzione di massa ha raggiunto il 99,5%, con un incremento di 49,5 punti percentuali, il che ha contribuito notevolmente a ridurre le perdite dovute agli scarti.
- Costo: Sebbene il costo unitario dei materiali sia leggermente aumentato, il costo complessivo degli scarti è diminuito, il che ha portato a una riduzione del 22% del costo totale per unità e a un risparmio annuo di 150.000 dollari.
Anche i vostri prodotti presentano problemi di cedimento della sigillatura di sovrastampaggio, bassa resa produttiva o altre criticità? Contattate JS Precision per illustrarci le problematiche riscontrate con i vostri prodotti: personalizzeremo una soluzione su misura per voi, replicando gli eccellenti risultati ottenuti con le custodie di tenuta IP68 di successo nei dispositivi medicali e riducendo i costi complessivi.

Figura 4: Una collezione di quattro manici per strumenti medicali e piccoli componenti metallici realizzati in PC+TPE, esposti su una superficie grigia, che illustra l'applicazione dello stampaggio a iniezione.
Perché scegliere JS Precision come partner per i vostri servizi di sovrastampaggio?
Oltre ai punti sopracitati, è fondamentale scegliere il partner giusto per i servizi di sovrastampaggio. Questo, infatti, contribuisce a ridurre i rischi, contenere i costi e migliorare l'efficienza. JS Precision, forte di 15 anni di esperienza , offre servizi di Design Factor Management (DFM) fino alla produzione di massa.
Se ci scegliete, grazie alla stima DFM, alla realizzazione di stampi di alta qualità e alla produzione automatizzata, vi garantiamo un supporto integrato per tutto il progetto, in modo da ottenere qualità stabile, costi controllabili e consegne puntuali .
Competenze tecniche principali di JS Precision:
- Team DFM esperto: fornisce report di valutazione dettagliati, composti da 12 revisioni principali, che prevedono ed eliminano i rischi, garantendo così che il metodo sia corretto fin dal primo tentativo.
- La nostra officina per la produzione di stampi: produciamo e manuteniamo internamente gli stampi, disponiamo di attrezzature all'avanguardia e possiamo raggiungere una precisione di 0,01 mm , con consegna di stampi standard in 30-35 giorni.
- Capacità completamente automatizzate: tra le attrezzature figurano soluzioni di automazione personalizzate, con robot a 6 assi e posizionamento visivo, che consentono una produzione di massa efficiente e stabile, migliorando la capacità produttiva e la uniformità.
Perché scegliere JS Precision rispetto a un fornitore con prezzi inferiori?
- Costi inferiori a lungo termine: i preventivi iniziali per gli stampi possono essere superiori del 20-30% , ma la durata utile è più di 5 volte superiore rispetto agli stampi a prezzo inferiore, il che si traduce in un costo unitario complessivo più vantaggioso.
- Minore rischio: il processo di sviluppo del progetto utilizza l'analisi DFM (Design for Manufacturing) e l'analisi del flusso di stampaggio per individuare potenziali ritardi del progetto e guasti nei test di stampaggio, contribuendo così a prevenire perdite finanziarie.
- Qualità più stabile: gli stampi in acciaio S136, combinati con sistemi di produzione automatizzati, mantengono un valore CPK superiore a 1,33 , garantendo una consistenza del prodotto che soddisfa i requisiti di fascia alta.
Hai bisogno di un preventivo per servizi dedicati di sovrastampaggio e stampaggio a inserto? Inviaci i disegni 3D del tuo prodotto e i requisiti specifici. Gli ingegneri di JS Precision ti forniranno un feedback DFM e un preventivo accurato entro 24 ore, offrendoti supporto completo per la realizzazione del progetto.
FAQ
D1: Qual è la principale differenza tra sovrastampaggio e stampaggio a inserto?
Lo stampaggio a iniezione sovrastampato è un processo secondario di stampaggio a iniezione di uno strato di plastica morbida su un substrato di plastica rigida, in modo che il prodotto abbia proprietà come morbidezza al tatto e tenuta, mentre lo stampaggio a inserti è il metodo in cui la plastica viene utilizzata per incapsulare inserti prefabbricati allo scopo di migliorare la resistenza strutturale.
D2: Quali sono le indicazioni che suggeriscono la possibilità di utilizzare insieme due materiali nello stampaggio a iniezione?
È possibile verificare la compatibilità dei materiali consultando la guida SPI o eseguendo il test di adesione a 180°. Quando due materiali non sono compatibili, non riescono a stabilire un legame chimico, con conseguente bassissima forza adesiva; l'unico modo per unirli è tramite fissaggio fisico.
D3: È essenziale un trattamento speciale della superficie dell'inserto metallico nello stampaggio a inserto?
Gli inserti metallici devono essere preriscaldati, sottoposti a trattamento chimico o dotati di un sistema di bloccaggio meccanico per aderire saldamente alla plastica e rimanere fissi, evitando che si stacchino o si allentino.
D4: In che modo l'acciaio per stampi influisce sulla qualità dello stampaggio a iniezione?
Gli stampi in acciaio S136 hanno un'ottima lucidabilità, sono antiaderenti e la loro durata può raggiungere un milione di cicli; d'altra parte, l'acciaio P20 è soggetto a usura e ad adesione, il che comporta costi di manutenzione molto elevati e difetti nei prodotti.
D5: Quanto è importante l'analisi del flusso di stampaggio per i progetti di sovrastampaggio?
Non è un'opzione. Rileviamo le linee di saldatura nel 92% dei casi prima dell'inizio dello stampaggio. Anche le bolle d'aria vengono individuate precocemente. Il posizionamento del punto di iniezione e i tempi di ciclo vengono regolati in base alle simulazioni. Niente prove di stampaggio significa niente stampi scartati. Il risparmio sui costi raggiunge il 40% nelle grandi produzioni.
D6: Come ridurre i costi di manodopera per il posizionamento degli inserti nello stampaggio a iniezione?
Il nostro sistema utilizza alimentatori vibranti e bracci robotici. Il caricamento e il posizionamento del materiale avvengono automaticamente. Gli operatori non devono toccare ogni singolo pezzo. I difetti si riducono del 35%. Le ore di lavoro si dimezzano.
D7: Quanto sono complessi i progetti di sovrastampaggio che JS Precision è in grado di gestire?
Realizziamo colori a strati con tre tipi di materiale contemporaneamente. Gli inserti vengono posizionati con precisione micrometrica. Le guarnizioni IP68 sono integrate nel design. Tra i nostri clienti figurano aziende del settore medico, automobilistico e aerospaziale.
D8: Come posso ottenere un preventivo professionale da JS Precision per il mio prodotto?
Inviate i vostri disegni 3D in formato STEP. Il nostro team esaminerà le problematiche DFM entro 24 ore. Vi forniremo un preventivo chiaro entro fine giornata.
Riepilogo
Il fattore principale da considerare nella scelta tra sovrastampaggio e stampaggio a inserto è valutare quale delle due opzioni si adatti meglio alla funzionalità del prodotto, al volume di produzione e al costo.
Se scegli quello giusto, puoi evitare potenziali problemi e rendere il tuo lavoro più efficiente; se scegli quello sbagliato, potresti subire ritardi nel progetto e perdere opportunità.
La scelta dei materiali più adatti, la precisione degli stampi, i processi automatizzati e la valutazione DFM (Design for Manufacturing) sono i quattro pilastri che determinano il successo o il fallimento di un progetto. Con 15 anni di esperienza, JS Precision può aiutarvi a migliorare l'intero processo produttivo, ridurre i costi ed evitare errori.
Non lasciate che i problemi di tenuta e gli alti costi dei tentativi ed errori vi scoraggino. Contattate JS Precision , caricate i vostri file 3D, richiedete una valutazione DFM gratuita e ottenete un preventivo mentre create una soluzione di stampaggio a iniezione robusta.

Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. JS Precision Services non rilascia alcuna dichiarazione o garanzia, esplicita o implicita, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera tramite la rete JS Precision. È responsabilità dell'acquirente richiedere un preventivo per i componenti e identificare i requisiti specifici per queste sezioni. Per ulteriori informazioni, contattateci .
Team di precisione JS
JS Precision è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliere JS Precision significa efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

