

Surmoulage versus surmoulage par insertion : ces deux procédés de moulage par injection, en apparence similaires, placent souvent les concepteurs de produits face à un dilemme.
Avez-vous déjà subi des coûts importants liés aux réclamations clients en raison de défauts d'étanchéité de vos produits ? Hésitez-vous entre ces deux procédés, craignant qu'un mauvais choix n'entraîne des rebuts de moules et des retards de projet ?
Lorsque la jonction entre la colle souple et la colle dure devient un maillon faible de la fiabilité d'un produit, comprendre le processus et la science des matériaux qui la sous-tendent est bien plus économique que de procéder par essais et erreurs.
Aperçu de la réponse principale
| Dimensions de comparaison principales | surmoulage | Moulure d'insertion |
| Mécanisme de liaison | Liaison principalement chimique/thermique, reposant sur la compatibilité des matériaux. | Liaison principalement chimique/thermique, reposant sur la compatibilité des matériaux. |
| Scénarios applicables | Les outils dotés d'une meilleure prise en main ou d'une résistance à l'eau utilisent le collage. | Les améliorations structurelles telles que les fils métalliques ou les capteurs nécessitent une intégration physique. |
| Structure des coûts | Coût élevé du moule (nécessitant une conception précise), coût modéré par pièce. | Le coût des composants intégrés est élevé (matériaux + placement), et le potentiel d'automatisation est important. |
| Risques fondamentaux | Le décollement se produit, les joints fuient, les pièces se déplacent incorrectement. | Les inserts glissent, le positionnement n'est pas précis, il y a trop d'accumulation de colle. |
Principales conclusions :
- Les matériaux constituent essentiellement le point de départ :
La compatibilité des matériaux est essentielle pour obtenir une liaison chimique ; à défaut, un assemblage mécanique est la seule solution. Autrement dit, un mauvais choix de matériaux rendra impossible l’obtention d’une liaison solide , même avec les procédés les plus méticuleux .
- La précision dépend fortement du moule :
Le rendement et la durée de vie du moule sont deux aspects directement influencés par le matériau de l'acier utilisé et l'analyse du flux de matière. Disposer d'un moule de haute qualité permet donc de réduire les coûts de maintenance et les pertes de matière au fil du temps.
- L'automatisation permet de réduire les coûts :
Le placement manuel des inserts, les lignes de production automatisées et ces méthodes de fonctionnement permettent de réduire considérablement les coûts unitaires. Vous bénéficierez ainsi d'une capacité de production plus stable et d'un pouvoir de fixation des prix accru.
- Un DFM compétent est un pari sûr :
Évaluer la facilité de fabrication d'un produit avant de démarrer un projet est un moyen très efficace de réduire de plus de 80 % les risques potentiels liés à la production. Cela permet ainsi d'accélérer les délais de réalisation du projet et d'éliminer les coûts supplémentaires engendrés par des essais de moulage infructueux.
Comment choisir ? L'expertise de JS Precision en surmoulage et en moulage par insertion
Dans le choix entre le surmoulage et le moulage par insertion, de nombreux clients haut de gamme manquent de conseils professionnels et essaient à plusieurs reprises des moules sans parvenir aux résultats escomptés, ce qui entraîne finalement des coûts élevés liés à la mise au rebut des moules et des retards de projet.
Grâce à ses 15 années d'expérience pratique dans ces deux domaines, JS Precision vous permettra d'éviter les risques liés aux essais de moulage et de réduire vos coûts de production. Cette expertise repose sur une expérience concrète au service de clients haut de gamme dans des secteurs variés tels que la santé, l'automobile et les objets connectés.
Vous pouvez vous référer au cas client que nous avons traité : un fabricant de pièces automobiles était confronté à un problème de déplacement des inserts de surmoulage. Ce client utilisait initialement un placement manuel des inserts, ce qui entraînait un taux de rebut pouvant atteindre 8 % et une perte mensuelle de plus de 50 000 $.
En personnalisant un système de placement intégré automatisé et en optimisant la conception du moule grâce à l'analyse du flux de moule, vous obtiendrez les mêmes résultats : le taux de rebut peut être réduit à 0,3 %, ce qui permet d'économiser 48 500 $ en coûts mensuels.
Un autre client a signalé un taux de réclamations de 12 % dû à des défauts d'étanchéité lors du surmoulage. Grâce à l' optimisation de la compatibilité des matériaux et à l'amélioration de la structure des moules, le taux de réclamations de votre produit peut également être réduit à moins de 0,5 %, ce qui améliorera considérablement la réputation de votre marque.
Notre solution respecte scrupuleusement la norme ASTM D903-17 relative aux essais de pelage afin de garantir une résistance d'adhérence conforme aux exigences et d'assurer ainsi la qualité de votre produit. Choisir un partenaire professionnel vous permet d'éviter les erreurs dans le choix des procédés et de consacrer davantage de ressources à la recherche et au développement de vos produits.
Si vous hésitez entre le surmoulage et le moulage par insertion, contactez-nous pour consulter nos études de cas sur le surmoulage et le moulage par insertion afin d'identifier rapidement la solution de processus optimale, d'éviter les risques liés aux essais de moulage et de réaliser des économies de temps et d'argent.
Surmoulage ou moulage par insertion : lequel est le plus adapté à votre produit ?
Le choix entre le surmoulage et le moulage par insertion dépend principalement de la fonction du produit, du volume de production et du coût. Optez pour la méthode qui vous offrira un toucher doux et une étanchéité optimale, ou pour des inserts métalliques.
Côté fonctionnel : Sensation et apparence vs. Structure et fonction
Le surmoulage est idéal pour les produits nécessitant une surface douce et antidérapante ou présentant une finition bicolore. Outre l'amélioration visuelle, il assure une meilleure étanchéité et une expérience utilisateur optimale , renforçant ainsi la compétitivité du produit.
Le surmoulage, quant à lui, convient aux produits nécessitant des filetages métalliques intégrés, des feuilles conductrices, etc. De plus, il permet d'obtenir une liaison très forte entre le métal et le plastique , essentielle pour répondre aux exigences de conditions de fonctionnement complexes.
Du point de vue du volume de production et de la structure des coûts : Coût unitaire vs. amortissement du moule
Les structures de coûts des deux procédés diffèrent sensiblement et doivent être évaluées en fonction du volume de production. Voici des données comparatives de coûts spécifiques :
| Volume de production (annuel) | Coût du moule de surmoulage (USD) | Coût unitaire du surmoulage (USD) | Coût du moule de surmoulage (USD) | Coût unitaire du surmoulage (USD) |
| Moins de 100 000 unités | 15 000 à 25 000 | 0,8-1,2 | 8 000 à 15 000 | 1,1-1,5 |
| 100 000 à 500 000 unités | 15 000 à 25 000 | 0,5-0,8 | 8 000 à 15 000 | 0,7-1,0 |
| 500 000 à 1 000 000 unités | 20 000 à 30 000 | 0,3-0,5 | 10 000 à 18 000 | 0,4-0,6 |
| Plus d'un million d'unités | 25 000 à 35 000 | 0,2-0,3 | 12000-20000 | 0,25-0,4 |
De plus, les moules de surmoulage coûtent 30 à 50 % plus cher que les moules de surmoulage , et ils ne sont efficaces que pour les productions en lots moyens à élevés. Si la production annuelle dépasse 500 000 unités, l’automatisation combinée au surmoulage peut réduire le coût unitaire de 15 à 25 %.

Figure 1 : Une infographie côte à côte comparant les avantages et les applications du surmoulage par insertion (à gauche, avec une bouteille de colle) et du surmoulage (à droite, avec des boules colorées), sous le logo de Pioneer Plastics.
Moulage par insertion ou surmoulage : comment prendre une décision finale en fonction des indicateurs de résistance de l’adhésif ?
La force d'adhérence est en fait le principal facteur déterminant entre le surmoulage et le moulage par insertion.
Les données du test de pelage sont primordiales, et la compatibilité doit être évaluée en prenant les normes correspondantes comme référence.
Comment obtenir des données fiables sur la force d'adhérence ?
L'essai consiste en un pelage à 180° conforme à la norme ISO 8510-2 . La largeur de l'éprouvette est de 25 mm et la vitesse de pelage de 50 mm/min. Le résultat correspond à la moyenne de 5 éprouvettes, avec un écart type de 0,2 N/mm. Les normes de référence sont les suivantes :
| Type de processus | Combinaison de matériaux | Force d'adhérence idéale (N/mm) | Force d'adhérence acceptable (N/mm) | Résistance d'adhérence inacceptable (N/mm) |
| surmoulage | PC+TPE | ≥3,5 | 2.0-3.4 | <2.0 |
| surmoulage | PC/ABS+TPE | ≥3,2 | 1.8-3.1 | <1,8 |
| Moulure d'insertion | Insert en plastique et métal | ≥1,5 | 1.0-1.4 | <1.0 |
| Moulure d'insertion | Insert en plastique et céramique | ≥1,2 | 0,8-1,1 | <0,8 |
La résistance optimale de la liaison chimique pour le surmoulage est de 3,5 N/mm. Si elle est inférieure à 2,0 N/mm, il convient de revoir la combinaison des matériaux ou d'ajouter un système d'emboîtement mécanique ; à défaut, le produit risque de se détacher facilement.
Lorsqu'un test de pelage échoue, s'agit-il d'un problème de matériau ou d'un problème de paramètre de processus ?
- Problème matériel :
Vérifiez l'indice de compatibilité SPI des plastiques rigides et souples. Seuls les matériaux compatibles forment des liaisons chimiques assurant une adhérence optimale . Par exemple, le PP ne peut être collé à aucun plastique souple.
- Problème lié aux paramètres du processus :
Pour le moulage par injection secondaire, la température de fusion du TPE doit être de 20 à 30 °C supérieure à la température de déformation thermique du plastique rigide afin qu'une fusion thermique profonde puisse être obtenue, car sinon, la fusion thermique efficace pourrait ne pas être atteinte.
Figure 2 : Deux moules d'injection métallique robustes placés côte à côte sur un établi, avec des étagères de rangement bleues en arrière-plan, illustrant l'outillage pour les processus d'insertion et de surmoulage.
Surmoulage et surmoulage par insertion : quel procédé permet réellement de résoudre les problèmes d’étanchéité ?
Le surmoulage et le moulage par insertion peuvent tous deux servir de techniques d'étanchéité, mais aucune ne suffit à elle seule pour garantir l'étanchéité IP68. Il est donc nécessaire de les combiner afin de créer un système composé d'un joint souple en plastique et d'une structure rigide en plastique .
Pourquoi le surmoulage présente-t-il généralement des fuites à l'interface entre les plastiques rigides et flexibles, même lorsqu'il répond aux exigences d'étanchéité IP68 ?
- Défauts de conception de l'interface :
La hauteur de fuite est insuffisante ( une hauteur ≥ 2 mm est recommandée ) pour permettre la pénétration des molécules d'eau par capillarité. Par ailleurs, la compression du plastique souple doit être limitée à 0,2-0,4 mm.
- Absence d'analyse du flux de moule :
Cela peut entraîner la formation de lignes de soudure à l'interface entre le caoutchouc souple et le caoutchouc dur, qui constituent des points de faiblesse. En effet, l'analyse de l'écoulement du matériau dans le moule permet de réduire le risque de fuite de plus de 40 %.
Comparaison de deux schémas de conception de structures d'étanchéité typiques
| Type de schéma | Principe fondamental | Exigences matérielles | Fiabilité à l'étanchéité | Impact sur les coûts |
| Joint de surmoulage pur | Repose sur la liaison chimique entre le caoutchouc mou et le caoutchouc dur | Compatibilité matérielle extrêmement élevée | Moyen (nécessite une force de pelage ≥ 3,5 N/mm) | Faible (aucun processus d'assemblage supplémentaire) |
| Structure de moulage par insertion + joint d'étanchéité | joint à compression physique | Aucune exigence de compatibilité stricte | Élevé (taux de réussite IP68 ≥99%) | Élevé (processus d'assemblage accru) |
Il n'existe aucune garantie de compatibilité parfaite des matériaux. Une résistance au pelage de 3,5 N/mm est probablement nécessaire pour les joints par surmoulage pur. Le surmoulage par insertion avec joint torique utilise la compression et est donc plus fiable , même s'il complexifie l'assemblage.
Si votre produit a des exigences d'étanchéité IP68, vous pouvez soumettre vos dessins 3D . JS Precision vous proposera gratuitement une solution de surmoulage sur mesure, résolvant efficacement les problèmes de fuite, garantissant une étanchéité conforme aux normes et vous évitant ainsi les coûts liés aux essais de moulage répétés.
Procédé de surmoulage par injection : comment optimiser les paramètres d’injection pour éviter des rebuts de moule coûteux ?
Les paramètres d'injection du procédé de surmoulage influent directement sur la qualité du produit et la durée de vie du moule. L'optimisation de la vitesse d'injection, de la pression de maintien et de la température du moule permet d'éviter les rebuts.
Pourquoi le plastique fondu contenu dans un substrat en plastique dur se désaligne-t-il lors de l'injection secondaire ?
L'augmentation de la vitesse d'injection provoque une force d'impact soudaine, pouvant dépasser la force de maintien du substrat ( pression > 50 MPa à 80 mm/s ). Ralentir la vitesse à 20-40 mm/s, et la pression du front de plastique fondu étant alors inférieure à 30 MPa, résout ce problème.
Optimisation synergique de la température du moule et de la température du matériau
- Contrôle de la température du moule : L’augmentation de la température du moule du substrat en plastique dur à 90-110 °C active la liaison thermique, diminue les contraintes thermiques , améliore la force d’adhérence et réduit le nombre de défauts du produit.
- Contrôle de la température du matériau : La température de fusion du plastique souple doit se situer à environ ±10 °C de la plage maximale recommandée par le fournisseur. Une température trop basse entraîne une adhérence insuffisante, tandis qu’une température trop élevée provoque la dégradation du matériau.
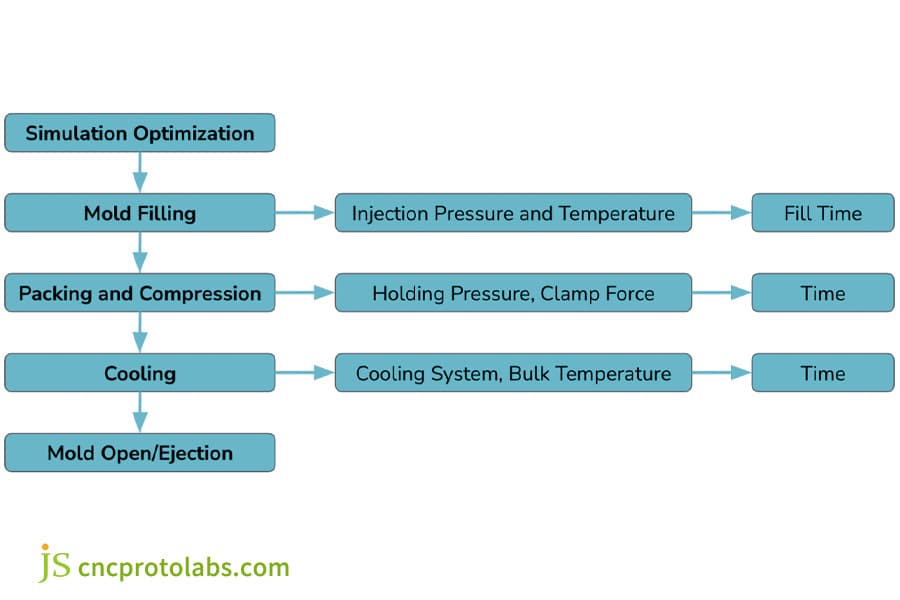
Figure 3 : Un organigramme détaillant les étapes du processus de surmoulage par injection : simulation, remplissage du moule, compactage, refroidissement et éjection, avec les paramètres associés.
Comparatif des services de surmoulage sur mesure : Quelle est la différence de prix (jusqu’à 10 fois plus importante) entre les devis des fournisseurs ?
Dans un comparatif de services de surmoulage sur mesure , vous constaterez peut-être des écarts de prix allant jusqu'à dix fois, principalement dus à la qualité des moules, à la maîtrise des risques et au niveau d'automatisation. Les prix bas cachent souvent des coûts élevés.
Lors de la comparaison des fournisseurs, concentrez-vous sur trois points clés :
- Acier à moules : Choisissez l’acier S136 (HRC 48-52, durée de vie 5 à 8 fois supérieure à celle du P20) plutôt que le P20. L’acier S136 offre une protection contre la corrosion tout en conservant ses propriétés antiadhésives et en prolongeant la durée de vie du produit.
- Analyse du flux de moulage : Le démarrage du projet exige que les fournisseurs professionnels fournissent leurs rapports identifiant les meilleurs points d’injection et systèmes de refroidissement, tout en prévoyant les problèmes potentiels liés au remplissage et aux lignes de soudure.
- Insertion et positionnement : Les bras robotisés automatisés peuvent positionner des objets avec une précision de ±0,02 mm, ce qui dépasse la précision de la méthode de positionnement manuel de ±0,1 mm , offrant ainsi des avantages grâce à une efficacité accrue et une meilleure précision.
Comparaison des coûts cachés : Maintenance des moisissures et pertes liées aux temps d’arrêt
Les moules bon marché deviennent inutilisables après 50 000 lots car ils adhèrent aux surfaces, ce qui réduit l'efficacité opérationnelle à moins de 60 %. En revanche, l'acier S136 avec un nano-revêtement permet une production continue de 500 000 moules sans défaillance. Le procédé maintient une efficacité opérationnelle supérieure à 85 %.
Moulage par insertion ou surmoulage : comment réduire les coûts unitaires en production automatisée ?
En production automatisée, la réduction des coûts grâce au moule d'insertion par rapport au surmoulage est plus importante, ce qui peut considérablement raccourcir le temps de mise en place des inserts, augmenter la capacité de production et réduire les coûts unitaires.
Comment l'automatisation modifie-t-elle la formule de coût du surmoulage ?
- Coûts de main-d'œuvre : La production automatisée par moulage par insert permet de réduire les coûts de main-d'œuvre de plus de 70 %. Pour les projets produisant un million d'unités par an, cela peut représenter des économies de 300 000 à 500 000 $ par an sur les coûts de main-d'œuvre.
- Amélioration du rendement : La précision de placement automatisée de 0,02 mm réduit considérablement le taux de rebut dû au mauvais alignement des inserts, le faisant passer de 5 % à moins de 0,5 %, minimisant ainsi les pertes.
Défis et solutions d'automatisation dans le surmoulage
- Problème : Le positionnement secondaire de substrats en plastique rigide entraîne des dommages et un surdosage d'adhésif en raison de déformations ou de fluctuations dimensionnelles.
- Solution : Inspection visuelle en ligne (précision 0,05 mm) pour éliminer les substrats non conformes.
Quelles sont les principales évaluations DFM incluses dans les services professionnels de surmoulage ?
Services professionnels de surmoulage : évaluation DFM qui identifie les risques de production ; l’évaluation BFM permet à JS Precision de produire des rapports d’évaluation en 3 jours ouvrables.
Le rapport DFM contient trois éléments principaux qui nécessitent une évaluation :
- Compatibilité des matériaux : Matrix génère des rapports qui montrent les taux d'adhérence des plastiques rigides et flexibles grâce à des tests de pelage à 180° utilisant des matériaux TPE à base de PC et de SEBS dépassant 4,5 N/mm.
- Uniformité de l'épaisseur des parois : La différence d'épaisseur des parois des substrats en plastique rigide ne doit pas dépasser 0,5 mm afin d'éviter les inclusions d'air ou les marques d'écoulement lors du moulage par injection secondaire, garantissant ainsi la qualité du moulage.
- Angle de dépouille : Les pièces en plastique souple nécessitent un angle de dépouille compris entre 1,5° et 2° pour éviter le blanchiment ou la déchirure dus à un frottement excessif.
Quatre détails souvent négligés dans l'évaluation DFM :
- Emplacement de la porte : La porte d'injection secondaire ne doit pas être placée aux points faibles du substrat car cela créerait un risque de déformation par impact .
- Système de ventilation : Les plastiques souples nécessitent des canaux de ventilation de moule appropriés qui doivent avoir une profondeur comprise entre 0,01 et 0,03 mm pour une évacuation efficace de l’air afin de maintenir la qualité du moulage.
- Pré-séchage du substrat : le PC doit subir un séchage à 120 °C pendant 4 à 6 heures, car ce processus ramènera la teneur en humidité à 0,02 %, ce qui empêche les défauts de moulage .
- Refroidissement du moule : Le contrôle de la température du moule nécessite une distribution uniforme de l’eau de refroidissement dans les canaux, car ce processus doit maintenir des différentiels de température du moule de 5 °C ou moins afin de réduire la déformation du produit.
Vous souhaitez minimiser les risques liés au surmoulage en amont ? Soumettez les dessins 3D de votre produit et bénéficiez de services gratuits de comptabilité analytique pour une compréhension claire de votre investissement et un déroulement optimal de votre projet.
Étude de cas JS Precision : Résolution des problèmes d’étanchéité IP68 pour les fabricants de boîtiers de dispositifs médicaux
Les boîtiers de dispositifs médicaux doivent répondre aux normes d'étanchéité et de rendement les plus exigeantes. Nous avons accompagné un fabricant dans l'obtention d'une étanchéité IP68 pour son procédé de surmoulage, qui, malgré de multiples tentatives, n'avait pas permis de créer des poignées d'instruments chirurgicaux fonctionnelles.
Défis rencontrés :
Le client devait garantir l'étanchéité IP68 des manches de ses instruments chirurgicaux, composés de polycarbonate et de TPE. L'usine a réalisé six essais de moulage, entraînant des pertes de production de 50 % en raison de fuites sur tous les moulages. La résistance de l'adhésif , à 1,2 N/mm, était insuffisante pour satisfaire aux exigences.
La solution de JS Precision :
Nous avons utilisé l'analyse DFM pour identifier le problème principal et avons créé une solution spécifique permettant au client d'éliminer ses retards de production.
1. Mise à niveau matérielle :
Le matériau TPE existant ne permettait pas d'adhérer au matériau PC. Nous avons proposé une solution de matériau qui, bien qu'entraînant une augmentation de coût de 8 %, offre une meilleure adhérence tout en éliminant toute fuite à la source du problème.
2. Optimisation du moule :
Notre entreprise a remplacé l'acier P20 utilisé pour ses moules par du S136H. L'équipe de conception a créé un nouveau système d'alimentation qui redirige les lignes de soudure vers des zones n'affectant pas les performances. Elle a également élargi les canaux de ventilation à 0,025 mm afin de résoudre le problème des bulles d'air.
3. Paramètres du processus :
Le nouveau procédé exigeait des températures de moule rigoureuses de 110 °C tout en maintenant une température de fusion de référence de 245 °C et en utilisant une vitesse d'injection ne devant pas dépasser 30 mm/s pour assurer une liaison thermique et une intégrité d'alignement correctes du substrat.
Résultats finaux :
La qualité optimisée du produit a été considérablement améliorée et répond pleinement aux exigences des dispositifs médicaux , tout en réduisant les coûts globaux.
- Force d'adhérence : La valeur a été augmentée de 1,2 N/mm à 4,5 N/mm, ce qui était bien au-dessus de l'exigence de 3 N/mm, mettant ainsi fin au problème de décollement.
- Performances d'étanchéité : Le taux de réussite au test IP68 est passé de 50 % à 100 %, sans aucune fuite, il était donc conforme aux normes pour les dispositifs médicaux .
- Rendement : Le rendement de la production de masse a atteint 99,5 %, soit une hausse de 49,5 points de pourcentage, ce qui a grandement contribué à réduire les pertes dues aux rebuts.
- Coût : Même si le coût unitaire des matériaux a légèrement augmenté, le coût global des rebuts a diminué, ce qui a entraîné une baisse de 22 % du coût total par unité et une économie annuelle de 150 000 $.
Vos produits rencontrent-ils également des problèmes de surmoulage, de faible rendement ou autres ? Contactez JS Precision pour nous faire part de vos difficultés, et nous vous proposerons une solution personnalisée, reproduisant les excellents résultats obtenus avec les boîtiers étanches IP68 utilisés dans les dispositifs médicaux et réduisant vos coûts globaux.

Figure 4 : Une collection de quatre poignées d'outils médicaux et de petits composants métalliques en PC+TPE, présentés sur une surface grise, illustrant l'application du surmoulage.
Pourquoi choisir JS Precision comme partenaire pour vos services de surmoulage ?
Outre les points mentionnés ci-dessus, le choix d'un partenaire de services de surmoulage adapté est primordial. En effet, cela permet de réduire les risques, de diminuer les coûts et d'améliorer l'efficacité. Forte de 15 ans d'expérience , JS Precision propose des services de gestion des facteurs de conception (DFM) jusqu'à la production en série.
En nous choisissant, grâce à l'estimation DFM, à la fabrication de moules de haute qualité et à la production automatisée, nous vous garantissons un soutien intégré tout au long du projet, vous assurant ainsi une qualité stable, des coûts maîtrisables et une livraison dans les délais .
Les principales capacités techniques de JS Precision :
- Équipe DFM expérimentée : Fournit des rapports d’évaluation détaillés, comprenant 12 analyses principales, permettant d’anticiper et d’éliminer les risques, et garantissant ainsi la réussite de la méthode dès le premier essai.
- Notre propre atelier de moulage : Nous fabriquons et entretenons nous-mêmes les moules, disposons des équipements les plus récents et pouvons atteindre une précision de 0,01 mm , avec une livraison de moules standard en 30 à 35 jours.
- Capacités entièrement automatisées : Des solutions d’automatisation sur mesure, comprenant des robots à 6 axes et un système de positionnement par vision, font partie des équipements, permettant ainsi une production de masse efficace et stable, une amélioration de la capacité et de la constance.
Pourquoi choisir JS Precision plutôt qu'un fournisseur moins cher ?
- Coûts à long terme réduits : les devis initiaux pour les moules peuvent être de 20 à 30 % plus élevés , mais leur durée de vie est plus de 5 fois supérieure à celle des moules moins chers, ce qui se traduit par un coût unitaire global plus avantageux.
- Risque réduit : Le processus de développement du projet utilise l’analyse DFM et l’analyse du flux de moulage pour détecter les retards potentiels du projet et les échecs des tests de moulage, ce qui contribue à prévenir les pertes financières.
- Qualité plus stable : les moules en acier S136 associés à des systèmes de production automatisés maintiennent une valeur CPK supérieure à 1,33, ce qui garantit une constance du produit répondant aux exigences les plus élevées.
Besoin d'un devis pour des services de surmoulage et d'insertion de pièces ? Soumettez vos plans 3D et vos exigences spécifiques. Les ingénieurs de JS Precision vous fourniront une analyse de fabricabilité (DFM) et un devis précis sous 24 heures, ainsi qu'un accompagnement complet pour la mise en œuvre de votre projet.
FAQ
Q1 : Qu'est-ce qui différencie principalement le surmoulage du moulage par insertion ?
Le surmoulage est un moulage par injection secondaire d' une couche de plastique souple sur un substrat en plastique rigide, conférant au produit des propriétés telles qu'un toucher doux et une bonne étanchéité, tandis que le moulage par insertion est la méthode utilisée pour enrober des inserts préfabriqués afin d'améliorer la résistance structurelle.
Q2 : Qu'est-ce qui indique que deux matériaux peuvent être utilisés ensemble en surmoulage ?
On peut vérifier la compatibilité des matériaux selon le guide SPI ou effectuer le test de pelage à 180°. Lorsque deux matériaux sont incompatibles, ils ne parviennent pas à former de liaison chimique, ce qui entraîne une très faible adhérence ; la seule solution pour les assembler est alors la fixation physique.
Q3 : Un traitement spécial de la surface de l'insert métallique est-il essentiel dans le moulage par insertion ?
Les inserts métalliques doivent être préchauffés, subir un traitement chimique ou être dotés d'un système de verrouillage mécanique afin qu'ils adhèrent fortement au plastique et restent bien en place, sans tomber ni se desserrer.
Q4 : Comment l'acier du moule affecte-t-il la qualité du surmoulage ?
Les moules en acier S136 ont une très bonne aptitude au polissage, sont antiadhésifs et leur durée de vie peut atteindre un million de cycles ; en revanche, l'acier P20 est susceptible de s'user et de coller, ce qui entraînera des coûts de maintenance très élevés et des défauts sur les produits.
Q5 : Quelle est l'importance de l'analyse du flux de moule pour les projets de surmoulage ?
C'est indispensable. Nous constatons des lignes de soudure dans 92 % des cas avant même le début du moulage. Les bulles d'air sont également détectées très tôt. Le positionnement des points d'injection et les temps de cycle sont ajustés en fonction des simulations. L'absence d'essais permet d'éviter la mise au rebut des moules. Les économies réalisées peuvent atteindre 40 % sur les grandes séries.
Q6 : Comment réduire les coûts de main-d'œuvre liés à la mise en place d'inserts dans le moulage par insérage ?
Notre système utilise des alimentateurs vibrants et des bras robotisés. Le chargement et le positionnement des matériaux sont automatisés. Les opérateurs n'ont plus besoin de manipuler chaque pièce. Les défauts diminuent de 35 % et le temps de travail est réduit de moitié.
Q7 : Quel est le niveau de complexité des projets de surmoulage que JS Precision peut gérer ?
Nous réalisons des superpositions de couleurs avec trois types de matériaux simultanément. Les inserts sont placés avec une précision micrométrique. L'étanchéité IP68 est intégrée à la conception. Parmi nos clients figurent des entreprises des secteurs médical, automobile et aérospatial.
Q8 : Comment puis-je obtenir un devis professionnel de JS Precision pour mon produit ?
Envoyez-nous vos dessins 3D au format STEP. Notre équipe analyse les aspects DFM sous 24 heures. Nous vous fournissons un devis clair en fin de journée.
Résumé
Le principal facteur à prendre en compte pour choisir entre le surmoulage et le moulage par insertion est de déterminer laquelle des deux options correspond le mieux aux fonctionnalités de votre produit, à votre volume de production et à votre budget.
Si vous choisissez la bonne option, vous pouvez éviter les problèmes potentiels et rendre votre travail plus efficace ; si vous choisissez la mauvaise, vous risquez de subir des retards de projet et de manquer des opportunités.
Le choix judicieux des matériaux, la précision des moules, l'automatisation des processus et l'évaluation de la fabricabilité (DFM) sont les quatre piliers qui déterminent la réussite ou l'échec d'un projet. Forte de 15 ans d'expérience, JS Precision vous accompagne pour optimiser l'ensemble de vos opérations, réduire vos coûts et éviter les erreurs.
Ne laissez pas les problèmes d'étanchéité et les coûts élevés des essais et erreurs vous freiner. Contactez JS Precision , téléchargez vos fichiers 3D, bénéficiez d'une évaluation DFM gratuite et obtenez un devis tout en élaborant une solution de moulage par injection robuste.

Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. JS Precision Services n'offre aucune garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau JS Precision, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la fabrication. Il est de la responsabilité de l'acheteur de demander un devis pour les pièces et de préciser ses exigences concernant ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de précision JS
JS Precision est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle propose des services complets de fabrication, notamment l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres prestations de fabrication intégrées.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir JS Precision, c'est opter pour l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, consultez notre site web : www.cncprotolabs.com
Ressource

