

ガスアシスト射出成形は、厚肉の工業用射出成形部品の表面欠陥を除去する効果的な方法として機能すると同時に、プレミアムな射出成形サービスを提供するための基礎技術としても機能します。
大型産業機器のシェルモールドの開発に数万ドルを投資し、最終製品がリブ裏の収縮痕によりスクラップになると、材料と労力が無駄になるだけでなく、プロジェクトの納期遅延につながる可能性があります。
従来の射出成形技術では、壁厚が 8 mm を超える大型構造コンポーネントの厚肉領域の冷却収縮によって生じる表面欠陥に対処することができませんでした。
この記事では、ガスアシスト射出成形がプロセス全体を通して内部ガス圧力を維持することで収縮マークを完全に除去する方法を実際の工業例を通じて実証し、この技術の経済的および運用上の利点を検証します。
主要な回答の概要
| 問題 | 解決 | 主な利点 |
| 収縮マークはどのようにして発生しますか? | 部品の最も厚い領域は加熱と冷却が最も遅いため、真空収縮が引き込まれ、表面にへこみや収縮マークが発生します。 | 従来の圧力保持で長時間圧力を保持すると、最も厚い部分の中心部まで圧力を伝えることができず、圧力を加えることができません。 |
| どのように機能するのでしょうか? | 窒素ガスは最初にイオン化され、次に注入されている溶融物のコアに浸透して、保持圧力を確立します。 | リブの反対側のシュリンクマークを除去し、最大 0.1mm の表面平滑性を実現します。 |
| 価格はどう比較されますか? | ガス支援装置への初期投資はより多くなりますが、原材料と成形サイクルのコストが大幅に削減されます。 | 合計すると、単価は15% ~ 30%減少し、材料の節約は約20% ~ 50% になります。 |
| そのテクノロジーはどこで利用できるのでしょうか? | 大型産業機器のハウジングのほか、厚肉の構造部品やリブの多い部品にも最適です。 | いくつかの例としては、制御盤のハウジング、重機のカバー、工業用ハンドルなどがあります。 |
重要なポイント
- 表面品質の大幅な向上:ガスアシスト射出成形により、表面を 0.03 mm まで平坦化し、リブの反対側のへこみを完全に排除できます。
- コストと効率の統合:中空の部品と構造は、原材料の使用量を 20% ~ 50% 削減すると同時に、射出成形のサイクル タイムを 30% ~ 50% 短縮し、全体のコストを削減します。
- 構造特性の向上:内部応力集中点を除去することで、反りに対する耐性が 40% 以上向上しました。 射出成形大型部品。
ガスアシスト射出成形を選ぶ理由JS Precision による現実世界の体験
大規模な厚肉射出成形プロジェクトの主な問題には、欠陥の手戻り、プロジェクトコストの超過、納期の遅れなどがあり、当社は 15 年間にわたってこの問題に取り組んできました。
JS Precision は、15 年の経験を通じて精密射出成形サービスを提供しており、これにより同社は1,000 を超える海外顧客向けに 300,000 個を超える精密部品を製造することができました。当社のガスアシスト射出成形プロジェクトは、99.2% の納期どおりの納期を達成し、納期リスクを効果的に軽減します。
当社は大型部品の射出成形を専門とし、大型の厚肉部品の収縮マークや反りを引き起こす複数の課題を解決します。
当社は、無料の DFM 解析と金型フロー シミュレーション、および 24 時間体制のエンジニア サポートによる完全なサポートを提供します。これにより、欠陥による手戻りにつながる高額なテスト費用の削減により時間と費用を節約しながら、生産上の問題を防ぐことができます。
当社の実践的なケーススタディは、産業用制御キャビネット、大型自動車内装部品などをカバーしています。当社は、クライアントがスクラップ率を35% からほぼゼロに削減するのを支援し、同時にユニットコストを 30% 削減して、業務の生産効率と納品パフォーマンスの向上を実現します。
金型設計から製品納品まで一貫した管理を行っております。 ISO9001:2015 ISO13485認証を取得しています。
当社のプロセスは、精度要件を満たすガスアシスト射出成形部品を製造すると同時に、試作から量産までのすべての段階でお客様をサポートし、時間と労力、コストを削減します。
ガスアシスト射出成形のホワイトペーパーをダウンロードして、ガスアシスト射出成形の中核となるアプリケーションポイントと設計テクニックをすぐにマスターしてください。
従来の射出成形が大型部品の射出成形でヒケに悩まされるのはなぜですか?
従来の大型部品の射出成形における冷却プロセスは、肉厚の中心部から始まり、他の部品よりも冷却速度が遅いため、真空収縮を引き起こす条件が生じます。
このプロセスは、材料が流路を通過するにつれて低下し始める外部保持圧力から始まり、その結果、収縮ギャップの充填が不十分になり、生産上の無駄や出荷の遅延が発生します。
厚肉領域における真空収縮効果
成形品の肉厚が 4mm ~ 5mm を超えると、中心の溶融物の冷却速度は表面冷却の半分の速度になります。収縮によって発生する真空力により表面が引っ張られ、 0.2mm~0.5mmの凹みが形成されます。外部修復では、この種の欠陥をオブジェクトから除去することはできません。
圧力保持と収縮補償の物理的限界
従来の圧力保持方法では、ゲート領域での圧力制御のみが行われるため、流路全体での圧力制御の効果が低下します。
ゲートから離れた位置にあるリブ根元には力を伝えることができず、過剰な圧力保持により内部応力が発生し、部品の反りが0.5mmを超えて組立精度が低下します。
ガスアシスト射出成形の原理
ガスアシスト射出成形は、窒素が溶融物中を移動するために使用する圧力保持経路を作成し、システムがコンポーネント全体に圧力を伝達できるようにします。このソリューションは次の要件を満たしていますSPI スタンダード 101収縮マークの問題を正確に解決します。
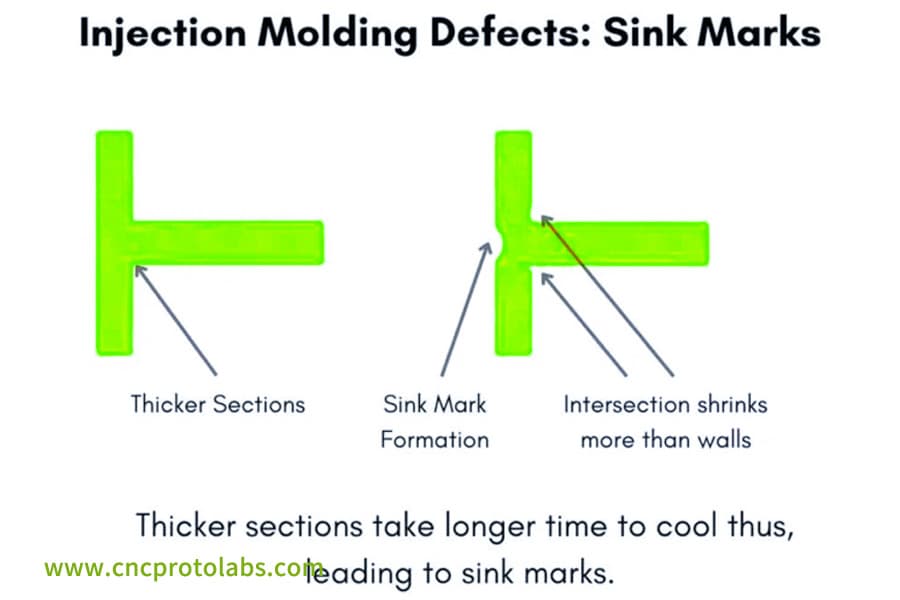
図 1: 従来の射出成形中にプラスチック部品の厚い部分にヒケがどのように形成されるかを示す図。ラベルは不均一な冷却と収縮を強調しています。
ガスアシスト射出成形はどのようにして厚い部分のヒケを除去するのでしょうか?
ガスアシスト射出成形のプロセスでは、高圧窒素ガス射出を使用して、通常は固体材料で満たされる溶融材料の内部に中空スペースを作成します。
システムの永続的な内部圧力により、製品の表面欠陥につながる真空効果が生じる収縮を防ぎます。
窒素の浸透: 固体充填物を中空構造に置き換える
溶融物が金型キャビティの 70% ~ 95% を満たした後、高圧窒素ガス (20 ~ 30MPa) が溶融物の中心に浸透し、溶融物を金型壁に向かって押します。この方法では、肉厚部分で通常発生する収縮や凹みを防ぎながら、製品全体に均一な肉厚を実現します。
一定の内圧、外壁が金型キャビティに密着
窒素ガスは一定の内部圧力を生成し、ギャップが 0.02 mm 未満のままの場合、冷却中に部品の外側部分を金型鋼の表面に近づけます。
この技術により、リブの反対側に収縮マークが現れるのを防ぎ、その結果、表面平坦度測定値は 0.1 mm となり、グレード A の外観基準を満たします。
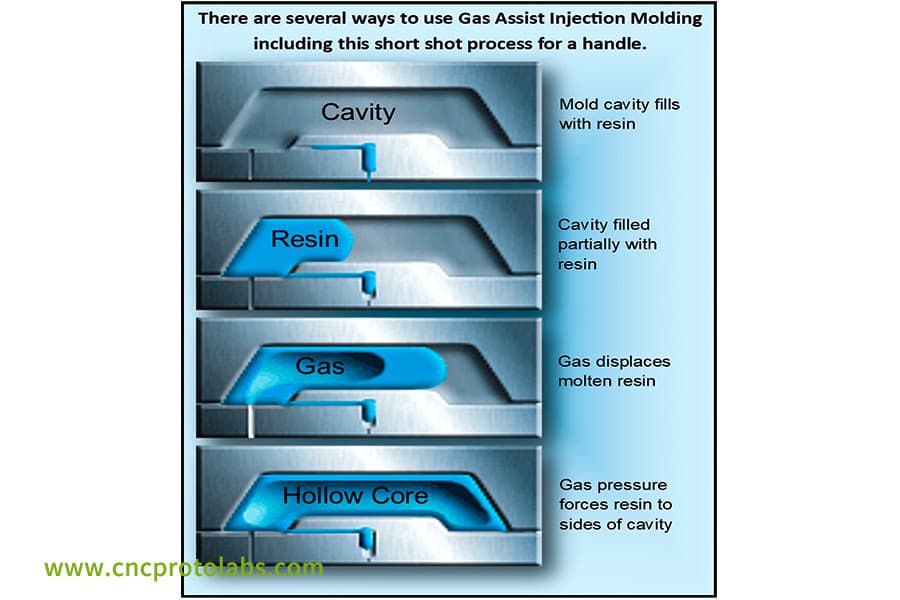
図 2: ハンドルを成形するためのガスアシスト ショート ショット プロセスを示す 4 段階の図。ガスが溶融樹脂を置換して中空のコアを形成し、ヒケを防止します。
ガスアシストを使用して大型部品を射出成形するための重要な設計ルールは何ですか?
の大型部品の射出成形ガスアシスト技術を採用すると、金型の修正コストを削減し、生産効率を向上させるために、肉厚勾配、ガスチャネルの優先順位、ゲートのセンタリングという 3 つのルールに従う必要があります。
肉厚推移の設計ルール
ガスチャネルから薄壁領域までの壁の厚さの変化は、≤1.5:1 である必要があります。この比率を超えるとガスが薄い壁を吹き抜けて穴が開くため、スクラップコストが増加します。
ガスチャネル接続ルール
ガスが充満したエリアでの継続的なネットワークを確保します。推奨されるチャネル断面形状は、円形または涙滴型のデザインを使用する必要があります。鋭いコーナーではガス圧力が 15 bar を超え、圧力効果を維持するために必要なガス圧力が失われます。
ゲートとエアニードルのレイアウトルール
ゲートとエアニードルは、ガスの浸透方向がメルトフローと一致するように、同じ側に配置する必要があります。このプロセスにより、圧力損失を 8% 未満に維持しながらガスを少なくとも 700 mm 浸透させることができ、信頼性の高い成形結果が得られます。
| 設計パラメータ | 基準値 | リスクしきい値 | 最適値 | 該当するシナリオ | 圧力損失 |
| 肉厚変化率 | ≤1.5:1 | >2:1 | 1.2:1 | 大型構造部品 | <10bar |
| ガスチャネル断面 | 円形/ティアドロップ | 鋭角コーナー | 円形 | 厚肉コンポーネント | <8bar |
| ゲートニードルのレイアウト | 同じ側、同じ方向 | 反対側、反対方向 | 中央、同じ側 | 非常に長いコンポーネント | <5% |
| ガス侵入長さ | ≤700mm | >800mm | 600mm | 制御盤ハウジング | <8% |
| 溶融充填量 | 70%-95% | <70%/>95% | 78% | 厚肉リブ部品 | ミシン目なし |
- 注:この表は、大型部品のガスアシスト射出成形の主要パラメータを要約したものです。これは、不適切なパラメータによる製造上の欠陥を防ぐための直接的な設計ガイドとして機能します。
射出成形金型の部品を設計する際、欠陥を排除するためにガス チャネルをどのように計画すればよいでしょうか?
射出成形金型のエアウェイの部品を設計するときは、ガス抵抗経路を最小限に抑える原則に従って、部品の最も厚い壁の領域に配置する必要があります。金型の寿命を向上させるおよび生産認定率。
ガスチャネルの位置とサイズの設計
ガスチャネルは壁の最も厚い部分に配置し、直径は主壁の厚さの 50% ~ 70%にする必要があります。主壁の厚さが 8mm の場合、ガス チャネルの直径は 4mm ~ 5.6mm でなければなりません。
この方法は、エアポケットや穴の形成を防ぎながら、信頼性の高いガス流を確立します。
ガス流路断面形状の選択
円形断面のガスチャネルは圧力損失が最も低く、推奨されます。ティアドロップ形状は、構造上必要な場合に使用する必要があります。曲率半径は少なくとも 1.5 mm 必要です。これにより、ガス チャネルの亀裂が防止され、金型の稼働時間が短縮されます。
ガスチャネルエンドシーリング設計
ガスチャネルは、圧力維持後に天然ガスを排出できるように、その終点に 0.5 mm ~ 1 mm の薄壁のシール領域を必要とします。これは、エアポケットの欠陥を排除し、廃棄物を減らすのに役立ちます。
| 気道パラメータ | 主肉厚 8mm | 主肉厚 10mm | 主肉厚 12mm | 断面形状 | エンドシールの厚さ |
| 気道直径 | 4mm~5.6mm | 5mm-7mm | 6mm-8.4mm | ラウンド | 0.5mm |
| 圧力損失 | <6bar | <7bar | <8bar | ティアドロップ | 0.8mm |
| 浸透深さ | 600mm | 650mm | 700mm | ラウンド | 1mm |
| シール効果 | 素晴らしい | 素晴らしい | 良い | ティアドロップ | 0.6mm |
| 欠陥リスク | 低い | 低い | 中くらい | ラウンド | 非常に低い |
- 注:この表のデータは、JS Precision による 15 年間にわたる射出成形金型部品の継続的な設計から得られたものであり、気道設計に直接適用して設計効率を向上させることができます。
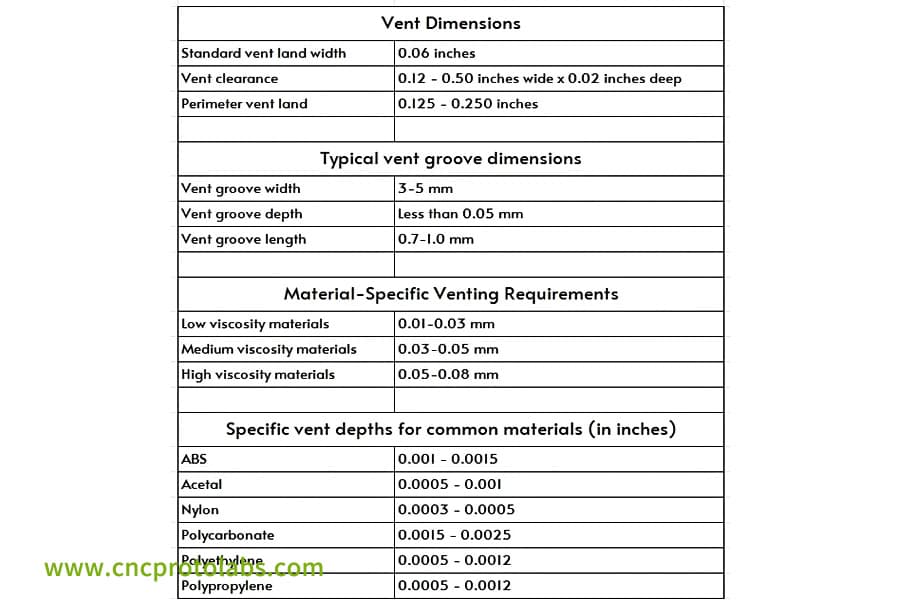
図 3: ガスアシスト射出成形金型の一般的なベント溝の寸法 (幅、深さ、長さ) と材料固有のベント要件をリストした詳細な表。
内部応力を軽減するために大型部品の射出成形をガスアシストに切り替える必要があるのはなぜですか?
ガスアシストプロセスは、高い外部保持圧力を大型部品の射出成形に置き換えることで、内部応力を 40% ~ 60% 削減し、反りの問題を根本的に解決し、製品の認定率と耐用年数を向上させることができます。
均一な冷却と応力分散
ガスが液体ポリマーを金型表面に向かって押し出すため、最終製品全体の厚みが均一になります。冷却速度の差は50% から 10% 未満に減少し、残留応力が減少し、部品の反りのリスクが減少します。
高圧保持による副作用の排除
従来のプロセスでは、80 ~ 120MPa の保持圧力が必要であり、せん断応力が発生します。 部品が歪む原因となる。ガスアシスト成形プロセスでは20~30MPaの保持圧力が必要で、その結果、反りは0.5mm~1.2mm低減され、組立精度も向上します。
長期安定性の向上
内部応力の低減により、 85°C/85%RH 湿熱老化試験中の部品の寸法変化率が 0.8% から 0.2% 未満に低下し、その結果、製品寿命が延長され、販売後の費用が削減されます。
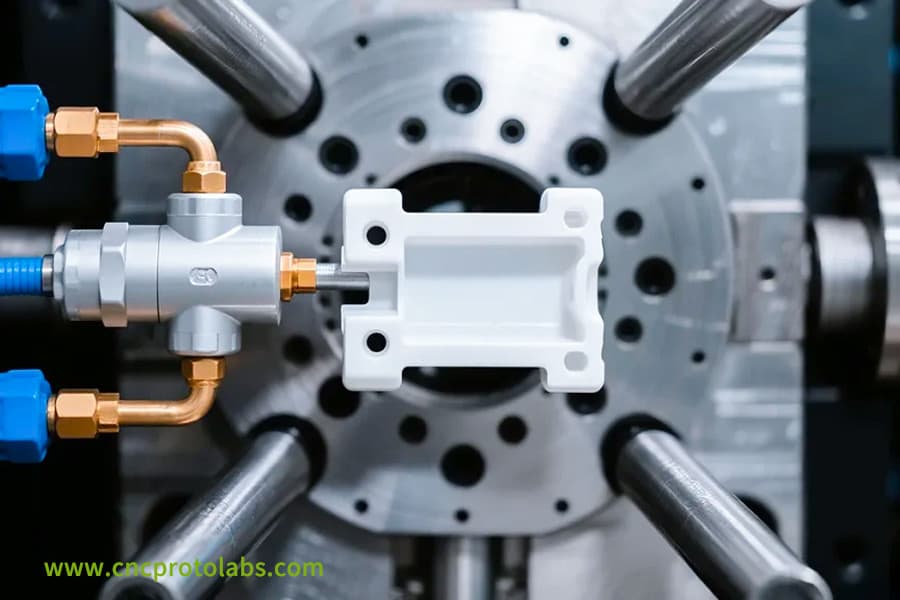
図 4: 動作中のガスアシスト射出成形プロセスの拡大図。ガス供給ラインを備えた金型の内部で白いプラスチック部品が形成されています。
カスタム射出成形コストの比較: ガスアシストと立体造形?
ガスアシスト装置の初期投資は 8,000 米ドルから 20,000 米ドルの範囲ですが、この装置を使用すると運用経費が 15% から 25% 削減され、企業は3 か月から 6 か月以内に経費を回収できます。
当社は、プロジェクト期間全体を通して総経費を正確に管理できるようサポートを提供します。
原材料コストの削減
特定のプラスチックの代替としてガスを使用することにより、企業は重量 1 キログラムを超える大型部品を製造する際に、原材料を 20% から 50% 節約することができます。
それぞれ 3.5 キログラムの重量で 50,000 個の部品を生産すると、総コストは 35,000 米ドルから 87,500 米ドルの削減になります。
成形サイクルとエネルギーコスト
ガスを利用した薄化プロセスにより、壁の厚さが減少すると同時に、冷却時間が 75% 以上短縮され、両方の時間も短縮されました。射出成形機必要な型締力と必要なエネルギーにより、生産効率が大幅に向上します。
金型の寿命とメンテナンスコスト
ガスアシスト操作では、必要な型締力が 30% ~ 50% 減少し、最大金型圧力が低下するため、金型寿命が 20% ~ 30% 長くなります。このプロセスで必要なメンテナンス作業が減り、金型装置のメンテナンスコストが削減されます。
| 原価項目 | 固体射出成形 | ガスアシスト射出成形 | 貯蓄率 | 年間節約額 (50,000 個) |
| 原材料費 | 8.4米ドル/ユニット | 5.95米ドル/ユニット | 29.2% | 122,500 米ドル 3 ~ 6 か月 |
| 成形サイクル | 140秒/枚 | 78秒/枚 | 44.3% | 生産能力が44%増加 |
| 金型コスト | 50,000米ドル | 55,000~60,000米ドル | +10%-20% | 寿命延長 25% |
| エネルギーコスト | 0.3ドル/アイテム | 0.12 米ドル/アイテム | 60% | 9000ドル |
| スクラップコスト | 2.1ドル/個 | 0.05ドル/個 | 97.6% | 102,500ドル |
- 注:表のデータは、JS Precision による実際のプロジェクトの計算に基づいており、カスタム射出成形コストの違いを正確に反映しており、コスト計算の参考として使用できます。
詳細な見積もりを取得するカスタム射出成形コストガスアシストプロセスのコストメリットを正確に計算します。
JS Precision のケーススタディ: ガスアシスト射出成形により産業用制御キャビネット シェルの欠陥ゼロを達成
産業機器メーカーより、寸法800mm×600mm×200mmの制御盤シェルの製作を当社に依頼されました。主壁の上部は 8 mm で、表面全体に 15 mm の補強リブが配置されていました。
従来のプロセスでは収縮欠陥が発生し、材料の 35% が無駄になり、この問題により納期が遅れました。
解決:
1.プロセスの選択:
ガスアシスト射出成形プロセスが当社の主要なソリューションとなりました。これは、当社の大規模な射出成形プロジェクトにおける 15 年間の経験により、危険な試行テストを実施するのに役立ったため、収縮欠陥を完全に保護するために厚肉コンポーネントと高リブ部品の両方を組み合わせる必要があったためです。
2.金型の最適化:
気道ネットワークを再設計する射出成形金型の部品、 と 気道の方向を最適化することに重点を置き、空洞へのガスの安定した浸透を確保し、不均一な局所圧力を回避します。
3.パラメータ設定:
モールドフロー解析の結果に基づいて、窒素侵入経路を720mmに延長し、ガス保持圧力を28MPa(主肉厚8mmに適合)に正確に設定し、溶湯充填量を78%に制御し、保持圧力効果と成形効率のバランスをとりました。
4.ゲート調整:
ゲートはシェルの中心領域に移動する必要があります。この位置により、ゲートと離れた領域の間の圧力を維持しながらキャビティ全体にガスを分散させることができるからです。
最終結果:
1.表面品質:
表面のシュリンクマークは完全に消えています。表面平坦度はA級0.03mmで、お客様による外観検査を100%クリアしており、納期問題にも万全に対応しております。
2. コスト効率:
単一部品の重量が 2.4kg から 1.7kg に減少し、これは 29.2% の材料節約を意味します。また、成形サイクルが 140 秒から 78 秒に短縮され、年間生産能力が44% 増加し、大幅なコスト削減が実現しました。
3.構造性能:
シェルの曲げ剛性は 18% 向上しており、-30 °C から 80 °C までの範囲で 5,000 時間の激しい振動と温冷サイクル テストを経ても、ひび割れや反りの兆候はありません。
4.総合値:
当社は、お客様が主要な問題点を特定し、品質、コスト、効率の 3 倍の強化を達成し、納期ロスを補うのを支援する射出成形サービスを提供します。
プロジェクト要件を送信してください。専用のガスアシストをカスタマイズします。射出成形量産あなたに代わって計画を立て、ケースの成功体験を再現します。
ガスアシストはプロジェクトのヒケや反りの問題に最適ですか?
プロジェクトの物理的な最長寸法が 300 mm を超える場合、または部品の肉厚が 6 mm を超える場合は、ガス アシスト射出成形が適しています。 は、収縮や反りを修正できるだけでなく、生産のリスクを最小限に抑え、より競争力のある製品を実現できるため、この状況に最適です。
クイック評価チェックリスト
- 部品には 5mm を超える肉厚領域が含まれていますか?
- 高いリブ(リブの高さが壁の厚さの 3 倍を超える)はありますか?
- クラス A の表面の平面度要件は 0.1mm 以内ですか?
- 単価を 15% 以上削減しませんか?
- 部品の最長寸法は 400mm を超えていますか?
JS Precision による技術サポート
プロフェッショナルとして射出成形サービスプロバイダーである当社は、ガスアシスト射出成形プロセスの実現可能性と費用対効果を正確に計算するための無料の技術評価とモールドフロー解析を提供し、プロセス全体を通じてプロジェクトの成功率を確保し、遠回りを避けるのに役立ちます。
当社のエンジニアに相談するだけで、プロジェクトプロセスの実現可能性評価を迅速に完了し、ガスアシストプロセスがお客様のニーズに適しているかどうかを判断できます。
よくある質問
Q1: ガスアシスト射出成形はどんなプラスチック材料にも使用できますか?
一般に、ガスアシスト射出成形プロセスは、PP、PE、ABS、ナイロンなどの結晶性プラスチックに適しています。ただし、特定のエンジニアリング プラスチックについては、ゴーサインを得る前に徹底的なテストが必要な特殊なケースがいくつかあります。無料でテストを実施することで、材料が適切であるかどうかを判断するお手伝いをいたします。
Q2: ガスアシストプロセスは金型コストの上昇につながりますか?
ガスアシストの場合、ガスニードルや専用ゲートなどの追加部品が必要となるため、金型コストは少なくとも10%~20%高くなります。一方、材料の使用量と廃棄物の節約を考慮すると、カスタム射出成形のコストは下がります。
Q3: ガスが透過できる最大の長さはどれくらいですか?
ガス支援プロセスが適切に実施された場合、2 メートルを超える長さでガスが浸透することが実証されています。このようなプロセスは、さまざまな超大型の工業用構造部品の製造をカバーでき、すべての大型部品の射出成形シナリオに適しています。
Q4: ガスチャネルが適切に密閉されているかどうかを確認するにはどうすればよいですか?
金型キャビティ容積の 70% ~ 95% の溶湯充填制御と、適切に設計された金型パーティング面の組み合わせにより、金型設計の重要な側面であるガス チャネルの長期シールが可能になります。
Q5: ガスアシスト射出成形の歩留まりはどれくらいですか?
金型が適切に設計され、パラメータが正しく設定されている場合、ガスアシスト射出成形の歩留まり率は98% ~ 99% にも達します。これは従来の厚肉射出成形よりもかなり高く、スクラップコストを効果的に削減します。
Q6: ガスアシストプロセスにより成形サイクルはどの程度短縮できますか?
ガスアシスト冷却時間は固体射出成形より 30% ~ 60% 短く、全体の成形サイクルは20% ~ 40% 短くなります。この方法は、射出成形による大型部品の大規模大量生産に非常に適しています。
Q7: ガスアシストの使用はどのくらいの肉厚で推奨されますか?
部品の最大肉厚が 4 mm を超える場合、または幅が 6 mm を超えるリブがある場合は、ガスアシスト射出成形を検討する必要があります。この方法は、収縮マークや反りなどの欠陥を効果的に回避するのに役立ちます。
Q8: マルチキャビティ金型はガスアシスト可能ですか?
マルチキャビティ金型は実際にガスアシスト可能です。生産の一貫性を保証するには、各キャビティに独立したエアニードルと流量制御構造を提供する必要があります。プロフェッショナルな設計ソリューションを自由に利用できます。
まとめ
ガスアシスト射出成形は、大型部品射出成形の収縮マークや反りの問題に対処するのに最適な方法です。これは余分なコストがかかる投資ではなく、多くのメリットをもたらすテクノロジーへの投資です。
専門的な射出成形サービスと成熟したガス支援プロセスを組み合わせることで、射出成形大型部品の表面品質、コスト管理、構造性能の 3 倍の向上を達成できます。
同時に、カスタム射出成形コストを合理的に最適化して、大量生産の競争力を高めることができます。
産業用機器のハウジングの収縮跡や歪みにまだ悩まされていますか?すぐに当社のエンジニアリング チームにご連絡ください。 3D 図面を送信してください、無料のガスアシスト射出成形実現可能性分析レポートと金型流動解析結果を受け取ります。あらゆる生産上の問題を迅速に解決するお手伝いをいたします。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

