

Moldeo por inyección asistido por gas Funciona como un método eficaz para eliminar defectos superficiales de componentes industriales moldeados por inyección de paredes gruesas, al mismo tiempo que sirve como tecnología fundamental para ofrecer servicios de moldeo por inyección de primera calidad.
Cuando se invierten decenas de miles de dólares en el desarrollo de un molde de carcasa de equipo industrial de gran tamaño y el producto final se convierte en chatarra debido a las marcas de contracción detrás de las nervaduras, no solo se desperdician materiales y mano de obra, sino que también se pueden producir retrasos en la entrega del proyecto.
Las técnicas tradicionales de moldeo por inyección nunca han abordado con éxito los defectos superficiales que resultan de la contracción por enfriamiento en áreas de paredes gruesas de grandes componentes estructurales que tienen espesores de pared superiores a 8 mm.
Este artículo demostrará a través de ejemplos industriales reales cómo el moldeo por inyección asistido por gas elimina por completo las marcas de contracción manteniendo la presión interna del gas durante todo el proceso y examinará las ventajas financieras y operativas de esta técnica.
Resumen de respuestas principales
| Problema | Solución | Ventajas clave |
| ¿Cómo se producen las marcas de contracción? | El área más gruesa de una pieza se calienta y enfría más lentamente, por lo que la contracción por vacío atrae provocando hendiduras en la superficie o marcas de contracción. | Mantener la presión durante mucho tiempo utilizando la presión tradicional no podrá transmitir ni aplicar presión hasta el centro de la parte más gruesa . |
| ¿Cómo funciona? | El gas nitrógeno primero se ioniza y luego penetra en el núcleo de la masa fundida, que inyecta presión estableciendo y manteniendo la presión. | Elimina las marcas de contracción frente a las nervaduras y, por lo tanto, proporciona una suavidad superficial de hasta 0, 1 mm. |
| ¿Cómo se compara el precio? | Habrá una mayor inversión inicial en equipos asistidos por gas, pero reducirá drásticamente los costos de materia prima y del ciclo de moldeo. | En total, el coste unitario disminuirá entre un 15% y un 30% , mientras que el ahorro de material rondará el 20%-50%. |
| ¿Dónde se puede utilizar la tecnología? | Además de las grandes carcasas de equipos industriales, es muy adecuado para componentes estructurales de paredes gruesas y piezas con muchas nervaduras. | Algunos ejemplos son carcasas de armarios de control, cubiertas de equipos pesados y manijas industriales. |
Conclusiones clave
- Gran mejora en la calidad de la superficie: el moldeo por inyección asistido por Gas puede aplanar una superficie a 0, 03mm y eliminar completamente las abolladuras de las costillas opuestas.
- Unión de costo y eficiencia: las piezas y estructuras huecas pueden reducir el uso de materia prima entre un 20% y un 50% y, al mismo tiempo, reducir el tiempo del ciclo de moldeo por inyección entre un 30% y un 50%, lo que reduce los costos generales.
- Mejor propiedad estructural: la eliminación de los puntos de concentración de tensión internos da como resultado una resistencia a la deformación de más del 40%. moldeo por inyección de piezas grandes .
¿Por qué elegir el moldeo por inyección asistida por gas? Experiencia del mundo real de JS Precision
Sus principales problemas con los grandes proyectos de moldeo por inyección de paredes gruesas incluyen defectos de reelaboración, exceso de costos del proyecto y plazos de entrega incumplidos, que hemos estado abordando durante 15 años.
JS Precision ofrece servicios de moldeo por inyección de precisión a través de sus 15 años de experiencia que le han permitido a la empresa producir más de 300.000 piezas precisas para más de 1.000 clientes internacionales . Nuestros proyectos de moldeo por inyección asistida por gas logran una tasa de entrega a tiempo del 99,2%, lo que mitiga eficazmente los riesgos de entrega para usted.
Nuestra empresa se especializa en moldeo por inyección de piezas grandes mientras solucionamos múltiples desafíos que causan marcas de contracción y deformaciones en componentes grandes de paredes gruesas.
Ofrecemos soporte completo a través de análisis DFM y simulación de flujo de molde gratuitos y soporte de ingenieros las 24 horas, lo que le ayuda a prevenir problemas de producción y, al mismo tiempo, ahorra tiempo y dinero gracias a la reducción de los gastos de prueba que habrían resultado en costosos retrabajos por defectos.
Nuestros estudios de casos prácticos cubren gabinetes de control industriales, piezas interiores de automóviles de gran tamaño y más. Nuestra empresa ayuda a los clientes a reducir sus tasas de desechos del 35 % a casi cero, mientras que reducimos sus costos unitarios en un 30 % para lograr una mejor eficiencia de producción y rendimiento de entrega para sus operaciones.
Proporcionamos control total sobre el proceso desde el diseño del molde hasta la entrega del producto porque poseemos ISO9001:2015 y certificaciones ISO13485.
Nuestro proceso produce piezas de moldeo por inyección asistida por gas que cumplen con los requisitos de precisión mientras lo apoyamos en todas las etapas, desde la creación de prototipos hasta la producción en masa , lo que reduce su tiempo, esfuerzo y costos.
Descargue nuestro documento técnico sobre moldeo por inyección asistido por gas para dominar rápidamente los puntos de aplicación principales y las técnicas de diseño del moldeo por inyección asistido por gas.
¿Por qué el moldeo por inyección tradicional tiene problemas con las marcas de hundimiento en el moldeo por inyección de piezas grandes?
El proceso de enfriamiento en el moldeo por inyección tradicional de piezas grandes comienza en el centro de paredes gruesas, que se enfría a un ritmo más lento que cualquier otra pieza, creando así condiciones que conducen a la contracción al vacío.
El proceso comienza con una presión de retención externa que comienza a reducirse a medida que el material viaja a través de la trayectoria del flujo, lo que resulta en un llenado de espacios de contracción insatisfactorio, lo que provoca desperdicios en la producción y retrasos en el envío.
Efecto de contracción al vacío en áreas de paredes gruesas
La masa fundida central muestra una velocidad de enfriamiento que ocurre a la mitad de la velocidad de enfriamiento de la superficie cuando el espesor de la pared de la pieza excede los 4 mm-5 mm. La fuerza de vacío generada por la contracción tira de la superficie, formando una depresión de 0,2 mm a 0,5 mm. Las reparaciones externas no logran eliminar este tipo de defecto del objeto.
Límites físicos de retención de presión y compensación de contracción
El método tradicional de mantenimiento de presión solo proporciona control de presión en el área de la compuerta, lo que reduce su efectividad en todo el recorrido del flujo.
El sistema no puede transmitir fuerza a las bases de las nervaduras que existen a una distancia de la compuerta, mientras que una presión excesiva crea tensión interna que resulta en una deformación de la pieza que excede los 0,5 mm y disminuye la precisión del ensamblaje.
Principio del moldeo por inyección asistido por gas
El moldeo por inyección asistido por gas crea una vía de retención de presión que el nitrógeno utiliza para moverse a través de la masa fundida, lo que permite que el sistema transmita presión a través de sus componentes. La solución cumple con los requisitos de Estándar SPI 101 y proporciona una resolución precisa para su problema de marcas de contracción .
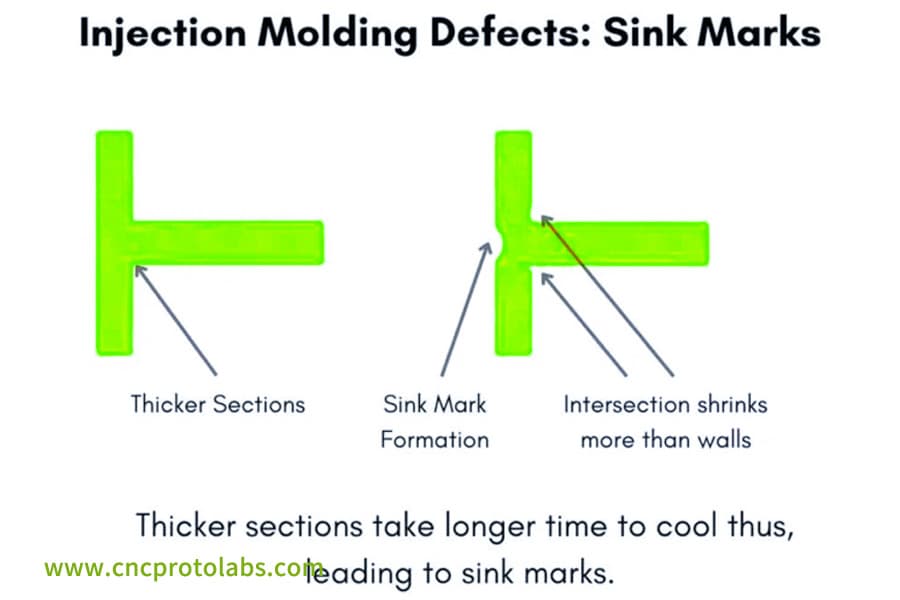
Figura 1: Un diagrama que ilustra cómo se forman marcas de hundimiento en secciones más gruesas de una pieza de plástico durante el moldeo por inyección tradicional, con etiquetas que resaltan el enfriamiento y la contracción desiguales.
¿Cómo elimina el moldeo por inyección asistida por gas las marcas de hundimiento en secciones gruesas?
El proceso de moldeo por inyección asistida por gas utiliza la inyección de gas nitrógeno a alta presión para crear un espacio hueco dentro del material fundido que normalmente se llenaría con material sólido.
La presión interna permanente del sistema evita que la contracción cree un efecto de vacío que provoque defectos superficiales en su producto.
Penetración de nitrógeno: la estructura hueca reemplaza el relleno sólido
Después de que la masa fundida llena entre el 70 % y el 95 % de la cavidad del molde, el gas nitrógeno a alta presión (20-30 MPa) penetra en el centro de la masa fundida, empujándola hacia la pared del molde. Este método produce un espesor de pared igual en todo el producto y al mismo tiempo previene la contracción y las depresiones que normalmente ocurren en secciones de paredes gruesas.
Presión interna constante, pared exterior en estrecho contacto con la cavidad del molde
El gas nitrógeno crea una presión interna constante que mantiene la parte exterior del componente cerca de la superficie de acero del molde durante el enfriamiento cuando el espacio permanece por debajo de 0,02 mm.
Esta técnica evita que aparezcan marcas de contracción en el lado opuesto de la nervadura, lo que da como resultado una medición de planitud de la superficie de 0,1 mm que cumple con los estándares de apariencia de Grado A.
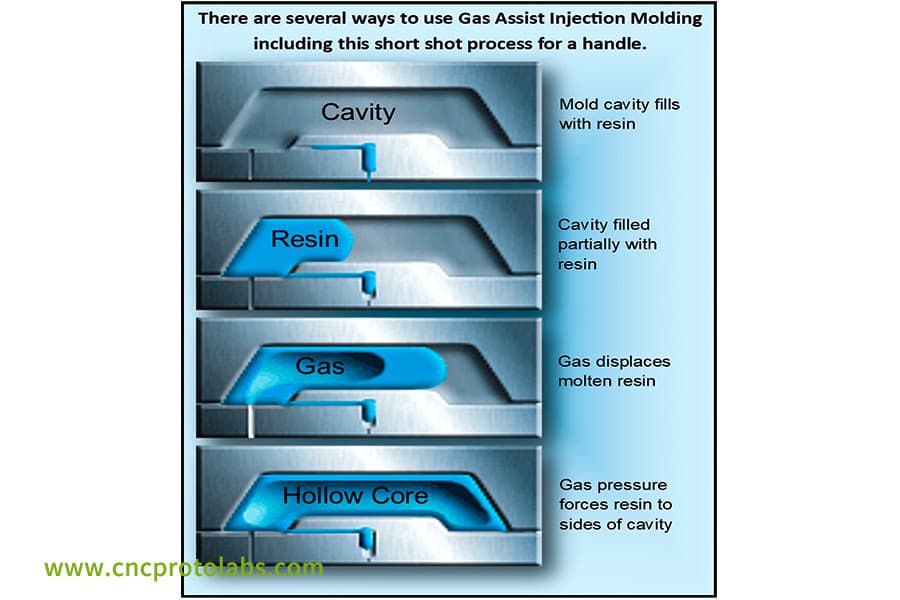
Figura 2: Un diagrama de cuatro pasos que muestra el proceso de disparo corto asistido por gas para moldear un mango, donde el gas desplaza la resina fundida para formar un núcleo hueco y evitar marcas de hundimiento.
¿Cuáles son las reglas de diseño críticas para el moldeo por inyección de piezas grandes con asistencia de gas?
El moldeo por inyección de piezas grandes Adopte tecnología asistida por gas, que debe seguir tres reglas: gradiente de espesor de pared, prioridad del canal de gas y centrado de la puerta, para ayudarle a reducir los costos de modificación del molde y mejorar la eficiencia de producción.
Reglas de diseño de transición de espesor de pared
El cambio de espesor de pared desde el canal de gas hasta el área de paredes delgadas debe ser ≤1,5:1. Sus costos de chatarra aumentarán porque el gas atravesará la delgada pared, lo que creará perforaciones cuando se exceda esta proporción.
Reglas de conectividad del canal de gas.
Asegurar una red continua en el área llena de gas. La forma de sección transversal del canal preferida debe utilizar diseños circulares o en forma de lágrima. La presión del gas excederá los 15 bar en las esquinas agudas, lo que resultará en una pérdida de presión del gas necesaria para mantener los efectos de presión.
Reglas de diseño de la puerta y la aguja de aire
La compuerta y la aguja de aire deben estar dispuestas en el mismo lado, con la dirección de penetración del gas consistente con el flujo de fusión. Este proceso permite que el gas penetre al menos 700 mm mientras mantiene la pérdida de presión por debajo del 8%, lo que da como resultado resultados de moldeo confiables.
| Parámetros de diseño | Valores estándar | Umbrales de riesgo | Valores óptimos | Escenarios aplicables | Pérdida de presión |
| Relación de transición del espesor de la pared | ≤1,5:1 | >2:1 | 1.2:1 | Grandes componentes estructurales | <10bar |
| Sección transversal del canal de gas | Circular/Lágrima | Esquina de ángulo agudo | Circular | Componentes de paredes gruesas | <8bar |
| Disposición de la aguja de la puerta | Mismo lado, misma dirección | Lado opuesto, dirección opuesta | Centro, mismo lado | Componentes extralargos | <5% |
| Longitud de penetración de gas | ≤700 mm | >800mm | 600 mm | Carcasa del gabinete de control | <8% |
| Volumen de llenado derretido | 70%-95% | <70%/>95% | 78% | Componentes de nervadura de paredes gruesas | Sin perforación |
- Nota: Esta tabla actúa como una versión condensada de los parámetros clave para el moldeo por inyección asistido por gas de piezas grandes. Puede servir como una guía de diseño directa para ayudar a prevenir defectos de producción debido a parámetros inadecuados.
Al diseñar piezas de un molde de inyección, ¿cómo planificar canales de gas para eliminar defectos?
Al diseñar piezas de una vía aérea de molde de inyección, se debe disponer en el área de la pared más gruesa de la pieza, siguiendo el principio de minimizar la resistencia del gas, para ayudarle mejorar la vida útil del molde y tasa de calificación de la producción.
Diseño de tamaño y ubicación del canal de gas.
Los canales de gas deben ubicarse en la parte más gruesa de la pared, con un diámetro del 50% al 70% del espesor de la pared principal . El diámetro del canal de gas debe estar entre 4 mm y 5,6 mm para un espesor de pared principal de 8 mm.
Este método establece un flujo de gas confiable y al mismo tiempo evita la formación de bolsas de aire y perforaciones.
Selección de la forma de la sección transversal del canal de gas
Los canales de gas de sección transversal circular tienen la menor pérdida de presión y son los preferidos. Se debe utilizar la forma de lágrima cuando la estructura lo requiera, con un radio de curvatura que debe ser de al menos 1,5 mm porque esto evita el agrietamiento del canal de gas que reduciría el tiempo operativo del molde.
Diseño de sellado del extremo del canal de gas
El canal de gas necesita un área de sellado de pared delgada de 0,5 mm a 1 mm en su punto final para permitir que el gas natural salga después del mantenimiento de la presión, lo que ayuda a eliminar los defectos de las bolsas de aire y disminuir los materiales de desecho.
| Parámetros de las vías respiratorias | Grosor de la pared principal 8 mm. | Grosor de la pared principal 10 mm. | Grosor de la pared principal 12 mm. | Forma transversal | Espesor del sellado final |
| Diámetro de las vías respiratorias | 4mm-5,6mm | 5mm-7mm | 6mm-8,4mm | Redondo | 0,5 mm |
| Pérdida de presión | <6bar | <7bar | <8bar | Lágrima | 0,8 mm |
| Profundidad de penetración | 600 mm | 650 mm | 700 mm | Redondo | 1mm |
| Efecto de sellado | Excelente | Excelente | Bien | Lágrima | 0,6 mm |
| Riesgo de defecto | Bajo | Bajo | Medio | Redondo | Muy bajo |
- Nota: Los datos de esta tabla se derivan de 15 años de diseño continuo de piezas de un molde de inyección con JS Precision y se pueden aplicar directamente al diseño de vías respiratorias para mejorar la eficiencia del diseño.
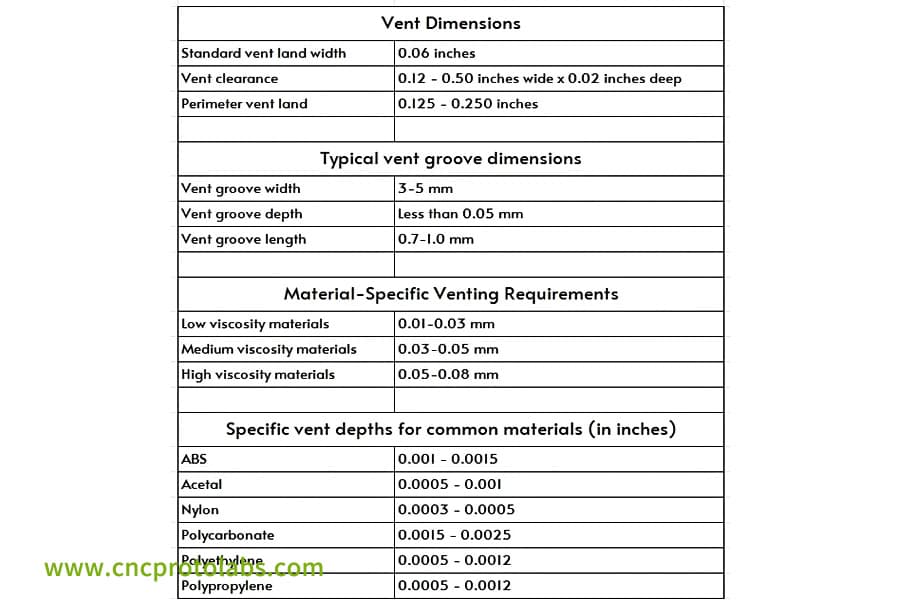
Figura 3: Un cuadro detallado que enumera las dimensiones típicas de las ranuras de ventilación (ancho, profundidad, longitud) y los requisitos de ventilación específicos del material para moldes de inyección asistida por gas.
¿Por qué es necesario cambiar a la asistencia de gas para el moldeo por inyección de piezas grandes para reducir la tensión interna?
El proceso asistido por gas reemplaza la alta presión de retención externa con piezas grandes de moldeo por inyección, lo que puede reducir la tensión interna entre un 40% y un 60%, resolver fundamentalmente el problema de la deformación y mejorar la tasa de calificación del producto y la vida útil.
Distribución uniforme de estrés y enfriamiento
El gas empuja el polímero líquido hacia la superficie del molde, lo que genera un espesor constante en todo el producto final. La diferencia en la velocidad de enfriamiento disminuye del 50% a menos del 10%, lo que resulta en una disminución de la tensión residual y un menor riesgo de deformación de la pieza.
Eliminación de los efectos secundarios de mantener alta presión
El proceso tradicional necesita una presión de retención de 80 a 120 MPa, lo que crea un esfuerzo cortante que hace que las piezas se deformen . El proceso de moldeo asistido por gas requiere una presión de mantenimiento de entre 20 y 30 MPa, lo que da como resultado una reducción de la deformación de entre 0,5 mm y 1,2 mm mientras mejora la precisión del ensamblaje.
Estabilidad mejorada a largo plazo
La reducción de la tensión interna hace que las piezas experimenten que su tasa de cambio dimensional durante las pruebas de envejecimiento por calor húmedo a 85°C/85%RH caiga del 0,8% a menos del 0,2%, lo que da como resultado una vida útil prolongada del producto y una disminución de los gastos posventa.
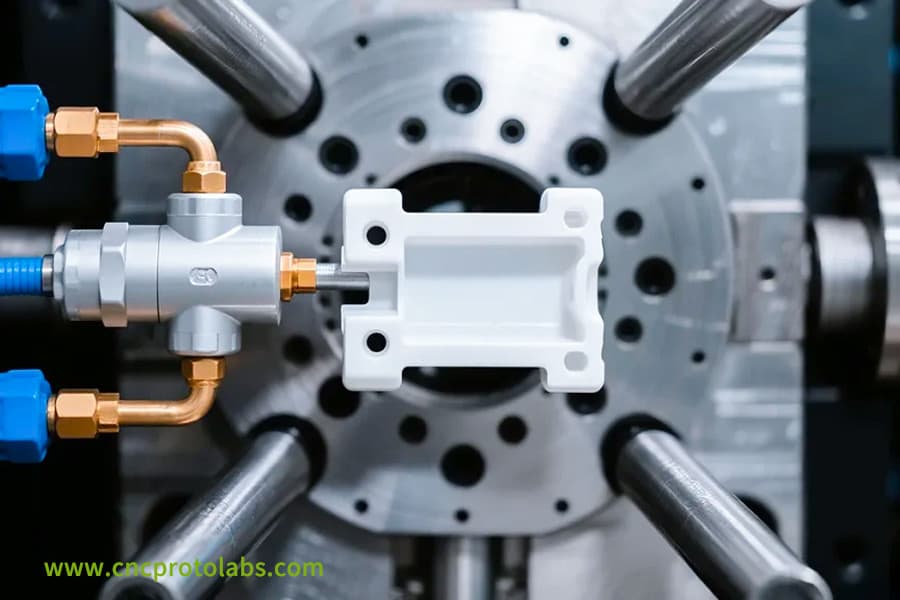
Figura 4: Una vista en primer plano de un proceso de moldeo por inyección asistido por gas en acción, con una pieza de plástico blanco formada dentro de un molde metálico equipado con líneas de suministro de gas.
¿Cómo se compara el costo del moldeo por inyección personalizado: asistencia de gas versus asistencia de gas? ¿Moldura sólida?
La inversión inicial para equipos asistidos por gas oscila entre 8.000 y 20.000 dólares estadounidenses, pero estos equipos pueden reducir los gastos operativos entre un 15% y un 25%, lo que permite a las empresas recuperar sus gastos en un plazo de 3 a 6 meses.
Brindamos asistencia para ayudarlo a mantener un control preciso sobre sus gastos totales durante toda la duración del proyecto.
Ahorro de costos de materia prima
El uso del gas como sustituto de plásticos específicos permite a las empresas lograr ahorros de materia prima de entre el 20% y el 50% al fabricar componentes de gran tamaño que superan el kilogramo de peso.
La producción de 50.000 piezas con un peso de 3,5 kilogramos cada una supondrá un ahorro total de costes de entre 35.000 y 87.500 dólares estadounidenses.
Ciclo de moldeo y costos de energía.
El proceso de adelgazamiento asistido por gas disminuye el espesor de la pared mientras reduce la duración del enfriamiento en más de un 75 % y también disminuye ambos. máquina de moldeo por inyección requisitos de fuerza de sujeción y necesidades de energía que resultaron en mejoras sustanciales en la eficiencia de la producción.
Costos de mantenimiento y vida útil del molde.
La operación asistida por gas necesita entre un 30% y un 50% menos de fuerza de sujeción, lo que resulta en un aumento de entre un 20% y un 30% en la vida útil del molde porque la presión máxima del molde disminuye . El proceso ahora requiere menos tareas de mantenimiento, lo que resulta en menores costos de mantenimiento de su equipo de moldeo.
| Artículo de costo | Moldeo por inyección de sólidos | Moldeo por inyección asistida por gas | Ratio de ahorro | Ahorro anual (50.000 piezas) |
| Costo de Materia Prima | 8,4 dólares americanos/unidad | 5,95 dólares americanos/unidad | 29,2% | 122.500 dólares estadounidenses 3-6 meses |
| Ciclo de moldeo | 140 segundos/pieza | 78 segundos/pieza | 44,3% | La capacidad de producción aumentó un 44% |
| Costo del molde | 50.000 dólares estadounidenses | 55.000-60.000 dólares estadounidenses | +10%-20% | Extensión de vida 25% |
| Costo de energía | 0,3 USD/artículo | 0,12 USD/artículo | 60% | 9000USD |
| Costo de chatarra | USD 2,1/pieza | USD 0,05/pieza | 97,6% | 102.500 dólares |
- Nota: Los datos de la tabla se basan en cálculos reales del proyecto realizados por JS Precision, reflejan con precisión la diferencia en el costo del moldeo por inyección personalizado y pueden usarse como referencia para el cálculo de costos.
Obtenga una cotización detallada de su costo de moldeo por inyección personalizado y calcular con precisión el costo-beneficio del proceso asistido por gas.
Estudio de caso de JS Precision: el moldeo por inyección asistido por gas logra una carcasa de gabinete de control industrial sin defectos
El fabricante de equipos industriales solicitó nuestros servicios para crear una carcasa de gabinete de control con unas dimensiones de 800 mm × 600 mm × 200 mm. El muro principal medía 8 mm en su parte superior y tenía nervaduras de refuerzo de 15 mm repartidas por toda su superficie.
El proceso tradicional producía defectos de contracción que provocaban que el 35% de los materiales se convirtieran en desperdicio y este problema retrasaba el cronograma de entrega.
Solución:
1.Selección de proceso:
El proceso de moldeo por inyección asistido por gas se convirtió en nuestra principal solución porque necesitábamos combinar componentes de paredes gruesas y partes con nervaduras altas para una protección completa contra defectos de contracción de acuerdo con nuestros 15 años de experiencia con proyectos de moldeo por inyección masivos que nos ayudaron a no presentar pruebas de prueba peligrosas.
2.Optimización del molde:
Rediseñar la red de vías aéreas de partes de un molde de inyección , con un enfoque en optimizar la dirección de las vías respiratorias para garantizar una penetración estable del gas en la cavidad y evitar una presión local desigual.
3. Configuración de parámetros:
Según los resultados del análisis de flujo del molde, la trayectoria de penetración del nitrógeno se amplió a 720 mm, la presión de retención del gas se ajustó con precisión a 28 MPa (adecuada para un espesor de pared principal de 8 mm) y la cantidad de llenado de material fundido se controló al 78 % , equilibrando el efecto de la presión de retención y la eficiencia de conformado.
4.Ajuste de puerta:
La compuerta debe moverse al área central del armazón porque esta posición permite la distribución del gas por toda la cavidad mientras se mantiene la presión entre la compuerta y las áreas distantes.
Resultado final:
1.Calidad de la superficie:
Las marcas de contracción superficiales han sido completamente erradicadas. La planitud de la superficie Clase A es de 0,03 mm y los clientes han pasado el 100 % de las inspecciones de apariencia , lo que soluciona por completo los problemas de entrega.
2. Rentabilidad:
El peso de una sola pieza se ha reducido de 2,4 kg a 1,7 kg, lo que significa un ahorro de material del 29,2%, además, el ciclo de moldeo se ha reducido de 140 segundos a 78 segundos, la capacidad de producción anual se ha incrementado en un 44% y se ha producido una reducción sustancial de costes.
3.Rendimiento estructural:
La rigidez a la flexión de la carcasa se ha aumentado en un 18 % y se ha sometido a 5.000 horas de intensa vibración y pruebas de ciclos de frío y calor que oscilan entre -30 °C y 80 °C sin ningún signo de agrietamiento o deformación.
4.Valor total:
Brindamos servicios de moldeo por inyección que ayudan a los clientes a identificar puntos débiles clave, lograr mejoras triples en calidad, costo y eficiencia, y compensar sus pérdidas en las entregas.
Envíe los requisitos de su proyecto y personalizaremos una asistencia de gas exclusiva. producción en masa de moldeo por inyección planificar para usted y replicar la experiencia exitosa del caso.
¿Es la asistencia de gas la opción adecuada para las marcas de hundimiento y los problemas de deformación de su proyecto?
Si la medida física más larga de su proyecto es superior a 300 mm, o el espesor de pared de una de las piezas es superior a 6 mm, entonces el moldeo por inyección asistida por gas Será una excelente opción para esta situación, ya que no solo podrá corregir la contracción y la deformación, sino que también minimizará el riesgo de producción y lo ayudará a lograr productos más competitivos.
Lista de verificación de evaluación rápida
- ¿La pieza contiene un área de espesor de pared de más de 5 mm?
- ¿Hay nervaduras altas (altura de las nervaduras > 3 veces el espesor de la pared)?
- ¿El requisito de planitud es de 0,1 mm para superficies de Clase A?
- ¿Le gustaría reducir el coste unitario en más de un 15%?
- ¿La dimensión más larga de la pieza supera los 400 mm?
Soporte técnico de JS Precision
como profesional servicios de moldeo por inyección proveedor, proporcionamos evaluación técnica gratuita y análisis de Moldflow para calcular con precisión la viabilidad y rentabilidad de los procesos de moldeo por inyección asistido por gas, garantizando la tasa de éxito de su proyecto durante todo el proceso y ayudándole a evitar desvíos.
Simplemente consulte a nuestros ingenieros para completar rápidamente la evaluación de viabilidad del proceso del proyecto y determinar si el proceso asistido por gas es adecuado para sus necesidades.
Preguntas frecuentes
P1: ¿Se puede utilizar el moldeo por inyección asistido por gas para cualquier material plástico?
Generalmente, un proceso de moldeo por inyección asistido por gas funciona bien con plásticos cristalinos como PP PE ABS y nailon. Sin embargo, existen algunos casos especiales con ciertos plásticos de ingeniería que requieren pruebas exhaustivas antes de obtener luz verde. Podemos ayudarle a determinar si su material es adecuado realizando pruebas de forma gratuita.
P2: ¿El proceso de asistencia con gas genera mayores costos de molde?
Dado que la asistencia de gas requiere componentes adicionales, como agujas de gas y compuertas especiales, el costo del molde aumentará al menos entre un 10% y un 20% . Por otro lado, cuando se tienen en cuenta el uso de material y el ahorro de residuos, se reduce el coste del moldeo por inyección personalizado.
P3: ¿Cuál es la longitud máxima que puede penetrar el gas?
Si el proceso asistido por gas se implementa correctamente, se ha demostrado la penetración de gas en longitudes superiores a los 2 metros. Dichos procesos pueden cubrir la producción de diversas piezas estructurales industriales ultragrandes y son adecuados para todos los escenarios de moldeo por inyección de piezas grandes.
P4: ¿Cómo sé si el canal de gas está sellado correctamente?
Una combinación de control de llenado de masa fundida del 70 % al 95 % del volumen de la cavidad del molde y una superficie de separación del molde diseñada adecuadamente puede conducir a un sellado a largo plazo del canal de gas, un aspecto clave en el diseño del molde.
P5: ¿Cuál es la tasa de rendimiento del moldeo por inyección asistido por gas?
Si el molde está bien diseñado y los parámetros se configuran correctamente, la tasa de rendimiento del moldeo por inyección asistido por gas puede llegar al 98%-99. 5%, que es considerablemente más alto que el moldeo por inyección tradicional de paredes gruesas y reducirá efectivamente sus costos de desechos.
P6: ¿Cuánto puede acortar el ciclo de moldeo el proceso asistido por gas?
El tiempo de enfriamiento asistido por gas es entre un 30 % y un 60 % más corto que el del moldeo por inyección de sólidos, y el ciclo de moldeo general es entre un 20 % y un 40 % más corto . Este método es muy adecuado para la producción en masa a gran escala de piezas grandes de moldeo por inyección.
P7: ¿A qué espesor de pared se recomienda utilizar asistencia de gas?
Se debe considerar el moldeo por inyección asistido por gas cuando el espesor máximo de pared de la pieza es superior a 4 mm, o hay nervaduras con un ancho superior a 6 mm. Este método puede ayudarle eficazmente a evitar defectos como marcas de contracción y deformaciones.
P8: ¿Los moldes de múltiples cavidades pueden ser asistidos por gas?
De hecho, los moldes de múltiples cavidades pueden ser asistidos por gas. Se debe proporcionar una aguja de aire independiente y una estructura de control de flujo para cada cavidad para garantizar la consistencia de la producción. Soluciones de diseño profesionales están a su disposición.
Resumen
El moldeo por inyección asistido por gas es un método perfecto para abordar los problemas de marcas de contracción y deformación del moldeo por inyección de piezas grandes. No es una inversión con un coste extra, sino una inversión en tecnología que puede ofrecerte muchos beneficios.
Los servicios profesionales de moldeo por inyección combinados con procesos maduros asistidos por gas pueden lograr mejoras triples en la calidad de la superficie, el control de costos y el rendimiento estructural de sus piezas grandes de moldeo por inyección.
Al mismo tiempo, el costo del moldeo por inyección personalizado se puede optimizar razonablemente para hacer que la producción en masa sea más competitiva.
¿Aún tiene problemas con las marcas de contracción o deformación de las carcasas de sus equipos industriales? Comuníquese con nuestro equipo de ingeniería de inmediato. envía tus dibujos en 3D y reciba gratis un informe de análisis de viabilidad del moldeo por inyección asistida por gas y resultados del análisis de flujo del molde. Le ayudaremos a resolver todos los problemas de producción rápidamente.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

