

Moulage par injection assisté par gaz fonctionne comme une méthode efficace pour éliminer les défauts de surface des composants industriels moulés par injection à parois épaisses tout en servant de technologie fondamentale pour fournir des services de moulage par injection haut de gamme.
Lorsque vous investissez des dizaines de milliers de dollars dans le développement d'un grand moule de coque d'équipement industriel et que le produit final devient de la ferraille en raison des marques de retrait derrière les nervures, cela gaspille non seulement des matériaux et de la main d'œuvre, mais peut également entraîner des retards de livraison du projet.
Les techniques traditionnelles de moulage par injection n'ont jamais réussi à résoudre les défauts de surface résultant du retrait par refroidissement dans les zones à parois épaisses de grands composants structurels dont l'épaisseur de paroi est supérieure à 8 mm.
Cet article démontrera, à travers des exemples industriels réels, comment le moulage par injection assisté par gaz élimine complètement les marques de retrait en maintenant la pression interne du gaz tout au long du processus et examinera les avantages financiers et opérationnels de cette technique.
Résumé des réponses de base
| Problème | Solution | Avantages clés |
| Comment apparaissent les marques de retrait ? | La zone la plus épaisse d'une pièce chauffe et refroidit le plus lentement, de sorte que le retrait sous vide provoque des indentations ou des marques de retrait sur la surface. | Maintenir la pression pendant une longue période en utilisant le maintien de pression traditionnel ne sera pas en mesure de transmettre ou d'appliquer une pression au centre même de la partie la plus épaisse . |
| Comment ça marche ? | L'azote gazeux est d'abord ionisé, puis il pénètre dans le cœur de la masse fondue qui est injectée, établissant une pression qui maintient la pression. | Élimine les marques de retrait à l'opposé des nervures et donne ainsi une surface lisse jusqu'à 0, 1 mm. |
| Comment les prix se comparent-ils ? | Il y aura un investissement initial plus important dans l'équipement assisté par gaz, mais cela réduira considérablement les coûts des matières premières et du cycle de moulage. | Au total, le coût unitaire diminuera de 15 à 30 % tandis que les économies de matériaux seront d'environ 20 à 50 %. |
| Où la technologie peut-elle être utilisée ? | Outre les grands boîtiers d'équipements industriels, il convient parfaitement aux composants structurels à parois épaisses et aux pièces comportant de nombreuses nervures. | Quelques exemples sont les boîtiers d’armoires de commande, les couvercles d’équipements lourds et les poignées industrielles. |
Points clés à retenir
- Grande amélioration de la qualité de Surface: le moulage par injection assisté par gaz peut aplatir une surface à 0. 03mm et éliminer complètement les bosses opposées aux nervures.
- Combinaison de coût et d'efficacité : les pièces et structures creuses peuvent réduire l'utilisation de matières premières de 20 à 50 % tout en réduisant également le temps de cycle de moulage par injection de 30 à 50 %, réduisant ainsi les coûts globaux.
- Meilleure propriété structurelle : la suppression des points de concentration de contraintes internes entraîne une meilleure résistance à la déformation de plus de 40 % moulage par injection de grandes pièces .
Pourquoi choisir le moulage par injection assisté par gaz ? Expérience du monde réel de JS Precision
Vos principaux problèmes avec les grands projets de moulage par injection à parois épaisses incluent les défauts de retouche, le dépassement des coûts du projet et le non-respect des délais de livraison, problèmes que nous traitons depuis 15 ans.
JS Precision fournit des services de moulage par injection de précision grâce à ses 15 ans d'expérience qui ont permis à l'entreprise de produire plus de 300 000 pièces précises pour plus de 1 000 clients internationaux . Nos projets de moulage par injection assistés par gaz atteignent un taux de livraison à temps de 99,2 %, atténuant ainsi efficacement les risques de livraison pour vous.
Notre société se spécialise dans le moulage par injection de grandes pièces tout en résolvant de multiples défis qui provoquent des marques de retrait et des déformations dans les composants à parois épaisses et de grande taille.
Nous offrons une assistance complète grâce à une analyse DFM gratuite et une simulation de flux de moule ainsi qu'une assistance technique 24 heures sur 24 qui vous aide à prévenir les problèmes de production tout en économisant du temps et de l'argent grâce à une réduction des dépenses de tests qui auraient entraîné une reprise coûteuse des défauts.
Nos études de cas pratiques couvrent les armoires de commande industrielles, les grandes pièces intérieures automobiles, et bien plus encore. Notre société aide ses clients à réduire leurs taux de rebut de 35 % à presque zéro tandis que nous réduisons leurs coûts unitaires de 30 % pour obtenir une meilleure efficacité de production et de meilleures performances de livraison pour leurs opérations.
Nous offrons un contrôle complet sur le processus, de la conception du moule à la livraison du produit, car nous possédons ISO9001:2015 et ISO13485.
Notre processus produit des pièces de moulage par injection assistées par gaz qui répondent aux exigences de précision tandis que nous vous accompagnons à travers toutes les étapes, du prototypage à la production de masse , ce qui réduit votre temps, vos efforts et vos coûts.
Téléchargez notre livre blanc sur le moulage par injection assisté par gaz pour maîtriser rapidement les principaux points d'application et les techniques de conception du moulage par injection assisté par gaz.
Pourquoi le moulage par injection traditionnel a-t-il du mal avec les marques d'évier dans le moulage par injection de grandes pièces ?
Le processus de refroidissement dans le moulage par injection traditionnel de grandes pièces commence au centre à paroi épaisse, qui refroidit plus lentement que toute autre pièce, créant ainsi des conditions conduisant à un retrait sous vide.
Le processus commence par une pression de maintien externe qui commence à diminuer à mesure que le matériau traverse le chemin d'écoulement, ce qui entraîne un remplissage insatisfaisant des espaces de retrait, ce qui entraîne des gaspillages de production et des retards d'expédition.
Effet de retrait sous vide dans les zones à parois épaisses
La fusion centrale présente une vitesse de refroidissement qui se produit à la moitié de la vitesse de refroidissement de la surface lorsque l'épaisseur de la paroi de la pièce dépasse 4 mm à 5 mm. La force de vide générée par le retrait tire la surface, formant une dépression de 0,2 mm à 0,5 mm. Les réparations externes ne parviennent pas à supprimer ce type de défaut de l'objet.
Limites physiques du maintien de la pression et de la compensation du retrait
La méthode traditionnelle de maintien de la pression permet uniquement de contrôler la pression au niveau de la zone du point d'injection, ce qui réduit son efficacité sur l'ensemble du trajet d'écoulement.
Le système ne peut pas transmettre la force aux bases des nervures situées à distance du point d'accès, tandis qu'un maintien excessif de la pression crée une contrainte interne qui entraîne une déformation des pièces supérieure à 0,5 mm et diminue la précision de l'assemblage.
Principe du moulage par injection assisté par gaz
Le moulage par injection assisté par gaz crée un chemin de maintien de pression que l'azote utilise pour se déplacer à travers la masse fondue, ce qui permet au système de transmettre la pression à travers ses composants. La solution répond aux exigences de Norme SPI 101 et fournit une résolution précise à votre problème de marque de retrait .
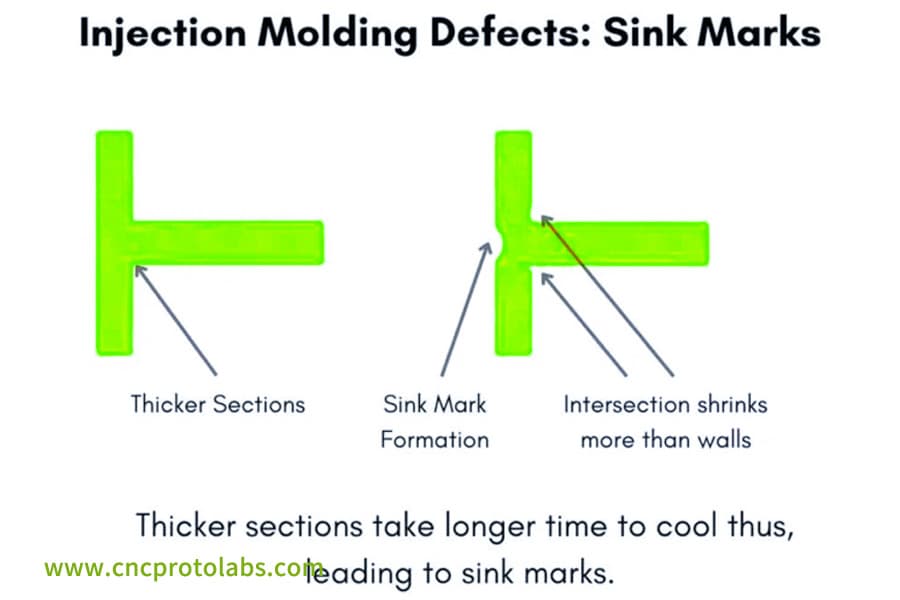
Figure 1 : Un diagramme illustrant la formation de marques d'évier dans les sections plus épaisses d'une pièce en plastique lors du moulage par injection traditionnel, avec des étiquettes mettant en évidence le refroidissement irrégulier et le retrait.
Comment le moulage par injection assisté par gaz élimine-t-il les marques d'évier dans les sections épaisses ?
Le processus de moulage par injection assisté par gaz utilise une injection d'azote gazeux à haute pression pour créer un espace creux à l'intérieur du matériau fondu qui serait normalement rempli de matériau solide.
La pression interne permanente du système évite que le retrait ne crée un effet de vide conduisant à des défauts de surface sur votre produit.
Pénétration de l'azote : la structure creuse remplace le remplissage solide
Une fois que la masse fondue a rempli 70 à 95 % de la cavité du moule, de l'azote gazeux à haute pression (20 à 30 MPa) pénètre au centre de la masse fondue, la poussant vers la paroi du moule. Cette méthode produit une épaisseur de paroi égale dans tout le produit tout en empêchant le retrait et les dépressions qui se produisent généralement dans les sections à parois épaisses.
Pression interne constante, paroi extérieure en contact étroit avec la cavité du moule
L'azote gazeux crée une pression interne constante qui maintient la partie extérieure du composant près de la surface de l'acier du moule pendant le refroidissement lorsque l'écart reste inférieur à 0,02 mm.
Cette technique empêche l'apparition de marques de retrait sur le côté opposé de la nervure, ce qui donne une mesure de planéité de surface de 0,1 mm qui répond à vos normes d'apparence de catégorie A.
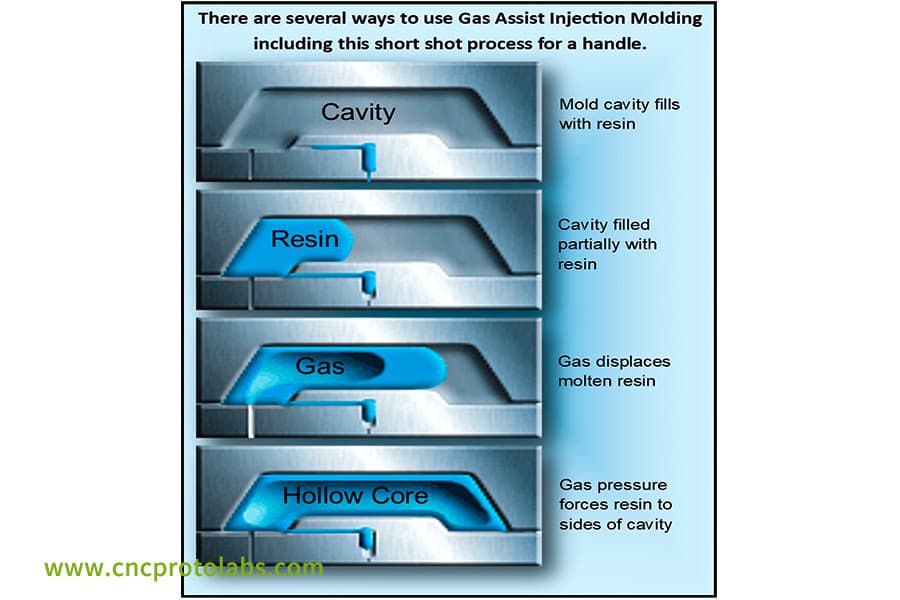
Figure 2 : Un diagramme en quatre étapes montrant le processus à tir court assisté par gaz pour le moulage d'une poignée, où le gaz déplace la résine fondue pour former un noyau creux et éviter les marques d'évier.
Quelles sont les règles de conception critiques pour le moulage par injection de grandes pièces avec assistance au gaz ?
Le moulage par injection de grandes pièces adoptez la technologie assistée par gaz, qui doit suivre trois règles : gradient d'épaisseur de paroi, priorité du canal de gaz et centrage de la porte, pour vous aider à réduire les coûts de modification du moule et à améliorer l'efficacité de la production.
Règles de conception des transitions d'épaisseur de paroi
Le changement d'épaisseur de paroi du canal de gaz à la zone à paroi mince doit être ≤1,5:1. Vos coûts de ferraille augmenteront car le gaz soufflera à travers la fine paroi, ce qui créera des perforations lorsque vous dépasserez ce ratio.
Règles de connectivité des canaux de gaz
Assurer un réseau continu dans la zone remplie de gaz. La forme préférée de la section transversale du canal doit utiliser des conceptions circulaires ou en forme de larme. La pression du gaz dépassera 15 bars dans les angles vifs, ce qui entraînera une perte de pression du gaz nécessaire aux effets de pression de maintien.
Règles de disposition des portes et des aiguilles à air
La porte et l'aiguille à air doivent être disposées du même côté, avec une direction de pénétration du gaz cohérente avec l'écoulement de la matière fondue. Ce processus permet au gaz de pénétrer sur au moins 700 mm tout en maintenant la perte de pression inférieure à 8 %, ce qui donne des résultats de moulage fiables.
| Paramètres de conception | Valeurs standards | Seuils de risque | Valeurs optimales | Scénarios applicables | Perte de pression |
| Rapport de transition d'épaisseur de paroi | ≤1,5:1 | >2:1 | 1.2:1 | Grands composants structurels | <10bar |
| Section transversale du canal de gaz | Circulaire/Larme | Coin à angle aigu | Circulaire | Composants à parois épaisses | <8bar |
| Disposition des aiguilles de porte | Même côté, même direction | Côté opposé, direction opposée | Centre, même côté | Composants extra-longs | <5% |
| Longueur de pénétration du gaz | ≤700mm | >800mm | 600mm | Boîtier d'armoire de commande | <8% |
| Volume de remplissage fondu | 70%-95% | <70%/>95% | 78% | Composants de nervures à parois épaisses | Aucune perforation |
- Remarque : Ce tableau constitue une version condensée des paramètres clés pour le moulage par injection assisté par gaz de grandes pièces. Il peut servir de guide de conception direct pour aider à prévenir les défauts de production dus à des paramètres inappropriés.
Lors de la conception de pièces d'un moule à injection, comment planifier les canaux de gaz pour éliminer les défauts ?
Lors de la conception de pièces d'une voie respiratoire de moulage par injection, celle-ci doit être disposée dans la zone de paroi la plus épaisse de la pièce, en suivant le principe de minimisation du chemin de résistance des gaz, pour vous aider améliorer la durée de vie du moule et le taux de qualification de la production.
Emplacement et taille des canaux de gaz
Les canaux de gaz doivent être situés dans la partie la plus épaisse de la paroi, avec un diamètre compris entre 50 et 70 % de l'épaisseur de la paroi principale . Le diamètre du canal de gaz doit être compris entre 4 mm et 5,6 mm pour une épaisseur de paroi principale de 8 mm.
Cette méthode établit un débit de gaz fiable tout en empêchant la formation de poches d’air et de perforations.
Sélection de la forme de la section transversale du canal de gaz
Les canaux de gaz à section circulaire ont la perte de pression la plus faible et sont préférés. La forme en forme de larme doit être utilisée lorsque la structure l'exige, avec un rayon de courbure qui doit être d'au moins 1,5 mm, car cela évite la fissuration des canaux de gaz, ce qui réduirait le temps de fonctionnement du moule.
Conception d'étanchéité d'extrémité de canal de gaz
Le canal de gaz nécessite une zone d'étanchéité à paroi mince de 0,5 mm à 1 mm à son extrémité pour permettre au gaz naturel de sortir après le maintien de la pression, ce qui contribue à éliminer les défauts des poches d'air et à réduire les déchets.
| Paramètres des voies respiratoires | Épaisseur de la paroi principale 8 mm | Épaisseur de la paroi principale 10 mm | Épaisseur de la paroi principale 12 mm | Forme en coupe transversale | Épaisseur du joint d'extrémité |
| Diamètre des voies respiratoires | 4mm-5.6mm | 5mm-7mm | 6mm-8.4mm | Rond | 0,5 mm |
| Perte de pression | <6bar | <7bar | <8bar | Larme | 0,8 mm |
| Profondeur de pénétration | 600 mm | 650mm | 700mm | Rond | 1mm |
| Effet d'étanchéité | Excellent | Excellent | Bien | Larme | 0,6 mm |
| Risque de défaut | Faible | Faible | Moyen | Rond | Très faible |
- Remarque : Les données de ce tableau sont dérivées de 15 années de conception continue de pièces d'un moule à injection avec JS Precision et peuvent être directement appliquées à la conception des voies respiratoires afin d'améliorer l'efficacité de la conception.
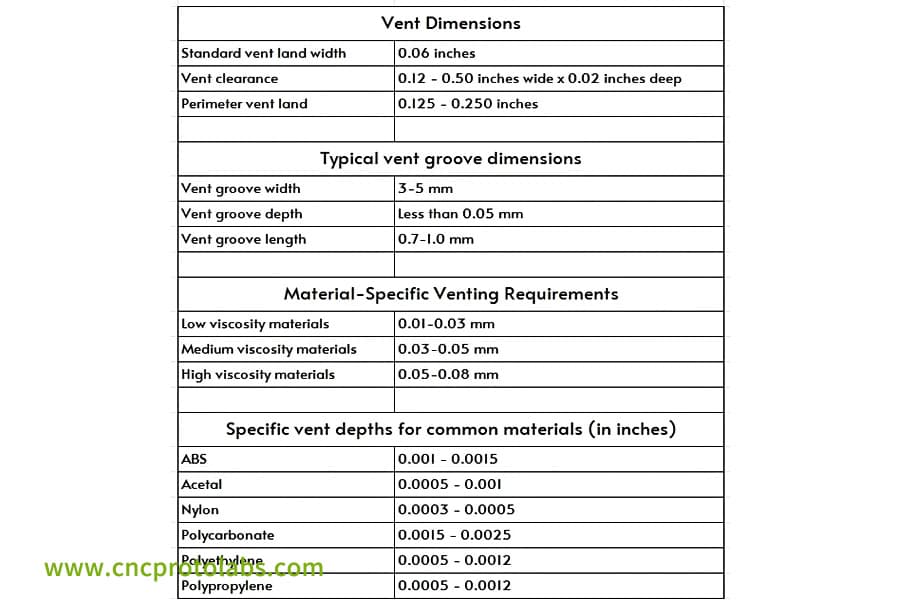
Figure 3 : Un tableau détaillé répertoriant les dimensions typiques des rainures d'aération (largeur, profondeur, longueur) et les exigences de ventilation spécifiques au matériau pour les moules à injection assistée par gaz.
Pourquoi est-il nécessaire de passer à l’assistance au gaz pour le moulage par injection de grandes pièces afin de réduire les contraintes internes ?
Le processus assisté par gaz remplace une pression de maintien externe élevée par le moulage par injection de grandes pièces, ce qui peut réduire les contraintes internes de 40 à 60 %, résoudre fondamentalement le problème de gauchissement et améliorer le taux de qualification du produit et sa durée de vie.
Refroidissement uniforme et répartition des contraintes
Le gaz pousse le polymère liquide vers la surface du moule, ce qui conduit à une épaisseur constante dans tout le produit final. La différence de vitesse de refroidissement diminue de 50 % à moins de 10 %, ce qui entraîne une diminution des contraintes résiduelles et un risque réduit de gauchissement des pièces.
Éliminer les effets secondaires du maintien à haute pression
Le processus traditionnel nécessite une pression de maintien de 80 à 120 MPa, ce qui crée une contrainte de cisaillement qui provoque la déformation des pièces . Le processus de moulage assisté par gaz nécessite une pression de maintien comprise entre 20 et 30 MPa, ce qui entraîne une réduction du gauchissement entre 0,5 mm et 1,2 mm tandis que la précision de l'assemblage s'améliore.
Stabilité améliorée à long terme
La réduction des contraintes internes fait chuter le taux de changement dimensionnel des pièces lors des tests de vieillissement thermique humide à 85 °C/85 % HR de 0,8 % à moins de 0,2 %, ce qui entraîne une durée de vie prolongée du produit et une diminution des dépenses après-vente.
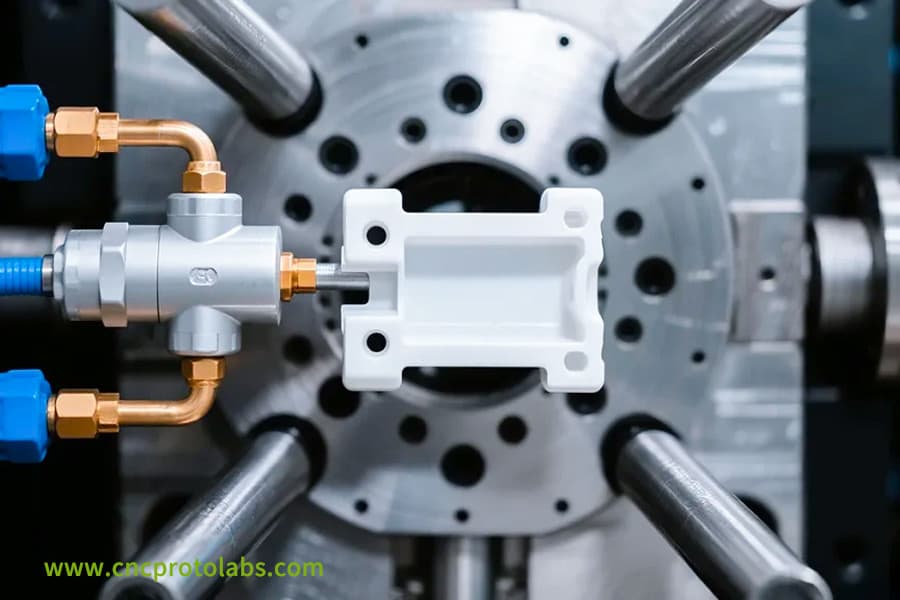
Figure 4 : Une vue rapprochée d'un processus de moulage par injection assisté par gaz en action, avec une pièce en plastique blanc formée à l'intérieur d'un moule métallique équipé de conduites d'alimentation en gaz.
Comment les coûts de moulage par injection personnalisés se comparent-ils : assistance au gaz vs. Moulage solide ?
L'investissement initial pour les équipements assistés par gaz varie de 8 000 à 20 000 dollars US, mais cet équipement peut réduire les dépenses opérationnelles de 15 à 25 %, ce qui permet aux entreprises de récupérer leurs dépenses en 3 à 6 mois.
Nous vous assistons pour vous aider à garder un contrôle précis sur vos dépenses totales tout au long de la durée du projet.
Économies sur les coûts des matières premières
L'utilisation du gaz en remplacement de certains plastiques permet aux entreprises de réaliser des économies de matières premières entre 20 et 50 % lors de la fabrication de gros composants dépassant 1 kilogramme.
La production de 50 000 pièces pesant chacune 3,5 kilogrammes entraînera une économie totale comprise entre 35 000 et 87 500 dollars américains.
Cycle de moulage et coûts énergétiques
Le processus d'amincissement assisté par gaz diminue l'épaisseur de la paroi tout en réduisant la durée de refroidissement de plus de 75 % et en réduisant également les deux machine de moulage par injection les exigences en matière de force de serrage et les besoins énergétiques, ce qui a entraîné des améliorations substantielles de l'efficacité de la production.
Durée de vie du moule et coûts de maintenance
Le fonctionnement à assistance gazeuse nécessite 30 à 50 % de force de serrage en moins, ce qui entraîne une augmentation de 20 à 30 % de la durée de vie du moule, car la pression maximale du moule diminue . Le processus nécessite désormais moins de tâches de maintenance, ce qui se traduit par une réduction des coûts de maintenance de votre équipement de moulage.
| Élément de coût | Moulage par injection solide | Moulage par injection assisté par gaz | Taux d'épargne | Économies annuelles (50 000 pièces) |
| Coût des matières premières | 8,4 dollars américains/unité | 5,95 dollars américains/unité | 29,2% | 122 500 dollars américains 3-6 mois |
| Cycle de moulage | 140 secondes/pièce | 78 secondes/pièce | 44,3% | Capacité de production augmentée de 44% |
| Coût du moule | 50 000 dollars américains | 55 000 à 60 000 dollars américains | +10%-20% | Prolongation de la vie 25 % |
| Coût énergétique | 0,3 USD/article | 0,12 USD/article | 60% | 9 000 dollars |
| Coût de la ferraille | 2,1 USD/pièce | 0,05 USD/pièce | 97,6% | 102 500 USD |
- Remarque : Les données du tableau sont basées sur les calculs réels du projet effectués par JS Precision, reflètent avec précision la différence de coût de moulage par injection personnalisé et peuvent être utilisées comme référence pour le calcul des coûts.
Obtenez un devis détaillé de votre coût de moulage par injection personnalisé et calculer avec précision le coût-avantage du processus assisté par gaz.
Étude de cas de JS Precision : le moulage par injection assisté par gaz permet d'obtenir une coque d'armoire de commande industrielle zéro défaut
L’équipementier industriel a fait appel à nos services pour réaliser une coque d’armoire électrique de dimensions 800mm×600mm×200mm. Le mur principal mesurait 8 mm au sommet et comportait des nervures de renfort de 15 mm réparties sur toute sa surface.
Le processus traditionnel produisait des défauts de retrait qui provoquaient la perte de 35 % des matériaux et ce problème retardait le calendrier de livraison.
Solution:
1.Sélection du processus :
Le processus de moulage par injection assisté par gaz est devenu notre solution principale car nous devions combiner à la fois des composants à paroi épaisse et des pièces à nervures élevées pour une protection complète contre les défauts de retrait, conformément à nos 15 années d'expérience dans des projets de moulage par injection massifs qui nous ont aidés à ne présenter aucun test d'essai dangereux.
2. Optimisation du moule :
Repenser le réseau respiratoire de parties d'un moule à injection , avec l'accent est mis sur l'optimisation de la direction des voies respiratoires pour assurer une pénétration stable du gaz dans la cavité et éviter une pression locale inégale.
3.Réglage des paramètres :
Sur la base des résultats de l'analyse du flux du moule, le chemin de pénétration de l'azote a été étendu à 720 mm, la pression de maintien du gaz a été réglée avec précision à 28 MPa (convient à une épaisseur de paroi principale de 8 mm) et la quantité de matière fondue a été contrôlée à 78 % , équilibrant l'effet de pression de maintien et l'efficacité de formage.
4. Réglage de la porte :
La porte doit se déplacer vers la zone centrale de la coque car cette position permet la distribution du gaz dans toute la cavité tout en maintenant la pression entre la porte et les zones distantes.
Résultat final :
1. Qualité de surface :
Les marques de retrait superficiel ont été complètement éradiquées. La planéité de la surface de classe A est de 0,03 mm et 100 % des inspections d'apparence ont été réussies par les clients, ce qui résout pleinement les problèmes de livraison.
2. Rentabilité :
Le poids d'une pièce unique a été réduit de 2,4 kg à 1,7 kg, ce qui signifie une économie de matière de 29,2 %. De plus, le cycle de moulage a été réduit de 140 secondes à 78 secondes, la capacité de production annuelle a été augmentée de 44 % et les coûts ont été considérablement réduits.
3. Performances structurelles :
La rigidité en flexion de la coque a été augmentée de 18 % et elle a été soumise à 5 000 heures de vibrations intenses et de tests de cycles chauds et froids allant de -30°C à 80°C sans aucun signe de fissuration ou de déformation.
4. Valeur globale :
Nous fournissons des services de moulage par injection qui aident les clients à identifier les principaux problèmes, à réaliser une triple amélioration en termes de qualité, de coût et d'efficacité, et à compenser leurs pertes de livraison.
Soumettez les exigences de votre projet et nous personnaliserons une assistance gaz exclusive production de masse par moulage par injection planifiez pour vous et reproduisez l’expérience réussie du cas.
Gas Assist est-il la solution idéale pour les marques d'évier et les problèmes de déformation de votre projet ?
Si la mesure physique la plus longue de votre projet est supérieure à 300 mm, ou si l'épaisseur de paroi de l'une des pièces est supérieure à 6 mm, alors le moulage par injection assisté par gaz sera parfaitement adapté à cette situation car non seulement il sera capable de corriger le retrait et le gauchissement, mais il minimisera également le risque de production et vous aidera à obtenir des produits plus compétitifs.
Liste de contrôle d'évaluation rapide
- La pièce contient-elle une zone d’épaisseur de paroi supérieure à 5 mm ?
- Y a-t-il des nervures hautes (hauteur des nervures > 3 fois l'épaisseur du mur) ?
- L'exigence de planéité est-elle inférieure à 0, 1 mm pour les surfaces de classe A ?
- Vous souhaitez réduire le coût unitaire de plus de 15 % ?
- La dimension la plus longue de la pièce dépasse-t-elle 400 mm ?
Support technique de JS Precision
En tant que professionnel services de moulage par injection fournisseur, nous fournissons une évaluation technique gratuite et une analyse Moldflow pour calculer avec précision la faisabilité et la rentabilité des processus de moulage par injection assisté par gaz, garantissant ainsi le taux de réussite de votre projet tout au long du processus et vous aidant à éviter les détours.
Consultez simplement nos ingénieurs pour compléter rapidement l’évaluation de la faisabilité du processus du projet et déterminer si le processus assisté par gaz convient à vos besoins.
FAQ
Q1 : Le moulage par injection assisté par gaz peut-il être utilisé pour n’importe quelle matière plastique ?
Généralement, un processus de moulage par injection assisté par gaz fonctionne bien avec les plastiques cristallins comme le PP PE ABS et le nylon. Il existe cependant des cas particuliers avec certains plastiques techniques qui nécessitent des tests approfondis avant d’obtenir le feu vert. Nous pouvons vous aider à déterminer si votre matériau est adapté en effectuant des tests gratuits.
Q2 : Le processus d’assistance au gaz entraîne-t-il des coûts de moulage plus élevés ?
Étant donné que l'assistance au gaz nécessite des composants supplémentaires tels que des aiguilles à gaz et des portes spéciales, le coût du moule augmentera d'au moins 10 à 20 % . D’un autre côté, lorsque l’utilisation des matériaux et la réduction des déchets sont prises en compte, le coût du moulage par injection personnalisé est réduit.
Q3 : Quelle est la longueur maximale sur laquelle le gaz peut pénétrer ?
Si le procédé assisté par gaz est mis en œuvre correctement, la pénétration du gaz a été démontrée sur des longueurs supérieures à 2 mètres. De tels processus peuvent couvrir la production de diverses pièces structurelles industrielles de très grande taille et conviennent à tous les scénarios de moulage par injection de grandes pièces.
Q4 : Comment puis-je savoir si le canal de gaz est correctement scellé ?
Une combinaison d'un contrôle du remplissage de matière fondue de 70 à 95 % du volume de la cavité du moule et d'une surface de séparation du moule correctement conçue peut conduire à une étanchéité à long terme du canal de gaz, un aspect clé dans la conception du moule.
Q5 : Quel est le taux de rendement du moulage par injection assisté par gaz ?
Si le moule est bien conçu et que les paramètres sont correctement définis, le taux de rendement du moulage par injection assisté par gaz peut atteindre 98 %-99. 5 %, ce qui est considérablement plus élevé que le moulage par injection traditionnel à paroi épaisse et réduira efficacement vos coûts de rebut.
Q6 : Dans quelle mesure le processus assisté par gaz peut-il raccourcir le cycle de moulage ?
Le temps de refroidissement assisté par gaz est 30 à 60 % plus court que le moulage par injection solide, et le cycle de moulage global est 20 à 40 % plus court . Cette méthode est très adaptée à la production en série à grande échelle de grandes pièces moulées par injection.
Q7 : À quelle épaisseur de paroi est-il recommandé d’utiliser l’assistance au gaz ?
Le moulage par injection assisté par gaz doit être envisagé lorsque l'épaisseur de paroi maximale de la pièce est supérieure à 4 mm ou lorsqu'il y a des nervures d'une largeur supérieure à 6 mm. Cette méthode peut efficacement vous aider à éviter les défauts tels que les marques de retrait et les déformations.
Q8 : Les moules multi-empreintes peuvent-ils être assistés par gaz ?
Les moules multi-empreintes peuvent en effet être assistés par gaz. Une aiguille d'air indépendante et une structure de contrôle du débit doivent être fournies pour chaque cavité afin de garantir la cohérence de la production. Des solutions de conception professionnelles sont à votre disposition.
Résumé
Le moulage par injection assisté par gaz est une méthode parfaite pour résoudre les problèmes de marques de retrait et de gauchissement du moulage par injection de grandes pièces. Il ne s’agit pas d’un investissement supplémentaire, mais d’un investissement technologique qui peut vous offrir de nombreux avantages.
Des services professionnels de moulage par injection, combinés à des processus matures assistés par gaz, peuvent permettre d'obtenir une triple amélioration de la qualité de surface, du contrôle des coûts et des performances structurelles de vos grandes pièces de moulage par injection.
Dans le même temps, le coût du moulage par injection personnalisé peut être raisonnablement optimisé pour rendre la production de masse plus compétitive.
Vous êtes toujours confronté aux marques de retrait ou aux déformations des boîtiers de vos équipements industriels ? Contactez immédiatement notre équipe d'ingénieurs, envoyez vos dessins 3D , et recevez gratuitement un rapport d'analyse de faisabilité du moulage par injection assisté par gaz et les résultats de l'analyse du flux de moule. Nous vous aiderons à résoudre rapidement tous les problèmes de production.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

