

Injection molding is the foundation of the plastic manufacturing process and the main challenge going from a prototype to mass production.
During the entire journey from a prototype to millions of units produced, engineers may even encounter issues like warpage, shrinkage marks, and very long lead times. The secret is in comprehending the system variables of injection molding.
This article will explain in detail, the whole plastic injection molding process starting from principles to materials, from molds to costs, so that you can avoid a $10,000 mold repair while doing the initial design.
Quick Overview of Core Answers
| Core Dimensions | Key Answers | Value for You |
| Process Principle | Plastic granules are heated and turned into a fluid state. They are then injected under great pressure into the mold cavity and cooled to solidify the product shape. | The injection molding process comprehension is critical as it greatly contributes material selection and design to be correct. |
| Material Selection | All common thermoplastic plastics such as ABS PP PC nylon etc. in total, cover about 90% of all applications. | To avoid over-performance, materials are matched precisely with strength, temperature resistance, and cost. |
| Mold Strategy |
Soft molds (P20 steel 100,000 cycles) are good for small batches. Hard molds (H13 steel, millions of cycles) are best for large scale production. |
Choosing the mold type according to the size of the batch will give you a good balance between your initial investment and benefits in the long term. |
| Cost Control | Since cooling time can be as much as 50-80% of the cycle time, a well-optimized design can even lessen cost up to 20-30%. | The main cost drivers should be identified to get the highest return on investment. |
Key Takeaways
- Design dictates the price: Prompt DFM involvement may slash the mold overhaul expenses by over 30%.
- Material is the basis of the entire performance: Different shrinkage rates of crystalline and amorphous materials might lead to variations in the mold.
- Mold is the central capital: Hard molds require a substantial one-time investment however their unit cost is considerably less compared to soft molds.
- Cooling sets the pace of the process: Conformal cooling can reduce the cycle time by 32%, having a payback period of only 3-5 days.
Why Trust This Guide? JS Precision's Injection Molding Experience
Using injection molding technology in practice is a great way to not only test one's theoretical knowledge but also verify the combination of hands-on experience and use of industry resources. This forms the main essence of this guide.
JS Precision has been a key player in the precision injection molding manufacturing industry for more than 20 years. We own 30 complete series of injection molding machines with the clamping forces range of 50T-1300T, which are capable of producing all types of products from very small high-tech electronic components to very large structural parts.
Besides, we have a fully equipped mold-making workshop with diverse set of tools and machines including electric discharge machines (EDM), precision wire cutting machines and five axis CNC machines, which allows us to carry out integrated mold design, manufacturing and debugging.
We have done more than 2000 injection molding projects, service businesses in high end industries such as automotive medical electronic and aerospace.
We address various injection molding issues such as warpage, weld lines and shrinkage marks, assist clients in shortening development cycles by an average of 3-4 weeks and also help them reduce mold repair costs by 25%.
Our technical system is in line with the ISO 9001:2015 quality management standard. Medical projects also comply with ISO 13485 requirements, and automotive projects meet IATF 16949 specifications. All process parameters are digitally controlled to ensure consistency in mass production.
With regard to material implementation, besides having skilled workers who can handle molding of common thermoplastics, we also excel at injection molding of specialty engineering plastics like PEEK, LCP and PEI allowing us to control the tolerance to an accuracy of 0.02mm.
Once we enhanced the connector injection molding process for a renowned automotive electronics company that resulted in a decrease of cycle time by 28%, overall cost by 22%, and mold investment payback period of only 4.5 months. Such practical and tangible examples reflect our technical proficiency directly.
For injection molding projects, professional judgment in the early stages is far more important than later modifications. If you are currently in the product design or mass production preparation stage, contact JS Precision engineers now for a free project feasibility analysis, allowing our professional team to help you mitigate mass production risks in advance.
What Is Injection Molding And How Does It Work?
To excel in injection molding, you must first thoroughly understand its core principles and key steps, this is the foundation of all design and process optimization.
Core Definition and Working Principle of Injection Molding
Injection molding is a mass production technique capable of producing a very large number of plastic parts from thermoplastic or thermosetting materials.
Fundamentally, the process is comprised by melting the plastic pellets, packing the hot and viscous material under very high pressure into a mold cavity, and finally cooling and solidifying the plastic.
Due to that, very complicated shapes can be done in a single shot so that the unit cost will be extremely low. This is why injection molding currently accounts for more than 80% of plastic parts manufacturing applications.
Main Stages: Injection, Cooling & Shaping, Demolding
Understanding "how does injection molding work" involves mastering three key steps, with parameters directly determining product quality:
- High pressure injection stage involves pressure ranging from 20 to 100 MPa. Lack of pressure will most likely produce "short shots".
- Cooling and shaping by mold temperature should be kept from 20 to 90℃. Temperature that is not uniform would lead to warping.
- In addition ejection and demolding speeds ought to be constant so as to rein the product free from scratches and deformation.
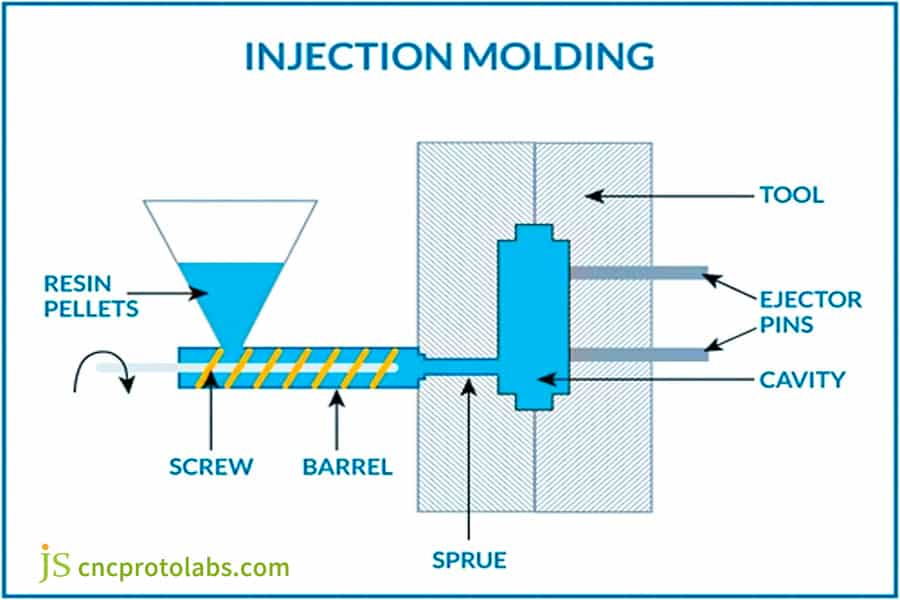
Figure 1: A schematic diagram illustrating the injection molding process, showing the screw, barrel, mold cavity, and ejector pins.
How Does The Plastic Injection Molding Process Work Step By Step?
Once you have gotten a good grasp of the fundamental principles, the next step is to understand the entire plastic injection molding process along with elucidating the major points in each stage. For parameter control at each stage, ISO 16280 is the standard that spells it out clearly.
Six Core Stages of the Injection Molding Cycle
There are six stages completely in plastic injection molding process: feeding, plasticizing and melting, injection, pressure holding, cooling, demolding. The cycle time is typically between 15-60 seconds, with the cooling stage taking 50-80% of the time and being the main factor in production efficiency.
How Process Parameters Determine Product Quality
The core process parameters have a direct impact on product quality:
- Injection pressure controls the completeness of filling. Excessive pressure can cause flash, whereas insufficient pressure may result in short shots.
- Holding pressure is 50-80% of injection pressure, it is used to make up for shrinkage and to prevent sink marks.
- Mold temperature needs to be varied depending on the plastic type.
Download JS Precision's exclusive "Plastic Injection Molding Process Parameter Quick Reference Manual" to quickly match the process parameter range for your product.
What Are The Most Common Injection Molding Materials And How To Choose?
The choice of injection molding materials directly affects product performance, cost, and the difficulty of the process, selecting appropriate materials can lead to twice the production efficiency.
Thermoplastic vs. Thermosetting: What Sets These Two Types of Materials Apart
Mostly, injection molding materials are classified into two types where thermoplastics represent the main type that is used for mass production and can cover over 90% of the applications. They comply with the requirements of the ASTM D1238 standard:
- Thermoplastics: Including ABS, PP, PC, PA, etc. these are materials that can be heated and liquefied repeatedly, then cooled and solidified. Besides offering considerable processing flexibility, their waste can be recycled which is why they are widely applied in the injection molding process.
- Thermosetting Plastics: Once heated and cured, they make irreversible chemical changes and therefore cannot be remelted, e.g. phenolic resins and epoxy resins. They possess outstanding resistance to high temperatures and chemicals, and their use is limited to only certain special industrial scenarios.
Performance Comparison and Selection Guide for Six Commonly Used Materials
| Material Name | Shrinkage (%) | Continuous Use Temperature (°C) | Tensile Strength (MPa) | Unit Price (USD/kg) | Core Application Scenarios |
| PP (Polypropylene) | 1.5-2.5 | 80-100 | 28-35 | 1.2-1.8 | Daily necessities, automotive interiors, packaging |
| ABS | 0.4-0.8 | 70-90 | 40-55 | 2.0-2.5 | Electronic casings, toys, automotive parts |
| PC (Polycarbonate) | 0.5-0.7 | 120-130 | 55-70 | 4.5-6.0 | Optical components, medical equipment, automotive headlights |
| PA6 (Nylon 6) | 1.8-2.5 | 100-120 | 60-80 | 3.0-4.0 | Gears, bearings, connectors |
| PA66+GF30 | 0.3-0.8 | 150-180 | 120-150 | 5.0-6.5 | Automotive structural parts, high-strength electronic components |
| PEEK | 0.2-0.5 | 240-260 | 90-100 | 80-100 | Aerospace, high-end medical implants |
Four-Step Material Selection Method: From Functional Requirements to Material Decisions
Precise matching injection molding materials can be done using a four-step method: determine or decide operating temperature, define or specify transport requirements, assess or consider environmental factors, calculate or determine unit cost, and finally balance performance with mass production costs.

Figure 2: An assortment of colored plastic pellets and sample chips, showcasing material options for injection molding.
Why Is Injection Molding Design Critical To Product Success?
Injection molding design is the key to determining the success or failure of injection molding projects. Proper design through excellent design achievement produces efficient manufacturing processes, while poor design results in mold repairs and scrap materials that increase project expenses.
DFM Core Principles: Design for Manufacturing
DFM (Design for Manufacturing) principles establish the necessary framework for effective injection molding design. The three golden rules are indispensable:
- Uniform Wall Thickness: The difference between adjacent wall thicknesses should not exceed 40-60%. The design should implement gradual thickness transitions in order to prevent uneven cooling and warping.
- Draft Angle: Regular surfaces require a 1-3° draft angle. The textured surfaces need an extra 1° draft angle for every 0.025mm of texture depth which helps with product demolding.
- Avoid Sharp Corners: The radius of inner corners must reach at least 0.25-0.5 times the wall thickness. The outer corner radius should be increased to decrease plastic flow resistance and stress concentration.
Quantitative Standards for Reinforcing Ribs and BOSS Pillars
The maximum thickness of reinforcing ribs must stay below 60% of nominal wall thickness, and their maximum height should not exceed three times the wall thickness.
The BOSS pillar requires an outer diameter that measures 2-2.5 times its inner diameter combined with a base radius. The need for reinforcing ribs arises when shrinkage cracking becomes a concern.
Common Design Defects and Their Consequences
The defects of improper injection molding design produce warping and weld lines and trapped air and scorching which damages product assembly and strength. The design needs targeted optimization work combined with venting channel installation.
Submit your product drawings, and JS Precision will provide you with free injection molding design optimization suggestions to proactively avoid design defects.

Figure 3: A bar chart comparing the impact levels of material selection, machine settings, cooling time, design complexity, and process monitoring on injection molding design.
What Role Does Injection Molding Tooling Play In Production?
Injection molding tooling represents the main equipment in injection molding production. The choice of injection molding tooling and the level of its accuracy not only dictate the quality, output, and cost of the product but also reveal the main investment in the injection molding process.
Soft Mold vs. Hard Mold: Mold Selection Strategy Based on Production Volume
Injection molding tooling is divided into soft molds and hard molds, and the choice should be based on the production scale. The core parameters of the two are compared as follows:
| Mold Type | Mold Steel | Service Life | Initial Investment (USD) | Amortized Cost per Mold (100,000 pieces) | Applicable Production Scale |
| Soft Mold | P20 Pre-hardened Steel | Less than 100,000 cycles | 5,000-15,000 | 0.05-0.15 | <50,000 pieces |
| Hard Mold | H13 Quenched Steel | More than 1,000,000 cycles | 20,000-50,000 | 0.02-0.05 | >500,000 pieces |
Cold Runner vs. Hot Runner Systems
Owing to their straightforward structure and low price, cold runner systems are capable of producing satisfactorily low waste of 5-30% mainly if the production volume is small.
On the contrary, hot runner systems not only have zero wastage and faster cycle times but they are also 30-50% costlier, require very exact temperature control and are more suitable for large-scale production.
The Impact of Mold Precision on Product Consistency
Superior injection molding tooling can maintain a repeatability accuracy of 0.02mm, thus ensuring a consistent mass production.
On the other hand, lower quality molds may have variations reaching 0.1mm or more, leading to problems in fitting. With the use of conformal cooling technology, the cooling period can be reduced by 32% and the initial investment can be recovered in just 3-5 days.

Figure 4: A detailed view of a precision metal injection mold with cavities and the number '2366' visible on its surface.
How To Optimize Cost And Efficiency In Injection Molding?
The cost and operational performance of injection molding need to be optimized because it serves as a vital process for producing goods in bulk. The process of cost reduction and efficiency enhancement requires the identification of fundamental factors which must undergo particular improvements.
Three Core Cost Drivers
The cost structure of injection molding operates according to the 70-20-10 rule which establishes three main cost elements that drive total expenses.
- Mold Cost: Accounts for 70% of initial investment, this is a fixed cost, and the cost per unit decreases as production scale increases.
- Material Cost: Accounts for 20-40% of the cost per unit. The selection and utilization rate of injection molding materials directly affect this cost.
- Cycle Time: Determines equipment utilization. A one second reduction in production cycle time enables machines to produce between 50,000 and 100,000 additional units each year which leads to lower manufacturing expenses.
Key Technologies for Cycle Time Optimization
The injection molding cycle time optimization process needs to use three technologies which include:
- Conformal cooling system for 20-35% cooling time decrease.
- Wall thickness reduction method to achieve cooling time reduction.
- Automation system which provides 3-5 seconds of work time savings for each production cycle.
Economic Analysis of Batch Size
The injection molding process demonstrates strong cost advantages when production scales increase to higher volumes. The unit cost decreases between 60% and 80% when the batch size increases from 1000 units to 100000 units. For small batches, choose soft molds, for large batches, investing in hard molds + automation is more cost-effective.
Input your product's production scale, and JS Precision will calculate the unit cost of injection molding for you free of charge and develop a cost reduction plan.
How To Choose The Right Injection Molding Partner For Your Project?
The evaluation of suppliers needs to be conducted because selecting the appropriate injection molding partner will lead to successful project execution.
Core Technical Indicators for Supplier Evaluation
When selecting an injection molding partner, focus on their equipment capabilities, mold-making capabilities, material experience, precision assurance, and quality system to ensure they match project requirements.
Communication Efficiency and Project Collaboration
The progress of a project depends on both technical abilities and the capacity of team members to work together while sharing information.
High-quality suppliers should meet the following requirements:
- Response Time: The organization needs to answer customer inquiries and technical problems within a 5-hour period to maintain effective communication.
- DFM Feedback: The company needs to deliver a professional DFM analysis report within 3 to 5 day frame after receiving product drawings which will identify design optimization points.
- Sample Support: The T1 sample delivery period needs to stay between 7 and 14 days after the completion of mold development to fulfill customer sample verification requirements.
Why Choose JS Precision as Your Injection Molding Partner
JS Precision has maintained its dedication to precision manufacturing since its establishment two decades ago. The organization operates 30 injection molding machines together with a complete mold workshop and a high-precision testing center.
The organization delivers DFM optimization solutions to multiple high-end sectors which enable customers to achieve cost reductions and shorter lead times through early DFM optimization. The organization provides end-to-end solutions from material selection to mass production delivery.
JS Precision Case Study: A Certain Automotive Electronic Connector Reduced Cycle Time By 28% And Cost By 22%!
Challenges
The ECU connector project of a Tier 1 automotive supplier requires PA66+GF30 injection molding materials to produce 800,000 units annually, and the project has two main issues.
The production process takes 42 seconds to complete each cycle, which exceeds the industry standard of 35 seconds, and the company cannot produce sufficient output to satisfy customer demand.
The process results in severe product warping and deformation, which causes the assembly process to fail in 5.8% of cases because the original supplier lacks process optimization solutions, leading to $120,000 annual scrap expenses for the customer who faces extended mold investment payback times.
Solution
After taking over the project, JS Precision assembled a professional injection molding technology team to comprehensively optimize the mold, design, and process.
1.Mold cooling reconstruction:
The mold cooling system underwent complete redesign through conformal cooling technology, which enabled designers to create new cooling channels that maintain a 4-5mm distance between channels and product contours, resulting in improved temperature control that decreased cooling time from 22 seconds to 14 seconds.
2.Optimization of Gate Position:
The original single-point side gate was changed to a double-point submarine gate, which optimized the flow path of the plastic melt, and this design change increased weld line strength by 35% while minimizing warpage.
3.Process parameters DOE:
The team used 16 orthogonal experiments together with material property research to determine the optimal process parameters, which included a mold temperature of 110℃, a holding pressure of 80MPa, and an injection speed of 60mm/s, that would produce the highest product quality and production efficiency.
Results
Through a series of optimization measures, the injection molding production of this project has achieved a qualitative improvement:
- Time taken for one production cycle lowered from 42s to 30s, a 28% turnaround, with the annual capacity per unit going up by 230,000 pieces, the supply is enough to fulfill the demand of the market.
- Rate of product warpage lowered from 5.8% to less than 0.9%, which in turn led to very minimal scrap losses and customers have been saved more than $100,000 annually.
- Unit cost went down by 22%, the payback period for the mold investment, which was originally intended to be 12 months, has now been reduced to 4.5 months, thereby enabling the maximization of return on investment.
Want similar cost reductions and efficiency improvements for your injection molding project? Contact JS Precision, and let our professional team analyze your project pain points and develop a customized optimization plan.
FAQs
Q1: What is the basic principle of injection molding?
Injection molding is the process of heating and melting solid plastic particles, injecting them under high pressure into the mold cavity, cooling and solidifying them, and then ejecting the finished product. Injection molding is the core process for mass production of plastic parts.
Q2: How to choose suitable injection molding materials?
You should consider the product's operating temperature, mechanical requirements, environmental factors, and cost when selecting a material. Thermoplastic plastics are the best choice if no other external factors present a problem. JS Precision engineers are always ready to provide you with advice on injection molding material selection.
Q3: What is the typical injection molding cycle time?
Usually, the cycle of plastic injection molding processing takes 15-60 seconds, most of which, i.e. 50-80%, is the cooling step. Besides product wall thickness, other factors affecting cycle time are product design, mold design, optimization of processing parameters as well as the type of cooling system used.
Q4: How to avoid warping of injection molded parts?
Proper injection molding design, maintaining uniform wall thickness, optimizing the mold cooling system, and setting reasonable holding pressure and mold temperature can effectively avoid warping and deformation.
Q5: What is the minimum order quantity for injection molding?
JS Precision supports 1 trial mold. Small batch production is recommended in the range of 500-5000 pieces. For enormous batches, we are capable of handling millions of pieces annually, and injection molding tool strategy is flexible to changes based on the volume.
Q6: How long does it take to receive samples after providing drawings?
Getting T1 samples from soft molds would take 4-6 weeks while hard molds would be 8-12 weeks. Speed-up processing can reduce the time by 20-30%, swiftly fulfilling product sample verification requirements.
Q7: Does injection molding require maintenance?
Injection molding tooling needs maintenance on a daily basis which includes cleaning and rust prevention. Apart from that every 100,000-500,000 cycles, mold life could be maximized through mold polishing and replacement of vulnerable parts.
Q8: Are there any special requirements for export packaging?
Use of anti-static bags for electronic products along with separate compartmentalized packaging is standard. For sea freight, vacuum packaging with a desiccant is a must to protect against moisture and damage.
Summary
Injection molding is a system engineering that integrates multiple disciplines. From the understanding of how does injection molding work to the decision-making of injection molding tooling, every step affects product quality and cost.
JS Precision has been deeply involved in injection molding for over 20 years, providing end-to-end solutions. Send your product drawings to receive free DFM analysis, let us help you bring your product from concept to market.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

