

Stampaggio ad iniezione assistita da gas funziona come un metodo efficace per eliminare i difetti superficiali da componenti industriali stampati a iniezione con pareti spesse e funge allo stesso tempo da tecnologia fondamentale per fornire servizi di stampaggio a iniezione di alta qualità.
Quando si investono decine di migliaia di dollari nello sviluppo di uno stampo a conchiglia per attrezzature industriali di grandi dimensioni e il prodotto finale diventa scarto a causa dei segni di ritiro dietro le nervature, non solo si sprecano materiali e manodopera, ma si possono anche causare ritardi nella consegna del progetto.
Le tradizionali tecniche di stampaggio a iniezione non sono mai riuscite ad affrontare con successo i difetti superficiali derivanti dal ritiro da raffreddamento nelle aree con pareti spesse di componenti strutturali di grandi dimensioni con spessori di parete superiori a 8 mm.
Questo articolo dimostrerà attraverso esempi industriali reali come lo stampaggio a iniezione assistita da gas rimuove completamente i segni di ritiro mantenendo la pressione interna del gas durante tutto il processo ed esaminerà i vantaggi finanziari e operativi di questa tecnica.
Riepilogo delle risposte principali
| Problema | Soluzione | Vantaggi principali |
| Come si formano i segni di ritiro? | L'area più spessa di una parte si riscalda e si raffredda più lentamente, quindi il ritiro sotto vuoto provoca rientranze superficiali o segni di ritiro. | Mantenendo la pressione per un lungo periodo utilizzando il tradizionale mantenimento della pressione non sarà possibile trasmettere o applicare pressione al centro stesso della parte più spessa . |
| Come funziona? | L'azoto gassoso viene prima ionizzato e poi penetra nel nucleo della massa fusa che viene iniettata stabilendo la pressione che mantiene la pressione. | Elimina i segni di ritiro opposti alle nervature e quindi conferisce una levigatezza della superficie fino a 0,1 mm. |
| Come si confronta il prezzo? | Sarà richiesto un investimento iniziale maggiore nelle apparecchiature a gas, ma ciò ridurrà drasticamente i costi delle materie prime e del ciclo di stampaggio. | In totale il costo unitario diminuirà del 15%-30% mentre il risparmio sui materiali sarà di circa il 20%-50%. |
| Dove può essere utilizzata la tecnologia? | Oltre ai grandi alloggiamenti per apparecchiature industriali, è molto adatto per componenti strutturali con pareti spesse e parti con molte nervature. | Alcuni esempi sono gli alloggiamenti dei quadri elettrici, le coperture per apparecchiature pesanti e le maniglie industriali. |
Punti chiave
- Grande miglioramento della qualità della superficie: lo stampaggio a iniezione assistito da gas può appiattire una superficie fino a 0,03 mm ed eliminare completamente le ammaccature opposte alle nervature.
- Unione di costi ed efficienza: le parti cave e le strutture possono ridurre l'utilizzo delle materie prime del 20%-50%, riducendo al tempo stesso il tempo del ciclo di stampaggio a iniezione del 30%-50%, abbassando così i costi complessivi.
- Migliori proprietà strutturali: la rimozione dei punti di concentrazione delle tensioni interne si traduce in una resistenza alla deformazione migliore di oltre il 40% stampaggio ad iniezione di pezzi di grandi dimensioni .
Perché scegliere lo stampaggio ad iniezione con gas assistito? Esperienza nel mondo reale da JS Precision
I tuoi problemi principali con progetti di stampaggio a iniezione con pareti spesse di grandi dimensioni includono difetti di rilavorazione, superamento dei costi di progetto e mancato rispetto delle scadenze di consegna, problemi che affrontiamo da 15 anni.
JS Precision fornisce servizi di stampaggio a iniezione di precisione attraverso la sua esperienza di 15 anni che ha consentito all'azienda di produrre più di 300.000 parti precise per oltre 1.000 clienti internazionali . I nostri progetti di stampaggio a iniezione assistita da gas raggiungono un tasso di consegna puntuale del 99,2%, mitigando efficacemente i rischi di consegna.
La nostra azienda è specializzata nello stampaggio a iniezione di pezzi di grandi dimensioni e risolviamo molteplici sfide che causano segni di ritiro e deformazione in componenti di grandi dimensioni con pareti spesse.
Offriamo supporto completo tramite analisi DFM gratuita, simulazione del flusso dello stampo e supporto tecnico 24 ore su 24 che aiuta a prevenire problemi di produzione risparmiando tempo e denaro attraverso la riduzione delle spese di test che avrebbero comportato costose rilavorazioni a causa dei difetti.
I nostri casi di studio pratici riguardano armadi di controllo industriali, parti interne di automobili di grandi dimensioni e altro ancora. La nostra azienda aiuta i clienti a ridurre il tasso di scarto dal 35% a quasi zero, mentre noi riduciamo i costi unitari del 30% per ottenere una migliore efficienza produttiva e prestazioni di consegna per le loro operazioni.
Forniamo il controllo completo sul processo, dalla progettazione dello stampo alla consegna del prodotto, perché possediamo ISO9001:2015 e certificazioni ISO13485.
Il nostro processo produce parti di stampaggio a iniezione assistita da gas che soddisfano i requisiti di precisione mentre vi supportiamo in tutte le fasi, dalla prototipazione alla produzione di massa , riducendo tempi, sforzi e costi.
Scarica il nostro white paper sullo stampaggio a iniezione assistita da gas per padroneggiare rapidamente i principali punti di applicazione e le tecniche di progettazione dello stampaggio a iniezione assistita da gas.
Perché lo stampaggio a iniezione tradizionale presenta problemi con i segni di concavità nello stampaggio a iniezione di pezzi di grandi dimensioni?
Il processo di raffreddamento nel tradizionale stampaggio a iniezione di pezzi di grandi dimensioni inizia al centro con pareti spesse, che si raffredda a una velocità più lenta rispetto a qualsiasi altra parte, creando così le condizioni che portano al ritiro sotto vuoto.
Il processo inizia con una pressione di tenuta esterna che inizia a ridursi man mano che il materiale attraversa il percorso del flusso, determinando un riempimento insoddisfacente del gap di ritiro, che provoca sprechi di produzione e ritardi nella spedizione.
Effetto di ritiro sottovuoto in aree con pareti spesse
La fusione centrale mostra una velocità di raffreddamento che avviene alla metà della velocità del raffreddamento superficiale quando lo spessore della parete della parte supera i 4 mm-5 mm. La forza del vuoto generata dal ritiro tira la superficie, formando una depressione di 0,2 mm-0,5 mm. Le riparazioni esterne non riescono a rimuovere questo tipo di difetto dall'oggetto.
Limiti fisici di mantenimento della pressione e compensazione del ritiro
Il metodo tradizionale di mantenimento della pressione fornisce solo il controllo della pressione nell'area del punto di accesso, riducendone l'efficacia lungo l'intero percorso del flusso.
Il sistema non è in grado di trasmettere la forza alle basi delle nervature che si trovano a una distanza dal cancello, mentre un'eccessiva tenuta della pressione crea uno stress interno che provoca una deformazione della parte superiore a 0,5 mm e diminuisce la precisione dell'assemblaggio.
Principio dello stampaggio a iniezione assistita da gas
Lo stampaggio a iniezione assistita da gas crea un percorso di mantenimento della pressione che l'azoto utilizza per muoversi attraverso la massa fusa, consentendo al sistema di trasmettere la pressione attraverso i suoi componenti. La soluzione soddisfa i requisiti di Norma SPI 101 e fornisce una soluzione precisa al problema dei segni di restringimento .
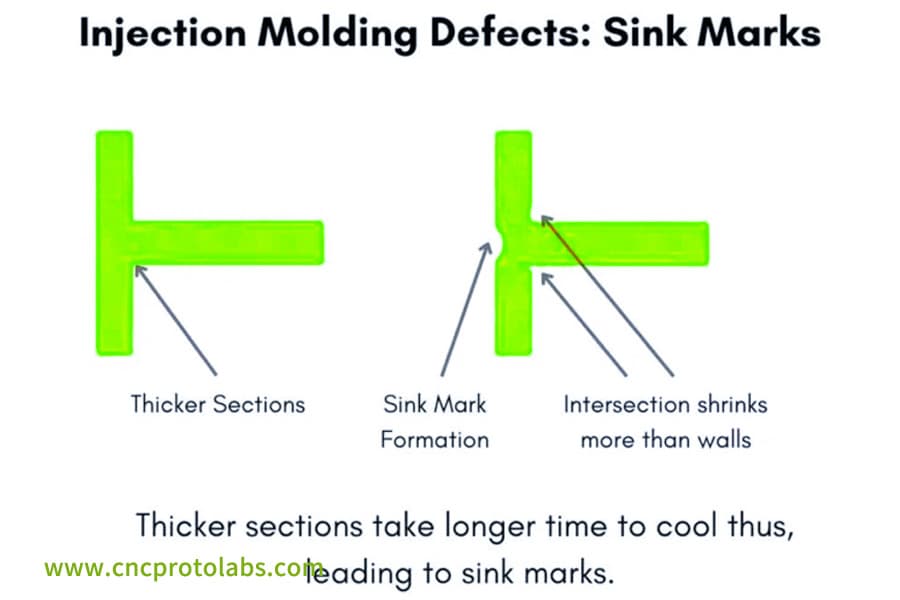
Figura 1: Un diagramma che illustra come si formano segni di depressione nelle sezioni più spesse di una parte in plastica durante lo stampaggio a iniezione tradizionale, con etichette che evidenziano il raffreddamento e il restringimento irregolari.
In che modo lo stampaggio a iniezione con gas assistito elimina i segni di avvallamento nelle sezioni spesse?
Il processo di stampaggio a iniezione assistita da gas utilizza l'iniezione di gas azoto ad alta pressione per creare uno spazio cavo all'interno del materiale fuso che normalmente verrebbe riempito con materiale solido.
La pressione interna permanente del sistema impedisce al ritiro di creare un effetto di vuoto che porta a difetti superficiali sul prodotto.
Penetrazione dell'azoto: la struttura cava sostituisce il riempimento solido
Dopo che la massa fusa ha riempito il 70%-95% della cavità dello stampo, l'azoto gassoso ad alta pressione (20-30 MPa) penetra al centro della massa fusa, spingendola verso la parete dello stampo. Questo metodo produce uno spessore di parete uguale in tutto il prodotto, prevenendo al contempo il restringimento e le depressioni che tipicamente si verificano nelle sezioni a pareti spesse.
Pressione interna costante, parete esterna a stretto contatto con la cavità dello stampo
Il gas di azoto crea una pressione interna costante che mantiene la parte esterna del componente vicino alla superficie dell'acciaio dello stampo durante il raffreddamento quando lo spazio rimane inferiore a 0,02 mm.
Questa tecnica impedisce la comparsa di segni di ritiro sul lato opposto della nervatura, determinando una misurazione della planarità della superficie di 0,1 mm che soddisfa gli standard di aspetto di Grado A.
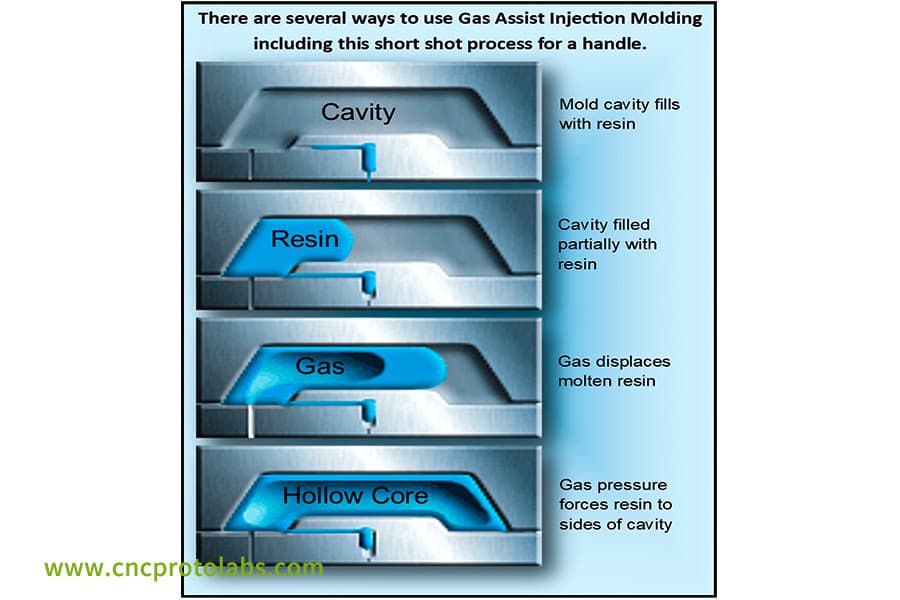
Figura 2: Un diagramma in quattro fasi che mostra il processo short-shot con gas assistito per lo stampaggio di una maniglia, in cui il gas sposta la resina fusa per formare un nucleo cavo ed evitare segni di avvallamento.
Quali sono le regole di progettazione fondamentali per lo stampaggio a iniezione di pezzi di grandi dimensioni con gas assistito?
IL stampaggio ad iniezione di pezzi di grandi dimensioni adotta la tecnologia assistita da gas, che deve seguire tre regole: gradiente di spessore della parete, priorità del canale del gas e centratura del cancello, per aiutarti a ridurre i costi di modifica dello stampo e migliorare l'efficienza della produzione.
Regole di progettazione per la transizione dello spessore della parete
La variazione dello spessore della parete dal canale del gas all'area con pareti sottili deve essere ≤1,5:1. I costi di rottamazione aumenteranno perché il gas soffierà attraverso la parete sottile creando perforazioni quando si supera questo rapporto.
Regole di connettività dei canali del gas
Garantire una rete continua nell'area riempita di gas. La forma preferita della sezione trasversale del canale dovrebbe utilizzare disegni circolari o a forma di goccia. La pressione del gas supererà i 15 bar negli angoli acuti, il che si tradurrà in una perdita di pressione del gas necessaria per mantenere gli effetti della pressione.
Regole di disposizione del cancello e dell'ago dell'aria
La saracinesca e l'ago dell'aria devono essere disposti sullo stesso lato, con la direzione di penetrazione del gas coerente con il flusso del materiale fuso. Questo processo consente al gas di penetrare per almeno 700 mm mantenendo la perdita di pressione al di sotto dell'8% , garantendo risultati di stampaggio affidabili.
| Parametri di progettazione | Valori standard | Soglie di rischio | Valori ottimali | Scenari applicabili | Perdita di pressione |
| Rapporto di transizione dello spessore della parete | ≤1,5:1 | >2:1 | 1,2:1 | Componenti strutturali di grandi dimensioni | <10bar |
| Sezione trasversale del canale del gas | Circolare/a goccia | Angolo dell'angolo acuto | Circolare | Componenti a pareti spesse | <8bar |
| Disposizione dell'ago del cancello | Stesso lato, stessa direzione | Lato opposto, direzione opposta | Centro, stesso lato | Componenti extra lunghi | <5% |
| Lunghezza di penetrazione del gas | ≤700 mm | >800 mm | 600 mm | Alloggiamento del quadro elettrico | <8% |
| Volume di riempimento fuso | 70%-95% | <70%/>95% | 78% | Componenti della nervatura a pareti spesse | Nessuna perforazione |
- Nota: questa tabella funge da versione ridotta dei parametri chiave per lo stampaggio a iniezione assistita da gas di componenti di grandi dimensioni. Può fungere da guida diretta alla progettazione per aiutare a prevenire difetti di produzione dovuti a parametri inadeguati.
Quando si progettano parti di uno stampo a iniezione, come pianificare i canali del gas per eliminare i difetti?
Quando si progettano parti di una via aerea per stampo a iniezione, queste dovrebbero essere disposte nell'area della parete più spessa della parte, seguendo il principio di minimizzare il percorso di resistenza del gas, per aiutarti migliorare la vita dello stampo e tasso di qualificazione della produzione.
Posizione e dimensione del canale del gas
I canali del gas dovrebbero essere posizionati nella parte più spessa della parete, con un diametro compreso tra il 50% e il 70% dello spessore della parete principale . Il diametro del canale del gas deve essere compreso tra 4 mm e 5,6 mm per uno spessore della parete principale di 8 mm.
Questo metodo stabilisce un flusso di gas affidabile prevenendo la formazione di sacche d'aria e perforazioni.
Selezione della forma della sezione trasversale del canale del gas
I canali del gas a sezione trasversale circolare hanno la perdita di pressione più bassa e sono preferiti. La forma a goccia deve essere utilizzata quando la struttura lo richiede, con un raggio di curvatura che deve essere almeno di 1,5 mm perché ciò impedisce la rottura del canale del gas che ridurrebbe i tempi operativi dello stampo.
Design della sigillatura dell'estremità del canale del gas
Il canale del gas necessita di un'area di tenuta con pareti sottili da 0,5 mm a 1 mm nel suo punto finale per consentire al gas naturale di uscire dopo il mantenimento della pressione, il che aiuta a eliminare i difetti delle sacche d'aria e a ridurre i materiali di scarto.
| Parametri delle vie aeree | Spessore della parete principale 8 mm | Spessore della parete principale 10 mm | Spessore della parete principale 12 mm | Forma in sezione trasversale | Spessore della sigillatura finale |
| Diametro delle vie aeree | 4 mm-5,6 mm | 5mm-7mm | 6 mm-8,4 mm | Girare | 0,5 mm |
| Perdita di pressione | <6bar | <7bar | <8bar | Lacrima | 0,8 mm |
| Profondità di penetrazione | 600 mm | 650mm | 700 mm | Girare | 1 mm |
| Effetto sigillante | Eccellente | Eccellente | Bene | Lacrima | 0,6 mm |
| Rischio di difetti | Basso | Basso | Medio | Girare | Molto basso |
- Nota: i dati contenuti in questa tabella derivano da 15 anni di progettazione continua di parti di uno stampo a iniezione con JS Precision e possono essere applicati direttamente alla progettazione delle vie aeree per migliorare l'efficienza della progettazione.
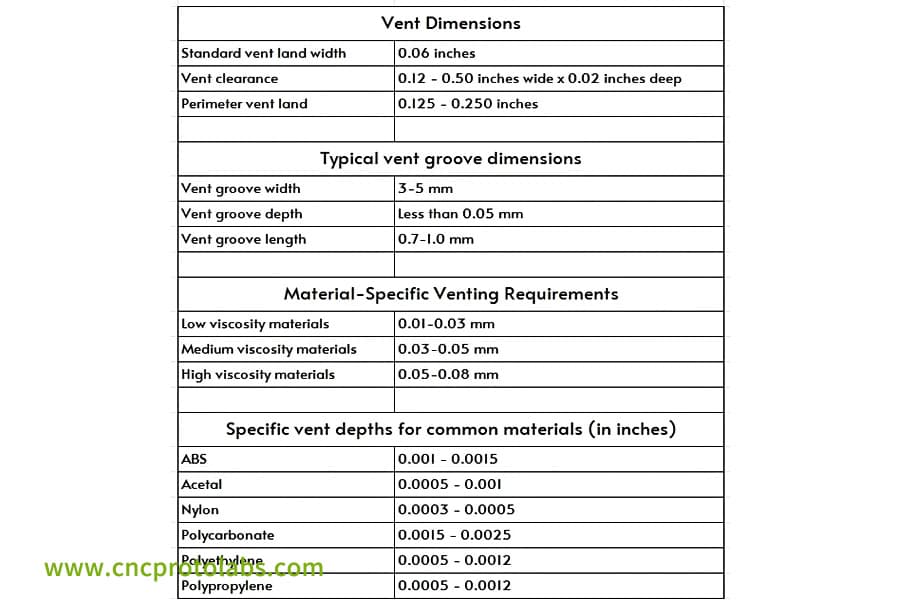
Figura 3: Una tabella dettagliata che elenca le dimensioni tipiche della scanalatura di sfiato (larghezza, profondità, lunghezza) e i requisiti di sfiato specifici del materiale per gli stampi a iniezione assistita da gas.
Perché è necessario passare al gas assistito per lo stampaggio a iniezione di pezzi di grandi dimensioni per ridurre lo stress interno?
Il processo assistito da gas sostituisce l'elevata pressione di tenuta esterna con parti di grandi dimensioni stampate a iniezione, che possono ridurre lo stress interno del 40% -60%, risolvere sostanzialmente il problema della deformazione e migliorare il tasso di qualificazione del prodotto e la durata di servizio.
Raffreddamento uniforme e distribuzione dello stress
Il gas spinge il polimero liquido verso la superficie dello stampo, determinando uno spessore costante in tutto il prodotto finale. La differenza nella velocità di raffreddamento diminuisce dal 50% a meno del 10%, con conseguente riduzione dello stress residuo e del rischio di deformazione delle parti.
Eliminazione degli effetti collaterali del mantenimento dell'alta pressione
Il processo tradizionale richiede una pressione di mantenimento compresa tra 80 e 120 MPa che crea uno stress di taglio provoca la deformazione delle parti . Il processo di stampaggio con gas assistito richiede una pressione di mantenimento compresa tra 20 e 30 MPa che si traduce in una riduzione della deformazione tra 0,5 mm e 1,2 mm mentre migliora la precisione dell'assemblaggio.
Stabilità a lungo termine migliorata
La riduzione dello stress interno fa sì che il tasso di variazione dimensionale delle parti durante i test di invecchiamento termico umido a 85°C/85%RH scenda dallo 0,8% a meno dello 0,2%, il che si traduce in una maggiore durata del prodotto e in una diminuzione delle spese post-vendita.
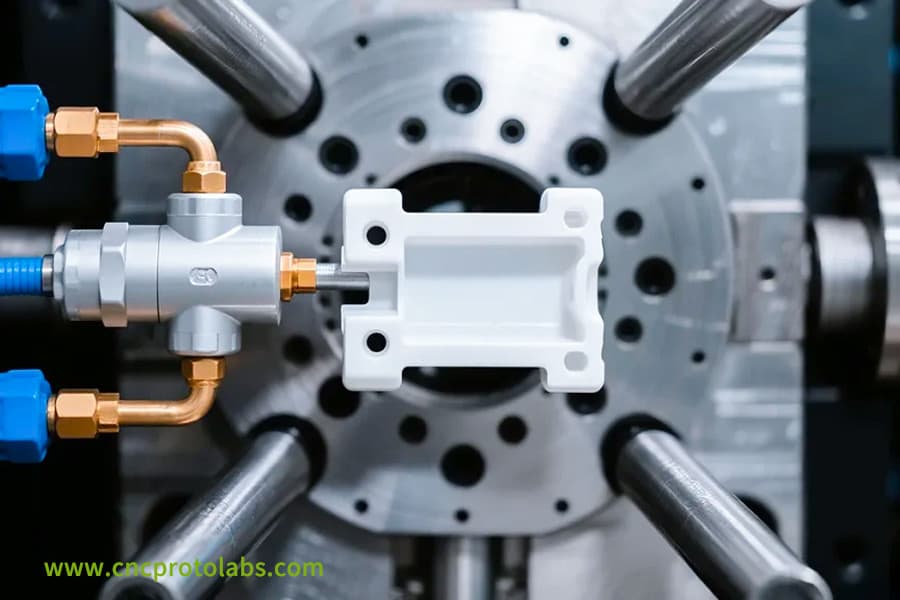
Figura 4: Una vista ravvicinata di un processo di stampaggio a iniezione con gas assistito in azione, con una parte in plastica bianca che viene formata all'interno di uno stampo metallico dotato di linee di erogazione del gas.
Come si confrontano i costi dello stampaggio a iniezione personalizzato: Gas Assist vs. Stampaggio solido?
L'investimento iniziale per le apparecchiature a gas varia da 8.000 a 20.000 dollari, ma queste apparecchiature possono ridurre le spese operative dal 15% al 25%, consentendo alle aziende di recuperare le spese entro 3-6 mesi.
Forniamo assistenza per aiutarti a mantenere un controllo preciso sulle spese totali per tutta la durata del progetto.
Risparmio sui costi delle materie prime
L’utilizzo del gas in sostituzione di specifiche plastiche consente alle aziende di ottenere un risparmio di materie prime tra il 20% e il 50% nella produzione di componenti di grandi dimensioni che superano 1 chilogrammo di peso.
La produzione di 50.000 pezzi del peso di 3,5 chilogrammi ciascuno comporterà un risparmio totale sui costi compreso tra 35.000 e 87.500 dollari.
Ciclo di stampaggio e costi energetici
Il processo di assottigliamento assistito da gas riduce lo spessore delle pareti, riduce la durata del raffreddamento di oltre il 75% e diminuisce anche entrambi macchina per lo stampaggio ad iniezione requisiti di forza di chiusura e fabbisogno energetico che hanno portato a sostanziali miglioramenti dell’efficienza produttiva.
Durata dello stampo e costi di manutenzione
Il funzionamento con gas assistito richiede dal 30% al 50% in meno di forza di bloccaggio, il che si traduce in un aumento dal 20% al 30% della durata dello stampo perché la pressione massima dello stampo diminuisce . Il processo ora richiede meno attività di manutenzione, il che si traduce in costi inferiori per la manutenzione delle attrezzature per stampi.
| Voce di costo | Stampaggio ad iniezione solida | Stampaggio ad iniezione con gas assistito | Rapporto di risparmio | Risparmio annuale (50.000 pezzi) |
| Costo della materia prima | 8,4 dollari USA/unità | 5,95 dollari USA/unità | 29,2% | 122.500 dollari USA 3-6 mesi |
| Ciclo di stampaggio | 140 secondi/pezzo | 78 secondi/pezzo | 44,3% | La capacità produttiva è aumentata del 44% |
| Costo dello stampo | 50.000 dollari americani | 55.000-60.000 dollari USA | +10%-20% | Prolungamento della vita 25% |
| Costo energetico | 0,3 USD/articolo | 0,12 USD/articolo | 60% | 9000 dollari |
| Costo dello scarto | USD 2,1/pezzo | USD 0,05/pezzo | 97,6% | 102.500 dollari |
- Nota: i dati della tabella si basano sui calcoli effettivi del progetto effettuati da JS Precision, riflettono accuratamente la differenza nei costi dello stampaggio a iniezione personalizzato e possono essere utilizzati come riferimento per il calcolo dei costi.
Ottieni un preventivo dettagliato del tuo costo dello stampaggio a iniezione personalizzato e calcolare accuratamente il vantaggio in termini di costi del processo gas assistito.
Caso di studio di JS Precision: lo stampaggio a iniezione assistita da gas ottiene un involucro dell'armadio di controllo industriale senza difetti
Il produttore di apparecchiature industriali ha richiesto i nostri servizi per creare l'involucro di un armadio elettrico con dimensioni di 800 mm×600 mm×200 mm. La parete principale misurava 8 mm nella parte superiore e aveva nervature di rinforzo di 15 mm sparse su tutta la sua superficie.
Il processo tradizionale produceva difetti di ritiro che causavano lo scarto del 35% dei materiali e questo problema ritardava i tempi di consegna.
Soluzione:
1.Selezione del processo:
Il processo di stampaggio a iniezione assistita da gas è diventato la nostra soluzione principale perché avevamo bisogno di combinare sia componenti con pareti spesse che parti con nervature alte per una protezione completa contro i difetti da ritiro secondo i nostri 15 anni di esperienza con massicci progetti di stampaggio a iniezione che ci hanno aiutato a non presentare test di prova pericolosi.
2.Ottimizzazione dello stampo:
Riprogettare la rete delle vie aeree parti di uno stampo a iniezione , con un focus sull’ottimizzazione della direzione delle vie aeree per garantire una penetrazione stabile del gas nella cavità ed evitare una pressione locale irregolare.
3. Impostazione parametri:
Sulla base dei risultati dell'analisi del flusso dello stampo, il percorso di penetrazione dell'azoto è stato esteso a 720 mm, la pressione di tenuta del gas è stata impostata con precisione su 28 MPa (adatta per uno spessore della parete principale di 8 mm) e la quantità di riempimento del materiale fuso è stata controllata al 78% , bilanciando l'effetto della pressione di tenuta e l'efficienza della formatura.
4. Regolazione del cancello:
Il cancello deve essere spostato nell'area centrale del guscio poiché questa posizione consente la distribuzione del gas in tutta la cavità mantenendo la pressione tra il cancello e le aree distanti.
Risultato finale:
1. Qualità della superficie:
I segni di ritiro superficiale sono stati completamente eliminati. La planarità della superficie di Classe A è di 0,03 mm e il 100% delle ispezioni estetiche sono state superate dai clienti, il che risolve completamente i problemi di consegna.
2. Efficienza in termini di costi:
Il peso del singolo pezzo è stato ridotto da 2,4 kg a 1,7 kg, il che significa un risparmio di materiale del 29,2%, inoltre, il ciclo di stampaggio è stato ridotto da 140 secondi a 78 secondi, la capacità di produzione annuale è stata aumentata del 44% e si è verificata una sostanziale riduzione dei costi.
3. Prestazioni strutturali:
La rigidità alla flessione del guscio è stata aumentata del 18% ed è stato sottoposto a 5.000 ore di vibrazioni intense e test di cicli a caldo e freddo che vanno da -30°C a 80°C senza alcun segno di rottura o deformazione.
4.Valore complessivo:
Forniamo servizi di stampaggio a iniezione che aiutano i clienti a identificare i principali punti critici, ottenendo triplici miglioramenti in termini di qualità, costi ed efficienza e compensando le perdite di consegna.
Invia i requisiti del tuo progetto e personalizzeremo un'esclusiva assistenza gas produzione in serie di stampaggio ad iniezione progettare per te e replicare l'esperienza di successo del caso.
Gas Assist è la soluzione giusta per i segni di avvallamento e i problemi di deformazione del tuo progetto?
Se la misurazione fisica più lunga del tuo progetto è superiore a 300 mm o lo spessore della parete di una delle parti è superiore a 6 mm, lo stampaggio a iniezione assistito da gas sarà perfetto per questa situazione poiché non solo sarà in grado di correggere il restringimento e la deformazione, ma ridurrà anche al minimo il rischio di produzione e aiuterà a ottenere prodotti più competitivi.
Lista di controllo rapida per la valutazione
- La parte contiene un'area di spessore della parete superiore a 5 mm?
- Sono presenti nervature alte (altezza delle nervature > 3 volte lo spessore del muro)?
- Il requisito di planarità è entro 0,1 mm per le superfici di Classe A?
- Desideri ridurre il costo unitario di oltre il 15%?
- La dimensione più lunga della parte supera i 400 mm?
Supporto tecnico da JS Precision
Come professionista servizi di stampaggio ad iniezione fornitore, forniamo valutazione tecnica gratuita e analisi Moldflow per calcolare accuratamente la fattibilità e il rapporto costo-efficacia dei processi di stampaggio a iniezione con assistenza gas, garantendo il tasso di successo del progetto durante l'intero processo e aiutandoti a evitare deviazioni.
Consulta semplicemente i nostri ingegneri per completare rapidamente la valutazione della fattibilità del processo di progetto e determinare se il processo assistito da gas è adatto alle tue esigenze.
Domande frequenti
D1: Lo stampaggio a iniezione assistita da gas può essere utilizzato per qualsiasi materiale plastico?
In generale, un processo di stampaggio a iniezione assistito da gas funziona bene con plastiche cristalline come PP PE ABS e nylon. Ci sono però alcuni casi speciali con alcuni tecnopolimeri che richiedono test approfonditi prima di ottenere il via libera. Possiamo aiutarti a capire se il tuo materiale è idoneo eseguendo test gratuiti.
Q2: Il processo di assistenza del gas comporta costi di stampo più elevati?
Poiché l'assistenza del gas richiede componenti aggiuntivi come aghi del gas e cancelli speciali, il costo dello stampo aumenterà almeno del 10% -20% . D’altro canto, quando si tiene conto dell’utilizzo dei materiali e del risparmio di rifiuti, il costo dello stampaggio a iniezione personalizzato si riduce.
Q3: Qual è la lunghezza massima in cui il gas può penetrare?
Se il processo assistito da gas viene implementato correttamente, è stata dimostrata la penetrazione del gas a lunghezze superiori a 2 metri. Tali processi possono coprire la produzione di varie parti strutturali industriali di grandi dimensioni e sono adatti a tutti gli scenari di stampaggio a iniezione di pezzi di grandi dimensioni.
Q4: Come faccio a sapere se il canale del gas è sigillato correttamente?
Una combinazione di controllo del riempimento del materiale fuso pari al 70%-95% del volume della cavità dello stampo e di una superficie di divisione dello stampo opportunamente progettata può portare alla sigillatura a lungo termine del canale del gas, un aspetto chiave nella progettazione dello stampo.
Q5: Qual è il tasso di rendimento dello stampaggio a iniezione assistito da gas?
Se lo stampo è progettato bene e i parametri sono impostati correttamente, il tasso di rendimento dello stampaggio a iniezione assistito da gas può raggiungere il 98%-99. 5%, che è notevolmente superiore rispetto al tradizionale stampaggio a iniezione a pareti spesse e ridurrà efficacemente i costi degli scarti.
Q6: Quanto può il processo gas assistito abbreviare il ciclo di stampaggio?
Il tempo di raffreddamento assistito da gas è inferiore del 30%-60% rispetto allo stampaggio a iniezione solida e il ciclo di stampaggio complessivo è inferiore del 20%-40% . Questo metodo è molto adatto per la produzione in serie su larga scala di pezzi di grandi dimensioni stampati a iniezione.
Q7: A quale spessore della parete si consiglia di utilizzare il gas assistito?
Lo stampaggio a iniezione assistita da gas deve essere preso in considerazione quando lo spessore massimo della parete del pezzo è superiore a 4 mm o sono presenti nervature con una larghezza superiore a 6 mm. Questo metodo può aiutarti efficacemente a evitare difetti come segni di ritiro e deformazioni.
Q8: Gli stampi multi-cavità possono essere assistiti da gas?
Gli stampi multi-cavità possono infatti essere assistiti da gas. Per ciascuna cavità è necessario prevedere un ago d'aria indipendente e una struttura di controllo del flusso per garantire la coerenza della produzione. Soluzioni di design professionali sono a tua disposizione.
Riepilogo
Lo stampaggio a iniezione con gas assistito è un metodo perfetto per affrontare i problemi legati ai segni di ritiro e alla deformazione dello stampaggio a iniezione di componenti di grandi dimensioni. Non si tratta di un investimento a costo aggiuntivo, ma di un investimento tecnologico che può offrirti molti vantaggi.
I servizi professionali di stampaggio a iniezione combinati con processi maturi assistiti da gas possono ottenere tripli miglioramenti in termini di qualità della superficie, controllo dei costi e prestazioni strutturali per le parti di grandi dimensioni stampate a iniezione.
Allo stesso tempo, i costi dello stampaggio a iniezione personalizzato possono essere ragionevolmente ottimizzati per rendere la produzione di massa più competitiva.
Siete ancora alle prese con segni di ritiro o deformazioni degli alloggiamenti delle vostre apparecchiature industriali? Contatta subito il nostro team di ingegneri, invia i tuoi disegni 3D e ricevere un rapporto gratuito sull'analisi di fattibilità dello stampaggio a iniezione assistita con gas e i risultati dell'analisi del flusso dello stampo. Ti aiuteremo a risolvere rapidamente tutti i problemi di produzione.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di precisione JS
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

