

射出成形は、私たちが日常的に使用する電子機器の筐体を製造する大規模な生産ラインを支える主要な技術の一つです。
精密な形状と魅力的な外観を持つ部品を製造できるだけでなく、部品の堅牢性も高めることができる。電子機器筐体の寸法公差は0.01mm以内に制御する必要がある。
リフレッシュ&クーリング技術(RHCM)は、溶接痕を取り除き、光沢のある鏡面仕上げを実現するための秘密兵器です。
家電製品の外観は、実際にはブランド価値を決定づける直接的な要因であり、ごくわずかな収縮痕や溶接線でさえ、製品の欠陥につながる可能性がある。
美観上の理由から極薄壁の設計を変更する場合、通常の射出成形法ではもはや十分ではありません。この難題に対する主な解決策は、射出成形エレクトロニクスです。
主要な回答の概要
コア要素 | 簡単な解決策の説明 |
高光沢表面 | 急速加熱サイクル成形(RHCM)+NAK80/S136金型鋼。 |
テクスチャ仕上げ | SPI規格適合(グレードA/B/C)+耐傷性処理。 |
欠陥防止 | ホットランナーバランス+高精度排出システム+クランプ精度制御。 |
高度なプロセス | ツーショット成形(2K成形)とインサート成形。 |
サプライヤー選定 | DFM解析機能+全工程品質管理(IQC-OQC)。 |
主なポイント
- 電子機器筐体のサイズばらつきは、適切な組み立てとシールド効率を確保するために、 0.01mm以内に抑える必要がある。
- RHCMは、溶接線を効果的に除去し、鏡面仕上げを実現できる急速冷却加熱法です。
- SPI表面処理能力を持つサプライヤーを選ぶことで、その後のコーティングにかかる費用を削減できる可能性がある。
- JS Precisionは、垂直統合を通じて、DFM(設計製造性)金型設計から量産まで、あらゆるサービスを提供できます。
JS Precisionの電子機器射出成形における実績:なぜ信頼できるのか?
JS Precisionをお選びいただければ、金型製作サービスのプロ意識と信頼性について、一切の心配は不要です。当社はこの分野で15年の経験を持ち、実際のプロジェクト実績と業界認証によってその実力を証明しています。
JS Precisionは、医療機器射出成形に関するISO 13485:2016の要件を満たすだけにとどまらない。
さらに、当社はスマートフォン、スマートホーム、携帯型医療機器など、さまざまな分野の300社以上の電子機器メーカー向けに、カスタマイズされた製品開発を行ってきました。電子機器筐体の射出成形における主要な課題を的確に把握し、お客様のプロジェクトを確実に成功へと導きます。
例えば、ハイエンドのスマートフォンブランドであれば、ミッドフレームプロジェクトで多くの困難に直面したかもしれません。0.6mmの壁厚、SPI A-1ミラー仕上げ、そして98%を超える工業生産歩留まりなどが挙げられます。
当初は複数のサプライヤーと取引を試みましたが、溶接線が残ってしまい、寸法偏差が0.02mm以上だったため、問題は解決しませんでした。これは発売サイクルを遅らせただけでなく、追加コストの増加にもつながりました。
ここでは、JS Precisionがお客様のプロジェクト全体を管理し、Moldflow解析を通じてゲート位置を最適化し、S136金型鋼とRHCMプロセスを採用します。これにより、寸法公差を0.008mmまで制御でき、ウェルドラインの深さを0.01mm以下に低減し、量産歩留まりを99.2%に安定させ、各バッチの生産コストを2,000ドル削減できます。
つまり、簡単に言えば、協力関係における困難を解消し、長期的に安定した大量生産のサポートを得ることができるということです。
あなたにとって、JS Precisionの価値提案は主にその「利益重視」のアプローチにあるでしょう。
DFM解析段階から設計リスクを低減し、金型製作後の手直しによる損失を回避することで、時間とコストの節約を支援します。エンドツーエンドの品質管理により、すべての製品バッチの一貫性が保証され、CPK値は1.33と安定しています。
JS Precisionは、垂直統合されたサービス能力を活用することで、金型開発サイクルを業界平均より30%速い4週間に短縮し、製品の早期発売と市場機会の獲得を支援します。
電子機器筐体の射出成形において、精度、歩留まり、コストに関する課題でお困りの場合は、お気軽にお問い合わせください。無料のDFM分析レポートをご提供いたします。当社の豊富な実務経験を活かし、リスク軽減と最適なソリューションのご提案をさせていただきます。
射出成形による電子機器製造が、高級筐体の業界標準となっているのはなぜか?
射出成形による電子機器は、UL94 V-0の難燃性要件を満たすだけでなく、0.5~1.5mmの非常に薄い壁を製造でき、量産時にCPK1.33という最高レベルの寸法精度を確保することも可能です。
したがって、この技術は薄肉射出成形を活用して機能統合を実現するため、ハイエンド電子機器筐体の製造における新たな産業標準となる可能性が非常に高い。
薄肉射出成形により、電子機器筐体の最小肉厚を0.5mmに容易に実現できる。
薄肉射出成形とは、肉厚が1.0mm未満で、L/T比が1.5以上であることを意味し、製品の軽量化とコスト削減につながります。以下の表に、主なパラメータと利点を示します。
アイテム | 特定パラメータ | 代表的な用途 | コア要件 | 顧客メリット |
壁厚基準 | 最小0.5mm、通常0.6~0.8mm。 | スマートフォン用ミドルフレーム、時計ケース。 | L/T比 > 150 | 製品重量を30%~50%削減。 |
材料要件 | PC/ABSのメルトフローインデックスMIは18g/10分以上です。 | あらゆる種類の電子機器用筐体。 | 難燃性等級UL94 V-0。 | 材料費は約20%削減された。 |
機器要件 | 射出速度 ≥ 300mm/s、射出圧力 ≥ 200MPa。 | 大量生産品 | 装置の精度は±0.01mmです。 | 生産効率が25%向上した。 |
寸法公差 | ±0.01~±0.03mm | 精密電子部品 | CPK ≥ 1.33 | 組立作業の合格率は99%以上に上昇した。 |
機能統合により二次組立が削減されます:スナップフィットとPCB位置決めポストが統合されています
直接成形法を用いることで、バックルと位置決めピンをプラスチック部品内部に成形するため、超音波溶着が不要となり、単位あたりのコストを15~25%削減できます。
バックル嵌合の公差は0.05mm、位置決めピンの中心距離の公差は0.03mmです。1°~2°の抜き勾配とR0.2~0.5mmのルートフィレットの設計を遵守することが非常に重要です。
量産においてCPK値1.33で寸法安定性を維持する
CPK値が1.33に相当する品質レベルは99.993%です。金型温度を±1℃以内のクローズドループ制御で制御し、4時間ごとにサンプリング/テストを実施することで、収縮率を0.05%、射出成形パラメータの再現性偏差を2%に抑えることができ、量産品の安定性が非常に高いと自信を持って言えます。
簡単に言えば、製造される10万個の電子機器ケースのうち、品質不良品は最大でも6個に抑えられるということであり、これにより再加工やアフターサービスにかかるコストを大幅に削減できることになる。

図1:白と青の射出成形されたシーメンス製コントロールパネル部品。「INFO」画面とコントロールボタンを備えている。
高光沢表面を実現するための射出成形金型の最適化方法とは?
一流の電子機器筐体の光沢のある外観は、最適化された射出成形金型の設計によって大きく左右される。
NAK80またはS136グレードの金型鋼、 RHCM急速冷却・加熱システム、多段階ベントチャネル、および射出成形金型鋼規格ASTM D3675-18との組み合わせが最重要要件です。
NAK80とS136ダイス鋼の研磨性能の比較
金型鋼材の選択は、光沢効果と寿命に直接影響します。主要なパラメータを以下に比較します。
金型鋼タイプ | 硬度 | 研磨グレード | 表面粗さ Ra | カビの寿命 | アプリケーションシナリオ |
NAK80 | HRC 40-45(焼入れ済み) | SPI A-2 | 0.025μm | 20万個未満の金型 | 半光沢仕上げ、小~中量生産。 |
S136 | HRC 50-52(焼入れ済み) | SPI A-1 | 0.012μm | 50万個以上の金型 | 高光沢、大量生産。 |
一方、NAK80は、中~小容量の半光沢用途において、より経済的な代替品として利用できる。
基本的に、 S136は長期間にわたって高光沢仕上げを実現できる非常に頑丈な「高級工具」であり、NAK80は小規模から中規模の生産に適した経済的な「実用的」工具です。適切なモデルを選択することで、性能とコストの最適なバランスを実現できます。
RHCM(急速加熱冷却)プロセスパラメータ:金型温度 120~150℃
RHCM技術は、充填前にPCを120~140℃まで加熱し、加圧保持後に60℃以下まで急速に冷却することで、PC上のウェルドラインを0.1mmから0.01mm未満に最小限に抑えるのに役立ちます。
高温対応の金型温度コントローラーが必要で、生産サイクルが5~10秒長くなります。PC、PMMA、ABS樹脂などの材料に最適です。
排気路の深さは0.01~0.03mmとし、焦げ付きを防ぐ。
圧縮空気が250℃以上に加熱され、プラスチックが焦げる現象(スコーチング)が発生します。排気口は溶接部内に設置し、充填材の端の方に配置する必要があります。
PCの場合、充填深さは0.01~0.02mm、ABS/PPの場合は0.03mmにする必要があります。0.05mmを超えるとバリが発生します。排気が不十分だと、局所的な温度が300℃を超える可能性があります。
高光沢製品に適した金型鋼材の選び方に迷っていませんか?射出成形金型部品の選定に関する無料アドバイスを当社のエンジニアにご依頼ください。金型最適化におけるよくある落とし穴を回避できます。

図2:技術者がデジタルノギスを使って、作業台上の金属射出成形部品を正確に測定している。
射出成形における表面仕上げのうち、どの仕上げがデバイスの美観を最も高めますか?
射出成形における表面仕上げは、電子製品の外観と手触りを決定づける。
高光沢ミラー仕上げ(SPI A-1)は、ハイエンドのスマートホームパネル(2Hの硬質コーティングが必要)に適していますが、マットな質感(MT-11010)は傷が目立ちにくいため、工業グレードの携帯機器に適しています。
SPI A-1高光沢鏡面仕上げでは、金型表面の粗さがRa 0.012μm以下であることが求められます。
SPI A-1を達成するためには、ダイヤモンドペーストを用いて段階的に(6μm→3μm→1μm)研磨を行う必要がある。
金型鋼は完全に密閉され、硬度HRC50以上である必要があり、また、30℃、500ルクスの光照射下で傷が見えないことが条件となります。研磨時間はA-3鋼の3~5倍長く、コストは40~60%高くなります。
MT-11010マットテクスチャ深さ範囲:20~50μm
MT-11010の表面テクスチャ深さは20~30μm、MT-11030は40~50μmです。化学エッチングまたは放電加工処理により、収縮痕や流動痕を隠すことができます。テクスチャが深いほど離型抵抗が高くなるため、離型角度は3°~5°にする必要があります。
高光沢表面硬化コーティング:PVDまたはUV硬化、硬度2H以上
高光沢表面は傷がつきやすいため、耐久性のあるコーティングが必要です。一般的なPVDコーティングは厚さが1~3μmで、硬度は3H~5Hです。
UV硬化コーティングは厚さ5~10μm、硬度2H~3Hで、 PC/PMMAに最適です。密着性は少なくとも4Bである必要があります。コーティングされていないPCの硬度はHBですが、コーティングされたものは2~3Hに達します。
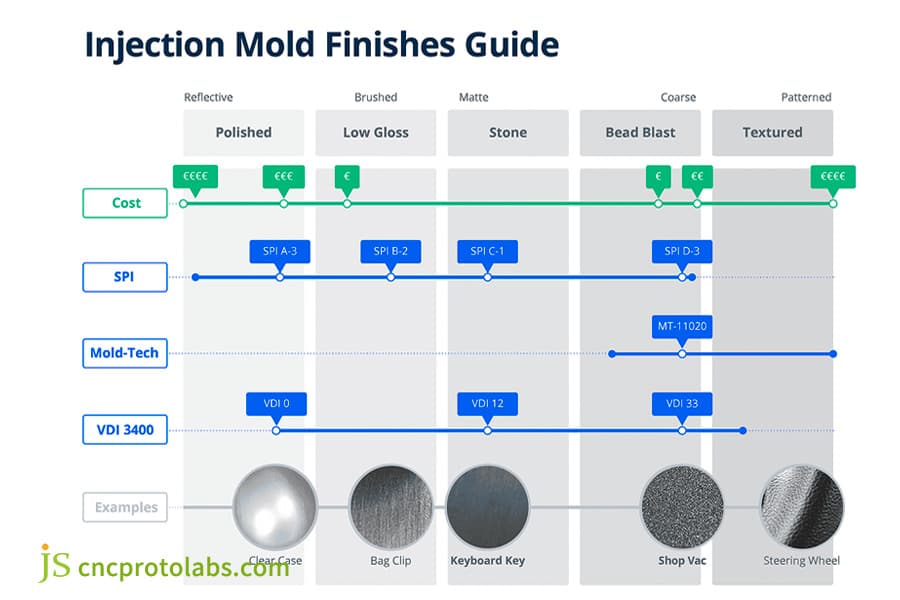
図3:射出成形金型の表面仕上げを、研磨仕上げからテクスチャ仕上げまで、関連コスト、SPI/VDI規格、および実際の応用例とともに比較した包括的な表。
電子機器向けSPI表面仕上げ規格の違いは何ですか?
電子射出成形における表面処理も、 SPI表面仕上げに直接依存します。グレードによって効果や価格が異なります。
SPI A-1(Ra≤0.012μm)は鏡面仕上げグレード、B-1(Ra 0.05μm)は半光沢仕上げグレード、C-1(Ra 0.10μm)は粗面機能表面用グレードです。SPI AはSPI Cよりも40~60%高価です。
SPI A-1~A-3:ハイエンド電子製品の規格を反映
- A-1: Ra≤0.012μm、ダイヤモンドペーストで研磨済み、スマートフォン背面カバーやスマートウォッチのアフターマーケットに最適で、最高価格帯です。
- A-2:表面粗さRa 0.025μm、細かいサンドペーパーとダイヤモンドペーストで研磨済み、PC透明パネルに適しています。
- A-3:Ra 0.05μm、細かい油砥石とダイヤモンドペーストで研磨。内部鏡面仕上げ部品に最適。
グレードAでは、10倍の拡大鏡で検査してネジ山がないこと、またスコープにヒゲや欠陥がないことを確認する必要があります。
SPI B-1~B-3:半光沢仕上げでコストパフォーマンスに優れています。
- B-1: 600番のサンドペーパーで研磨され、Ra 0.05μmの表面仕上げで、スマートホームパネルと同じ表面ですが、グレードAよりも30~40%安価です。
- B-2:リモコン本体の表面を400番のサンドペーパーで研磨し、Ra 0.10μmとした。
- B-3:機能ボタンの表面を320番のサンドペーパーで研磨し、Ra 0.15μmとした。
SPI C-1~C-3:機能部分の粗面仕上げ
グレードCの表面は内部機能部品に使用され、離型力が低く、金型加工サイクルはグレードAよりも50%以上短縮されます。具体的なパラメータは以下の表に示されています。
SPIグレード | 処理方法 | 表面粗さ Ra | アプリケーションシナリオ | 金型加工サイクル |
C-1 | 320番の砥石による研磨 | 0.18μm | バッテリー収納部の内壁。 | 5~7日 |
C-2 | 240番の砥石による研磨 | 0.25μm | 内部構造部品。 | 3~5日 |
C-3 | 120番の砥石による研磨 | 0.35μm | ヒートシンク、換気グリル。 | 1~3日 |
SPI表面仕上げ標準フォームをダウンロードして、製品ニーズに迅速に対応してください。また、質感とコストのバランスを取るための表面処理ソリューションを無料でご相談いただけます。
重要な射出成形部品は、どのようにして表面欠陥を防ぐのか?
電子機器筐体の射出成形における主な問題点の一つは、表面欠陥の発生である。 射出成形金型部品を適切に設計することが、その防止における主要な要素となる。
例えば、ホットランナーバルブのニードルシーケンス制御、高精度な排出システム、ガイドピラーとブッシングの同期動作は、製品の表面品質を決定する主要な要因です。
ホットランナーバルブのニードルシーケンス制御により、フローマークを低減できます。
ホットランナーシステムは、マニホールド、複数のホットノズル、およびバルブピンで構成されています。フローマークを減らし、射出圧力を10~15%下げるには、バルブピンを順番に開くことができます(遅延時間は0.1~0.5秒で、金型が95%充填された時点で閉じます)。
バルブピンとゲートの間の隙間は0.005mmである必要があり、シールリングは通常10万回の成形サイクルごとに交換されます。
エジェクターピンからトップブロックとプッシュプレートに切り替えたことで、エジェクターピンの跡が完全に消えました。
通常、エジェクタピン痕は、エジェクタピンの非常に高い単位圧力によって発生します。現在では、エジェクタピンをエジェクタブロック(面積20mm²以上)またはプッシュプレートに変更しています。
エジェクタブロックの面取りはR0.2~0.5mm、プッシュプレートのストロークは離型距離+10mm、エジェクタブロックの表面粗さはキャビティと同じ(Ra≤0.025μm、データアンカーポイント)です。
ガイドポストとガイドスリーブのクリアランスは、バリの発生を防ぐため0.02mm以下にしてください。
バリは、パーティング面のギャップが0.02mmを超える場合に発生する可能性があります。ガイドピラーとガイドスリーブには、ミスミの超精密グレードを使用しています。嵌合クリアランスは0.01~0.02mm、直角度は0.01mm/100mmです。また、摩耗は10万回の成形サイクルごとにチェックしています。
多素材筐体向けの高度な射出成形サービスを選ぶには?
複数の素材を用いた電子機器筐体は、より高度な射出成形サービスを必要とするだけでなく、2色射出成形、インサート射出成形、EMIシールドコーティングといった付加価値の高いサービスも要求され、より複雑な要件にも対応できる。
2色射出成形された硬質PCと軟質TPE間の界面強度は4MPaである。
2色射出成形には、2段式ロータリー射出成形機(位置決め精度0.02mm、データアンカーポイント)が必要です。
最もよく使用される組み合わせはPC/ABS+TPEとABS+TPUで、接着強度は4MPa(ISO 36規格)です。また、アリ溝による嵌合により、強度を最大6MPaまで高めることができます。
射出成形銅ナットを引き抜くのに必要な力:50N
インサート射出成形プロセスは以下のとおりです。
ナット位置決め、金型閉鎖、射出冷却、排出。M1.6~M3ローレットナットの引き抜き力はM250NおよびM380N(USCAR 12規格、データアンカーポイント)です。位置決め精度は0.03mmです。また、ナットは80~120℃に予熱する必要があります。
EMIシールドコーティングの厚さ10~15μm、シールド効果30dB以上
EMIシールドコーティングは、銅+銀導電性塗料を使用した最も重要かつ価値のあるサービスの1つであり、膜厚は10~15μm、体積抵抗率は≤0.1Ω・cm、シールド効果は30dB(99.9%減衰)、密着性は4Bです。
これはすべての内面を網羅しており、カスタム成形部品サプライヤーのサービス競争力を強化する鍵となる。
複雑なプロジェクトに適した、信頼できるカスタム成形部品サプライヤーを選ぶには?
複雑な電子機器筐体プロジェクトの受注は、信頼できるカスタム成形部品サプライヤーの確保にかかっています。基本的に、評価基準はDFM(製造性設計)の優劣、総合的な品質管理システム、そして生産サイクルの管理状況に基づいています。
DFMレポートはMoldflow解析によって裏付けられ、収縮補正を含める必要があります。
DFMレポートには、3Dデータ、肉厚、収縮痕、ウェルドライン、充填圧力解析を含める必要があります。Moldflowは以下の基準に準拠する必要があります。
充填時間 < 1.5秒、圧力低下 < 最大射出圧力の80%、PC収縮補正 0.5~0.7%、ABS 0.4~0.6%、容易な寸法偏差0.1mmに対する補正なし。
初回製品検査(FAI)とSPCプロセス管理
全工程における品質管理要件:
- IQCテスト プラスチックの水分含有量0.02%。
- IPQCは2時間ごとに寸法を測定し、4時間ごとにパラメータを記録します。
- FAIは50~100の項目を測定する。
- SPCは、CPKが1.33未満の寸法について全数検査を実施します。
- OQCはAQLレベルIIの基準に準拠しています。
試作金型試験(T0)からSOP(生産開始)まで:標準サイクル4~6週間
量産スケジュールは、まずT0試作成形を行い、次にT1~T3修正を行い、その後少量試作生産を行い、最後に量産開始となります。
JS Precisionの標準仕様: T0後の寸法微調整に2週間、少量生産に4週間、SOP(標準作業手順)への到達に6週間。これは業界平均より1~2週間速い。
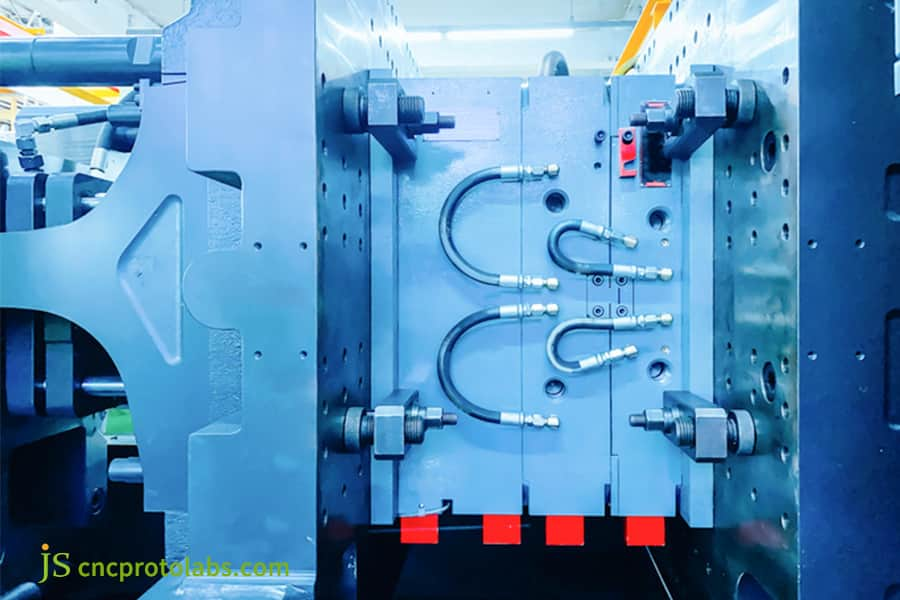
図4:高精度射出成形金型の詳細図。パーティングライン上のエジェクタピンアセンブリと接続ホースが示されており、高度な金型技術能力を示している。
JS Precisionの事例研究:スマートホームパネルは溶接線を90%除去し、グレードAの鏡面仕上げを実現
ここでは、 JS Precisionの射出成形エレクトロニクスにおける技術力を示す、実例をご紹介します。これらの事例を通して、当社がお客様の射出成形に関する課題解決と効率的な量産化をどのように支援してきたかがお分かりいただけるでしょう。
遭遇した困難:
高級スマートホーム企業のスマートパネルには、主に3つの問題点がある。
肉厚がわずか0.8mmと非常に薄く、長さが180mmであるため、遠端での充填が不十分となり、 SPI A-1鏡面仕上げが要求されるにもかかわらず、溶接線の深さが0.15mmに達し、高光沢表面の硬度が1H未満となり、結果として再加工率が28%となった。
解決:
プロジェクトを引き継いだ後、まずDFM解析とMoldflowモデルフロー解析を実施し、問題の根本原因を高精度で特定し、的確な解決策を提案することができました。
- S136金型鋼(HRC 52)を使用し、真空焼入れを行うことで、金型キャビティの表面粗さをRa 0.01μmに制御し、高光沢効果を実現している。
- RHCM(加熱-冷却-冷却)法では、充填前に金型表面を140℃まで加熱し、その後、圧力を維持したまま60℃まで急速に冷却することで、ウェルドラインを完全に除去します。
- 金型の通気溝は、充填時の焦げ付きを防ぐため、深さ0.02mm、幅8mmの環状通気口として最適に設計された。
- 表面に施された厚さ2μmのPVD真空コーティングにより、表面硬度が3Hに向上し、傷つきの問題が解決される。
失敗から学んだ教訓:
このプロジェクトは、進捗に影響を与える3つの問題に直面した。
- T0試作金型は、RHCM法が適用されていなかったため、ウェルドラインが残っており、廃棄せざるを得ませんでした。重要な教訓は、高光沢の薄肉部品の場合、Moldflowシミュレーションを事前に実施する必要があるということです。
- 最初の排気口の深さが浅すぎた(0.008mm)ため、焦げ付きが発生した。そこで、深さを0.02mmに深くし、補助排気口も設置した。
- PVD前の洗浄工程が不完全だったためにピットが発生したが、二段階洗浄工程を追加することで、4Bグレードの密着性を達成できた。
コスト管理に関して、当初使用していたNAK80鋼は30万回の成形サイクル後に傷が生じた。金型補修のために鋼材をS136にアップグレードした結果、コストが2,000ドル増加した。高光沢かつ大量生産のプロジェクトにおいては、長期的にはS136の使用がより費用対効果の高い選択肢となるだろう。
最終結果:
溶接線の幅は0.01mmまで最小化され(約90%が除去された)、表面硬度は3Hに達し、再加工率は4%となり、単穴加工のサイクルタイムは45秒から38秒に短縮され、歩留まりは72%から96%に向上し、 T0からSOPまでの期間はわずか5週間で、予定より2週間早く完了した。
顧客からのフィードバック:
「私たちが最も満足したのは、JS Precision社のDFMレポートでした。このレポートは、元の設計における壁厚の急激な変化による収縮痕の潜在的なリスクを特定し、明確に示してくれただけでなく、変更計画も提案してくれたのです。」
こうすることで、金型製作後に初めて問題点に気づくという事態を避けることができました。結果として、プロジェクト期間は予想よりも2週間短縮されました。」 - ブランド構造設計ディレクター
貴社製品も、溶接痕、傷、寸法誤差などの問題に直面していませんか?製品図面をご提出いただければ、本事例と同様のプロセスソリューションを無料でご提供し、プロジェクトの迅速な実施とコスト削減を実現します。
よくある質問
Q1:電子機器筐体で実現可能な最小壁厚はどれくらいですか?
最新の精密射出成形エレクトロニクス技術を用いることで、0.5mmの壁厚を安定して実現でき、特別な最適化を行うことで0.3mmまで薄くすることも可能となる。これにより、軽量かつ薄型の携帯機器に対する要求を満たしつつ、構造強度と寸法精度も確保できる。
Q2:光沢のある表面によく見られる欠陥は何ですか?
光沢面における主な欠陥は、ウェルドラインとフローマークです。RHCM技術を精密に設計された金型と併用することで、ウェルドラインを0.01mm未満にまで低減し、フローマークを完全に除去することが可能です。
Q3:SPI A-1表面とA-2表面の主な違いは何ですか?
主な違いは、研磨のグレードと表面粗さにある。A -1はダイヤモンドペーストで研磨されている(Ra0.012μm、鏡面仕上げ)のに対し、A-2はまず細かいサンドペーパーで研磨し、次にダイヤモンドペーストで研磨されている(Ra0.025μm、やや劣る表面粗さ)。
Q4:成形時に光沢のある表面に傷がつかないようにするにはどうすればよいですか?
表面に傷が付くのを防ぐため、抜き勾配を1.5°以上に上げ、エジェクタピンを研磨済みのエジェクタブロックに交換してください。これにより、エジェクタブロックの表面粗さがキャビティの表面粗さと一致するだけでなく、排出力が均一になるため、傷が付くのを防ぐことができます。
Q5:インサート射出成形において、銅製ナットの位置決め精度はどのくらいですか?
精密金型を用いることで、銅製ナットの位置決め精度を0.03mmまで制御できます。専用の位置決めピンで固定され、金型内検査とナットの予熱によって確実な嵌合が保証されます。
Q6:DFM解析におけるパラメータの主な焦点は何ですか?
主な目的は、肉厚の均一性を評価し、収縮痕を予測し、ウェルドラインの位置を特定し、充填圧力曲線を分析することです。これにより、設計上のリスクを事前に検出し、金型の開閉や再加工を回避することができます。
Q7:射出成形金型は通常どのくらいの期間使用できますか?
S136鋼製の電子金型は50万~100万回のサイクルに耐えられるのに対し、NAK80鋼製の金型は20万回のサイクル寿命しかありません。量産規模に応じて、適切な材質を選択することができます。
Q8:JS Precisionの最小注文数量(MOQ)はいくらですか?
試作段階では100個単位の小ロット生産に対応していますが、量産では1ロットあたり5000個以上を推奨しており、これにより単位生産コストを削減できます。
まとめ
精度、生産性、低コストを損なうことなく、視覚的に魅力的で高機能な電子機器筐体を製造するために、射出成形電子機器技術と専門的なサプライヤーサービスを組み合わせることで、0.5mmの薄肉でAグレードの高光沢仕上げを実現し、同時にCPK 1.33の寸法安定性を保証することができます。
JS Precisionは、信頼できるカスタム成形部品サプライヤーとして、射出成形に関する誤解を解消し、コストを管理し、生産ペースを加速させるお手伝いをいたします。今すぐお問い合わせいただければ、無料のDFMレポートとコスト最適化のご提案をご提供し、お客様の電子製品の外観と品質を際立たせるお手伝いをいたします。

免責事項
このページの内容は情報提供のみを目的としています。JS Precision Services は、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証を一切行いません。第三者のサプライヤーまたは製造業者が、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。部品の見積もりを依頼するには、購入者の責任で、これらのセクションの具体的な要件を特定してください。詳細については、お問い合わせください。
JSプレシジョンチーム
JS Precisionは、カスタム製造ソリューションに特化した業界をリードする企業です。20年以上の経験と5,000社を超える顧客実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。JS Precisionをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.cncprotolabs.com )をご覧ください。
リソース

