

Metal injection molding is among the key industry solutions for producing precision small metal parts in large volumes, it merges the plastic injection moldings flexibility with the metal materials superior performance.
In this article, we will discuss the major features of the metal injection molding process. JS Precision is one of reliable metal injection molding suppliers offering one stop solution from mold making to delivery.
Core Advantages and Value Table
| Technical Dimensions | Key Advantages | Value of JS Precision |
| Process flow | Standardized four step procedure for complex geometry shaping, 98% raw material utilization. | Digitally based and controllable process, capable of batch variation in dimensions ±0.3%. |
| Design freedom | Components featuring highly complicated shapes like undercuts and micro threads can be created, which the traditional processes cannot handle. | Experienced DFM analysis, redesign and cost saving of mold by 30%. |
| Material properties | Sintered parts have density >97%, and their mechanical properties are on par with those of forgings. | 18 alloy categories in the material library, which cater to the requirements of a variety of industries. |
Key Conclusions
- Design is Cost: One of the biggest cost factors in a project is the design. Working together with metal injection molding suppliers at the design stage could save a lot of money on molds and production costs.
- Process Determines Performance: Every single factor of the metal injection molding process has a direct impact on the strength and the accuracy of the final part. For example, the mixing ratio of feedstock and the control of the sintering temperature.
- Batch Economy: MIM can deliver considerable benefits in medium to high volume production, with a very competitive price per unit, when the annual requirement is several thousands of pieces or more.
Why Trust This Guide? JS Precision's Metal Injection Molding Experience
JS Precision is a professional manufacturer and 15 years' metal injection molding experience. We have designed and manufactured over 500 metal injection molds and served more than 200 high end clients globally in the areas of medical, aerospace, and consumer electronics. We have shipped over 1 billion MIM parts.
Our core team members are experienced in injection molding for more than 10 years. They have mastered the complete chain of core technologies from metal injection mold design to customized sintering processes.
We hold certifications from three major international authorities: IATF 16949, ISO 13485, and ISO 9001. Our professional testing laboratory ensures that each batch of products meets the standards.
Our skills and technologies have been proven by real cases in different industries.
For example, we helped global famous medical device companies with their large production of minimally invasive surgical instrument components. We managed to combine five machined assembly parts into one MIM (Metal Injection Molding) component which on the one hand, decreased the unit cost by 45% and, on the other hand, increased the efficiency by 400%.
Over the course of mass producing 0.4 mm thick micro sensor housings for automotive electronics clients, we not only maintained the tolerance at ±0.02 mm but also achieved a 99.7% yield rate, and, we tailored titanium alloy micro components to aerospace clients, recording a sintering density of 99% and fulfilling strength requirements of aerospace grade materials.
Such examples express our mastery of the component's structure complexity, cost control, and quality stability. Besides, they display how well we understand different industries' specific requirements that allow us to resolve various clients' problems in MIM production exactly.
JS Precision is a company always led by technologies, capable of designing unique process solutions tailor made to client needs. Also, it stands ready to deliver full cycle technical support including design optimization and mass production.
If you are struggling with the production challenges of precision metal parts, contact our engineers now to obtain a customized metal injection molding technology solution and unlock an efficient, low cost mass production model.
What Is Metal Injection Molding And How Does It Work?
Metal injection molding is an advanced technology that combines powder metallurgy and plastic injection molding. Its core is formed through feeding injection molding and debinding sintering, which is also the core difference from traditional injection molding. It can achieve efficient mass production of complex metal parts.
Definition and Basics of Technology
Metal injection molding is technologically advanced that powder metallurgy and plastic injection molding are integrated in it. Small particles of metal powders (2-25 microns) are mixed with a plastic binder injected debinded, and sintered to form dense metal parts.
It is considered the fundamental technology for forming near-net-shapes.
Anaylsis of Technological Benefits
- No Design Limits: It can manufacture complex internal shapes, hollow parts threads etc. features that cannot be obtained through conventional machining, thus allowing the integrated design of multiple parts.
- Almost Net Shape Forming: Production in a single molding with very little additional processing leads to a material utilization rate of more than 95%, which is way higher than that of traditional machining.
- Excellent Performance: The sintered density is between 97% and 99% of the theoretical density, and the mechanical properties are on a par with forged materials, even better isotropy.
- Great Productivity for Mass Manufacturing: It can be done by automated continuous production. One metal injection mold alone may churn out millions of pieces annually, and the product is really intended for large scale mass production.
The core advantages of metal injection molding make it a preferred alternative to traditional processes. If you would like to know whether your products are suitable for MIM technology, you can download our "MIM Process Compatibility Assessment White Paper" to quickly make a preliminary judgment.
What Are The Key Steps In The Metal Injection Molding Process?
The core of the metal injection molding process is a four step standardized process, which includes feeding preparation, injection molding, degreasing, and sintering. The parameter control of each step directly determines the accuracy and performance of MIM parts.
Step 1: Feedstock Preparation (Mixing)
Powders of fine metals and thermoplastic binder are heated to blend for 2-4 hours at 150-200 degrees Celsius. Then cooling and granulating produce 3-5mm particles with high fluidity. Their rheological properties affect the filling in injection molding most directly.
Step 2: Injection Molding
Once the feedstock melts, it is injected into the metal injection mold cavity at a high pressure of 50-150MPa.
Then, the pressure is kept, and the article is cooled to produce the "green blank". The mold sizes need to be very accurately designed, taking into account the sintering shrinkage, around 17% for the usual stainless steel and about 15% for titanium alloys.
Step 3: Debinding
Through solvent extraction or thermal decomposition, 70%-80% of the binder is removed from the green blank. Then deep debinding creates a porous "brown blank". Parts need to be handled gently after debinding to prevent the occurrence of damage.
Step 4: Sintering
The brown blank was put in a high temperature controlled atmosphere furnace and then raised in temperature to 70%-90% of the metal melting point, about 1300-1400℃ for stainless steel and about 1200-1300℃ for titanium alloys. The metal particles melted together and volume shrink, at the end a dense part was made.
MIM Process Parameter Control Table
| Process Steps | Core Parameters | Control Range | Impact on Results |
| Feedstock Preparation | Powder Particle Size | 2-25μm | Molding Accuracy, Sintering Density |
| Feedstock Preparation | Powder-to-Binder Ratio | 60:40-70:30 (Volume) | Flowability, Shrinkage Stability |
| Injection Molding | Injection Pressure | 50-150MPa | Cavity Filling Integrity |
| Injection Molding | Mold Temperature | 40-80℃ | Green Body Demolding Deformation |
| Debinding | Hot Debinding Temperature | 100-550℃ | Binder Residue |
| Sintering | Sintering Temperature | 1200-1400℃ | Part Density, Mechanical Properties |
| Sintering | Holding Time | 2-6h | Particle Fusion Degree |
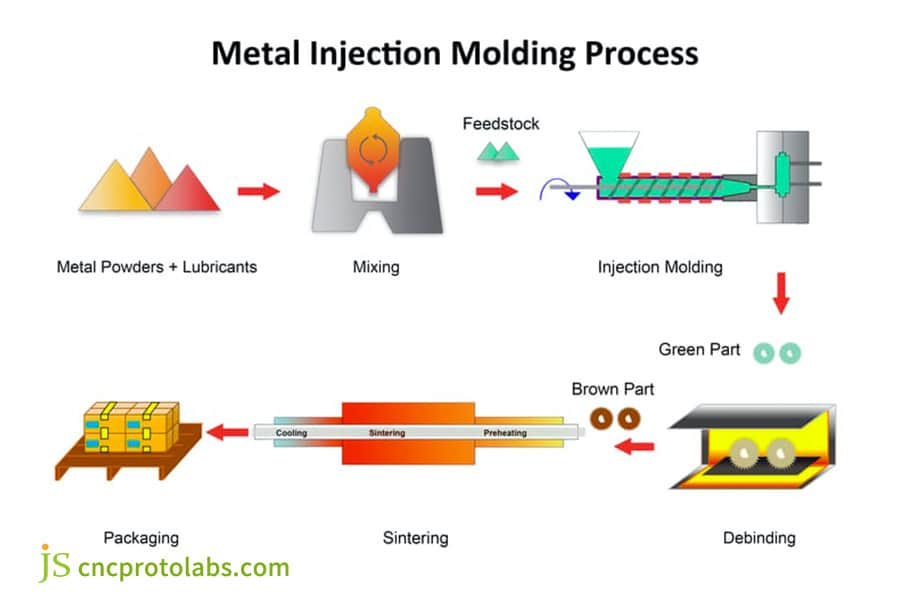
Figure 1: A step-by-step flowchart illustrating the metal injection molding (MIM) process, from mixing feedstock and injection molding to debinding, sintering, and final packaging.
Where Can I Find Reliable Metal Injection Molding Services For My Project?
High quality metal injection molding services can be achieved through full process technology control, improved quality systems, and rich industry experience. When screening, metal injection molding suppliers need to be evaluated around four dimensions: technology, quality, experience, and service.
Core Standards for Evaluating Suppliers
- Technical Skills: Have thorough control over the whole chain of operations from designing a metal injection mold and feedstock production to sintering, capable of producing even the most complicated parts.
- Quality System: Possess an ISO9001 or any other relevant certificate, have the device for testing like OES spectrometers necessary to check the quality of raw material and final product.
- Industry Experience: Have successful case studies in the target industry and are aware of the specific quality requirements of the industry.
- Service Capabilities: Give early DFM analysis and all around post processing services to maintain stable delivery times.
JS Precision's One Stop Service Advantages
Being a metal injection molding supplier with extensive experience in the industry, JS Precision offers customers complete metal injection molding services in a turnkey manner:
- Conducting initial DFM analysis to improve product structure and make mold simpler for production ease and efficiency.
- The entire production is under the control, right from raw materials testing to end product examination, complete with batch consistency and traceability assurance through full traceability system.
- Facilitate post processing services like heat treatment and electroplating for a single source part delivery.
- Tailor your MIM production solution by merging output, quality, and cost.
How To Choose The Right Metal Injection Molding Companies For Complex Parts?
Finding the right metal injection molding companies is all about selecting those that are good at dealing with thin walled,miniature and multi featured parts, can do professional DFM analysis, and not only make simple MIM parts.
The Difference Between "Can Do" and "Excellent"
Excellent metal injection molding companies should have the core ability to handle quite complex features, namely:
- Thin walled molding: Producing 0.3-0.5mm thin walled pieces with high quality and no defects or deformation is the hallmark of a great thin walled molding provider.
- Miniature parts: Manufacturing large volumes of very small <0.1 gram parts with extremely tight dimensional tolerance is a sign of a very good miniature parts producer.
- Multi feature integration: Making one metal injection molding part tuned so that it can replace a multi parts assembly in MIM,which will not only save the assembly costs but ensure the fitting accuracy.
- Special material molding: Able to perform MIM perfectly even with titanium alloys and other materials that are hard to machine, while ensuring that the toughness and the resistance to corrosion of the material are kept intact.
The Importance of Design for Manufacturability (DFM)
Small changes during the design phase can save a significant amount of production costs. JS Precision suggests getting engineers involved at design stage to check wall thickness, demolding angle, etc. so that mold changes and production defects are avoided. Optimizing wall thickness can result in a 20% yield increase.
Manufacturing complex parts using MIM places extremely high demands on manufacturers. If you have production needs for complex metal parts, you can schedule a one-on-one technical consultation with our MIM experts to answer your process challenges.

Figure 2: A collection of various high-precision metal parts, including gears, frames, and fasteners, neatly arranged on a white background to demonstrate manufacturing capability.
What Design Considerations Are Critical When Designing a Metal Injection Mold?
Creating an metal injection mold requires a thorough focus on four fundamental factors: sintering shrinkage, the gate and runner system, demolding, and venting.
These four aspects significantly differentiate the metal injection mold design from the plastic one.
Core Considerations for Mold Design
- Shrinkage Compensation: You must provide a 15-20% allowance for sintering shrinkage. The shrinkage rate of various materials should be experimentally verified, besides considering the part's geometric influence.
- Gate and Runner Design: To achieve uniform feedstock filling and eliminate weld lines, use pin point or side gates and equal section runners.
- Demolding Design: Offer a 1-2° draft angle, logically position ejector pins, prevent green body deformation, and avoid functional surfaces.
- Venting Design: Design 0.05-0.1mm venting grooves at the cavity end to let out air and avoid air marks and scorching.
Common Design Taboos and Recommended Features
Design Features to Avoid:
- Internal cavities and internal grooves that are enclosed and have no way of demolding.
- Wall thickness suddenly varying by more than 50%.
- Dead sharply internal corners without being rounded, which will easily cause cracking in the green body.
- Blind holes that are excessively long with an aspect ratio greater than 4:1.
Recommended Design Features:
- Symmetrical shape, which minimizes sintering deformation.
- Ribs are intended to be 40-60% as thick as the main body to help the part maintain its strength and to prevent the formation of shrinkage marks.
- Knurling and external threads, which also allows parts to be formed directly from the mold.
- Snap fit features, location pins, etc.are able to be combined into the assembly components for single piece molding.
MIM Mold vs. Plastic Injection Mold Design Differences Table
| Design Dimensions | Metal Injection Mold | Plastic Injection Mold |
| Shrinkage Consideration | 15-20% sintering shrinkage needs to be considered. | Only 2-5% cooling shrinkage needs to be considered. |
| Mold Material | Mold steel with hardness HRC58-62, higher wear resistance. | Mold steel with hardness HRC52-56. |
| Gate Size | Smaller, avoiding breakage at the gate of the green body. | Relatively larger, ensuring filling efficiency. |
| Ventilation Channels | Finer, depth 0.05-0.1mm. | Depth 0.1-0.2mm. |
| Mold Precision | μm level, higher dimensional requirements. | mm level, standard precision requirements. |

Figure 3: A detailed view of a polished stainless steel injection mold, showcasing its intricate cavities, precision-drilled holes, and alignment mechanisms.
How Much Does Metal Injection Molding Cost?
The price of metal injection molding is predominantly made up of four elements: the mold, material, processing, and post processing.
Even if the original mold expenditure is quite steep, the cost per item for the unit after medium to large volume production is considerably less than that of traditional methods, creating a huge cost efficiency leverage.
Cost Components
- Mold Costs: A single cavity mold may be priced at $5,000-$50,000, multi cavity molds are more costly but the costs can be loaded over mass production.
- Material Costs: Feedstock is priced at $8-$15 per pound, high performance alloys like titanium alloys are about $20-$30 per pound, depending on the market.
- Processing Costs: Injection molding, debinding, and sintering collectively cost around $1-$3 each, mass production can lead to further decrease in unit costs.
- Post processing Costs: Heat treatment amounts to $0.5-$2 each, electroplating is $1-$3 each, precision machining is $2-$5 each.
Cost Comparison with Alternative Processes
Leading metal injection molding (MIM) to have a significant cost lever advantage when parts require five or more machining operations or are challenging to form with traditional methods.
MIM costs per stainless steel micro gear for one hundred thousand annual production are $2.5, which is 60% more than the CNC machining ($6.15), but the precision is able to be maintained at a higher level.
Cost Comparison Table of Different Processes (Annual Production Capacity 100,000 Units, Stainless Steel Parts)
| Process Type | Initial Mold/Equipment Cost (USD) | Unit Material Cost (USD) | Unit Machining Cost (USD) | Unit Total Cost (USD) | Material Utilization Rate |
| Metal Injection Molding | 20,000 | 1.2 | 1.0 | 2.5 | 98% |
| CNC Machining | 60,000 | 2.0 | 4.15 | 6.15 | 60% |
| Precision Casting | 15,000 | 1.5 | 2.5 | 4.0 | 80% |
| Metal 3D Printing | 0 | 3.0 | 4.0 | 7.0 | 95% |
Has your annual production of parts reached the economic turning point of MIM? Submit drawings and estimated production volume to obtain a free comparison report on single item cost simulation and process selection.
Case Study: 40% Cost Reduction For Medical Device Component Through MIM Redesign
Metal injection molding services can be great solution to the problems of high costs and low yield rates in manufacturing medical device components. JS Precision has shared the following case to show how MIM technology can drastically enhance the production of medical parts through redesign.
Customer Challenge
A medical device company's surgically hemostat heads which were CNC machined and assembled, unit cost was $9. With an annual production capacity of 100,000 units, the total cost was $945,000.
Besides that, there were big batch variations in dimensions, the assembly yield rate was only 95%, the duo that theme of cost and quality were at stake.
JS Precision Solution
1. Design Integration:
The JS Precision team of engineers made use of DFM analysis and combined two machined parts into a single metal injection molded component thus totally avoiding the subsequent assembly processes. In the meantime, parts were structurally modified with the inclusion of reasonable fillets and draft angles so as to make the MIM molding highly feasible.
2. Mold Optimization:
A high precision 4-cavity metal injection mold was created, featuring a pinpoint gate and precision venting structure for uniform feedstock filling. Per each injection, four parts can be created which greatly boosts the production rate, all the while the mold costs remain below $30,000.
3. Material Matching:
Medical grade 316L stainless steel powder was chosen as well as new feedstock formula. The powder-to-binder ratio was 65:35 in volume ensuring both good molding flowability and high corrosion resistance after sintering.
4. Customized Process:
Proprietary debinding sintering process was created. Thermal debinding temperature was controlled between 100-500°C, while sintering was done at 1380°C for 4 hours. This resulted in sintering density > 98% for parts and mechanical properties fulfilling medical device requirements.
Results
- Cost Reduction: MIM piece costs only $5.40 and no assembly is necessary, thus, yearly savings are $360,000 with 40% total cost reduction.
- Efficiency Improvement: The injection efficiency of 4-cavity mold is 1200 parts/hour - a 300% improvement over the original machining process.
- Quality Improvement: Dimensional tolerance: ±0.03 mm, 100% batch consistency, 99. 8% yield rate, and zero assembly error.
- Certification and Compliance: ISO13485 medical certification, which complies with requirements for global market sales.
Customer testimony: "JS Precision's MIM integrated design not only significantly reduced our unit cost, but its excellent batch consistency also added a key bargaining chip to our FDA approval."
This case fully demonstrates the cost and quality advantages of metal injection molding (MIM) in the production of medical device parts. If you also have cost optimization needs for parts in the medical, electronics, or other industries, please submit your part requirements, and we will customize a dedicated MIM redesign solution for you.

Figure 4: An assortment of finished metal injection molding components in various shapes and sizes, displayed on a dark surface to highlight their details and finishes.
FAQs
Q1: What is the typical tolerance achievable with MIM?
The usual tolerance range for MIM is ±0.3%-0.5%. However, for simple geometric features, it can go as low as ±0.1%. Certain high precision dimensions may be further reduced by additional finishing operations.
Q2: What is the minimum order quantity for MIM parts?
The effective batch size for MIM is usually 5000 pieces/year or more to make mold costs reasonable. JS Precision also offers small batch trial production from 500 pieces, which is perfect for design validation.
Q3: How long does it take to get MIM parts from prototype to production?
Production of the mold takes 4-8 weeks, the first sample will be ready 2-3 weeks, and the mass production cycle will depend on the order quantity. Regular stocks are usually delivered within 1-2 weeks.
Q4: Can MIM parts be heat treated or plated?
Definitely, sintered MIM parts possess similar properties with forged and machined parts and can still go through various post processing such as heat treatment, electroplating, and polishing.
Q5: What is the maximum part size for MIM?
MIM is very much inclined to small, precision parts manufacturing. We suggest that the parts be less than 100 grams and the length should not exceed 150mm, this way economics and accuracy in forming are balanced.
Q6: What methods do you use to control the quality of MIM components?
To ensure a thorough check of the quality of MIM parts, JS Precision employs OES spectrometer, coordinate measuring machine, densitometer, and metallographic analysis.
Q7: Is it feasible for MIM to manufacture parts with undercuts or threads?
Mold features such as an external thread or an undercut or groove in a specific direction can be directly formed by the metal injection molding process without any secondary operations using a slider and core pulling structure of the metal injection mold.
Q8: How do you begin a MIM project with JS Precision?
The initial step will be to send us 2D/3D drawings of the part, with the technical specifications such as materials, tolerances, and production volume.Our team of engineers will then offer you free DFM analysis and process evaluation.
Summary
The metal injection molding is one of the most suitable ways to mass produce metal parts with complex geometries while providing the benefits.
JS Precision is one of metal injection molding companies that specializes in the metal injection molding process and has the capacity to mass produce parts efficiently. We pay particular attention to customer satisfaction and with the help of our professional technology and vast experience, we can turn your novel ideas into precision metal parts with excellent performance.
If you are struggling with the production challenges of precision metal parts, act now and partner with our MIM experts to make mass production of complex parts simple and efficient!
→ Upload your part drawings to get free DFM analysis and preliminary quotes
→ Schedule a technical consultation and discuss the best process solutions with MIM experts
→ View industry case studies to understand the practical application effects of MIM processes

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

