

Moldagem por injeção assistida por gás funciona como um método eficaz para eliminar defeitos superficiais de componentes moldados por injeção industriais de paredes espessas, ao mesmo tempo que serve como uma tecnologia fundamental para fornecer serviços premium de moldagem por injeção.
Quando você investe dezenas de milhares de dólares no desenvolvimento de um grande molde de equipamento industrial e o produto final se torna sucata devido a marcas de encolhimento atrás das nervuras, isso não apenas desperdiça materiais e mão de obra, mas também pode levar a atrasos na entrega do projeto.
As técnicas tradicionais de moldagem por injeção nunca abordaram com sucesso os defeitos superficiais que resultam da contração por resfriamento em áreas de paredes espessas de grandes componentes estruturais com espessuras de parede acima de 8 mm.
Este artigo demonstrará através de exemplos industriais reais como a moldagem por injeção assistida por gás remove totalmente as marcas de contração , mantendo a pressão interna do gás durante todo o processo e examinará as vantagens financeiras e operacionais desta técnica.
Resumo da resposta principal
| Problema | Solução | Principais vantagens |
| Como surgem as marcas de encolhimento? | A área mais espessa de uma peça aquece e esfria mais lentamente, de modo que o encolhimento a vácuo ocorre , causando reentrâncias na superfície ou marcas de encolhimento. | Manter a pressão por um longo período usando a retenção de pressão tradicional não será capaz de transmitir ou aplicar pressão no centro da parte mais espessa . |
| Como funciona? | O gás nitrogênio é primeiro ionizado e depois penetra no núcleo do fundido que está injetando, estabelecendo a pressão e mantendo a pressão. | Elimina marcas de encolhimento opostas às nervuras e, portanto, proporciona uma suavidade superficial de até 0,1 mm. |
| Como o preço se compara? | Haverá um investimento inicial maior em equipamentos assistidos por gás, mas isso reduzirá drasticamente os custos de matéria-prima e do ciclo de moldagem. | No total, o custo unitário diminuirá entre 15% e 30% , enquanto a economia de material será de cerca de 20% a 50%. |
| Onde a tecnologia pode ser usada? | Além de grandes carcaças de equipamentos industriais, é muito adequado para componentes estruturais de paredes espessas e peças com muitas nervuras. | Alguns exemplos são caixas de gabinete de controle, tampas de equipamentos pesados e alças industriais. |
Principais conclusões
- Grande melhoria na qualidade da superfície: a moldagem por injeção assistida por gás pode achatar uma superfície até 0,03 mm e eliminar completamente amassados nas costelas opostas.
- União de custo e eficiência: Peças e estruturas ocas podem reduzir o uso de matéria-prima em 20% -50%, ao mesmo tempo que reduzem o tempo do ciclo de moldagem por injeção em 30% -50%, reduzindo assim os custos gerais.
- Melhor propriedade estrutural: A remoção dos pontos internos de concentração de tensão resulta em mais de 40% melhor resistência ao empenamento de moldagem por injeção de peças grandes .
Por que escolher a moldagem por injeção assistida por gás? Experiência do mundo real com JS Precision
Seus principais problemas com grandes projetos de moldagem por injeção de paredes espessas incluem defeitos de retrabalho, excesso de custos de projeto e falta de prazos de entrega, que temos abordado há 15 anos.
A JS Precision fornece serviços de moldagem por injeção de precisão através de seus 15 anos de experiência, o que permitiu à empresa produzir mais de 300.000 peças precisas para mais de 1.000 clientes internacionais . Nossos projetos de moldagem por injeção assistida por gás alcançam uma taxa de entrega no prazo de 99,2%, mitigando efetivamente os riscos de entrega para você.
Nossa empresa é especializada em moldagem por injeção de peças grandes enquanto solucionamos vários desafios que causam marcas de encolhimento e empenamento em grandes componentes de paredes espessas.
Oferecemos suporte completo por meio de análise DFM gratuita e simulação de fluxo de molde e suporte de engenheiro 24 horas por dia, o que ajuda a evitar problemas de produção e, ao mesmo tempo, economizar tempo e dinheiro por meio de despesas de teste reduzidas que teriam resultado em retrabalho caro devido a defeitos.
Nossos estudos de caso práticos abrangem gabinetes de controle industriais, grandes peças internas automotivas e muito mais. Nossa empresa ajuda os clientes a diminuir suas taxas de refugo de 35% para quase zero, enquanto reduzimos seus custos unitários em 30% para obter melhor eficiência de produção e desempenho de entrega para suas operações.
Fornecemos controle completo sobre o processo, desde o projeto do molde até a entrega do produto, porque possuímos ISO9001:2015 e certificações ISO13485.
Nosso processo produz peças de moldagem por injeção assistida por gás que atendem aos requisitos de precisão, enquanto apoiamos você em todas as etapas, desde a prototipagem até a produção em massa , o que reduz seu tempo, esforço e custos.
Baixe nosso white paper sobre moldagem por injeção assistida por gás para dominar rapidamente os principais pontos de aplicação e técnicas de projeto de moldagem por injeção assistida por gás.
Por que a moldagem por injeção tradicional enfrenta marcas de afundamento na moldagem por injeção de peças grandes?
O processo de resfriamento na moldagem por injeção tradicional de peças grandes começa no centro de paredes espessas, que esfria a uma taxa mais lenta do que qualquer outra peça, criando assim condições que levam à contração a vácuo.
O processo começa com a pressão de retenção externa que começa a diminuir à medida que o material percorre o caminho do fluxo, resultando no preenchimento insatisfatório das lacunas de contração, o que causa desperdício de produção e atrasos no envio.
Efeito de contração a vácuo em áreas com paredes espessas
A fusão central mostra uma taxa de resfriamento que ocorre na metade da velocidade do resfriamento da superfície quando a espessura da parede da peça excede 4 mm-5 mm. A força de vácuo gerada pelo encolhimento puxa a superfície, formando uma depressão de 0,2 mm a 0,5 mm. Os reparos externos não conseguem remover esse tipo de defeito do objeto.
Limites físicos de retenção de pressão e compensação de contração
O método tradicional de retenção de pressão fornece apenas controle de pressão na área da comporta, o que reduz sua eficácia ao longo de todo o percurso do fluxo.
O sistema não consegue transmitir força às bases das nervuras que existem distantes da comporta, enquanto a retenção excessiva de pressão cria tensão interna que resulta em empenamento da peça que excede 0,5 mm e diminui a precisão da montagem.
Princípio da moldagem por injeção assistida por gás
A moldagem por injeção assistida por gás cria um caminho de retenção de pressão que o nitrogênio usa para se mover através do fundido, o que permite ao sistema transmitir pressão através de seus componentes. A solução atende aos requisitos de Padrão SPI 101 e fornece uma resolução precisa para o seu problema de marcas de encolhimento .
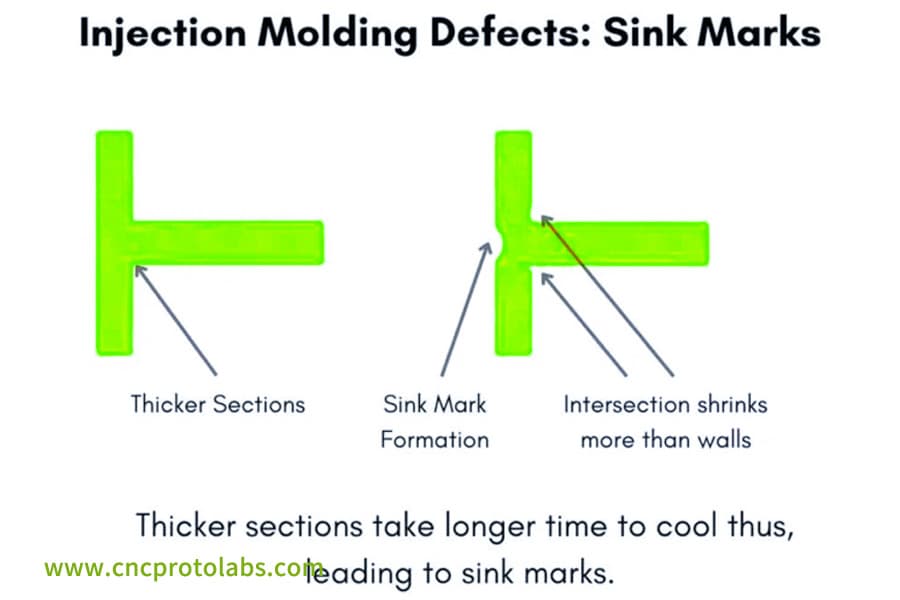
Figura 1: Um diagrama que ilustra como as marcas de afundamento se formam em seções mais espessas de uma peça de plástico durante a moldagem por injeção tradicional, com rótulos destacando o resfriamento e o encolhimento irregulares.
Como a moldagem por injeção assistida por gás elimina marcas de pia em seções espessas?
O processo de moldagem por injeção assistida por gás utiliza injeção de gás nitrogênio de alta pressão para criar um espaço oco dentro do material derretido que normalmente seria preenchido com material sólido.
A pressão interna permanente do sistema evita que o encolhimento crie um efeito de vácuo que leva a defeitos superficiais no seu produto.
Penetração de nitrogênio: estrutura oca substitui enchimento sólido
Depois que o fundido preenche 70%-95% da cavidade do molde, o gás nitrogênio de alta pressão (20-30MPa) penetra no centro do fundido, empurrando-o em direção à parede do molde. Este método produz espessura de parede igual em todo o produto, evitando encolhimento e depressões que normalmente ocorrem em seções de paredes espessas.
Pressão interna constante, parede externa em contato próximo com a cavidade do molde
O gás nitrogênio cria uma pressão interna consistente que mantém a parte externa do componente próxima à superfície do aço do molde durante o resfriamento quando a folga permanece abaixo de 0,02 mm.
Esta técnica evita que marcas de encolhimento apareçam no lado oposto da nervura, resultando em uma medição de planicidade da superfície de 0,1 mm que atende aos padrões de aparência de Grau A.
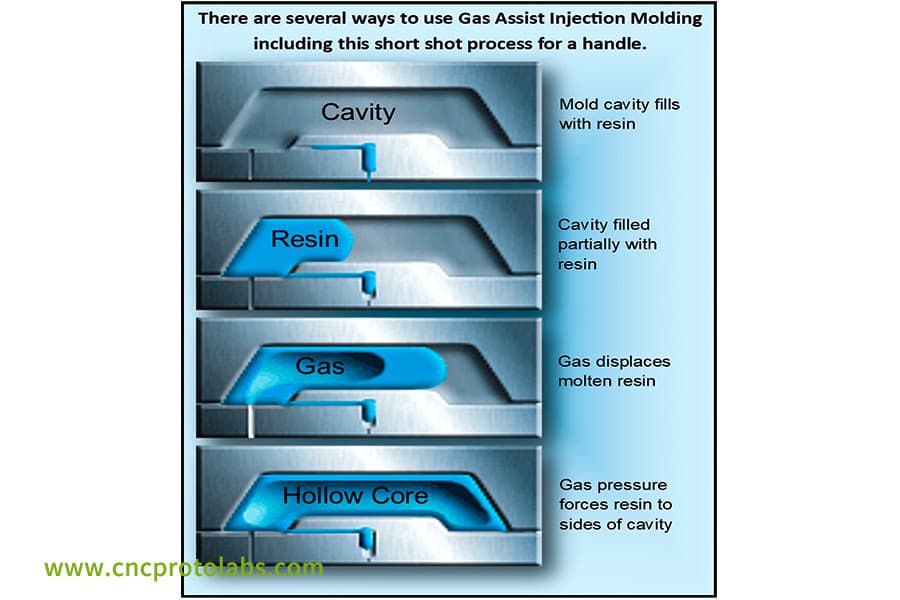
Figura 2: Um diagrama de quatro etapas mostrando o processo de injeção curta assistido por gás para moldar uma alça, onde o gás desloca a resina derretida para formar um núcleo oco e evitar marcas de afundamento.
Quais são as regras críticas de projeto para moldagem por injeção de peças grandes com assistência a gás?
O moldagem por injeção de peças grandes adote a tecnologia assistida por gás, que precisa seguir três regras: gradiente de espessura da parede, prioridade do canal de gás e centralização do portão, para ajudá-lo a reduzir os custos de modificação do molde e melhorar a eficiência da produção.
Regras de projeto de transição de espessura de parede
A mudança na espessura da parede do canal de gás para a área de parede fina deve ser ≤1,5:1. Seus custos de sucata aumentarão porque o gás irá soprar através da parede fina, o que cria perfurações quando você excede essa proporção.
Regras de conectividade do canal de gás
Garanta uma rede contínua na área cheia de gás. O formato preferido da seção transversal do canal deve usar designs circulares ou em forma de lágrima. A pressão do gás excederá 15 bar em cantos vivos, o que resulta na perda da pressão do gás necessária para manter os efeitos da pressão.
Regras de layout de portão e agulha de ar
A comporta e a agulha de ar devem estar dispostas do mesmo lado, com a direção de penetração do gás consistente com o fluxo do fundido. Este processo permite que o gás penetre pelo menos 700 mm, mantendo a perda de pressão abaixo de 8% , o que resulta em resultados de moldagem confiáveis.
| Parâmetros de projeto | Valores padrão | Limites de risco | Valores ideais | Cenários Aplicáveis | Perda de pressão |
| Taxa de transição de espessura de parede | ≤1,5:1 | >2:1 | 1,2:1 | Grandes Componentes Estruturais | <10bar |
| Seção Transversal do Canal de Gás | Circular/Lágrima | Canto de ângulo agudo | Circular | Componentes de paredes espessas | <8bar |
| Layout da agulha do portão | Mesmo lado, mesma direção | Lado oposto, direção oposta | Centro, mesmo lado | Componentes extralongos | <5% |
| Comprimento de penetração de gás | ≤700 mm | >800 mm | 600mm | Carcaça do gabinete de controle | <8% |
| Volume de enchimento derretido | 70%-95% | <70%/>95% | 78% | Componentes de nervuras de paredes espessas | Sem perfuração |
- Nota: Esta tabela funciona como uma versão condensada dos principais parâmetros para moldagem por injeção assistida por gás de peças grandes. Ele pode servir como um guia direto de projeto para ajudar a prevenir defeitos de produção devido a parâmetros inadequados.
Ao projetar peças de um molde de injeção, como planejar canais de gás para eliminar defeitos?
Ao projetar peças de vias aéreas de molde de injeção, elas devem ser dispostas na área da parede mais espessa da peça, seguindo o princípio de minimizar o caminho de resistência ao gás, para ajudá-lo melhorar a vida útil do molde e taxa de qualificação da produção.
Localização e tamanho do canal de gás
Os canais de gás devem estar localizados na parte mais espessa da parede, com um diâmetro de 50% a 70% da espessura da parede principal . O diâmetro do canal de gás deve estar entre 4 mm e 5,6 mm para uma espessura de parede principal de 8 mm.
Este método estabelece um fluxo de gás confiável, evitando a formação de bolsas de ar e perfurações.
Seleção do formato da seção transversal do canal de gás
Canais de gás de seção transversal circular têm a menor perda de pressão e são preferidos. O formato de lágrima deve ser utilizado quando a estrutura assim o exigir, com raio de curvatura que deve ser de no mínimo 1,5mm, pois evita fissuras no canal de gás, o que reduziria o tempo de operação do molde.
Projeto de vedação final do canal de gás
O canal de gás precisa de uma área de vedação de parede fina de 0,5 mm a 1 mm em seu ponto final para permitir a saída do gás natural após a manutenção da pressão, o que ajuda a eliminar defeitos de bolsas de ar e diminuir o desperdício de materiais.
| Parâmetros das vias aéreas | Espessura da parede principal 8 mm | Espessura da parede principal 10mm | Espessura da parede principal 12mm | Forma transversal | Espessura de vedação final |
| Diâmetro das vias aéreas | 4 mm-5,6 mm | 5mm-7mm | 6 mm-8,4 mm | Redondo | 0,5mm |
| Perda de pressão | <6bar | <7bar | <8bar | Lágrima | 0,8 mm |
| Profundidade de penetração | 600mm | 650mm | 700 mm | Redondo | 1 mm |
| Efeito de vedação | Excelente | Excelente | Bom | Lágrima | 0,6 mm |
| Risco de defeito | Baixo | Baixo | Médio | Redondo | Muito baixo |
- Nota: Os dados nesta tabela são derivados de 15 anos de projeto contínuo de peças de um molde de injeção com JS Precision e podem ser aplicados diretamente no projeto de vias aéreas para melhorar a eficiência do projeto.
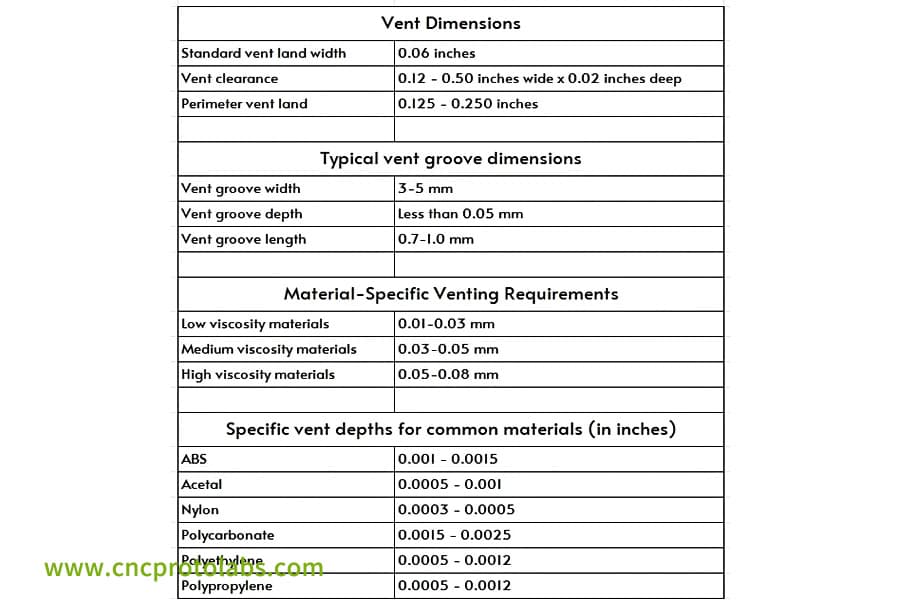
Figura 3: Um gráfico detalhado listando as dimensões típicas da ranhura de ventilação (largura, profundidade, comprimento) e requisitos de ventilação específicos do material para moldes de injeção assistida por gás.
Por que é necessário mudar para assistência a gás para moldagem por injeção de peças grandes para reduzir o estresse interno?
O processo assistido por gás substitui a alta pressão de retenção externa pela moldagem por injeção de peças grandes, o que pode reduzir o estresse interno em 40% -60%, resolver fundamentalmente o problema de empenamento e melhorar a taxa de qualificação do produto e a vida útil.
Resfriamento Uniforme e Distribuição de Tensão
O gás empurra o polímero líquido em direção à superfície do molde, o que leva a uma espessura consistente em todo o produto final. A diferença na taxa de resfriamento diminui de 50% para menos de 10%, o que resulta na diminuição da tensão residual e na redução do risco de empenamento da peça.
Eliminando os efeitos colaterais da retenção de alta pressão
O processo tradicional necessita de uma pressão de retenção de 80 a 120 MPa, o que cria uma tensão de cisalhamento que faz com que as peças deformem . O processo de moldagem assistida por gás requer uma pressão de retenção entre 20 e 30 MPa, o que resulta em uma redução de empenamento entre 0,5 mm e 1,2 mm, enquanto a precisão da montagem melhora.
Melhor estabilidade a longo prazo
A redução da tensão interna faz com que as peças experimentem que sua taxa de alteração dimensional durante os testes de envelhecimento por calor úmido a 85°C/85% UR caia de 0,8% para menos de 0,2%, o que resulta em maior vida útil do produto e diminuição das despesas pós-venda.
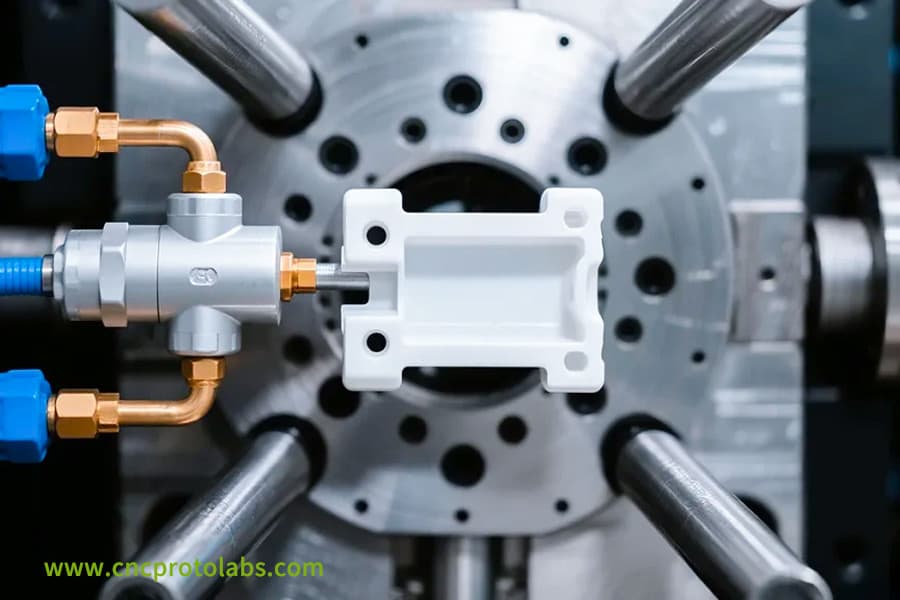
Figura 4: Vista aproximada de um processo de moldagem por injeção assistida por gás em ação, com uma peça plástica branca sendo formada dentro de um molde metálico equipado com linhas de distribuição de gás.
Como se compara o custo da moldagem por injeção personalizada: Gas Assist vs. Moldagem Sólida?
O investimento inicial em equipamentos assistidos a gás varia de 8.000 a 20.000 dólares, mas este equipamento pode diminuir as despesas operacionais em 15% a 25%, o que permite às empresas recuperar as suas despesas dentro de 3 a 6 meses.
Fornecemos assistência para ajudá-lo a manter um controle preciso sobre suas despesas totais durante toda a duração do projeto.
Economia de custos de matérias-primas
A utilização do gás como substituto de plásticos específicos permite às empresas obter poupanças de matéria-prima entre 20% e 50% ao fabricar grandes componentes com peso superior a 1 quilograma.
A produção de 50 mil peças com peso de 3,5 quilos cada resultará em uma economia total de custos entre US$ 35 mil e US$ 87,5 mil.
Ciclo de moldagem e custos de energia
O processo de desbaste assistido por gás diminui a espessura da parede enquanto reduz a duração do resfriamento em mais de 75% e também diminui ambos máquina de moldagem por injeção requisitos de força de fixação e necessidades de energia que resultaram em melhorias substanciais na eficiência da produção.
Vida útil do molde e custos de manutenção
A operação assistida por gás precisa de 30% a 50% menos força de fixação, o que resulta em um aumento de 20% a 30% na vida útil do molde porque a pressão máxima do molde diminui . O processo agora requer menos tarefas de manutenção, o que resulta em custos mais baixos de manutenção do seu equipamento de molde.
| Item de custo | Moldagem por injeção sólida | Moldagem por Injeção Assistida a Gás | Taxa de poupança | Economia anual (50.000 peças) |
| Custo da matéria-prima | 8,4 dólares americanos/unidade | 5,95 dólares americanos/unidade | 29,2% | 122.500 dólares americanos de 3 a 6 meses |
| Ciclo de Moldagem | 140 segundos/peça | 78 segundos/peça | 44,3% | Capacidade de produção aumentada em 44% |
| Custo do molde | 50.000 dólares americanos | 55.000-60.000 dólares americanos | +10%-20% | Extensão de vida 25% |
| Custo de energia | 0,3 USD/item | 0,12 USD/item | 60% | 9.000 dólares |
| Custo de sucata | US$ 2,1/peça | US$ 0,05/peça | 97,6% | 102.500 dólares |
- Nota: Os dados da tabela são baseados em cálculos reais de projetos da JS Precision, refletem com precisão a diferença no custo de moldagem por injeção personalizada e podem ser usados como referência para cálculo de custos.
Obtenha uma cotação detalhada do seu custo de moldagem por injeção personalizada e calcular com precisão o custo benefício do processo assistido por gás.
Estudo de caso da JS Precision: Moldagem por injeção assistida por gás atinge gabinete de controle industrial com defeito zero
O fabricante de equipamentos industriais solicitou nossos serviços para criar um gabinete de controle com dimensões de 800mm×600mm×200mm. A parede principal media 8mm no topo e possuía nervuras de reforço de 15mm espalhadas por toda a sua superfície.
O processo tradicional produzia defeitos de encolhimento que faziam com que 35% dos materiais virassem resíduos e esse problema atrasasse o cronograma de entrega.
Solução:
1. Seleção do processo:
O processo de moldagem por injeção assistida por gás tornou-se nossa principal solução porque precisávamos combinar componentes de parede espessa e peças com nervuras altas para proteção completa contra defeitos de contração, de acordo com nossos 15 anos de experiência em projetos massivos de moldagem por injeção, o que nos ajudou a não apresentar testes de teste perigosos.
2. Otimização do molde:
Redesenhar a rede de vias aéreas de partes de um molde de injeção , com foco na otimização da direção das vias aéreas para garantir a penetração estável do gás na cavidade e evitar pressão local irregular.
3. Configuração de parâmetros:
Com base nos resultados da análise do fluxo do molde, o caminho de penetração do nitrogênio foi estendido para 720 mm, a pressão de retenção do gás foi definida com precisão para 28 MPa (adequada para espessura da parede principal de 8 mm) e a quantidade de enchimento do fundido foi controlada em 78% , equilibrando o efeito da pressão de retenção e a eficiência da formação.
4. Ajuste do portão:
A comporta precisa se mover para a área central do casco porque esta posição permite a distribuição de gás por toda a cavidade enquanto mantém a pressão entre a comporta e áreas distantes.
Resultado final:
1. Qualidade da superfície:
As marcas de encolhimento da superfície foram completamente erradicadas. O nivelamento da superfície Classe A é de 0,03 mm e 100% das inspeções de aparência foram aprovadas pelos clientes, o que resolve totalmente os problemas de entrega.
2. Eficiência de custos:
O peso da peça única foi reduzido de 2,4 kg para 1,7 kg, o que significa uma economia de material de 29,2%, além disso, o ciclo de moldagem foi reduzido de 140 segundos para 78 segundos, a capacidade de produção anual foi aumentada em 44% e houve uma redução substancial no custo.
3. Desempenho estrutural:
A rigidez à flexão da carcaça foi aumentada em 18% e ela foi submetida a 5.000 horas de vibração intensa e testes de ciclo quente e frio variando de -30°C a 80°C , sem quaisquer sinais de rachaduras ou empenamentos.
4. Valor global:
Fornecemos serviços de moldagem por injeção que auxiliam os clientes na identificação dos principais pontos problemáticos, realizando melhorias triplas em qualidade, custo e eficiência, e compensando suas perdas de entrega.
Envie os requisitos do seu projeto e personalizaremos uma assistência de gás exclusiva produção em massa de moldagem por injeção planejar para você e replicar a experiência bem-sucedida do caso.
O Gas Assist é a solução certa para as marcas de afundamento e problemas de empenamento do seu projeto?
Se a medição física mais longa do seu projeto for superior a 300 mm, ou a espessura da parede de uma das peças for superior a 6 mm, então a moldagem por injeção assistida por gás será uma ótima opção para esta situação, pois não só será capaz de corrigir o encolhimento e o empenamento, mas também minimizará o risco de produção e ajudará você a obter produtos mais competitivos.
Lista de verificação de avaliação rápida
- A peça contém uma área de espessura de parede superior a 5 mm?
- Existem nervuras altas (altura das nervuras > 3 vezes a espessura da parede)?
- O requisito de planicidade está dentro de 0,1 mm para superfícies Classe A?
- Gostaria de reduzir o custo unitário em mais de 15%?
- A maior dimensão da peça excede 400 mm?
Suporte técnico da JS Precision
Como profissional serviços de moldagem por injeção fornecedor, fornecemos avaliação técnica gratuita e análise Moldflow para calcular com precisão a viabilidade e a relação custo-benefício dos processos de moldagem por injeção assistida por gás, garantindo a taxa de sucesso do seu projeto durante todo o processo e ajudando você a evitar desvios.
Basta consultar nossos engenheiros para concluir rapidamente a avaliação de viabilidade do processo do projeto e determinar se o processo assistido por gás é adequado às suas necessidades.
Perguntas frequentes
Q1: A moldagem por injeção assistida por gás pode ser usada para qualquer material plástico?
Geralmente, um processo de moldagem por injeção assistida por gás funciona bem com plásticos cristalinos como PP PE ABS e náilon. Existem alguns casos especiais com certos plásticos de engenharia que exigem testes completos antes de receber luz verde. Podemos ajudá-lo a descobrir se o seu material é adequado realizando testes gratuitos.
Q2: O processo de assistência a gás leva a custos de molde mais elevados?
Como a assistência de gás requer componentes extras, como agulhas de gás e portas especiais, o custo do molde aumentará em pelo menos 10% -20% . Por outro lado, quando o uso de material e a economia de resíduos são levados em consideração, o custo da moldagem por injeção personalizada é reduzido.
Q3: Qual é o comprimento máximo que o gás pode penetrar?
Se o processo assistido por gás for implementado adequadamente, a penetração do gás foi demonstrada em comprimentos superiores a 2 metros. Esses processos podem abranger a produção de várias peças estruturais industriais ultragrandes e são adequados para todos os cenários de moldagem por injeção de peças grandes.
Q4: Como posso saber se o canal de gás está devidamente vedado?
Uma combinação de controle de enchimento de fusão de 70% a 95% do volume da cavidade do molde e uma superfície de separação do molde adequadamente projetada pode levar à vedação de longo prazo do canal de gás, um aspecto fundamental no projeto do molde.
Q5: Qual é a taxa de rendimento da moldagem por injeção assistida por gás?
Se o molde for bem projetado e os parâmetros definidos corretamente, a taxa de rendimento da moldagem por injeção assistida por gás pode chegar a 98% -99. 5%, o que é consideravelmente mais alto do que a moldagem por injeção de parede espessa tradicional e reduzirá efetivamente seus custos de sucata.
Q6: Quanto o processo assistido por gás pode encurtar o ciclo de moldagem?
O tempo de resfriamento assistido por gás é 30% -60% menor do que a moldagem por injeção sólida, e o ciclo geral de moldagem é 20% -40% menor . Este método é muito adequado para produção em massa em larga escala de peças grandes para moldagem por injeção.
Q7: Em que espessura de parede é recomendado o uso de gás auxiliar?
A moldagem por injeção assistida a gás deve ser considerada quando a espessura máxima da parede da peça for superior a 4mm, ou houver nervuras com largura superior a 6mm. Este método pode ajudá-lo efetivamente a evitar defeitos como marcas de encolhimento e empenamento.
Q8: Os moldes com múltiplas cavidades podem ser assistidos por gás?
Os moldes com múltiplas cavidades podem, de fato, ser assistidos por gás. Uma agulha de ar independente e uma estrutura de controle de fluxo devem ser fornecidas para cada cavidade para garantir a consistência da produção. Soluções de design profissional estão à sua disposição.
Resumo
A moldagem por injeção assistida por gás é um método perfeito para resolver os problemas de marcas de encolhimento e empenamento da moldagem por injeção de peças grandes. Não é um investimento com custo extra, mas sim um investimento em tecnologia que pode lhe oferecer muitos benefícios.
Serviços profissionais de moldagem por injeção combinados com processos maduros assistidos por gás podem alcançar melhorias triplas na qualidade da superfície, controle de custos e desempenho estrutural para peças grandes de moldagem por injeção.
Ao mesmo tempo, o custo da moldagem por injeção personalizada pode ser razoavelmente otimizado para tornar a produção em massa mais competitiva.
Você ainda está enfrentando marcas de encolhimento ou empenamento das carcaças de seus equipamentos industriais? Entre em contato com nossa equipe de engenharia imediatamente, envie seus desenhos 3D e receba gratuitamente um relatório de análise de viabilidade de moldagem por injeção assistida por gás e resultados de análise de fluxo de molde. Ajudaremos você a resolver todos os problemas de produção rapidamente.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de precisão JS
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

