

صب الحقن بمساعدة الغاز تعمل كوسيلة فعالة لإزالة العيوب السطحية من المكونات المصبوبة بالحقن الصناعية ذات الجدران السميكة بينما تعمل كتقنية أساسية لتقديم خدمات صب الحقن المتميزة.
عندما تستثمر عشرات الآلاف من الدولارات في تطوير قالب غلاف معدات صناعية كبيرة، ويتحول المنتج النهائي إلى خردة بسبب علامات الانكماش خلف الأضلاع، فإن ذلك لا يهدر المواد والعمالة فحسب، بل قد يؤدي أيضًا إلى تأخير تسليم المشروع.
لم تنجح تقنيات القولبة بالحقن التقليدية في معالجة العيوب السطحية الناتجة عن انكماش التبريد في المناطق ذات الجدران السميكة للمكونات الهيكلية الكبيرة التي يزيد سمك جدارها عن 8 مم.
ستوضح هذه المقالة من خلال الأمثلة الصناعية الفعلية كيف يزيل قولبة الحقن بمساعدة الغاز علامات الانكماش بشكل كامل عن طريق الحفاظ على ضغط الغاز الداخلي طوال العملية وسوف تدرس المزايا المالية والتشغيلية لهذه التقنية.
ملخص الإجابة الأساسية
| مشكلة | حل | المزايا الرئيسية |
| كيف تظهر علامات الانكماش؟ | تسخن المنطقة الأكثر سمكًا في الجزء وتبرد بشكل أبطأ، لذلك يؤدي الانكماش الفراغي إلى إحداث فجوات سطحية أو علامات انكماش. | إن الضغط لفترة طويلة باستخدام الضغط التقليدي لن يكون قادرًا على نقل أو تطبيق الضغط على مركز الجزء الأكثر سمكًا . |
| كيف يعمل؟ | يتأين غاز النيتروجين أولاً ثم يخترق قلب الذوبان الذي يضخ ضغطًا ثابتًا يحافظ على الضغط. | يتخلص من علامات الانكماش المقابلة للأضلاع وبالتالي يعطي نعومة للسطح تصل إلى 0.1 ملم. |
| كيف يمكن مقارنة الأسعار؟ | سيكون هناك المزيد من الاستثمار الأولي في المعدات المدعومة بالغاز، لكنه سيقلل بشكل كبير من تكاليف المواد الخام ودورة التشكيل. | في المجمل، ستنخفض تكلفة الوحدة بنسبة 15%-30%، في حين أن توفير المواد سيكون حوالي 20%-50%. |
| أين يمكن استخدام التكنولوجيا؟ | إلى جانب علب المعدات الصناعية الكبيرة، فهو مناسب جدًا للمكونات الهيكلية ذات الجدران السميكة والأجزاء ذات الأضلاع الكثيرة. | ومن الأمثلة القليلة على ذلك مبيتات خزانة التحكم، وأغطية المعدات الثقيلة، والمقابض الصناعية. |
الوجبات السريعة الرئيسية
- تحسن كبير في جودة السطح: يمكن لقولبة الحقن بمساعدة الغاز أن تسطح السطح إلى 0.03 مم وتزيل الخدوش المقابلة للأضلاع تمامًا.
- توحيد التكلفة والكفاءة: يمكن للأجزاء والهياكل المجوفة تقليل استخدام المواد الخام بنسبة 20%-50% مع تقليل وقت دورة القولبة بالحقن بنسبة 30%-50%، وبالتالي خفض التكاليف الإجمالية.
- خاصية هيكلية أفضل: تؤدي إزالة نقاط تركيز الضغط الداخلي إلى مقاومة أفضل بنسبة تزيد عن 40% للاعوجاج حقن صب أجزاء كبيرة .
لماذا تختار قوالب حقن مساعدة الغاز؟ تجربة العالم الحقيقي من JS Precision
تتضمن المشكلات الرئيسية التي تواجهك في مشاريع القولبة بالحقن ذات الجدران السميكة الكبيرة عيوب إعادة العمل وتجاوز تكاليف المشروع وعدم المواعيد النهائية للتسليم والتي كنا نعالجها منذ 15 عامًا.
توفر JS Precision خدمات صب الحقن الدقيقة من خلال خبرتها الممتدة على مدار 15 عامًا والتي مكنت الشركة من إنتاج أكثر من 300000 قطعة دقيقة لأكثر من 1000 عميل دولي . تحقق مشاريع القولبة بالحقن بمساعدة الغاز لدينا معدل تسليم يصل إلى 99.2% في الوقت المحدد، مما يخفف بشكل فعال من مخاطر التسليم بالنسبة لك.
تتخصص شركتنا في قولبة الأجزاء الكبيرة بالحقن بينما نقوم بحل العديد من التحديات التي تسبب علامات الانكماش والالتواء في المكونات الكبيرة ذات الجدران السميكة.
نحن نقدم دعمًا كاملاً من خلال تحليل DFM المجاني ومحاكاة تدفق القالب والدعم الهندسي على مدار الساعة مما يساعدك على منع مشاكل الإنتاج مع توفير الوقت والمال من خلال تخفيض نفقات الاختبار التي قد تؤدي إلى إعادة العمل المكلفة من العيوب.
تغطي دراسات الحالة العملية لدينا خزائن التحكم الصناعية والأجزاء الداخلية الكبيرة للسيارات والمزيد. تساعد شركتنا العملاء على تقليل معدلات الخردة الخاصة بهم من 35% إلى الصفر تقريبًا بينما نقوم بتقليل تكاليف الوحدة الخاصة بهم بنسبة 30% لتحقيق كفاءة إنتاج أفضل وأداء تسليم لعملياتهم.
نحن نوفر تحكمًا كاملاً في العملية بدءًا من تصميم القالب وحتى تسليم المنتج لأننا نمتلكه ISO9001:2015 وشهادات ISO13485.
تنتج عمليتنا أجزاء قولبة بالحقن بمساعدة الغاز تلبي متطلبات الدقة بينما ندعمك خلال جميع المراحل بدءًا من النماذج الأولية وحتى الإنتاج الضخم ، مما يقلل من وقتك وجهدك وتكاليفك.
قم بتنزيل المستند التعريفي التمهيدي الخاص بالقولبة بالحقن بمساعدة الغاز لإتقان نقاط التطبيق الأساسية وتقنيات التصميم الخاصة بالقولبة بالحقن بمساعدة الغاز بسرعة.
لماذا تعاني قوالب الحقن التقليدية من علامات الغرق في قوالب الحقن ذات الأجزاء الكبيرة؟
تبدأ عملية التبريد في قوالب حقن الأجزاء الكبيرة التقليدية من المركز ذو الجدران السميكة، والذي يبرد بمعدل أبطأ من أي جزء آخر، وبالتالي خلق الظروف التي تؤدي إلى الانكماش الفراغي.
تبدأ العملية بضغط احتجاز خارجي يبدأ في الانخفاض مع انتقال المواد عبر مسار التدفق، مما يؤدي إلى ملء فجوة الانكماش بشكل غير مرض، مما يتسبب في حدوث هدر الإنتاج وتأخير الشحن.
تأثير انكماش الفراغ في المناطق ذات الجدران السميكة
يُظهر الذوبان المركزي معدل تبريد يحدث بنصف سرعة تبريد السطح عندما يتجاوز سمك جدار الجزء 4 مم -5 مم. قوة الفراغ الناتجة عن الانكماش تسحب السطح، وتشكل انخفاضًا يتراوح بين 0.2 مم إلى 0.5 مم. تفشل الإصلاحات الخارجية في إزالة هذا النوع من الخلل من الكائن.
الحدود الفيزيائية لتحمل الضغط وتعويض الانكماش
توفر الطريقة التقليدية للاحتفاظ بالضغط التحكم في الضغط في منطقة البوابة فقط، مما يقلل من فعاليتها عبر مسار التدفق بأكمله.
لا يمكن للنظام نقل القوة إلى القواعد الأضلاع الموجودة على مسافة من البوابة، في حين أن الضغط الزائد يخلق إجهادًا داخليًا يؤدي إلى تشوه جزئي يتجاوز 0.5 مم ويقلل من دقة التجميع.
مبدأ صب الحقن بمساعدة الغاز
يخلق قولبة الحقن بمساعدة الغاز مسارًا للحفاظ على الضغط يستخدمه النيتروجين للتحرك خلال الذوبان، مما يمكّن النظام من نقل الضغط عبر مكوناته. الحل يلبي متطلبات معيار SPI 101 ويوفر حلاً دقيقًا لمشكلة علامة الانكماش لديك .
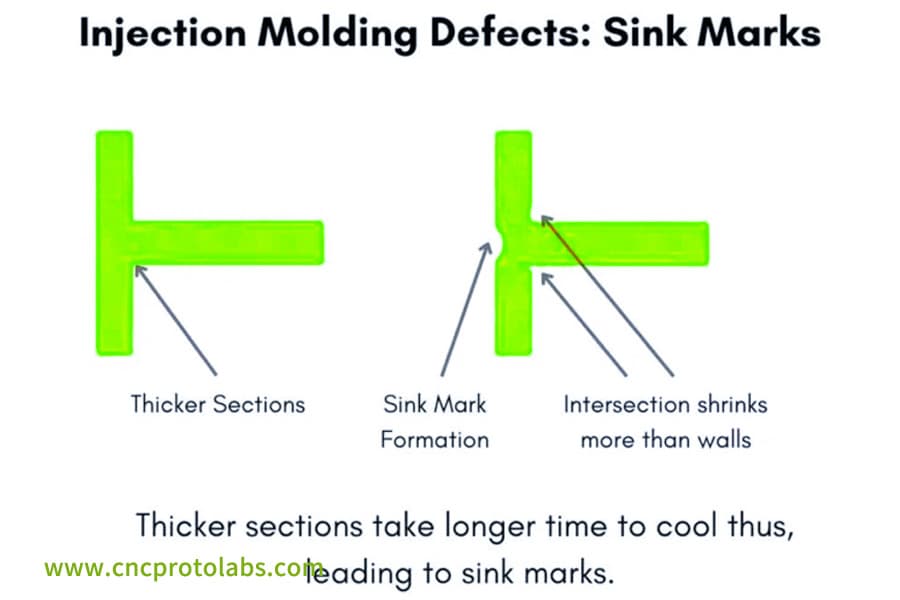
الشكل 1: رسم تخطيطي يوضح كيفية تشكل علامات الحوض في المقاطع الأكثر سمكًا للجزء البلاستيكي أثناء عملية القولبة بالحقن التقليدية، مع وجود ملصقات تسلط الضوء على التبريد والانكماش غير المتساويين.
كيف تعمل عملية حقن الغاز بمساعدة الغاز على إزالة علامات الحوض في المقاطع السميكة؟
تستخدم عملية قولبة الحقن بمساعدة الغاز حقن غاز النيتروجين عالي الضغط لإنشاء مساحة مجوفة داخل المادة المنصهرة والتي عادةً ما يتم ملؤها بمادة صلبة.
يمنع الضغط الداخلي الدائم للنظام الانكماش من خلق تأثير فراغ يؤدي إلى عيوب سطحية في منتجك.
اختراق النيتروجين: البنية المجوفة تحل محل الحشوة الصلبة
بعد أن يملأ المصهور 70%-95% من تجويف القالب، يخترق غاز النيتروجين عالي الضغط (20-30MPa) مركز المصهور، ويدفعه نحو جدار القالب. تنتج هذه الطريقة سمكًا متساويًا للجدار في جميع أنحاء المنتج مع منع الانكماش والانخفاضات التي تحدث عادةً في المقاطع ذات الجدران السميكة.
ضغط داخلي ثابت، الجدار الخارجي على اتصال وثيق مع تجويف القالب
يخلق غاز النيتروجين ضغطًا داخليًا ثابتًا يحافظ على الجزء الخارجي من المكون قريبًا من سطح القالب الفولاذي أثناء التبريد عندما تظل الفجوة أقل من 0.02 مم.
تمنع هذه التقنية ظهور علامات الانكماش على الجانب المقابل للضلع، مما يؤدي إلى قياس تسطيح السطح بمقدار 0.1 مم والذي يفي بمعايير المظهر من الدرجة الأولى الخاصة بك.
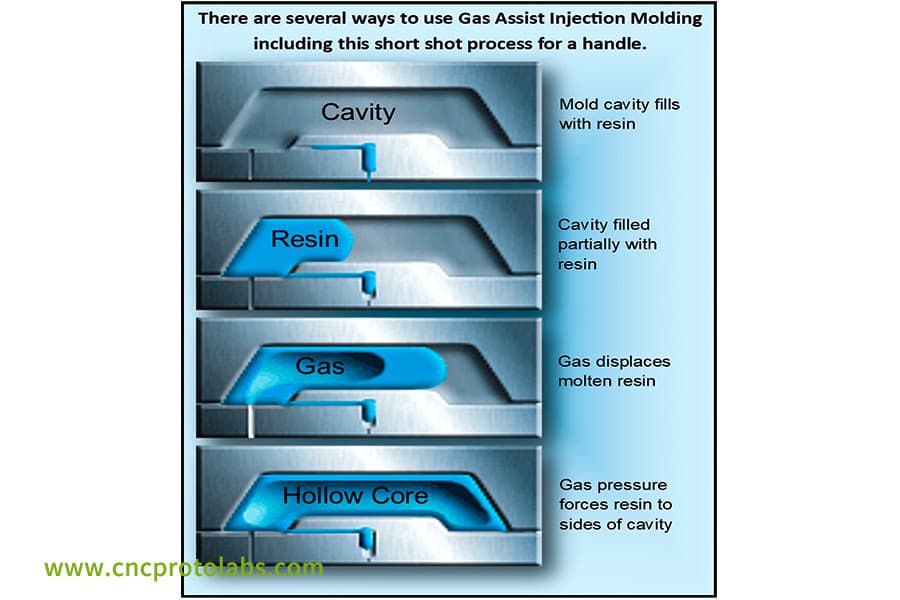
الشكل 2: رسم تخطيطي من أربع خطوات يوضح عملية اللقطة القصيرة بمساعدة الغاز لقولبة المقبض، حيث يزيح الغاز الراتنج المنصهر ليشكل قلبًا مجوفًا ويمنع علامات الغرق.
ما هي قواعد التصميم الحاسمة لقولبة الحقن للأجزاء الكبيرة بمساعدة الغاز؟
ال صب حقن أجزاء كبيرة اعتماد التكنولوجيا المدعومة بالغاز، والتي تحتاج إلى اتباع ثلاث قواعد: تدرج سمك الجدار، وأولوية قناة الغاز، وتوسيط البوابة، لمساعدتك على تقليل تكاليف تعديل القالب وتحسين كفاءة الإنتاج.
قواعد التصميم الانتقالي لسمك الجدار
يجب أن يكون تغير سمك الجدار من قناة الغاز إلى المنطقة ذات الجدران الرقيقة 1.5:1. سوف تزيد تكاليف الخردة الخاصة بك لأن الغاز سوف ينفجر عبر الجدار الرقيق مما يؤدي إلى حدوث ثقوب عندما تتجاوز هذه النسبة.
قواعد اتصال قناة الغاز
التأكد من وجود شبكة مستمرة في المنطقة المملوءة بالغاز. يجب أن يستخدم شكل المقطع العرضي للقناة المفضل تصميمات دائرية أو على شكل دمعة. سوف يتجاوز ضغط الغاز 15 بار عند الزوايا الحادة مما يؤدي إلى فقدان ضغط الغاز اللازم لتحمل تأثيرات الضغط.
قواعد تخطيط البوابة وإبرة الهواء
يجب ترتيب البوابة وإبرة الهواء على نفس الجانب، بحيث يتوافق اتجاه اختراق الغاز مع تدفق الذوبان. تتيح هذه العملية للغاز اختراق ما لا يقل عن 700 مم مع الحفاظ على فقدان الضغط أقل من 8% مما يؤدي إلى نتائج قولبة موثوقة.
| معلمات التصميم | القيم القياسية | عتبات المخاطر | القيم المثلى | السيناريوهات القابلة للتطبيق | فقدان الضغط |
| نسبة انتقال سمك الجدار | .51.5:1 | > 2:1 | 1.2:1 | المكونات الهيكلية الكبيرة | <10 بار |
| المقطع العرضي لقناة الغاز | دائرية/دمعة | ركن الزاوية الحادة | دائري | مكونات ذات جدران سميكة | <8 بار |
| تخطيط إبرة البوابة | نفس الجانب، نفس الاتجاه | الجانب المقابل، الاتجاه المعاكس | المركز، نفس الجانب | مكونات طويلة جدًا | <5% |
| طول اختراق الغاز | ≥700 ملم | > 800 ملم | 600 ملم | مبيت خزانة التحكم | <8% |
| حجم التعبئة الذائبة | 70%-95% | <70%/>95% | 78% | مكونات الضلع سميكة الجدران | لا ثقب |
- ملاحظة: يعمل هذا الجدول كنسخة مختصرة من المعلمات الأساسية لقولبة الحقن بمساعدة الغاز للأجزاء الكبيرة. يمكن أن يكون بمثابة دليل تصميم مباشر للمساعدة في منع عيوب الإنتاج بسبب المعلمات غير الصحيحة.
عند تصميم أجزاء من قالب الحقن، كيف يتم تخطيط قنوات الغاز لإزالة العيوب؟
عند تصميم أجزاء من مجرى الهواء في قالب الحقن، يجب ترتيبها في منطقة الجدار الأكثر سمكًا للجزء، وفقًا لمبدأ تقليل مسار مقاومة الغاز، لمساعدتك تحسين حياة القالب ومعدل تأهيل الإنتاج.
موقع قناة الغاز وتصميم الحجم
يجب أن تكون قنوات الغاز موجودة في الجزء الأكثر سمكًا من الجدار، بقطر يتراوح بين 50%-70% من سمك الجدار الرئيسي . يجب أن يتراوح قطر قناة الغاز بين 4 مم و5.6 مم لسمك الجدار الرئيسي 8 مم.
تعمل هذه الطريقة على إنشاء تدفق غاز يمكن الاعتماد عليه مع منع تكون الجيوب الهوائية والثقوب.
اختيار شكل المقطع العرضي لقناة الغاز
تتمتع قنوات الغاز ذات المقطع العرضي الدائري بأقل قدر من فقدان الضغط وهي مفضلة. يجب استخدام شكل الدمعة عندما يتطلب الهيكل ذلك، مع نصف قطر انحناء يجب أن يكون 1.5 مم على الأقل لأن هذا يمنع تشقق قناة الغاز مما يقلل من وقت تشغيل القالب.
تصميم ختم نهاية قناة الغاز
تحتاج قناة الغاز إلى منطقة إغلاق ذات جدران رقيقة تتراوح من 0.5 مم إلى 1 مم عند نقطة النهاية للسماح للغاز الطبيعي بالخروج بعد صيانة الضغط، مما يساعد على التخلص من عيوب الجيب الهوائي وتقليل مواد النفايات.
| معلمات مجرى الهواء | سمك الجدار الرئيسي 8 ملم | سمك الجدار الرئيسي 10 ملم | سمك الجدار الرئيسي 12 ملم | شكل مقطعي | سمك الختم النهائي |
| قطر مجرى الهواء | 4 مم - 5.6 مم | 5 مم -7 مم | 6 مللي متر-8.4 مللي متر | دائري | 0.5 ملم |
| فقدان الضغط | <6 بار | <7 بار | <8 بار | دمعة | 0.8 ملم |
| عمق الاختراق | 600 ملم | 650 ملم | 700 ملم | دائري | 1 ملم |
| تأثير الختم | ممتاز | ممتاز | جيد | دمعة | 0.6 ملم |
| خطر الخلل | قليل | قليل | واسطة | دائري | منخفض جدًا |
- ملاحظة: البيانات الواردة في هذا الجدول مستمدة من 15 عامًا من التصميم المستمر لأجزاء من قالب الحقن بدقة JS ويمكن تطبيقها مباشرة لتصميم مجرى الهواء لتحسين كفاءة التصميم.
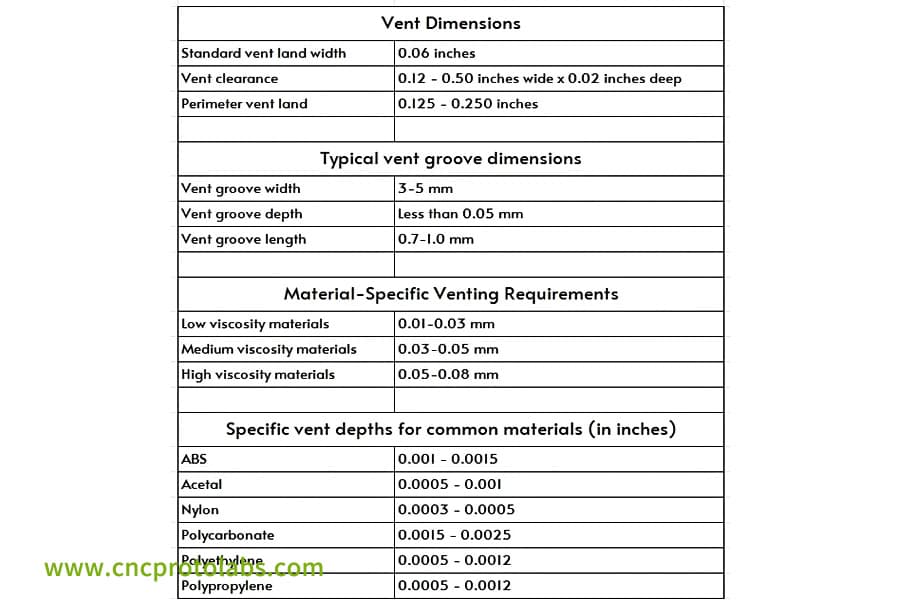
الشكل 3: مخطط تفصيلي يسرد أبعاد أخدود التنفيس النموذجي (العرض والعمق والطول) ومتطلبات التنفيس الخاصة بالمواد لقوالب حقن مساعدة الغاز.
لماذا من الضروري التحول إلى مساعدة الغاز لحقن صب الأجزاء الكبيرة لتقليل الضغط الداخلي؟
تستبدل العملية المدعومة بالغاز ضغط التثبيت الخارجي العالي بأجزاء كبيرة من القالب بالحقن، والتي يمكن أن تقلل الضغط الداخلي بنسبة 40% -60%، وحل مشكلة الالتواء بشكل أساسي، وتحسين معدل تأهيل المنتج وعمر الخدمة.
التبريد الموحد وتوزيع الإجهاد
يقوم الغاز بدفع البوليمر السائل نحو سطح القالب، مما يؤدي إلى سمك ثابت في جميع أنحاء المنتج النهائي. ينخفض فرق معدل التبريد من 50% إلى أقل من 10% مما يؤدي إلى انخفاض الضغط المتبقي وتقليل خطر التواء الأجزاء.
القضاء على الآثار الجانبية للضغط العالي
تحتاج العملية التقليدية إلى ضغط تثبيت يتراوح من 80 إلى 120 ميجا باسكال مما يخلق إجهاد القص يتسبب في تشوه الأجزاء . تتطلب عملية القولبة بمساعدة الغاز ضغطًا ثابتًا يتراوح بين 20 و30 ميجا باسكال مما يؤدي إلى تقليل الالتواء بين 0.5 مم و1.2 مم مع تحسين دقة التجميع.
تحسين الاستقرار على المدى الطويل
يؤدي تقليل الضغط الداخلي إلى تجربة الأجزاء لمعدل تغير الأبعاد خلال اختبارات التقادم الحراري الرطب عند 85 درجة مئوية/85% رطوبة نسبية، حيث ينخفض من 0.8% إلى أقل من 0.2% مما يؤدي إلى إطالة عمر المنتج وانخفاض نفقات ما بعد البيع.
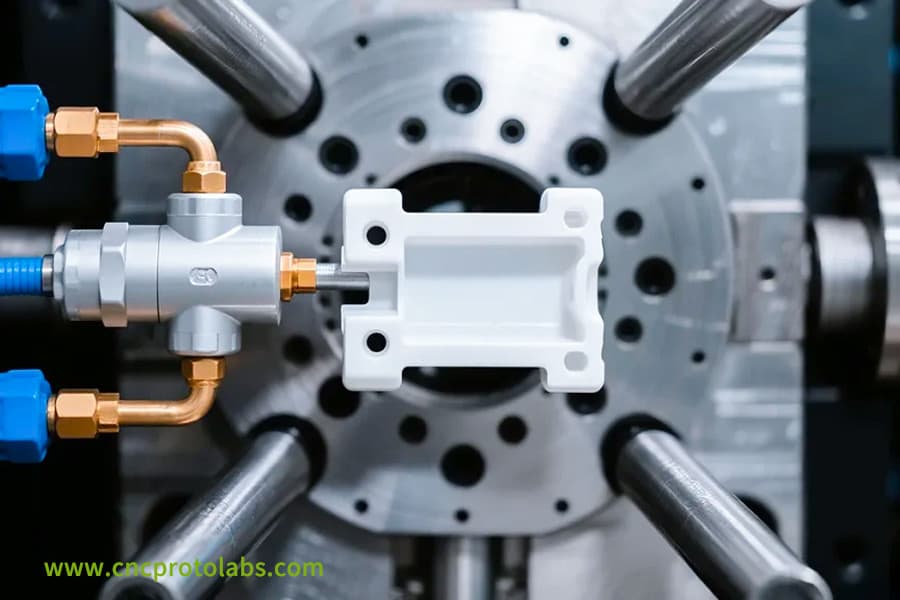
الشكل 4: منظر عن قرب لعملية قولبة حقن مساعدة الغاز أثناء العمل، مع تشكيل جزء من البلاستيك الأبيض داخل قالب معدني مجهز بخطوط توصيل الغاز.
كيف يتم مقارنة تكلفة صب الحقن المخصصة: مساعدة الغاز مقابل. صب الصلبة؟
يتراوح الاستثمار الأولي للمعدات المدعومة بالغاز من 8000 دولار أمريكي إلى 20000 دولار أمريكي، ولكن هذه المعدات يمكن أن تقلل النفقات التشغيلية بنسبة 15% إلى 25%، مما يسمح للشركات باسترداد نفقاتها في غضون 3 إلى 6 أشهر.
نحن نقدم المساعدة لمساعدتك في الحفاظ على التحكم الدقيق في إجمالي نفقاتك طوال مدة المشروع بأكملها.
وفورات في تكاليف المواد الخام
إن استخدام الغاز كبديل لمواد بلاستيكية معينة يمكّن الشركات من تحقيق وفورات في المواد الخام تتراوح بين 20% و50% عند تصنيع مكونات كبيرة يتجاوز وزنها 1 كيلوجرام.
سيؤدي إنتاج 50000 قطعة بوزن 3.5 كجم لكل منها إلى توفير إجمالي في التكلفة يتراوح بين 35000 دولار أمريكي و87500 دولار أمريكي.
دورة صب وتكاليف الطاقة
تعمل عملية التخفيف بمساعدة الغاز على تقليل سماكة الجدار بينما تقلل مدة التبريد بأكثر من 75% كما أنها تقلل كلاً من آلة صب الحقن متطلبات قوة التثبيت واحتياجات الطاقة مما أدى إلى تحسينات كبيرة في كفاءة الإنتاج.
عمر القالب وتكاليف الصيانة
تحتاج عملية مساعدة الغاز إلى قوة تثبيت أقل بنسبة 30% إلى 50% مما يؤدي إلى زيادة بنسبة 20% إلى 30% في عمر القالب بسبب انخفاض الحد الأقصى لضغط القالب . تتطلب العملية الآن عددًا أقل من مهام الصيانة مما يؤدي إلى انخفاض تكاليف صيانة معدات القوالب الخاصة بك.
| عنصر التكلفة | صب حقن الصلبة | صب حقن مساعدة الغاز | نسبة الادخار | التوفير السنوي (50,000 قطعة) |
| تكلفة المواد الخام | 8.4 دولار أمريكي/وحدة | 5.95 دولار أمريكي/الوحدة | 29.2% | 122,500 دولار أمريكي 3-6 أشهر |
| دورة صب | 140 ثانية/قطعة | 78 ثانية/قطعة | 44.3% | زيادة الطاقة الإنتاجية بنسبة 44% |
| تكلفة العفن | 50,000 دولار أمريكي | 55.000-60.000 دولار أمريكي | +10%-20% | تمديد الحياة 25% |
| تكلفة الطاقة | 0.3 دولار أمريكي/المنتج | 0.12 دولار أمريكي/المنتج | 60% | 9000 دولار أمريكي |
| تكلفة الخردة | 2.1 دولار أمريكي/قطعة | 0.05 دولار أمريكي/قطعة | 97.6% | 102,500 دولار أمريكي |
- ملحوظة: تعتمد بيانات الجدول على حسابات المشروع الفعلية بواسطة JS Precision، وتعكس بدقة الفرق في تكلفة قولبة الحقن المخصصة، ويمكن استخدامها كمرجع لحساب التكلفة.
الحصول على اقتباس مفصل من الخاص بك تكلفة صب الحقن المخصصة وحساب تكلفة التكلفة للعملية المدعومة بالغاز بدقة.
دراسة حالة لدقة JS: قالب الحقن بمساعدة الغاز يحقق صفرًا من العيوب في هيكل خزانة التحكم الصناعي
الشركة المصنعة للمعدات الصناعية طلبت خدماتنا لإنشاء هيكل خزانة التحكم بأبعاد 800mm×600mm×200mm. يبلغ قياس الجدار الرئيسي 8 مم في الأعلى والذي يحتوي على أضلاع تقوية بقطر 15 مم منتشرة على كامل سطحه.
أنتجت العملية التقليدية عيوب الانكماش التي تسببت في تحول 35% من المواد إلى نفايات مما أدى إلى تأخير جدول التسليم.
حل:
1. اختيار العملية:
أصبحت عملية القولبة بالحقن بمساعدة الغاز هي الحل الرئيسي لدينا لأننا كنا بحاجة إلى الجمع بين كل من مكونات الجدار السميك والأجزاء ذات الأضلاع العالية لتوفير الحماية الكاملة ضد عيوب الانكماش وفقًا لخبرتنا البالغة 15 عامًا في مشاريع القولبة بالحقن الضخمة والتي ساعدتنا في عدم تقديم أي اختبارات تجريبية خطيرة.
2. تحسين القالب:
إعادة تصميم شبكة مجرى الهواء أجزاء من قالب الحقن ، مع التركيز على تحسين اتجاه مجرى الهواء لضمان اختراق الغاز بشكل مستقر إلى التجويف وتجنب الضغط المحلي غير المتكافئ.
3. إعداد المعلمة:
بناءً على نتائج تحليل تدفق القالب، تم تمديد مسار اختراق النيتروجين إلى 720 مم، وتم ضبط ضغط احتجاز الغاز بدقة على 28MPa (مناسب لسمك الجدار الرئيسي 8 مم)، وتم التحكم في كمية ملء الذوبان بنسبة 78٪ ، مما يوازن تأثير ضغط الإمساك وكفاءة التشكيل.
4. تعديل البوابة:
تحتاج البوابة إلى التحرك إلى منطقة مركز القشرة لأن هذا الوضع يتيح توزيع الغاز في جميع أنحاء التجويف مع الحفاظ على الضغط بين البوابة والمناطق البعيدة.
النتيجة النهائية:
1. جودة السطح:
تم القضاء على علامات الانكماش السطحي بالكامل. درجة تسطيح السطح هي 0.03 مم، وقد اجتاز العملاء 100% من فحوصات المظهر ، مما يعالج مشكلات التسليم بشكل كامل.
2. كفاءة التكلفة:
تم تخفيض وزن الجزء الواحد من 2.4 كجم إلى 1.7 كجم، وهو ما يعني توفير المواد بنسبة 29.2%، إلى جانب ذلك، تم تقليل دورة التشكيل من 140 ثانية إلى 78 ثانية، وتمت زيادة القدرة الإنتاجية السنوية بنسبة 44% ، وكان هناك انخفاض كبير في التكلفة.
3. الأداء الهيكلي:
وقد تم تعزيز صلابة الهيكل المنحني بنسبة 18%، كما تم إخضاعه لـ 5000 ساعة من الاهتزاز الشديد واختبارات الدورة الساخنة والباردة التي تتراوح من -30 درجة مئوية إلى 80 درجة مئوية دون أي علامات للتشقق أو الاعوجاج.
4. القيمة الإجمالية:
نحن نقدم خدمات القولبة بالحقن التي تساعد العملاء في تحديد نقاط الضعف الرئيسية، وتحقيق تحسينات ثلاثية في الجودة والتكلفة والكفاءة، وتعويض خسائر التسليم.
أرسل متطلبات مشروعك، وسنقوم بتخصيص مساعدة الغاز الحصرية حقن صب الإنتاج الضخم التخطيط لك وتكرار التجربة الناجحة للحالة.
هل مساعدة الغاز مناسبة تمامًا لعلامات الغرق ومشكلات الاعوجاج في مشروعك؟
إذا كان أطول قياس مادي لمشروعك أكثر من 300 مم، أو كان سمك جدار أحد الأجزاء أكثر من 6 مم، فيمكن القولبة بالحقن بمساعدة الغاز سيكون مناسبًا تمامًا لهذا الموقف لأنه لن يكون قادرًا على إصلاح الانكماش والالتواء فحسب، بل سيقلل أيضًا من مخاطر الإنتاج ويساعدك على تحقيق منتجات أكثر تنافسية.
قائمة مراجعة التقييم السريع
- هل يحتوي الجزء على مساحة سمك الجدار أكثر من 5 مم؟
- هل هناك أي أضلاع عالية (ارتفاع الضلع أكبر من 3 أضعاف سمك الجدار)؟
- هل متطلبات التسطيح هي في حدود 0.1 ملم لأسطح الفئة أ؟
- هل ترغب في تقليل تكلفة الوحدة بأكثر من 15%؟
- هل يتجاوز البعد الأطول للجزء 400 مم؟
الدعم الفني من JS Precision
كمحترف خدمات صب الحقن كمزود خدمة، نحن نقدم تقييمًا فنيًا مجانيًا وتحليل تدفق القالب لإجراء حساب دقيق لجدوى وفعالية التكلفة لعمليات قولبة الحقن بمساعدة الغاز، مما يضمن معدل نجاح مشروعك طوال العملية ويساعدك على تجنب الانعطافات.
ما عليك سوى استشارة مهندسينا لإكمال تقييم جدوى عملية المشروع بسرعة وتحديد ما إذا كانت العملية المدعومة بالغاز مناسبة لاحتياجاتك.
الأسئلة الشائعة
س 1: هل يمكن استخدام قولبة الحقن بمساعدة الغاز لأي مادة بلاستيكية؟
بشكل عام، تعمل عملية القولبة بالحقن بمساعدة الغاز بشكل جيد مع المواد البلاستيكية البلورية مثل PP PE ABS والنايلون. هناك بعض الحالات الخاصة مع بعض المواد البلاستيكية الهندسية التي تتطلب إجراء اختبارات شاملة قبل الحصول على الضوء الأخضر. يمكننا مساعدتك في معرفة ما إذا كانت المواد الخاصة بك مناسبة عن طريق إجراء اختبارات مجانية.
س2: هل تؤدي عملية مساعدة الغاز إلى ارتفاع تكاليف القالب؟
نظرًا لأن مساعدة الغاز تتطلب مكونات إضافية مثل إبر الغاز والبوابات الخاصة، فإن تكلفة القالب سترتفع بنسبة 10%-20% على الأقل . من ناحية أخرى، عندما يتم أخذ استخدام المواد وتوفير النفايات في الاعتبار، يتم تخفيض تكلفة قولبة الحقن المخصصة.
س3: ما هو أقصى طول يمكن أن يخترقه الغاز؟
إذا تم تنفيذ العملية المدعومة بالغاز بشكل صحيح، فقد تم إثبات اختراق الغاز بأطوال تتجاوز 2 متر. يمكن لمثل هذه العمليات أن تغطي إنتاج مختلف الأجزاء الهيكلية الصناعية الكبيرة جدًا وتكون مناسبة لجميع سيناريوهات قولبة الأجزاء الكبيرة بالحقن.
س4: كيف أعرف أن قناة الغاز مغلقة بشكل صحيح؟
مزيج من التحكم في ملء الذوبان بنسبة 70%-95% من حجم تجويف القالب وسطح تقسيم القالب المصمم بشكل مناسب يمكن أن يؤدي إلى إغلاق قناة الغاز على المدى الطويل، وهو جانب رئيسي في تصميم القالب.
س 5: ما هو معدل إنتاج قولبة الحقن بمساعدة الغاز؟
إذا تم تصميم القالب بشكل جيد وتم ضبط المعلمات بشكل صحيح، فإن معدل إنتاج قولبة الحقن بمساعدة الغاز قد يصل إلى 98%-99. 5%، وهو أعلى بكثير من قوالب حقن الجدران السميكة التقليدية وسيخفض تكاليف الخردة بشكل فعال.
س 6: إلى أي مدى يمكن لعملية بمساعدة الغاز تقصير دورة التشكيل؟
وقت التبريد بمساعدة الغاز أقصر بنسبة 30%-60% من صب الحقن الصلب، ودورة التشكيل الشاملة أقصر بنسبة 20%-40% . هذه الطريقة مناسبة جدًا للإنتاج الضخم على نطاق واسع لأجزاء كبيرة من قوالب الحقن.
س7: ما هو سمك الجدار الذي يوصى باستخدام مساعد الغاز فيه؟
يجب أخذ صب الحقن بمساعدة الغاز بعين الاعتبار عندما يكون الحد الأقصى لسماكة جدار الجزء أكثر من 4 مم، أو عندما تكون هناك أضلاع يزيد عرضها عن 6 مم. يمكن أن تساعدك هذه الطريقة بشكل فعال في تجنب العيوب مثل علامات الانكماش والالتواء.
س8: هل يمكن دعم القوالب متعددة التجاويف بالغاز؟
يمكن بالفعل أن تكون القوالب متعددة التجاويف مدعومة بالغاز. يجب توفير إبرة هواء مستقلة وهيكل للتحكم في التدفق لكل تجويف لضمان اتساق الإنتاج. حلول التصميم الاحترافية تحت تصرفكم.
ملخص
يعد قولبة الحقن بمساعدة الغاز طريقة مثالية لمعالجة مشكلات علامات الانكماش والتواء قوالب الحقن ذات الأجزاء الكبيرة. إنه ليس استثمارًا بتكلفة إضافية، ولكنه استثمار تكنولوجي يمكن أن يقدم لك الكثير من الفوائد.
يمكن لخدمات قولبة الحقن الاحترافية جنبًا إلى جنب مع العمليات المدعومة بالغاز الناضج أن تحقق تحسينات ثلاثية في جودة السطح والتحكم في التكلفة والأداء الهيكلي للأجزاء الكبيرة من قولبة الحقن.
وفي الوقت نفسه، يمكن تحسين تكلفة صب الحقن المخصصة بشكل معقول لجعل الإنتاج الضخم أكثر تنافسية.
هل مازلت تعاني من علامات الانكماش أو التواء أغلفة معداتك الصناعية؟ تواصل مع فريقنا الهندسي على الفور، أرسل رسوماتك ثلاثية الأبعاد ، واحصل على تقرير تحليل جدوى قولبة الحقن بمساعدة الغاز مجانًا ونتائج تحليل تدفق القالب. سنساعدك على حل جميع مشكلات الإنتاج بسرعة.

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات JS الدقيقة ، لا توجد أي تعهدات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة JS Precision Network. إنها مسؤولية المشتري تتطلب اقتباس أجزاء تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
فريق الدقة JS
JS Precision هي شركة رائدة في الصناعة ، التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن , ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. يختار الدقة شبيبة وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.cncprotolabs.com
الموارد

