

Gasunterstütztes Spritzgießen fungiert als wirksame Methode zur Beseitigung von Oberflächendefekten dickwandiger industrieller Spritzgussteile und dient gleichzeitig als grundlegende Technologie für die Bereitstellung hochwertiger Spritzgussdienstleistungen.
Wenn Sie Zehntausende von Dollar in die Entwicklung einer Schalenform für große Industrieanlagen investieren und das Endprodukt aufgrund von Schrumpfungsspuren hinter den Rippen zu Ausschuss wird, verschwendet das nicht nur Material und Arbeit, sondern kann auch zu Verzögerungen bei der Projektlieferung führen.
Herkömmliche Spritzgusstechniken konnten Oberflächendefekte, die durch Kühlschrumpfung in dickwandigen Bereichen großer Strukturbauteile mit Wandstärken über 8 mm entstehen, noch nie erfolgreich beseitigen.
In diesem Artikel wird anhand realer Industriebeispiele gezeigt, wie das gasunterstützte Spritzgießen Schrumpfungsspuren vollständig entfernt, indem der interne Gasdruck während des gesamten Prozesses aufrechterhalten wird, und es werden die finanziellen und betrieblichen Vorteile dieser Technik untersucht.
Zusammenfassung der Kernantwort
| Problem | Lösung | Hauptvorteile |
| Wie entstehen Schwundstellen? | Der dickste Bereich eines Teils erwärmt und kühlt am langsamsten ab, sodass die Vakuumschrumpfung zu Eindrücken oder Schrumpfspuren auf der Oberfläche führt. | Durch langes Halten des Drucks mit herkömmlicher Druckhaltung ist es nicht möglich, Druck auf die Mitte des dicksten Teils zu übertragen oder auszuüben. |
| Wie funktioniert es? | Stickstoffgas wird zunächst ionisiert und dringt dann in den Kern der Schmelze ein, der dort einen Haltedruck erzeugt. | Entfernt Schrumpfspuren gegenüber den Rippen und sorgt so für eine Oberflächenglätte von bis zu 0,1 mm. |
| Wie ist der Preisvergleich? | Es wird eine höhere Anfangsinvestition in gasunterstützte Ausrüstung erfordern, aber dadurch werden die Rohmaterial- und Formzykluskosten drastisch gesenkt. | Insgesamt werden die Stückkosten um 15–30 % sinken, während die Materialeinsparungen bei etwa 20–50 % liegen. |
| Wo kann die Technologie eingesetzt werden? | Neben großen Industrieanlagengehäusen eignet es sich hervorragend für dickwandige Strukturbauteile und Teile mit vielen Rippen. | Einige Beispiele sind Schaltschrankgehäuse, Abdeckungen für schwere Geräte und Industriegriffe. |
Wichtige Erkenntnisse
- Große Verbesserung der Oberflächenqualität: Gasunterstütztes Spritzgießen kann eine Oberfläche auf 0,03 mm glätten und Dellen gegenüber den Rippen vollständig beseitigen.
- Kosten und Effizienz vereinen sich: Hohlteile und Strukturen können den Rohstoffverbrauch um 20–50 % reduzieren und gleichzeitig die Spritzgusszykluszeit um 30–50 % verkürzen, wodurch die Gesamtkosten gesenkt werden.
- Bessere strukturelle Eigenschaften: Das Entfernen der internen Spannungskonzentrationspunkte führt zu einer um mehr als 40 % besseren Beständigkeit gegen Verformung Spritzgießen großer Teile .
Warum sollten Sie sich für gasunterstütztes Spritzgießen entscheiden? Praxisnahe Erfahrung von JS Precision
Zu Ihren Hauptproblemen bei großen Spritzgussprojekten mit dicken Wänden gehören die Nachbearbeitung von Mängeln, die Überschreitung der Projektkosten und die Nichteinhaltung von Lieferfristen, mit denen wir uns seit 15 Jahren befassen.
JS Precision bietet dank seiner 15-jährigen Erfahrung Präzisionsspritzgussdienstleistungen an, die es dem Unternehmen ermöglicht haben , mehr als 300.000 präzise Teile für über 1.000 internationale Kunden herzustellen . Unsere gasunterstützten Spritzgussprojekte erreichen eine termingerechte Lieferquote von 99,2 %, wodurch Lieferrisiken für Sie effektiv gemindert werden.
Unser Unternehmen ist auf das Spritzgießen großer Teile spezialisiert und löst zahlreiche Herausforderungen, die bei großen, dickwandigen Bauteilen zu Schrumpfungsspuren und Verzug führen.
Wir bieten umfassende Unterstützung durch kostenlose DFM-Analyse und Formflusssimulation sowie Ingenieurunterstützung rund um die Uhr, die Ihnen dabei hilft, Produktionsprobleme zu vermeiden und gleichzeitig Zeit und Geld durch reduzierte Testkosten zu sparen, die zu kostspieligen Nacharbeiten aufgrund von Mängeln geführt hätten.
Unsere praktischen Fallstudien umfassen industrielle Schaltschränke, große Automobil-Innenraumteile und mehr. Unser Unternehmen hilft seinen Kunden, ihre Ausschussquote von 35 % auf nahezu Null zu senken, während wir ihre Stückkosten um 30 % senken, um eine bessere Produktionseffizienz und Lieferleistung für ihre Betriebe zu erreichen.
Wir bieten die vollständige Kontrolle über den Prozess von der Formenkonstruktion bis zur Produktlieferung, da wir über diese verfügen ISO9001:2015 und ISO13485-Zertifizierungen.
Unser Verfahren produziert gasunterstützte Spritzgussteile, die Präzisionsanforderungen erfüllen, während wir Sie in allen Phasen vom Prototyping bis zur Massenproduktion unterstützen, was Ihren Zeit-, Arbeits- und Kostenaufwand reduziert.
Laden Sie unser Whitepaper zum gasunterstützten Spritzgießen herunter, um schnell die wichtigsten Anwendungspunkte und Designtechniken des gasunterstützten Spritzgießens zu erlernen.
Warum hat das herkömmliche Spritzgießen beim Spritzgießen großer Teile mit Einfallstellen zu kämpfen?
Der Kühlprozess beim traditionellen Spritzgießen großer Teile beginnt in der dickwandigen Mitte, die langsamer abkühlt als alle anderen Teile und so Bedingungen schafft, die zu einer Vakuumschrumpfung führen.
Der Prozess beginnt mit einem externen Haltedruck, der mit der Bewegung des Materials durch den Fließweg abnimmt, was zu einer unbefriedigenden Füllung der Schrumpflücke führt, was zu Produktionsausfällen und Lieferverzögerungen führt.
Vakuumschrumpfungseffekt in dickwandigen Bereichen
Die Abkühlungsgeschwindigkeit der zentralen Schmelze beträgt halb so schnell wie die Oberflächenabkühlung, wenn die Wandstärke des Teils 4–5 mm übersteigt. Die durch das Schrumpfen erzeugte Vakuumkraft zieht an der Oberfläche und bildet eine Vertiefung von 0,2 mm bis 0,5 mm. Bei externen Reparaturen gelingt es nicht, einen solchen Mangel am Objekt zu beseitigen.
Physikalische Grenzen der Druckhaltung und Schrumpfungskompensation
Die herkömmliche Methode der Druckhaltung bietet nur eine Druckkontrolle im Anschnittbereich, was ihre Wirksamkeit im gesamten Strömungsweg verringert.
Das System kann keine Kraft auf Rippenbasen übertragen, die sich in einiger Entfernung vom Anschnitt befinden, während übermäßiges Halten von Druck interne Spannungen erzeugt, die zu einer Verformung der Teile von mehr als 0,5 mm führen und die Montagegenauigkeit verringern.
Prinzip des gasunterstützten Spritzgießens
Gasunterstütztes Spritzgießen erzeugt einen Druckhalteweg, den Stickstoff nutzt, um sich durch die Schmelze zu bewegen, wodurch das System den Druck auf alle seine Komponenten übertragen kann. Die Lösung erfüllt die Anforderungen von SPI-Standard 101 und bietet eine präzise Lösung für Ihr Schrumpfmarkenproblem .
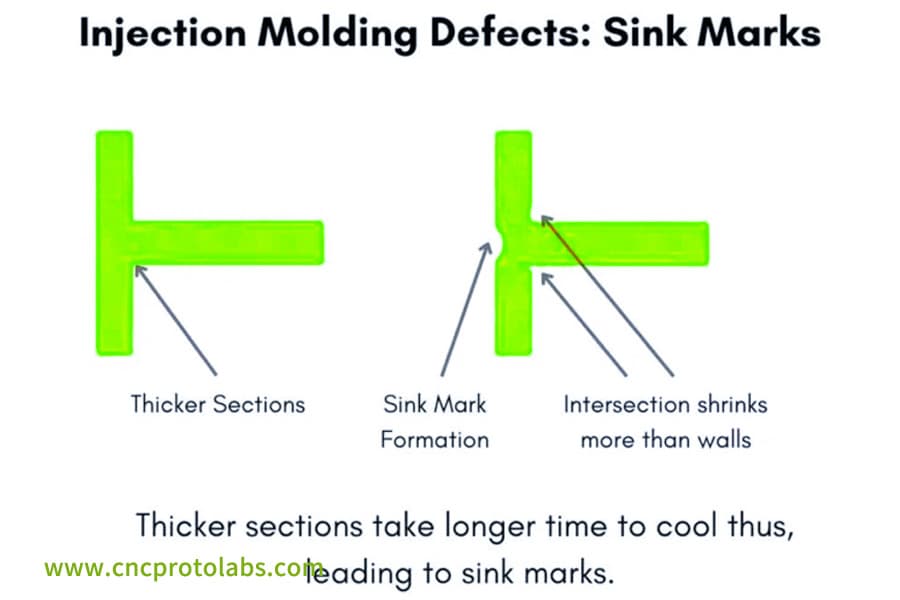
Abbildung 1: Ein Diagramm, das zeigt, wie sich beim herkömmlichen Spritzgießen Einfallstellen in dickeren Abschnitten eines Kunststoffteils bilden, mit Beschriftungen, die die ungleichmäßige Abkühlung und Schrumpfung hervorheben.
Wie beseitigt das gasunterstützte Spritzgießen Einfallstellen in dicken Abschnitten?
Der Prozess des gasunterstützten Spritzgießens verwendet Hochdruck-Stickstoffgasinjektion, um im geschmolzenen Material einen Hohlraum zu erzeugen, der normalerweise mit festem Material gefüllt wäre.
Der permanente Innendruck des Systems verhindert, dass durch Schrumpfung ein Vakuumeffekt entsteht, der zu Oberflächenfehlern an Ihrem Produkt führt.
Stickstoffdurchdringung: Hohlstruktur ersetzt feste Füllung
Nachdem die Schmelze 70–95 % des Formhohlraums gefüllt hat, dringt Hochdruck-Stickstoffgas (20–30 MPa) in die Mitte der Schmelze ein und drückt sie in Richtung Formwand. Diese Methode sorgt für eine gleichmäßige Wandstärke im gesamten Produkt und verhindert gleichzeitig Schrumpfung und Vertiefungen, die typischerweise in dickwandigen Abschnitten auftreten.
Konstanter Innendruck, Außenwand in engem Kontakt mit dem Formhohlraum
Stickstoffgas erzeugt einen konstanten Innendruck, der den äußeren Teil des Bauteils während des Abkühlens nahe an der Formstahloberfläche hält, wenn der Spalt unter 0,02 mm bleibt.
Diese Technik verhindert das Auftreten von Schrumpfungsspuren auf der gegenüberliegenden Seite der Rippe, was zu einer Oberflächenebenheit von 0,1 mm führt, die Ihren Optikstandards der Klasse A entspricht.
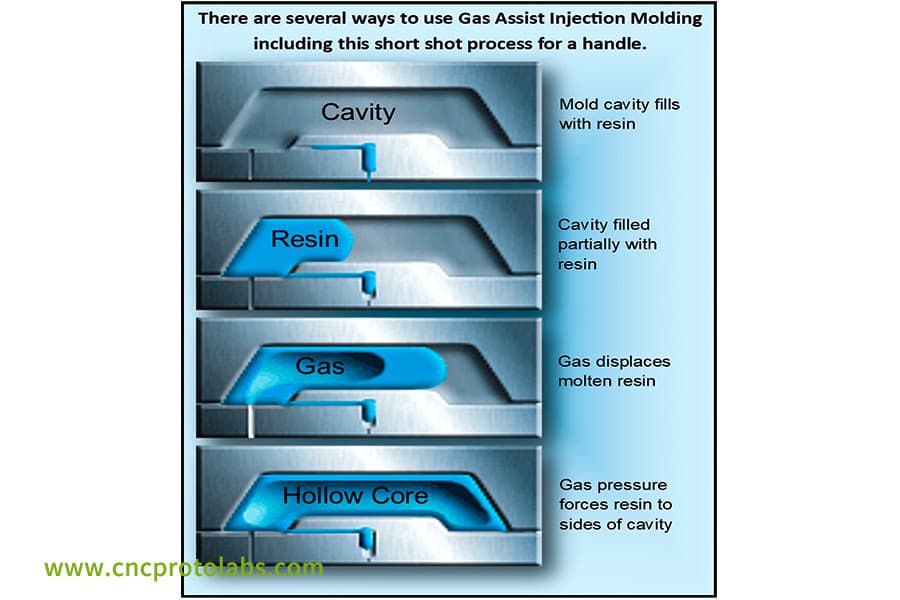
Abbildung 2: Ein Vier-Schritte-Diagramm, das den gasunterstützten Kurzschussprozess zum Formen eines Griffs zeigt, bei dem Gas geschmolzenes Harz verdrängt, um einen hohlen Kern zu bilden und Einfallstellen zu verhindern.
Was sind die entscheidenden Designregeln für das Spritzgießen großer Teile mit Gasunterstützung?
Der Spritzguss großer Teile Führen Sie die gasunterstützte Technologie ein, die drei Regeln befolgen muss: Wanddickengradient, Gaskanalpriorität und Angusszentrierung, um Ihnen dabei zu helfen , die Kosten für Formmodifikationen zu senken und die Produktionseffizienz zu verbessern.
Gestaltungsregeln für Wandstärkenübergänge
Die Wandstärkenänderung vom Gaskanal zum dünnwandigen Bereich muss ≤1,5:1 betragen. Ihre Ausschusskosten werden steigen, da Gas durch die dünne Wand bläst, was zu Perforationen führt, wenn Sie dieses Verhältnis überschreiten.
Regeln für die Konnektivität von Gaskanälen
Sorgen Sie für ein durchgängiges Netzwerk im gasgefüllten Bereich. Die bevorzugte Kanalquerschnittsform sollte entweder kreisförmig oder tropfenförmig sein. An scharfen Ecken übersteigt der Gasdruck 15 bar, was zu einem Verlust des Gasdrucks führt, der zum Halten des Druckeffekts erforderlich ist.
Regeln für die Anschnitt- und Luftnadelanordnung
Anschnitt und Luftnadel müssen auf der gleichen Seite angeordnet sein, wobei die Gaseindringrichtung mit dem Schmelzefluss übereinstimmt. Dieser Prozess ermöglicht eine Gasdurchdringung von mindestens 700 mm, während der Druckverlust unter 8 % gehalten wird, was zu zuverlässigen Formergebnissen führt.
| Designparameter | Standardwerte | Risikoschwellen | Optimale Werte | Anwendbare Szenarien | Druckverlust |
| Wandstärke-Übergangsverhältnis | ≤1,5:1 | >2:1 | 1,2:1 | Große Strukturbauteile | <10bar |
| Gaskanalquerschnitt | Kreisförmig/Tropfenförmig | Spitzwinklige Ecke | Kreisförmig | Dickwandige Bauteile | <8bar |
| Gate-Nadel-Layout | Gleiche Seite, gleiche Richtung | Gegenüberliegende Seite, entgegengesetzte Richtung | Mitte, gleiche Seite | Extralange Komponenten | <5 % |
| Gasdurchdringungslänge | ≤700mm | >800mm | 600mm | Schaltschrankgehäuse | <8 % |
| Geschmolzenes Füllvolumen | 70 %–95 % | <70%/>95% | 78 % | Dickwandige Rippenbauteile | Keine Perforation |
- Hinweis: Diese Tabelle dient als komprimierte Version der wichtigsten Parameter für das gasunterstützte Spritzgießen großer Teile. Es kann als direkter Konstruktionsleitfaden dienen und dabei helfen, Produktionsmängel aufgrund falscher Parameter zu vermeiden.
Wie plant man beim Entwerfen von Teilen einer Spritzgussform Gaskanäle, um Fehler zu beseitigen?
Bei der Gestaltung von Teilen eines Spritzgussform-Luftwegs sollten diese im dicksten Wandbereich des Teils angeordnet werden, um Ihnen dabei zu helfen, dem Prinzip der Minimierung des Gaswiderstandswegs zu folgen Verbessern Sie die Lebensdauer der Form und Produktionsqualifikationsrate.
Lage und Größe des Gaskanals
Gaskanäle sollten sich an der dicksten Stelle der Wand befinden, mit einem Durchmesser von 50–70 % der Hauptwandstärke . Der Gaskanaldurchmesser sollte bei einer Hauptwandstärke von 8 mm zwischen 4 mm und 5,6 mm liegen.
Diese Methode sorgt für einen zuverlässigen Gasfluss und verhindert gleichzeitig die Bildung von Lufteinschlüssen und Perforationen.
Auswahl der Querschnittsform des Gaskanals
Gaskanäle mit kreisförmigem Querschnitt weisen den geringsten Druckverlust auf und werden bevorzugt. Die Tropfenform sollte verwendet werden, wenn die Struktur dies erfordert, mit einem Krümmungsradius, der mindestens 1,5 mm betragen muss, da dadurch Risse im Gaskanal vermieden werden, die die Betriebszeit der Form verkürzen würden.
Design der Endabdichtung des Gaskanals
Der Gaskanal benötigt an seinem Endpunkt einen 0,5 mm bis 1 mm dünnwandigen Dichtungsbereich, damit das Erdgas nach der Aufrechterhaltung des Drucks austreten kann, was dazu beiträgt , Lufteinschlüsse zu vermeiden und Abfallstoffe zu reduzieren.
| Atemwegsparameter | Hauptwandstärke 8 mm | Hauptwandstärke 10 mm | Hauptwandstärke 12 mm | Querschnittsform | Dicke der Endversiegelung |
| Atemwegsdurchmesser | 4mm-5,6mm | 5mm-7mm | 6mm-8,4mm | Runden | 0,5 mm |
| Druckverlust | <6bar | <7bar | <8bar | Träne | 0,8 mm |
| Eindringtiefe | 600mm | 650mm | 700mm | Runden | 1mm |
| Versiegelungseffekt | Exzellent | Exzellent | Gut | Träne | 0,6 mm |
| Fehlerrisiko | Niedrig | Niedrig | Medium | Runden | Sehr niedrig |
- Hinweis: Die Daten in dieser Tabelle stammen aus 15 Jahren kontinuierlicher Konstruktion von Teilen einer Spritzgussform mit JS Precision und können direkt auf die Atemwegskonstruktion angewendet werden, um die Konstruktionseffizienz zu verbessern.
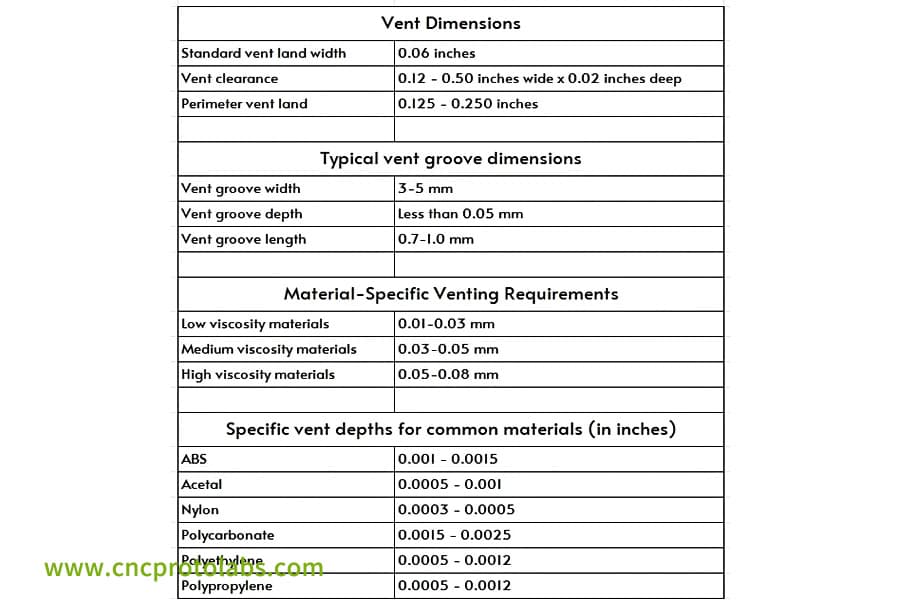
Abbildung 3: Eine detaillierte Tabelle mit typischen Abmessungen der Entlüftungsnuten (Breite, Tiefe, Länge) und materialspezifischen Entlüftungsanforderungen für gasunterstützte Spritzgussformen.
Warum ist es notwendig, beim Spritzgießen großer Teile auf Gasunterstützung umzusteigen, um innere Spannungen zu reduzieren?
Der gasunterstützte Prozess ersetzt den hohen äußeren Haltedruck durch das Spritzgießen großer Teile, wodurch die innere Spannung um 40–60 % reduziert, das Problem des Verziehens grundlegend gelöst und die Produktqualifizierungsrate und Lebensdauer verbessert werden kann.
Gleichmäßige Kühlung und Spannungsverteilung
Das Gas drückt das flüssige Polymer zur Formoberfläche, was zu einer gleichmäßigen Dicke des Endprodukts führt. Der Unterschied in der Abkühlgeschwindigkeit verringert sich von 50 % auf unter 10 %, was zu einer geringeren Eigenspannung und einem geringeren Risiko eines Teileverzugs führt.
Beseitigung der Nebenwirkungen der Hochdruckhaltung
Der traditionelle Prozess erfordert einen Haltedruck von 80 bis 120 MPa, der eine Scherspannung erzeugt führt dazu, dass sich Teile verziehen . Der gasunterstützte Formprozess erfordert einen Haltedruck zwischen 20 und 30 MPa, was zu einer Reduzierung des Verzugs zwischen 0,5 mm und 1,2 mm führt und gleichzeitig die Montagegenauigkeit verbessert.
Verbesserte Langzeitstabilität
Die Reduzierung der Eigenspannung führt dazu, dass die Dimensionsänderungsrate der Teile bei Alterungstests bei feuchter Hitze bei 85 °C und 85 % relativer Luftfeuchtigkeit von 0,8 % auf unter 0,2 % sinkt, was zu einer längeren Produktlebensdauer und geringeren After-Sales-Kosten führt.
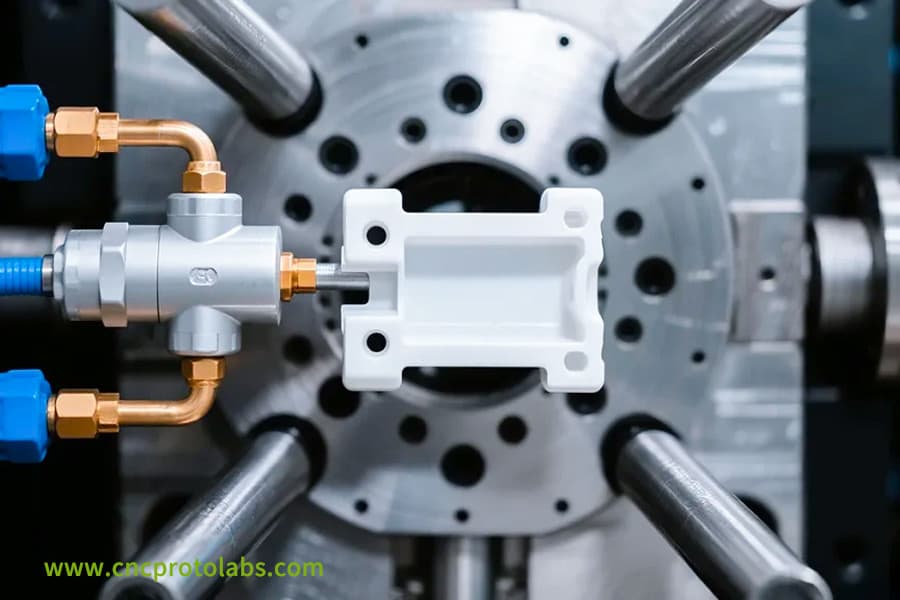
Abbildung 4: Eine Nahaufnahme eines gasunterstützten Spritzgussverfahrens in Aktion, wobei ein weißes Kunststoffteil in einer Metallform geformt wird, die mit Gaszufuhrleitungen ausgestattet ist.
Wie lassen sich die Kosten für kundenspezifisches Spritzgießen vergleichen: Gasunterstützung vs. Massives Formen?
Die Anfangsinvestition für gasunterstützte Geräte liegt zwischen 8.000 und 20.000 US-Dollar, aber diese Ausrüstung kann die Betriebskosten um 15 bis 25 % senken, sodass Unternehmen ihre Ausgaben innerhalb von 3 bis 6 Monaten amortisieren können.
Wir unterstützen Sie dabei, dass Sie über die gesamte Projektlaufzeit die genaue Kontrolle über Ihre Gesamtkosten behalten.
Einsparungen bei den Rohstoffkosten
Durch den Einsatz von Gas als Ersatz für bestimmte Kunststoffe können Unternehmen bei der Herstellung großer Bauteile mit einem Gewicht von mehr als 1 Kilogramm Rohstoffeinsparungen zwischen 20 % und 50 % erzielen.
Die Produktion von 50.000 Stück mit einem Gewicht von jeweils 3,5 Kilogramm führt zu einer Gesamtkostenersparnis zwischen 35.000 und 87.500 US-Dollar.
Formzyklus und Energiekosten
Der gasunterstützte Ausdünnungsprozess verringert die Wandstärke und verkürzt gleichzeitig die Abkühldauer um mehr als 75 % und auch beides verkürzt sich Spritzgießmaschine Schließkraftanforderungen und Energiebedarf, was zu erheblichen Verbesserungen der Produktionseffizienz führte.
Lebensdauer und Wartungskosten der Form
Der gasunterstützte Betrieb erfordert 30 bis 50 % weniger Schließkraft, was zu einer 20 bis 30 % längeren Lebensdauer der Form führt, da der maximale Formdruck verringert wird . Der Prozess erfordert jetzt weniger Wartungsaufgaben, was zu geringeren Kosten für die Wartung Ihrer Formausrüstung führt.
| Kostenartikel | Massivspritzguss | Gasunterstütztes Spritzgießen | Sparquote | Jährliche Ersparnis (50.000 Stück) |
| Rohstoffkosten | 8,4 US-Dollar/Einheit | 5,95 US-Dollar/Einheit | 29,2 % | 122.500 US-Dollar 3-6 Monate |
| Formzyklus | 140 Sekunden/Stück | 78 Sekunden/Stück | 44,3 % | Produktionskapazität um 44 % erhöht |
| Formkosten | 50.000 US-Dollar | 55.000-60.000 US-Dollar | +10%-20% | Lebensverlängerung 25 % |
| Energiekosten | 0,3 USD/Artikel | 0,12 USD/Artikel | 60 % | 9000 USD |
| Schrottkosten | 2,1 USD/Stück | 0,05 USD/Stück | 97,6 % | 102.500 USD |
- Hinweis: Die Tabellendaten basieren auf tatsächlichen Projektberechnungen von JS Precision, spiegeln die Differenz der kundenspezifischen Spritzgusskosten genau wider und können als Referenz für die Kostenberechnung verwendet werden.
Holen Sie sich ein detailliertes Angebot für Sie ein Kosten für individuelles Spritzgießen und berechnen Sie den Kostenvorteil des gasunterstützten Prozesses genau.
Fallstudie von JS Precision: Gasunterstütztes Spritzgießen erreicht eine fehlerfreie industrielle Schaltschrankschale
Der Hersteller von Industrieanlagen beauftragte uns mit der Erstellung eines Schaltschrankgehäuses mit den Abmessungen 800 mm x 600 mm x 200 mm. Die Hauptwand hatte an der Oberseite eine Stärke von 8 mm und war über die gesamte Oberfläche mit 15 mm starken Verstärkungsrippen versehen.
Das traditionelle Verfahren führte zu Schrumpfungsfehlern, die dazu führten, dass 35 % der Materialien zu Abfall wurden, und dieses Problem verzögerte den Lieferplan.
Lösung:
1.Prozessauswahl:
Der gasunterstützte Spritzgussprozess wurde zu unserer Hauptlösung, da wir sowohl dickwandige Komponenten als auch Teile mit hohen Rippen kombinieren mussten, um einen vollständigen Schutz vor Schrumpffehlern zu gewährleisten. Dies basiert auf unserer 15-jährigen Erfahrung mit umfangreichen Spritzgussprojekten, die uns dabei halfen, keine gefährlichen Probeversuche durchzuführen.
2.Formoptimierung:
Neugestaltung des Atemwegsnetzes von Teile einer Spritzgussform , mit Der Schwerpunkt liegt auf der Optimierung der Atemwegsrichtung , um eine stabile Gaspenetration in den Hohlraum zu gewährleisten und ungleichmäßigen lokalen Druck zu vermeiden.
3.Parametereinstellung:
Basierend auf den Ergebnissen der Formflussanalyse wurde der Stickstoffeindringweg auf 720 mm erweitert, der Gashaltedruck genau auf 28 MPa eingestellt (geeignet für eine Hauptwandstärke von 8 mm) und die Schmelzfüllmenge auf 78 % gesteuert , wodurch der Haltedruckeffekt und die Formungseffizienz ausgeglichen wurden.
4.Gate-Einstellung:
Der Anschnitt muss in den Mittelbereich der Schale bewegt werden, da diese Position eine Gasverteilung im gesamten Hohlraum ermöglicht und gleichzeitig den Druck zwischen dem Anguss und entfernten Bereichen aufrechterhält.
Endergebnis:
1.Oberflächenqualität:
Oberflächenschwundspuren wurden vollständig beseitigt. Die Oberflächenebenheit der Klasse A beträgt 0,03 mm und 100 % der Erscheinungsbildprüfungen wurden von Kunden bestanden, wodurch die Lieferprobleme vollständig gelöst werden.
2. Kosteneffizienz:
Das Einzelteilgewicht wurde von 2,4 kg auf 1,7 kg gesenkt, was eine Materialeinsparung von 29,2 % bedeutet, außerdem wurde der Formzyklus von 140 Sekunden auf 78 Sekunden verkürzt, die jährliche Produktionskapazität wurde um 44 % erhöht und die Kosten wurden erheblich gesenkt.
3.Strukturelle Leistung:
Die Biegesteifigkeit der Schale wurde um 18 % erhöht und sie wurde 5.000 Stunden intensiven Vibrations- und Heiß- und Kaltwechseltests bei -30 °C bis 80 °C ohne Anzeichen von Rissen oder Verformungen unterzogen.
4. Gesamtwert:
Wir bieten Spritzgussdienstleistungen an, die Kunden dabei unterstützen, die wichtigsten Schwachstellen zu identifizieren, dreifache Verbesserungen bei Qualität, Kosten und Effizienz zu erreichen und ihre Lieferverluste auszugleichen.
Reichen Sie Ihre Projektanforderungen ein und wir fertigen eine exklusive Gasunterstützung individuell an Spritzguss-Massenproduktion Planen Sie für Sie und reproduzieren Sie die erfolgreiche Erfahrung des Falles.
Ist die Gasunterstützung die richtige Lösung für die Einfallstellen und Verzugsprobleme Ihres Projekts?
Wenn die längste physische Abmessung Ihres Projekts mehr als 300 mm beträgt oder die Wandstärke eines Teils mehr als 6 mm beträgt, dann verwenden Sie gasunterstütztes Spritzgießen eignet sich hervorragend für diese Situation, da es nicht nur Schrumpfung und Verzug beheben kann, sondern auch das Produktionsrisiko minimiert und Ihnen dabei hilft, wettbewerbsfähigere Produkte herzustellen.
Checkliste für die schnelle Beurteilung
- Enthält das Teil einen Wandstärkebereich von mehr als 5 mm?
- Sind hohe Rippen vorhanden (Rippenhöhe > 3-fache Wandstärke)?
- Liegt die Ebenheitsanforderung für Oberflächen der Klasse A innerhalb von 0,1 mm?
- Möchten Sie die Stückkosten um mehr als 15 % senken?
- Übersteigt die längste Abmessung des Teils 400 mm?
Technischer Support von JS Precision
Als Profi Spritzgussdienstleistungen Als Anbieter bieten wir eine kostenlose technische Bewertung und Moldflow-Analyse an, um die Machbarkeit und Kosteneffizienz von gasunterstützten Spritzgussprozessen genau zu berechnen . So stellen wir die Erfolgsquote Ihres Projekts während des gesamten Prozesses sicher und helfen Ihnen, Umwege zu vermeiden.
Wenden Sie sich einfach an unsere Ingenieure, um die Machbarkeitsbewertung des Projektprozesses schnell abzuschließen und festzustellen, ob der gasunterstützte Prozess für Ihre Anforderungen geeignet ist.
FAQs
F1: Kann gasunterstütztes Spritzgießen für jedes Kunststoffmaterial verwendet werden?
Im Allgemeinen eignet sich ein gasunterstützter Spritzgussprozess gut für kristalline Kunststoffe wie PP, PE, ABS und Nylon. Es gibt jedoch einige Sonderfälle bei bestimmten technischen Kunststoffen, die gründliche Tests erfordern, bevor grünes Licht gegeben wird. Wir können Ihnen dabei helfen herauszufinden, ob Ihr Material geeignet ist , indem wir kostenlose Tests durchführen.
F2: Führt das gasunterstützte Verfahren zu höheren Formkosten?
Da die Gasunterstützung zusätzliche Komponenten wie Gasnadeln und spezielle Anschnitte erfordert, steigen die Formkosten um mindestens 10–20 % . Wenn andererseits der Materialverbrauch und die Abfalleinsparung berücksichtigt werden, werden die Kosten für kundenspezifisches Spritzgießen gesenkt.
F3: Wie weit kann Gas maximal eindringen?
Bei ordnungsgemäßer Umsetzung des gasunterstützten Prozesses wurde eine Gasdurchdringung bei Längen von mehr als 2 Metern nachgewiesen. Solche Prozesse können die Herstellung verschiedener sehr großer industrieller Strukturteile abdecken und eignen sich für alle Spritzgussszenarien großer Teile.
F4: Woher weiß ich, ob der Gaskanal ordnungsgemäß abgedichtet ist?
Eine Kombination aus Schmelzfüllungskontrolle von 70–95 % des Formhohlraumvolumens und einer geeignet gestalteten Formtrennfläche kann zu einer langfristigen Abdichtung des Gaskanals führen, einem Schlüsselaspekt bei der Formkonstruktion.
F5: Wie hoch ist die Ausbeute beim gasunterstützten Spritzgießen?
Wenn die Form gut konstruiert und die Parameter richtig eingestellt sind, kann die Ausbeute beim gasunterstützten Spritzgießen bis zu 98 % bis 99 % betragen. 5 %, was erheblich höher ist als beim herkömmlichen dickwandigen Spritzgussverfahren und Ihre Ausschusskosten effektiv senkt.
F6: Wie stark kann der gasunterstützte Prozess den Formzyklus verkürzen?
Die gasunterstützte Abkühlzeit ist 30–60 % kürzer als beim Feststoffspritzgießen und der gesamte Formzyklus ist 20–40 % kürzer . Dieses Verfahren eignet sich sehr gut für die Massenproduktion großer Spritzgussteile in großem Maßstab.
F7: Bei welcher Wandstärke wird die Verwendung einer Gasunterstützung empfohlen?
Gasunterstütztes Spritzgießen sollte in Betracht gezogen werden, wenn die maximale Wandstärke des Teils mehr als 4 mm beträgt oder Rippen mit einer Breite von mehr als 6 mm vorhanden sind. Diese Methode kann Ihnen effektiv dabei helfen, Fehler wie Schrumpfspuren und Verzug zu vermeiden.
F8: Können Formen mit mehreren Kavitäten gasunterstützt sein?
Formen mit mehreren Kavitäten können tatsächlich gasunterstützt sein. Für jede Kavität muss eine unabhängige Luftnadel und Durchflusskontrollstruktur vorhanden sein, um eine gleichbleibende Produktion zu gewährleisten. Professionelle Designlösungen stehen Ihnen zur Verfügung.
Zusammenfassung
Gasunterstütztes Spritzgießen ist eine perfekte Methode, um die Probleme von Schrumpfungsmarken und Verzug beim Spritzgießen großer Teile anzugehen. Es handelt sich nicht um eine zusätzliche Kosteninvestition, sondern um eine Technologieinvestition, die Ihnen viele Vorteile bieten kann.
Professionelle Spritzgussdienstleistungen in Kombination mit ausgereiften gasunterstützten Prozessen können eine dreifache Verbesserung der Oberflächenqualität, der Kostenkontrolle und der Strukturleistung Ihrer großen Spritzgussteile erreichen.
Gleichzeitig können die Kosten für kundenspezifisches Spritzgießen angemessen optimiert werden, um die Massenproduktion wettbewerbsfähiger zu machen.
Haben Sie immer noch Probleme mit Schrumpfspuren oder Verwerfungen an den Gehäusen Ihrer Industrieanlagen? Wenden Sie sich umgehend an unser Engineering-Team. Senden Sie Ihre 3D-Zeichnungen und erhalten Sie einen kostenlosen Machbarkeitsanalysebericht für gasunterstütztes Spritzgießen und Ergebnisse der Formflussanalyse. Wir helfen Ihnen, alle Produktionsprobleme schnell zu lösen.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Erfordern Sie ein Ersatzteilangebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

