

Литье под давлением с использованием газа Функционирует как эффективный метод устранения поверхностных дефектов толстостенных промышленных деталей, отлитых под давлением, и одновременно служит фундаментальной технологией для предоставления премиальных услуг по литью под давлением.
Когда вы инвестируете десятки тысяч долларов в разработку пресс-формы для корпуса крупного промышленного оборудования, а конечный продукт становится металлоломом из-за следов усадки за ребрами, это не только приводит к напрасной трате материалов и рабочей силы, но также может привести к задержкам сдачи проекта.
Традиционные методы литья под давлением никогда не устраняли дефекты поверхности, возникающие в результате усадки при охлаждении в толстостенных участках крупных конструктивных элементов, толщина стенок которых превышает 8 мм.
В этой статье на реальных промышленных примерах будет продемонстрировано, как литье под давлением с использованием газа полностью удаляет следы усадки за счет поддержания внутреннего давления газа на протяжении всего процесса, а также будут рассмотрены финансовые и эксплуатационные преимущества этого метода.
Основная сводка ответов
| Проблема | Решение | Ключевые преимущества |
| Как появляются следы усадки? | Самая толстая часть детали нагревается и охлаждается медленнее, поэтому вакуумная усадка втягивается, вызывая вмятины на поверхности или следы усадки. | Удерживая давление в течение длительного времени, используя традиционное удержание давления, вы не сможете передать или применить давление к самому центру самой толстой части . |
| Как это работает? | Газообразный азот сначала ионизируется, а затем проникает в сердцевину расплава, который впрыскивает, создавая давление, поддерживающее давление. | Удаляет следы усадки напротив ребер и, таким образом, обеспечивает гладкость поверхности до 0,1 мм. |
| Как соотносятся цены? | Будет больше первоначальных инвестиций в газовое оборудование, но это значительно снизит затраты на сырье и цикл формования. | В целом себестоимость единицы продукции снизится на 15–30% , а экономия материалов составит около 20–50%. |
| Где можно использовать технологию? | Помимо корпусов крупного промышленного оборудования, он отлично подходит для толстостенных конструктивных элементов и деталей с большим количеством ребер. | Несколькими примерами являются корпуса шкафов управления, крышки тяжелого оборудования и промышленные ручки. |
Ключевые выводы
- Значительное улучшение качества поверхности: литье под давлением с помощью газа позволяет выровнять поверхность до 0,03 мм и полностью устранить вмятины напротив ребер.
- Объединение затрат и эффективности: полые детали и конструкции могут сократить использование сырья на 20–50 %, а также сократить время цикла литья под давлением на 30–50 %, тем самым снижая общие затраты.
- Улучшение структурных свойств: удаление точек концентрации внутренних напряжений приводит к повышению устойчивости к короблению более чем на 40%. литье под давлением крупных деталей .
Почему стоит выбрать литье под давлением с газом? Реальный опыт от JS Precision
Основные проблемы, связанные с крупными проектами по литью под давлением толстостенных изделий, включают в себя дефекты доработки, превышение стоимости проекта и нарушение сроков поставки, с которыми мы работаем уже 15 лет.
JS Precision предоставляет услуги точного литья под давлением благодаря своему 15-летнему опыту, который позволил компании произвести более 300 000 точных деталей для более чем 1000 международных клиентов . Наши проекты по литью под давлением с использованием газа обеспечивают своевременную доставку на 99,2%, что эффективно снижает риски доставки для вас.
Наша компания специализируется на литье крупных деталей под давлением, одновременно решая многочисленные проблемы, которые вызывают появление усадочных следов и короблений в крупных толстостенных компонентах.
Мы предлагаем полную поддержку посредством бесплатного анализа DFM и моделирования течения пресс-формы, а также круглосуточную инженерную поддержку, которая помогает вам предотвратить производственные проблемы, экономя при этом время и деньги за счет сокращения затрат на испытания, которые привели бы к дорогостоящим доработкам из-за дефектов.
Наши практические примеры охватывают промышленные шкафы управления, крупные внутренние детали автомобилей и многое другое. Наша компания помогает клиентам снизить процент брака с 35% почти до нуля, в то время как мы снижаем себестоимость единицы продукции на 30%, чтобы добиться большей эффективности производства и эффективности поставок для их операций.
Мы обеспечиваем полный контроль над процессом от проектирования пресс-формы до поставки продукции, поскольку обладаем ИСО9001:2015 и сертификаты ISO13485.
Наш процесс производит детали для литья под давлением с использованием газа, которые отвечают требованиям точности, а мы поддерживаем вас на всех этапах от прототипирования до массового производства , что сокращает ваше время, усилия и затраты.
Загрузите наш официальный документ по литью под давлением с использованием газа, чтобы быстро освоить основные точки применения и методы проектирования литья под давлением с использованием газа.
Почему при традиционном литье под давлением возникают проблемы с вмятинами при литье под давлением больших деталей?
Процесс охлаждения при традиционном литье под давлением крупных деталей начинается в центре с толстыми стенками, который охлаждается медленнее, чем любая другая деталь, создавая таким образом условия, приводящие к вакуумной усадке.
Процесс начинается с внешнего удерживающего давления, которое начинает снижаться по мере продвижения материала по пути потока, что приводит к неудовлетворительному заполнению усадочных зазоров, что приводит к производственным отходам и задержкам отгрузки.
Эффект вакуумной усадки в толстостенных областях
Центральный расплав демонстрирует скорость охлаждения, которая составляет половину скорости поверхностного охлаждения, когда толщина стенки детали превышает 4-5 мм. Вакуумная сила, создаваемая усадкой, тянет поверхность, образуя углубление размером 0,2–0,5 мм. Внешний ремонт не способен устранить данный вид дефекта с объекта.
Физические пределы выдерживания давления и компенсации усадки
Традиционный метод поддержания давления обеспечивает регулирование давления только в зоне затвора, что снижает его эффективность на всем пути потока.
Система не может передавать усилие на основания ребер, находящиеся на расстоянии от литника, а удержание избыточного давления создает внутренние напряжения, что приводит к короблению детали, превышающему 0,5 мм , и снижает точность сборки.
Принцип литья под давлением с использованием газа
Литье под давлением с использованием газа создает путь удержания давления, который азот использует для перемещения через расплав, что позволяет системе передавать давление по всем ее компонентам. Решение соответствует требованиям Стандарт SPI 101 и обеспечивает точное решение проблемы с усадкой .
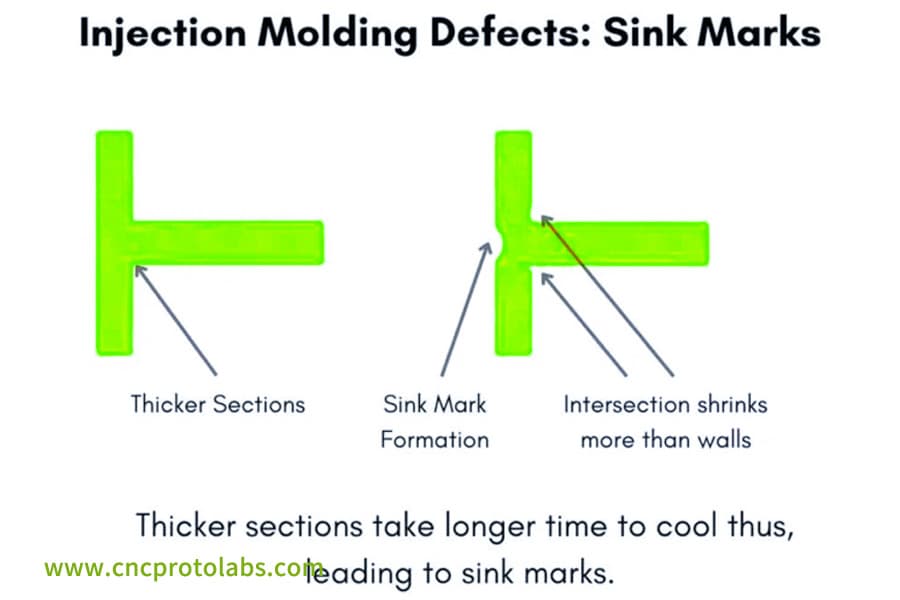
Рисунок 1: Диаграмма, показывающая, как образуются вмятины на более толстых участках пластиковой детали во время традиционного литья под давлением, с этикетками, подчеркивающими неравномерное охлаждение и усадку.
Как литье под давлением с использованием газа устраняет вмятины на толстых секциях?
В процессе газового литья под давлением используется впрыск азота под высоким давлением для создания полого пространства внутри расплавленного материала, которое обычно заполняется твердым материалом.
Постоянное внутреннее давление системы не позволяет усадке создавать эффект вакуума, который приводит к дефектам поверхности вашего продукта.
Проникновение азота: полая структура заменяет твердое наполнение
После того, как расплав заполняет 70–95% полости формы, газообразный азот под высоким давлением (20–30 МПа) проникает в центр расплава, подталкивая его к стенке формы. Этот метод обеспечивает одинаковую толщину стенок по всему изделию, предотвращая при этом усадку и впадины, которые обычно возникают в толстостенных секциях.
Постоянное внутреннее давление, внешняя стенка находится в тесном контакте с полостью формы.
Газообразный азот создает постоянное внутреннее давление, которое удерживает внешнюю часть детали близко к поверхности стали формы во время охлаждения, когда зазор остается менее 0,02 мм.
Этот метод предотвращает появление следов усадки на противоположной стороне ребра, в результате чего плоскостность поверхности составляет 0,1 мм, что соответствует стандартам внешнего вида класса А.
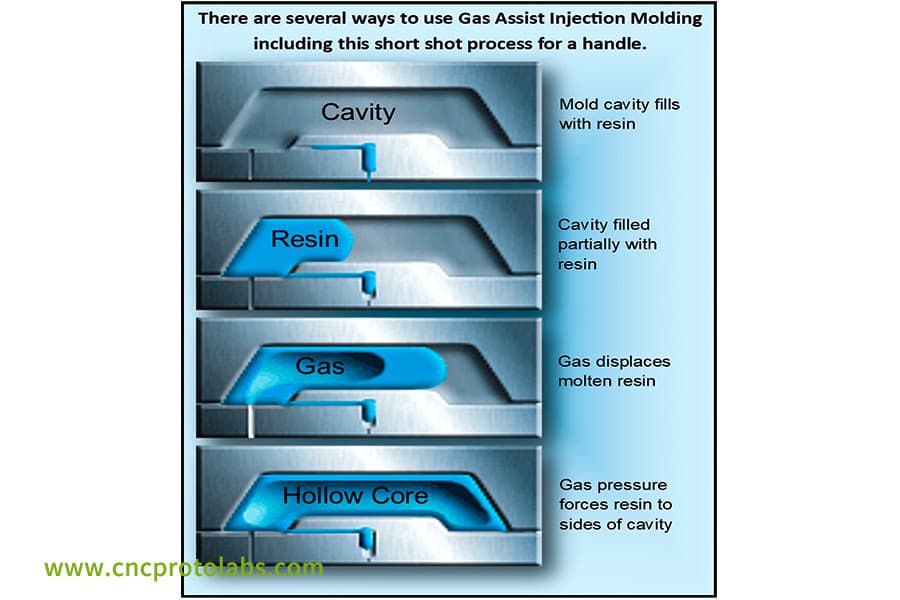
Рисунок 2: Четырехэтапная диаграмма, показывающая ускоренный процесс формования ручки с использованием газа, при котором газ вытесняет расплавленную смолу, образуя полую сердцевину и предотвращая появление утоплений.
Каковы важные правила проектирования крупных деталей при литье под давлением с помощью газа?
литье крупных деталей под давлением внедрите технологию с использованием газа, которая должна соблюдать три правила: градиент толщины стенок, приоритет газовых каналов и центрирование литников, чтобы помочь вам снизить затраты на модификацию пресс-формы и повысить эффективность производства.
Правила проектирования перехода толщины стены
Изменение толщины стенки от газового канала к тонкостенной зоне должно составлять ≤1,5:1. Затраты на лом возрастут, потому что газ будет проходить через тонкую стенку, создавая перфорацию, когда вы превысите это соотношение.
Правила подключения газовых каналов
Обеспечьте непрерывную сеть в газонаполненной зоне. Предпочтительная форма поперечного сечения канала должна иметь круглую или каплевидную форму. Давление газа на острых углах превысит 15 бар, что приведет к потере давления газа, необходимого для удержания эффекта давления.
Правила расположения ворот и воздушной иглы
Заслонка и воздушная игла должны быть расположены на одной стороне, чтобы направление проникновения газа соответствовало потоку расплава. Этот процесс позволяет газу проникать на глубину не менее 700 мм, сохраняя при этом потерю давления ниже 8% , что приводит к надежным результатам формования.
| Параметры конструкции | Стандартные значения | Пороги риска | Оптимальные значения | Применимые сценарии | Потеря давления |
| Коэффициент перехода толщины стенки | ≤1,5:1 | >2:1 | 1,2:1 | Крупные структурные компоненты | <10 бар |
| Поперечное сечение газового канала | Круглый/Капля | Острый угол угла | Круговой | Толстостенные детали | <8бар |
| Расположение иглы ворот | Та же сторона, то же направление | Противоположная сторона, противоположное направление | Центр, та же сторона | Сверхдлинные компоненты | <5% |
| Длина проникновения газа | ≤700 мм | >800 мм | 600 мм | Корпус шкафа управления | <8% |
| Объем расплавленного наполнения | 70%-95% | <70%/>95% | 78% | Толстостенные реберные детали | Без перфорации |
- Примечание. Эта таблица представляет собой сокращенную версию ключевых параметров газового литья под давлением крупных деталей. Он может служить прямым руководством по проектированию , помогающим предотвратить производственные дефекты из-за неправильных параметров.
Как при проектировании деталей литьевой формы спланировать газовые каналы для устранения дефектов?
При проектировании деталей воздуховода для литьевой формы его следует располагать в области самой толстой стенки детали, следуя принципу минимизации пути сопротивления газу, чтобы помочь вам. улучшить жизнь пресс-формы и уровень производственной квалификации.
Проектирование расположения и размера газового канала
Газовые каналы должны располагаться в самой толстой части стены, диаметром 50-70% толщины основной стены . Диаметр газового канала должен составлять от 4 мм до 5,6 мм при толщине основной стенки 8 мм.
Этот метод обеспечивает надежный поток газа, предотвращая при этом образование воздушных карманов и перфораций.
Выбор формы поперечного сечения газового канала
Газовые каналы круглого сечения имеют наименьшую потерю давления и являются предпочтительными. Каплевидную форму следует использовать, когда этого требует конструкция, с радиусом кривизны, который должен составлять не менее 1,5 мм, поскольку это предотвращает растрескивание газового канала, что может сократить время эксплуатации пресс-формы.
Конструкция торцевого уплотнения газового канала
Газовый канал нуждается в зоне уплотнения с тонкими стенками толщиной от 0,5 мм до 1 мм в его конечной точке, чтобы обеспечить выход природного газа после поддержания давления, что помогает устранить дефекты воздушных карманов и уменьшить количество отходов.
| Параметры дыхательных путей | Толщина основной стенки 8 мм | Толщина основной стенки 10 мм | Толщина основной стенки 12 мм | Форма поперечного сечения | Толщина торцевого уплотнения |
| Диаметр дыхательных путей | 4 мм-5,6 мм | 5 мм-7 мм | 6 мм-8,4 мм | Круглый | 0,5 мм |
| Потеря давления | <6бар | <7бар | <8бар | Слезинка | 0,8 мм |
| Глубина проникновения | 600 мм | 650 мм | 700 мм | Круглый | 1 мм |
| Уплотняющий эффект | Отличный | Отличный | Хороший | Слезинка | 0,6 мм |
| Риск дефекта | Низкий | Низкий | Середина | Круглый | Очень низкий |
- Примечание. Данные в этой таблице получены на основе 15-летнего непрерывного проектирования деталей литьевой формы с помощью JS Precision и могут быть непосредственно применены при проектировании воздуховодов для повышения эффективности проектирования.
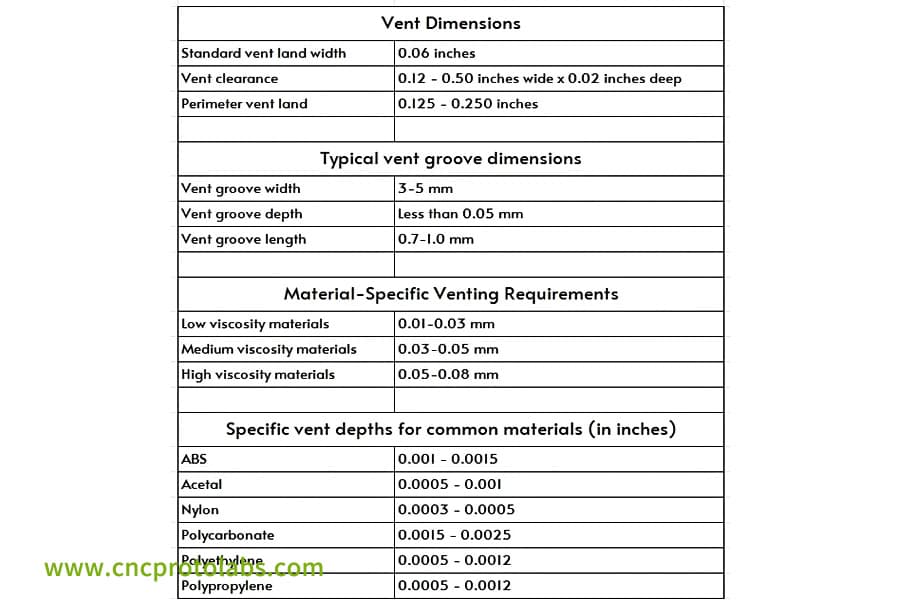
Рис. 3. Подробная таблица с указанием типичных размеров вентиляционных канавок (ширина, глубина, длина) и требований к вентиляции в зависимости от материала для пресс-форм для газового литья.
Почему необходимо перейти на газовую вспомогательную систему для литья под давлением крупных деталей, чтобы уменьшить внутреннее напряжение?
Газовый процесс заменяет высокое внешнее удерживающее давление на литье крупных деталей под давлением, что может снизить внутреннее напряжение на 40–60%, фундаментально решить проблему коробления, а также улучшить качество продукции и срок ее службы.
Равномерное охлаждение и распределение напряжений
Газ подталкивает жидкий полимер к поверхности формы, что приводит к равномерной толщине конечного продукта. Разница в скорости охлаждения уменьшается с 50% до менее 10% , что приводит к снижению остаточного напряжения и снижению риска коробления детали.
Устранение побочных эффектов выдержки под высоким давлением
Традиционный процесс требует удерживающего давления от 80 до 120 МПа, которое создает напряжение сдвига, которое приводит к деформации деталей . Процесс газового формования требует давления выдержки от 20 до 30 МПа , что приводит к уменьшению коробления на 0,5–1,2 мм и повышению точности сборки.
Улучшенная долгосрочная стабильность
Уменьшение внутреннего напряжения приводит к тому, что скорость изменения размеров деталей во время испытаний на влажное тепловое старение при 85°C и относительной влажности 85% снижается с 0,8% до менее 0,2%, что приводит к увеличению срока службы продукта и снижению послепродажных расходов.
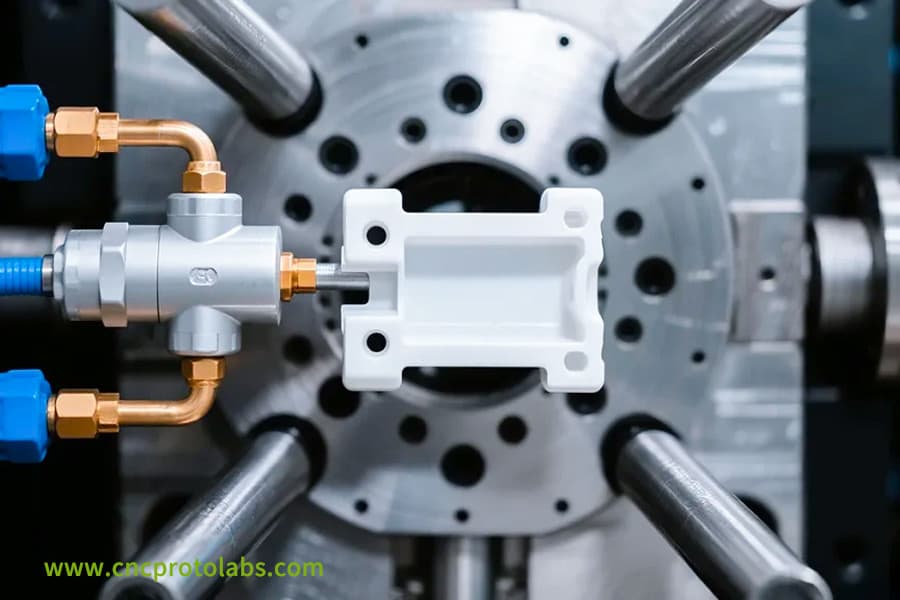
Рисунок 4: Крупный план процесса литья под давлением с использованием газа в действии: белая пластиковая деталь формируется внутри металлической формы, оснащенной линиями подачи газа.
Сравнение стоимости индивидуального литья под давлением: газовая помощь и. Твердое литье?
Первоначальные инвестиции в газовое оборудование варьируются от 8 000 до 20 000 долларов США, но это оборудование может снизить эксплуатационные расходы на 15–25%, что позволяет предприятиям окупить свои расходы в течение 3–6 месяцев.
Мы предоставляем помощь, которая поможет вам поддерживать точный контроль над общими расходами на протяжении всего срока реализации проекта.
Экономия затрат на сырье
Использование газа в качестве замены определенных пластиков позволяет компаниям добиться экономии сырья от 20% до 50% при производстве крупных компонентов, вес которых превышает 1 килограмм.
Производство 50 000 штук весом 3,5 кг каждая приведет к общей экономии средств от 35 000 до 87 500 долларов США.
Цикл формования и затраты на электроэнергию
Процесс утонения с помощью газа уменьшает толщину стенок, одновременно сокращая продолжительность охлаждения более чем на 75% , а также уменьшая как машина для литья под давлением требования к зажимному усилию и энергетические потребности, что привело к существенному повышению эффективности производства.
Срок службы пресс-формы и затраты на техническое обслуживание
Для работы с газовым вспомогательным устройством требуется на 30–50 % меньше усилия зажима, что приводит к увеличению срока службы формы на 20–30 %, поскольку максимальное давление в форме снижается . Теперь этот процесс требует меньше задач по техническому обслуживанию, что приводит к снижению затрат на обслуживание пресс-форм.
| Статья затрат | Твердое литье под давлением | Газовое литье под давлением | Коэффициент экономии | Годовая экономия (50 000 штук) |
| Стоимость сырья | 8,4 доллара США/ед. | 5,95 долларов США/шт. | 29,2% | 122 500 долларов США 3-6 месяцев |
| Цикл формования | 140 секунд/шт. | 78 секунд/шт. | 44,3% | Производственная мощность выросла на 44% |
| Стоимость пресс-формы | 50 000 долларов США | 55 000-60 000 долларов США | +10%-20% | Продление жизни 25% |
| Стоимость энергии | 0,3 доллара США/шт. | 0,12 доллара США/шт. | 60% | 9000 долларов США |
| Стоимость лома | 2,1 доллара США/шт. | 0,05 долларов США/шт. | 97,6% | 102 500 долларов США |
- Примечание. Данные таблицы основаны на фактических расчетах проекта, выполненных JS Precision, точно отражают разницу в стоимости индивидуального литья под давлением и могут использоваться в качестве справочной информации для расчета стоимости.
Получите подробное коммерческое предложение вашего стоимость индивидуального литья под давлением и точно рассчитать экономическую выгоду от процесса с использованием газа.
Пример использования JS Precision: литье под давлением с использованием газа обеспечивает нулевой дефект Корпус промышленного шкафа управления
Производитель промышленного оборудования обратился к нам за услугами по созданию корпуса шкафа управления размерами 800×600×200 мм. Основная стена имела толщину 8 мм в верхней части и имела 15-миллиметровые ребра жесткости, разбросанные по всей ее поверхности.
Традиционный процесс приводил к дефектам усадки, из-за которых 35% материалов превращались в отходы , и эта проблема задерживала график поставок.
Решение:
1. Выбор процесса:
Процесс литья под давлением с газом стал нашим основным решением, поскольку нам нужно было объединить как толстостенные детали, так и детали с высокими ребрами для полной защиты от усадочных дефектов, согласно нашему 15-летнему опыту реализации крупных проектов литья под давлением, который помог нам не проводить опасных пробных испытаний.
2.Оптимизация пресс-формы:
Реконструкция сети воздушных путей части литьевой формы , с упор на оптимизацию направления дыхательных путей , чтобы обеспечить стабильное проникновение газа в полость и избежать неравномерности местного давления.
3. Настройка параметров:
На основании результатов анализа текучести пресс-формы путь проникновения азота был увеличен до 720 мм, давление удержания газа было точно установлено на уровне 28 МПа (подходит для толщины основной стенки 8 мм), а количество заполнения расплавом контролировалось на уровне 78% , что уравновешивало эффект удерживающего давления и эффективность формования.
4.Регулировка ворот:
Заслонка должна переместиться в центральную часть оболочки, поскольку это положение обеспечивает распределение газа по всей полости, сохраняя при этом давление между затвором и удаленными участками.
Окончательный результат:
1. Качество поверхности:
Следы усадки на поверхности полностью устранены. Плоскостность поверхности класса А составляет 0,03 мм, а 100% проверок внешнего вида прошли клиенты, что полностью решает вопросы доставки.
2. Экономическая эффективность:
Вес отдельной детали был снижен с 2,4 кг до 1,7 кг, что означает экономию материала на 29,2%, кроме того, цикл формования был уменьшен со 140 секунд до 78 секунд, годовая производственная мощность увеличена на 44% , а также произошло существенное снижение затрат.
3. Структурные характеристики:
Жесткость корпуса на изгиб увеличена на 18%, он был подвергнут 5000 часам интенсивных испытаний на вибрацию, а также испытаниям в режиме горячего и холодного цикла в диапазоне от -30°C до 80°C без каких-либо признаков растрескивания или деформации.
4.Общая стоимость:
Мы предоставляем услуги литья под давлением, которые помогают клиентам выявить ключевые болевые точки, добиться тройного повышения качества, стоимости и эффективности, а также компенсировать потери при доставке.
Отправьте требования к проекту, и мы подготовим эксклюзивную газовую систему литье под давлением массовое производство планировать за вас и тиражировать успешный опыт кейса.
Подходит ли Gas Assist для устранения пятен и короблений вашего проекта?
Если самая длинная физическая длина вашего проекта превышает 300 мм или толщина стенки одной из деталей превышает 6 мм, то литье под давлением с использованием газа отлично подойдет для этой ситуации, поскольку он не только сможет устранить усадку и коробление, но также сведет к минимуму производственные риски и поможет вам получить более конкурентоспособную продукцию.
Контрольный список для быстрой оценки
- Имеет ли деталь участок с толщиной стенки более 5 мм?
- Имеются ли высокие ребра (высота ребер превышает толщину стены в 3 раза)?
- Соблюдается ли требование к плоскостности в пределах 0,1 мм для поверхностей класса А?
- Хотите снизить себестоимость единицы продукции более чем на 15%?
- Самый длинный размер детали превышает 400 мм?
Техническая поддержка от JS Precision
Как профессионал услуги литья под давлением Поставщик, мы предоставляем бесплатную техническую оценку и анализ Moldflow для точного расчета осуществимости и экономической эффективности процессов литья под давлением с использованием газа, гарантируя успех вашего проекта на протяжении всего процесса и помогая вам избежать обходных путей.
Просто проконсультируйтесь с нашими инженерами, чтобы быстро выполнить технико-экономическое обоснование проекта и определить, подходит ли процесс с использованием газа для ваших нужд.
Часто задаваемые вопросы
В1: Можно ли использовать газовое литье под давлением для любого пластикового материала?
Как правило, процесс литья под давлением с использованием газа хорошо работает с кристаллическими пластиками, такими как ПП, ПЭ, АБС и нейлон. Однако есть особые случаи с некоторыми конструкционными пластиками, которые требуют тщательного тестирования, прежде чем получить зеленый свет. Мы можем помочь вам определить, подходит ли ваш материал, проведя бесплатные испытания.
Вопрос 2. Приводит ли использование газа к увеличению затрат на пресс-форму?
Поскольку для газовой системы требуются дополнительные компоненты, такие как газовые иглы и специальные заслонки, стоимость пресс-формы вырастет как минимум на 10–20% . С другой стороны, если учитывать использование материала и экономию отходов, стоимость индивидуального литья под давлением снижается.
Вопрос 3: На какую максимальную длину может проникнуть газ?
Если процесс с использованием газа реализован правильно, проникновение газа было продемонстрировано на длинах, превышающих 2 метра. Такие процессы могут охватывать производство различных сверхкрупных промышленных конструкционных деталей и подходят для всех сценариев литья под давлением крупных деталей.
Вопрос 4: Как узнать, правильно ли закрыт газовый канал?
Сочетание контроля заполнения расплавом 70-95% объема полости формы и правильно спроектированной разделительной поверхности формы может привести к долговременной герметизации газового канала, что является ключевым аспектом при проектировании формы.
Вопрос 5: Какова производительность литья под давлением с помощью газа?
Если форма спроектирована правильно и параметры установлены правильно, процент выхода продукции при литье под давлением с использованием газа может достигать 98–99%. 5%, что значительно выше, чем при традиционном литье под давлением с толстыми стенками, и позволит эффективно снизить затраты на металлолом.
Вопрос 6: Насколько газовый процесс может сократить цикл формования?
Время охлаждения с помощью газа на 30–60 % короче, чем при литье под давлением, а общий цикл формования короче на 20–40 % . Этот метод очень подходит для крупномасштабного массового производства крупных деталей литьем под давлением.
В7: При какой толщине стенки рекомендуется использовать газовый ассистент?
Газовое литье под давлением следует рассматривать, когда максимальная толщина стенки детали превышает 4 мм или имеются ребра шириной более 6 мм. Этот метод может эффективно помочь вам избежать таких дефектов, как усадка и коробление.
Вопрос 8: Могут ли многополые формы работать с газом?
Многополосные формы действительно могут работать с использованием газа. Для каждой полости должна быть предусмотрена независимая воздушная игла и система управления потоком, чтобы гарантировать стабильность производства. В вашем распоряжении профессиональные дизайнерские решения.
Краткое содержание
Литье под давлением с использованием газа — идеальный метод решения проблем, связанных с усадкой и короблением крупных деталей, полученных литьем под давлением. Это не дополнительные инвестиции, а инвестиции в технологии, которые могут принести вам много преимуществ.
Профессиональные услуги по литью под давлением в сочетании с отработанными процессами с использованием газа могут обеспечить тройное улучшение качества поверхности, контроля затрат и структурных характеристик крупных деталей, полученных литьем под давлением.
В то же время стоимость индивидуального литья под давлением может быть разумно оптимизирована, чтобы сделать массовое производство более конкурентоспособным.
Вы все еще боретесь с усадкой или короблением корпусов вашего промышленного оборудования? Немедленно свяжитесь с нашей командой инженеров, присылайте свои 3D рисунки и получите отчет о технико-экономическом обосновании литья под давлением с использованием свободного газа и результаты анализа текучести пресс-формы. Мы поможем Вам быстро решить все производственные вопросы.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

