

气体辅助注射成型它是消除厚壁工业注塑部件表面缺陷的有效方法,同时也是提供优质注塑服务的基础技术。
当您投入数万美元开发大型工业设备外壳模具,最终产品因筋骨后面的缩痕而成为废品时,不仅浪费材料和劳动力,还可能导致项目交付延误。
传统注塑技术从未成功解决壁厚超过 8mm 的大型结构部件厚壁区域因冷却收缩而产生的表面缺陷。
本文将通过实际工业实例展示气体辅助注塑如何通过在整个过程中保持内部气压来完全消除收缩痕迹,并将检验该技术的财务和运营优势。
核心答案摘要
| 问题 | 解决方案 | 主要优势 |
| 缩痕是怎么产生的? | 零件最厚的区域加热和冷却最慢,因此真空收缩会导致表面压痕或收缩痕迹。 | 使用传统保压方式长时间保压将无法将压力传递或施加到最厚部分的正中心。 |
| 它是如何运作的? | 氮气首先被电离,然后渗透到熔体的核心,熔体被注入,建立压力并保持压力。 | 消除肋骨对面的收缩痕迹,从而使表面光滑度达到 0. 1 毫米。 |
| 定价比较如何? | 气体辅助设备的初始投资将会更多,但它将大大降低原材料和成型周期成本。 | 总体而言,单位成本将降低15%-30% ,而材料节省将约为20%-50%。 |
| 该技术可以用在哪里? | 除大型工业设备外壳外,它非常适用于厚壁结构件和具有大量肋的零件。 | 例如控制柜外壳、重型设备盖和工业手柄。 |
要点
- 表面质量的巨大提高:气体辅助注射成型可以将表面平整至0。03mm,并完全消除肋骨对面的凹痕。
- 成本与效率相结合:中空零件和结构可减少原材料使用20%-50%,同时还可缩短注塑周期30%-50%,从而降低总体成本。
- 更好的结构性能:消除内应力集中点,抗翘曲性能提高40%以上注塑大型零件。
为什么选择气体辅助注塑? JS Precision 的实际经验
您在大型厚壁注塑项目中遇到的主要问题包括返工缺陷、超出项目成本以及错过交货期限,我们 15 年来一直在解决这些问题。
JS Precision凭借15年的经验提供精密注塑服务,使公司能够为超过1000家国际客户生产超过300000个精密零件。我们的气体辅助注塑项目实现了99.2%的准时交货率,有效为您降低交货风险。
我们公司专注于大型零件注塑成型,同时解决导致大型厚壁零件收缩痕迹和翘曲的多重挑战。
我们通过免费的 DFM 分析和模流模拟以及全天候的工程师支持提供全面的支持,帮助您预防生产问题,同时通过减少测试费用来节省时间和金钱,否则会因缺陷而导致成本高昂的返工。
我们的实际案例研究涵盖工业控制柜、大型汽车内饰件等。我们公司帮助客户将废品率从 35% 降低到几乎为零,同时将单位成本降低 30%,以实现更好的生产效率和交付绩效。
我们可以完全控制从模具设计到产品交付的过程,因为我们拥有ISO9001:2015和 ISO13485 认证。
我们的工艺生产满足精度要求的气体辅助注塑零件,同时我们在从原型设计到批量生产的所有阶段为您提供支持,从而减少您的时间、精力和成本。
下载我们的气体辅助注塑白皮书,快速掌握气体辅助注塑的核心应用点和设计技术。
为什么传统注塑在大型零件注塑中会出现缩痕?
传统大型零件注塑中的冷却过程从厚壁中心开始,其冷却速度比任何其他零件都慢,从而创造了导致真空收缩的条件。
该过程从外部保压开始,随着材料流经流路,外部保压压力开始降低,导致收缩间隙填充不令人满意,从而导致生产浪费和运输延误。
厚壁区域的真空收缩效应
当零件壁厚超过 4mm-5mm 时,中心熔体的冷却速度是表面冷却速度的一半。收缩产生的真空力拉动表面,形成0.2mm-0.5mm的凹陷。外部修复无法消除物体上的此类缺陷。
保压和收缩补偿的物理极限
传统的保压方法仅在浇口区域提供压力控制,这降低了其在整个流道中的有效性。
该系统无法将力传递到距离浇口较远的肋条底座,而过度的保压会产生内应力,导致零件翘曲超过 0.5mm ,并降低装配精度。
气体辅助注塑原理
气体辅助注射成型创建了一条压力保持路径,氮气利用该路径在熔体中移动,从而使系统能够将压力传递到整个组件。该解决方案满足以下要求SPI 标准 101并为您的缩痕问题提供精确的解决方案。
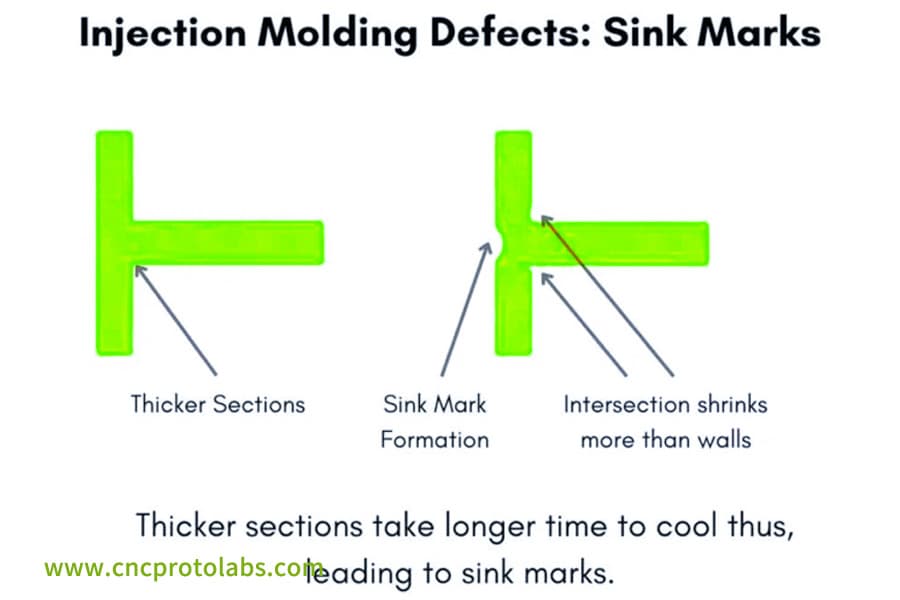
图 1:该图展示了传统注塑过程中塑料部件较厚部分如何形成缩痕,并带有突出显示不均匀冷却和收缩的标签。
气体辅助注塑如何消除厚截面中的缩痕?
气体辅助注射成型工艺使用高压氮气注射在熔化的材料内部形成中空空间,该空间通常填充有固体材料。
系统的永久内部压力可防止收缩产生真空效应,从而导致产品出现表面缺陷。
氮气渗透:空心结构取代实心填充
当熔体充满模具型腔的70%-95%后,高压氮气(20-30MPa)穿透熔体中心,将其推向模具壁。该方法在整个产品中产生相同的壁厚,同时防止厚壁部分通常发生的收缩和凹陷。
内压恒定,外壁与模腔紧密接触
氮气产生一致的内部压力,使部件的外部在冷却过程中保持靠近模具钢表面,间隙保持在 0.02 毫米以下。
该技术可防止收缩痕迹出现在肋骨的另一侧,从而获得0.1 毫米的表面平整度,满足 A 级外观标准。
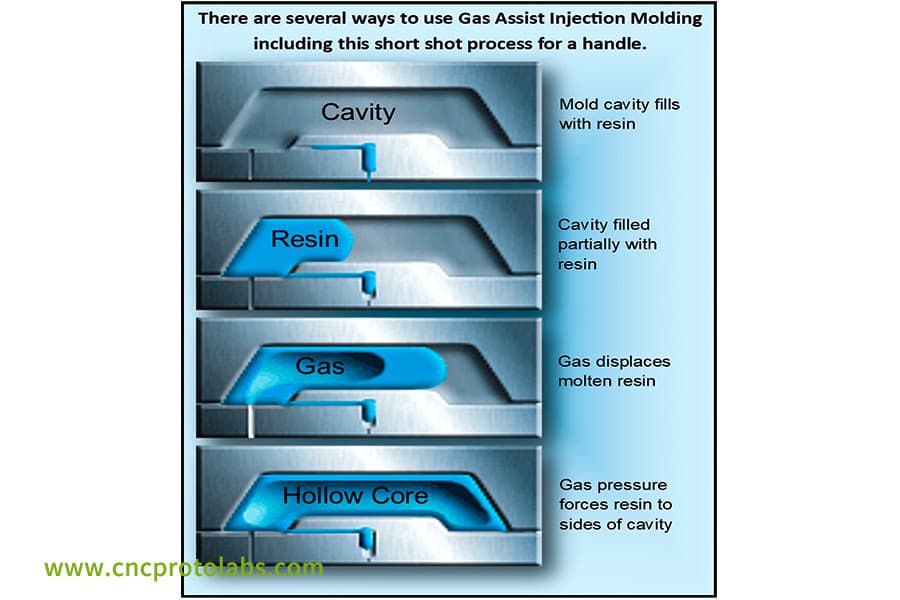
图 2:四步图显示了用于成型手柄的气体辅助短注工艺,其中气体置换熔融树脂以形成空心并防止缩痕。
使用气体辅助注塑大型零件的关键设计规则是什么?
这大型零件注塑采用气体辅助技术,需要遵循壁厚梯度、气道优先、浇口居中三个规则,帮助您降低模具修改成本,提高生产效率。
壁厚过渡设计规则
从气体通道到薄壁区域的壁厚变化必须≤1.5:1。您的废品成本将会增加,因为当您超过此比率时,气体会吹过薄壁,从而产生穿孔。
天然气通道连通性规则
确保充气区域有连续的网络。优选的通道横截面形状应使用圆形或泪滴形设计。尖角处的气压将超过 15 bar,这会导致保压效果所需的气压损失。
浇口和气针布局规则
浇口和气针必须布置在同一侧,气体渗透方向与熔体流动方向一致。该工艺使气体能够渗透至少 700 毫米,同时将压力损失保持在 8% 以下,从而实现可靠的成型结果。
| 设计参数 | 标准值 | 风险阈值 | 最优值 | 适用场景 | 压力损失 |
| 壁厚过渡率 | ≤1.5:1 | >2:1 | 1.2:1 | 大型结构部件 | <10巴 |
| 气体通道横截面 | 圆形/泪滴形 | 锐角角 | 圆 | 厚壁部件 | <8巴 |
| 门针布局 | 同边,同方向 | 对面、相反方向 | 中心、同侧 | 超长组件 | <5% |
| 气体穿透长度 | ≤700mm | >800毫米 | 600毫米 | 控制柜外壳 | <8% |
| 熔化填充量 | 70%-95% | <70%/>95% | 78% | 厚壁肋部件 | 无穿孔 |
- 注:该表是大型零件气体辅助注射成型关键参数的精简版。它可以作为直接的设计指南,帮助防止因参数不当而导致的生产缺陷。
设计注塑模具零件时,如何规划气道以消除缺陷?
在设计注塑模具零件时,气道应布置在零件最厚壁区域,遵循最小化气体阻力路径的原则,以帮助您提高模具寿命和生产合格率。
气道位置及尺寸设计
气体通道应位于壁最厚处,其直径为主壁厚的50%-70% 。对于 8mm 的主壁厚度,气体通道直径应在 4mm 至 5.6mm 之间。
该方法可建立可靠的气流,同时防止形成气穴和穿孔。
气体通道截面形状选择
圆形横截面的气体通道具有最低的压力损失并且是优选的。当结构需要时,应使用泪滴形状,其曲率半径至少需要1.5毫米,因为这可以防止气体通道破裂,从而减少模具操作时间。
气体通道端部密封设计
气体通道在其端点处需要0.5mm至1mm的薄壁密封区域,以允许天然气在保压后排出,这有助于消除气穴缺陷并减少浪费。
| 气道参数 | 主壁厚8mm | 主壁厚10mm | 主壁厚12mm | 截面形状 | 端封厚度 |
| 气道直径 | 4mm-5.6mm | 5mm-7mm | 6mm-8.4mm | 圆形的 | 0.5毫米 |
| 压力损失 | <6巴 | <7巴 | <8巴 | 泪珠 | 0.8毫米 |
| 穿透深度 | 600毫米 | 650毫米 | 700毫米 | 圆形的 | 1毫米 |
| 密封效果 | 出色的 | 出色的 | 好的 | 泪珠 | 0.6毫米 |
| 缺陷风险 | 低的 | 低的 | 中等的 | 圆形的 | 非常低 |
- 注:本表数据来源于JS Precision 15年连续设计注塑模具零件,可直接应用于气道设计,提高设计效率。
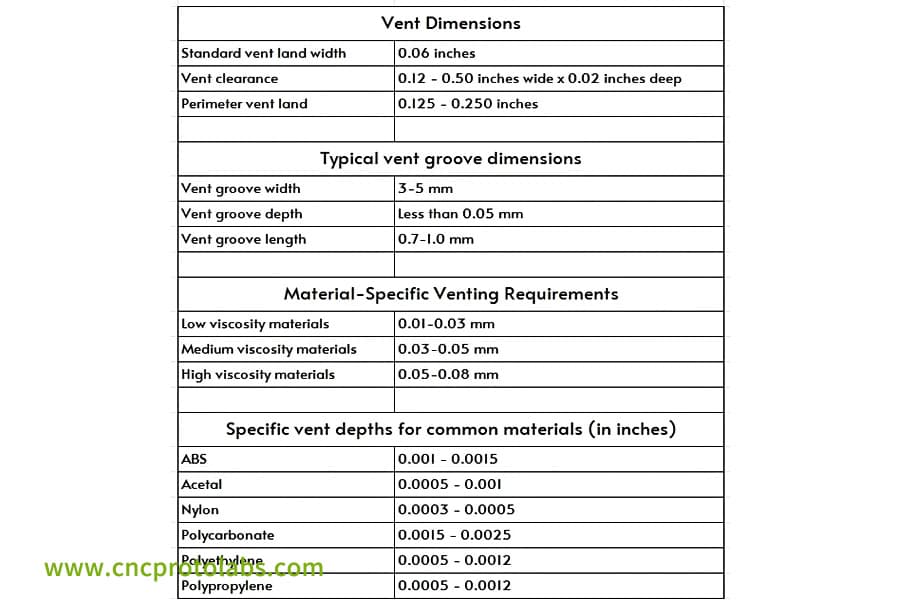
图 3:详细图表列出了气体辅助注塑模具的典型排气槽尺寸(宽度、深度、长度)和特定材料的排气要求。
为什么大型零件注塑需要改用气体辅助来减少内应力?
气体辅助工艺以注塑大型零件代替高外保压,可降低内应力40%-60%,从根本上解决翘曲问题,提高产品合格率和使用寿命。
均匀冷却和应力分布
气体将液态聚合物推向模具表面,从而使整个最终产品的厚度保持一致。冷却速率差异从 50% 降至 10% 以下,从而降低了残余应力并降低了零件翘曲的风险。
消除高压保持的副作用
传统工艺需要80至120MPa的保压压力,产生剪切应力, 导致零件变形。气体辅助成型工艺需要20至30MPa的保压压力,可将翘曲减少0.5mm至1.2mm,同时提高装配精度。
提高长期稳定性
内应力的降低使得零件在85°C/85%RH湿热老化测试中的尺寸变化率从0.8%下降到0.2%以下,从而延长了产品的使用寿命并降低了售后费用。
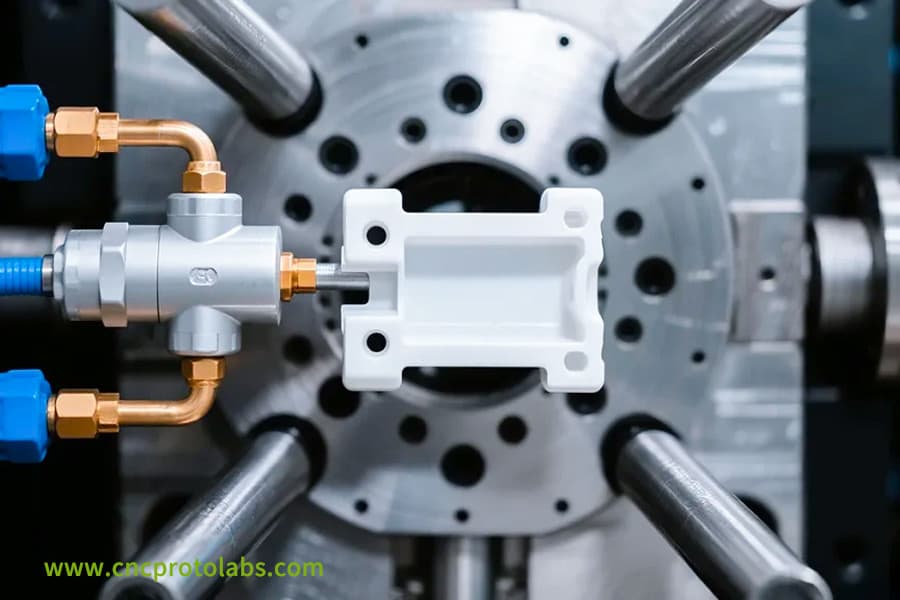
图 4:正在运行的气体辅助注射成型工艺的特写视图,其中白色塑料部件在配备有气体输送管线的金属模具内形成。
定制注塑成本如何比较:气体辅助与气体辅助固体成型?
气体辅助设备的初始投资为8,000美元至20,000美元,但该设备可以降低运营费用15%至25%,使企业能够在3至6个月内收回费用。
我们提供帮助,帮助您在整个项目期间保持对总费用的精确控制。
节省原材料成本
使用气体替代特定塑料,使公司在制造重量超过 1 公斤的大型部件时能够节省 20% 至 50% 的原材料。
生产 50,000 件(每件重 3.5 公斤)将节省总成本 35,000 美元至 87,500 美元。
成型周期和能源成本
气体辅助减薄工艺降低了壁厚,同时将冷却时间缩短了 75% 以上,并且还减少了壁厚。注塑机锁模力要求和能源需求导致生产效率大幅提高。
模具寿命和维护成本
气体辅助操作需要的锁模力减少 30% 至 50%,由于最大模具压力降低,因此模具寿命延长 20% 至 30%。现在,该过程需要的维护任务更少,从而降低了模具设备的维护成本。
| 成本项目 | 固体注射成型 | 气体辅助注塑 | 储蓄率 | 每年节省(50,000 件) |
| 原材料成本 | 8.4美元/个 | 5.95美元/个 | 29.2% | 122,500美元 3-6个月 |
| 成型周期 | 140秒/片 | 78秒/片 | 44.3% | 产能提升44% |
| 模具成本 | 50,000美元 | 55,000-60,000美元 | +10%-20% | 寿命延长 25% |
| 能源成本 | 0.3 美元/件 | 0.12 美元/件 | 60% | 9000 美元 |
| 废品成本 | 2.1 美元/件 | 0.05 美元/件 | 97.6% | 102,500 美元 |
- 注:表中数据是JS Precision根据实际项目计算得出的,准确反映了定制注塑成本的差异,可作为成本计算的参考。
获取您的详细报价定制注塑成本并准确计算气体辅助工艺的成本效益。
JS Precision案例:气体辅助注塑实现工控柜外壳零缺陷
工业设备制造商要求我们制作尺寸为800mm×600mm×200mm的控制柜外壳。主墙顶部高 8 毫米,整个表面分布有 15 毫米的加强筋。
传统工艺产生收缩缺陷,导致35%的材料成为废品,延迟了交货期。
解决方案:
1、工艺选择:
气体辅助注塑工艺成为我们的主要解决方案,因为根据我们 15 年大型注塑项目的经验,我们需要将厚壁部件和高肋部件结合起来,以完全防止收缩缺陷,这帮助我们进行了无危险的试验。
2.模具优化:
重新设计气道网络注塑模具的零件, 和 重点优化气道方向,确保气体稳定渗入腔内,避免局部压力不均匀。
3.参数设置:
根据模流分析结果,将氮气渗透路径延长至720mm,保气压力精确设置为28MPa(适合8mm主壁厚),熔体填充量控制在78% ,平衡保压效果和成型效率。
4、闸门调节:
浇口需要移动到壳体中心区域,因为该位置可以使气体分布在整个腔体中,同时保持浇口和远处区域之间的压力。
最终结果:
1.表面质量:
表面收缩痕迹已完全消除。 A级表面平整度0.03mm,客户外观检验100%合格,全面解决交期问题。
2. 成本效率:
单件重量由2.4公斤降低至1.7公斤,节省材料29.2%,成型周期由140秒缩短至78秒,年产能提高44% ,成本大幅降低。
3、结构性能:
外壳抗弯刚度提升了18%,并经过了5000小时的剧烈振动和-30℃至80℃的冷热循环测试,没有任何开裂或翘曲的迹象。
4.整体价值:
我们提供注塑服务,帮助客户识别关键痛点,实现质量、成本、效率三重提升,弥补交付损失。
提交您的项目需求,我们将为您定制专属气体辅助注塑批量生产为您规划并复制成功经验案例。
气体辅助是否适合您项目的缩痕和翘曲问题?
如果您的项目最长物理测量超过300mm,或者其中一个零件的壁厚超过6mm,那么气体辅助注塑 将非常适合这种情况,因为它不仅能够解决收缩和翘曲问题,还能最大限度地降低生产风险并帮助您获得更具竞争力的产品。
快速评估清单
- 零件是否包含壁厚超过 5mm 的区域?
- 是否有高肋(肋高>壁厚的3倍)?
- A级表面平整度要求在0. 1mm以内吗?
- 您希望将单位成本降低 15% 以上吗?
- 零件最长尺寸是否超过400mm?
JS Precision技术支持
作为一名专业人士注塑服务供应商,我们提供免费的技术评估和Moldflow分析,准确计算气体辅助注塑工艺的可行性和成本效益,确保您的项目全程成功率,帮助您少走弯路。
只需咨询我们的工程师即可快速完成项目工艺可行性评估并确定气体辅助工艺是否适合您的需求。
常见问题解答
Q1: 气体辅助注塑可以用于任何塑料材料吗?
一般来说,气体辅助注塑工艺适用于 PP、PE、ABS 和尼龙等结晶塑料。但在某些特殊情况下,某些工程塑料在获得批准之前需要进行彻底的测试。我们可以通过免费测试来帮助您确定您的材料是否合适。
Q2:气体辅助工艺是否会导致模具成本更高?
由于气体辅助需要额外的部件,如气针和特殊浇口,模具成本至少会增加10%-20% 。另一方面,当考虑到材料使用和浪费节省时,定制注塑成本就会降低。
Q3:气体可以穿透的最大长度是多少?
如果气体辅助工艺实施得当,气体渗透长度已超过 2 米。该工艺可覆盖各类超大型工业结构件的生产,适用于所有大型零件注塑场景。
Q4:如何知道气道是否密封良好?
将 70%-95% 的模具型腔体积的熔体填充控制与适当设计的模具分型面相结合,可以实现气体通道的长期密封,这是模具设计的一个关键方面。
Q5: 气体辅助注塑的良率是多少?
如果模具设计得好,参数设置正确,气体辅助注塑的成品率可能高达98%-99。 5%,大大高于传统厚壁注塑,将有效降低您的废品成本。
Q6:气体辅助工艺可以将成型周期缩短多少?
气体辅助冷却时间比固体注塑缩短30%-60%,整体成型周期缩短20%-40% 。这种方法非常适合注塑大型零件的大规模批量生产。
Q7:建议在什么壁厚下使用气体辅助?
当制件最大壁厚超过4mm,或存在宽度超过6mm的筋时,应考虑气体辅助注塑。此方法可以有效帮助您避免缩痕、翘曲等缺陷。
Q8: 多腔模具可以气辅吗?
多腔模具确实可以采用气体辅助。每个型腔必须有独立的气针和流量控制结构,以保证生产的一致性。专业的设计解决方案随时为您服务。
概括
气体辅助注塑是解决大型零件注塑缩痕和翘曲问题的完美方法。这不是额外的成本投资,而是可以为您带来很多好处的技术投资。
专业的注塑服务与成熟的气体辅助工艺相结合,可以为您的注塑大型零件实现表面质量、成本控制和结构性能的三重改进。
同时,定制注塑成本可以合理优化,使量产更具竞争力。
您还在为工业设备外壳的收缩痕迹或翘曲而烦恼吗?立即联系我们的工程团队,发送您的 3D 图纸,并获得免费气体辅助注塑可行性分析报告和模流分析结果。我们将帮助您快速解决所有生产问题。

免责声明
本页内容仅供参考。 JS精密服务,对于信息的准确性、完整性或有效性不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过 JS Precision Network 提供性能参数、几何公差、具体设计特征、材料质量和类型或工艺。这是买家的责任需要零件报价确定这些部分的具体要求。请联系我们获取更多信息。
JS精密团队
JS Precision是行业领先的公司,专注于定制制造解决方案。我们拥有超过20年的经验,超过5000家客户,我们专注于高精度数控加工,钣金制造, 3D打印,注塑成型,金属冲压、等一站式制造服务。
我们的工厂配备了 100 多台最先进的 5 轴加工中心,并通过了 ISO 9001:2015 认证。我们为全球150多个国家的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能以最快的24小时内交货满足您的需求。选择JS精密这意味着选拔效率、质量和专业性。
要了解更多信息,请访问我们的网站: www.cncprotolabs.com
资源

