

ねじ込みインサート成形は、プラスチックと金属の美しい融合を可能にする重要な技術です。
プラスチック部品の組み立てに関する問題の一つとして、ねじ山の破損やトルク不足が挙げられますか?金属とプラスチックを組み合わせようとした際に、インサートの脱落やひび割れが原因で、製品バッチ全体が廃棄処分になったという事例に遭遇したことはありますか?
最大限の強度と耐久性が求められる重工業用途では、ねじの緩みや破損が製品故障の主な原因となる。
プラスチック部品の繰り返し分解という問題に対する恒久的な解決策の一つとして、特注の真鍮製インサートを用いた高精度なねじ込みインサート成形サービスの提供が挙げられる。
貴社製品は、過酷な動作条件下でも安定した接続を維持できるため、生産損失と全体的なコストが削減されます。
コアインサイト
| 中核的な問題 | 真鍮インサートのソリューション | 主要データ/パラメータ |
| ロック力が不十分です | 45°ツイルエンボス加工と底溝デザインにより、トルクと軸方向引張強度が向上します。 | 45°エンボス加工は、クロスエンボス加工と比較して、トルク耐性を25%~30%向上させる。 |
| 射出成形オーバーフロー | 0.1mmの精密シール工程と6Hグレードの内ねじ精度により、高圧成形を防止します。 | シール工程の公差は±0.01mm以内に制御されています。 |
| 長い生産サイクル | 真鍮の高い熱伝導率を利用して、プラスチックの凝固を促進し、成形サイクルを短縮する。 | 真鍮の熱伝導率は約120 W/m・Kで、鋼鉄の3倍である。 |
| 異種材料を組み立てる際のリスク | 真鍮にニッケルメッキを施すことで、アルミニウム合金における電気化学的腐食の問題を解決できる。 | ニッケルめっきの厚さを5~8μmに制御することで、潜在的な不動態化が実現する。 |
主なポイント
- パフォーマンスこそが最重要:
真鍮は、熱伝導性、加工性、自己潤滑性など、バランスの取れた特性を備えているため、重荷重がかかるねじ込みインサートの材料として最適です。
- カスタマイズが鍵:
特注のエンボス加工、溝加工、およびシーリング工程設計は、高トルクやオーバーフローの問題を解決するだけでなく、標準部品の購入コストをはるかに超える付加価値をもたらします。
- プロセスが成功を左右する:
インサート成形サービスを利用する際には、非常に小さな加工公差(例えば6Hグレードのねじなど)への注意と適切な熱伝達の利用が、高い歩留まりと効率を実現するための重要な要素となります。
- ライフサイクル全体に焦点を当てる:
プラスチック射出成形において、プロ仕様のねじ込みインサートを選択することで、組立不良率を大幅に削減できるだけでなく、製造コストを最大限に活用することにもつながります。
このガイドを信頼する理由:JS Precisionの真鍮ねじ込みインサート加工における豊富な経験
重荷重用途に最適なねじ込みインサートソリューションを決定するには、サプライヤーの専門性、経験、信頼性を十分に理解する必要があります。
結局のところ、ねじ込み接続の信頼性こそが、製品の品質とブランドイメージの強さを左右する鍵となるのです。
JS Precisionは、15年以上の経験を持つ専門分野として、真鍮製ねじ込みインサートの精密加工に取り組んできました。
当社は、自動車、エレクトロニクス、産業機器などの主要産業向けにプロジェクトを完了させ、1000件以上のカスタムプロジェクトを提供し、挿入不良、オーバーフロー、長期生産サイクルといった顧客の抱える根本的な問題を解決してきました。
この信頼できるガイドは、理論的な仮説ではなく、数多くの広範な実世界の事例研究と収集されたデータに基づいて作成されています。
例えば、あるティア1自動車部品サプライヤーのECUハウジングインサートにおけるトルク低下の問題に対処することで、不良率を15%から0.8%に削減することに成功しました。その結果、クライアントは年間約22万ドルのコスト削減を実現できました。
当社のすべての機械加工プロセスは、 DIN 82ローレット加工規格の要件に準拠していますが、ローレット加工の精度と安定性を組み込むことで、各真鍮製ねじ込みインサートが過酷な作業条件下でも耐えうる品質を保証しています。
当社では、スイス型ウォーキングマシンと5軸マシニングセンターを使用し、 ±0.005mmの加工精度を実現しています。また、多段インサート、細径穴、特殊な止まり穴などの複雑なインサートのカスタマイズが可能で、RoHSおよびREACH環境基準を満たす鉛フリー真鍮加工にも精通しています。
このガイドでは、インサートの選択や適用におけるミスを回避するだけでなく、接続の信頼性という面で製品の競争力を高めるための実践的な解決策を提供します。
真鍮インサートの主な利点と応用例を素早く理解するには、無料のホワイトペーパーをダウンロードして、ねじ込みインサート成形の要点を簡単に把握してください。
高負荷用インサートに真鍮が依然として好まれる理由は?
真鍮は、高荷重のねじ込みインサートに関して一般的に選ばれる材料です。なぜなら、真鍮は熱伝導性、加工性、自己潤滑性のバランスがほぼ完璧であり、実際、インサート成形プロセスを円滑に進めるための主要な要素となっているからです。
真鍮はアルミニウム合金よりも熱伝導率が高く、成形サイクルを短縮できます。優れた被削性により加工コストを削減できます。自己潤滑性により、組み立て時の食い込みを防ぎ、金属用真鍮ねじ込みインサートの複数回の分解・組み立て後も安定したトルクを維持します。
真鍮とステンレス鋼:熱伝導率と被削性のトレードオフ
多くの顧客は真鍮をステンレス鋼に置き換えることを検討しているが、ステンレス鋼はインサート成形プロセスにおいて重大な欠点を抱えている。
以下の表は、両者の主な性能差を明確に比較したものです。
| 性能パラメータ | 真鍮(C3604/C36000) | ステンレス鋼(SUS303/304) | 顧客メリットの違い |
| 熱伝導率(W/m・K) | 約120 | 約15 | 真鍮は熱を素早く放散するため、成形サイクルを15~20%短縮できる。 |
| 加工硬化 | 低い | 高い | ステンレス鋼製の工具は摩耗が早く、単位加工コストが30~40%増加する。 |
| 自己潤滑 | 素晴らしい | 貧しい | 真鍮製のインサートは固着しないため、分解・再組み立てのサイクル数が3倍以上増加します。 |
| 密度(g/cm³) | 8.5 | 7.9 | わずかな違いで、製品重量への影響はごくわずかです。 |
| 耐食性(素地) | 平均 | 素晴らしい | 真鍮はニッケル/錫メッキを施すことでその欠点を補うことができ、ステンレス鋼よりも安価になる。 |
真鍮製のインサートは、確実な接続を保証すると同時に、加工コストを削減し、生産効率を向上させるため、大量生産において費用対効果の高い選択肢となります。
真鍮とアルミニウム合金:自己潤滑性と耐食性のバランス
アルミニウム合金は軽量であるだけでなく、優れた熱伝導性も備えています。しかし、表面が酸化しやすく、自己潤滑性もありません。
これらの要因により、アルミニウム用ねじ込みインサートは組み立て時に固着しやすく、その結果、寿命が短くなる。
真鍮の鉛粒子は優れた潤滑剤として働き、安定したトルクを保証します。また、ニッケルまたは錫の簡単なメッキを施すだけで、アルミニウム合金による保護よりもはるかに低いコストで、材料の耐腐食性を大幅に向上させることができます。
高トルク用途向けに、カスタマイズされた真鍮製ねじ込みインサートを使用してロック力を最適化する方法とは?
重荷重や強い回転力が加わる場合、 プラスチック用ねじ込みインサートのロック力が不十分だと、インサートが緩んで製品の破損につながる可能性があります。ロック力を高める最も効果的な方法の一つは、高度にカスタマイズされた設計です。
従来のクロスエンボス加工と比較して、45°斜めエンボス加工設計は、プラスチック基材との接触面積を約30%増加させ、トルク耐性を25%~30%向上させ、インサートの安定性を向上させることができます。
45°ツイルエンボス加工とクロスエンボス加工の比較
両者は機械的に大きく異なり、その違いはインサートが発揮するロック力だけでなく、寿命にも大きな影響を与える可能性が高い。詳細な比較は以下のとおりである。
| エンボス加工の種類 | 機械構造 | 接触面積増加率 | トルク増加率 | M5仕様における最大制動トルク | 潜在的なリスク |
| 45°ツイルエンボス加工 | 連続螺旋状のインターロッキング面、均一な応力 | 約30% | 25%~30% | 5.2 N·m | 応力集中がほとんどないため、プラスチックはひび割れしにくい。 |
| クロスエンボス加工 | 円周方向に4つの応力集中点が存在する | 値上げなし | 0 | 4.1 N·m | プラスチックの局所的なひび割れが発生しやすく、ロック力が急速に低下する。 |
45個の綾織りエンボス加工インサートは、プラスチック基材とのより優れた嵌合を形成し、高トルク条件下でも緩みにくく、これにより製品の信頼性を向上させ、不良率を低減することができます。
底溝:軸方向の脱落を防ぐための重要な構造
インサートが軸方向に引っ張られる場合、プラスチックがアンダーカット領域に入り込み、「機械的なロック」によって押し出しが完全に停止する。
推奨サイズは、深さ0.2~0.4mm、幅0.5~1.0mmです。試験結果によると、アンダーカット付きインサートは軸方向引張強度を40~60%向上させることができ、そのため軸方向引張力が想定される箇所で使用されています。
冷間圧入プロセス:真鍮の微細延性を利用したゼロクリアランス嵌合の実現
冷間プレス加工により、嵌合精度が向上します。真鍮の15~20%の伸び率と、 0.02~0.05mmの干渉嵌合設計を組み合わせることで、インサートをプラスチックに事前に開けられた穴に圧入した際に、実際にはクリアランスゼロの嵌合を実現できます。
この方法は、インサート成形時のインサートの位置ずれを確実に防止します。そのため、 高精度電子機器に適した方法であり、組立精度も満たすことができます。
プロのインサート成形サービスは、射出成形時の真鍮インサートにおける材料の溢れ出し問題をどのように解決できるのでしょうか?
射出成形時に、溶融プラスチックがねじ山に漏れ込むと、インサートの組み立て不良や不良品の廃棄につながることが頻繁に発生する。
経験豊富なインサート成形専門家は、プラスチック用真鍮ねじ込みインサートの構造強化によって、この問題を完全に解消することができます。
インサートに0.1mmの狭いシール段を設け、内ねじの公差をISO 965-1 (6Hグレード)以上に引き上げることで、高圧溶融プラスチックがねじ部に侵入するのを効果的に防止し、結果として射出成形歩留まりを向上させることができます。
0.1mmシール工程:高圧溶融プラスチックの精密遮断
インサートの上部または下部に、幅0.1mm、高さ0.05~0.1mmの環状部が形成される。金型が閉じると、この環状部は鋼製コアにしっかりと密着し、シール面を形成することで、高圧の溶融プラスチックを効果的に遮断する。
これには極めて高い加工精度が求められます。具体的には、段差の平面度は0.005mm、金型とのクリアランスは0.01mmで、溶融プラスチックがねじ部に染み込むのを防ぎます。
6Hグレード内ねじ継手(モールドピン付き):精度が歩留まりを左右する
6Hグレードの内ねじのピッチ径公差は0~-0.01mmであり、溶融接着剤が金型位置決めピンに流れ込むのを防ぐための隙間は非常に小さい。精度が低いと、漏れが発生する可能性が大幅に高まる。
実験の結果、6Hグレードの精密インサートにおけるオーバーフローによる不良率は一般的に0.5%未満であるのに対し、7Hグレードでは3%~5%に達する可能性があり、その結果、生産コストが高くなることが明らかになった。
射出成形におけるオーバーフロー問題でお困りですか?弊社の成功事例をご覧いただければ、インサート成形サービスがオーバーフロー不良率を0.5%未満に抑える方法を学ぶことができます。
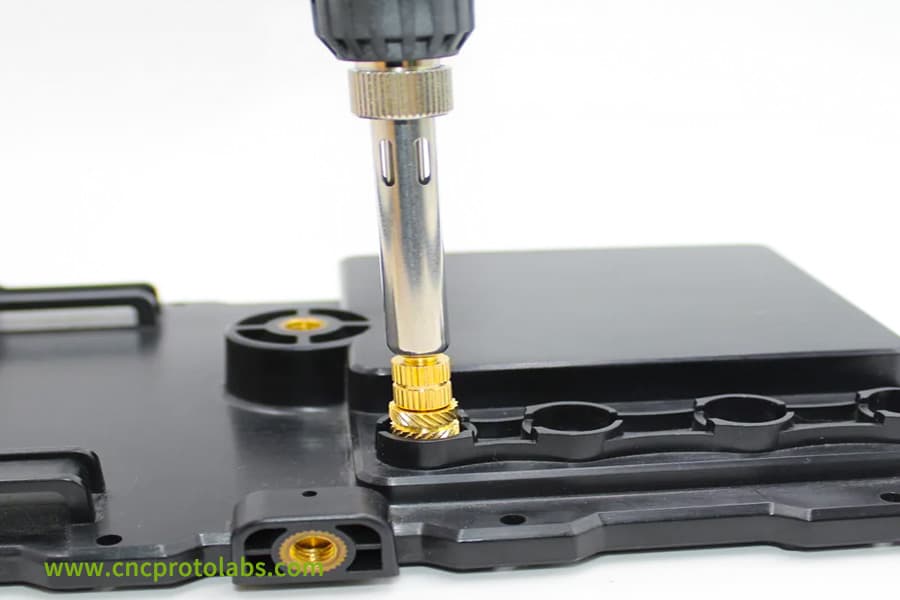
図1:精密工具を用いて真鍮製のねじ込みインサートを黒色のプラスチックベースに取り付ける。これはインサート成形において、きれいな接合面を確保し、材料の溢れ出しを防ぐための重要な工程である。
プラスチック用ねじ込みインサートの自動化互換性を、カスタマイズ加工によって向上させるにはどうすればよいでしょうか?
自動組立は生産性向上と人件費削減に大きく貢献します。カスタマイズされた加工により、自動大量生産時でもプラスチック用ねじ込みインサートの詰まりや位置ずれを防ぐことができます。
特注インサートは、完全に左右対称の形状と非常に明確な端面特性を備えて製造されるため、振動フィーダーによる供給時に位置ずれが発生しないことが保証されます。
同時に、鉛フリー真鍮の金属加工は、ツールパスとの互換性が完全に高く、摩耗を軽減し、EUの環境基準にも準拠しています。
対称設計と端面形状を採用することで、送り位置ずれを完全に解消します。
通常、非対称な端面を持つインサート部品は、振動フィーダーの出力が85~90%にとどまり、詰まりや位置ずれの問題が発生し、生産ラインの稼働時間に影響を与えます。
両端対称形状のインサートは、端面に0.2mmの45度の面取りが施されているため、送りチャネルに入った後の向きに関係なく、インサートの位置が正確になります。
これにより、供給歩留まりが99.5%以上に向上し、これらのインサートは高速自動埋め込み機との互換性も確保されました。
鉛フリー真鍮の機械加工:課題と工具最適化戦略
鉛フリー真鍮は環境に優しい代替品ですが、鉛入り真鍮よりも加工がはるかに難しいため、切りくず処理性能が低下し、工具摩耗が約20%増加します。
工具形状の最適化、 TiAlNコーティング工具の採用、およびマイクロ潤滑システムの導入により、工具寿命を1刃当たり2000個から3500個に延長することができ、コスト抑制と環境基準の達成が可能になります。
プラスチック用真鍮ねじ込みインサートの熱伝導効率は、熱可塑性材料の生産サイクルにどのような影響を与えるか?
真鍮製インサートの高い熱伝導率が、プラスチック射出成形用ねじ込みインサートの生産サイクルを短縮する非常に効率的な方法となる主な要因は、それが生産能力とコストを直接的に決定する点にある。
真鍮の熱伝導率は約120W/m・Kで、 金型鋼の3~4倍です。そのため、熱がプラスチック内部に速やかに放散され、再凝固時間が15~20%短縮され、生産効率が向上します。
真鍮の高い熱伝導率が再凝固時間短縮に及ぼす影響
厚さ2mmのPBT+GF30製の部品を基準にすると、インサート付近のプラスチックの冷却期間が最も重要であり、成形サイクルの40~50%を占める。
真鍮製のインサートを使用すると、冷却時間を12秒から9.5秒に短縮でき、成形サイクル全体を30秒から26.5秒に短縮できる。これにより、効率が約12%向上する。
同時に、真鍮製のインサートは温度の一貫性を高め、プラスチック内部の応力や亀裂のリスクを低減し、不良品の発生率を低下させる効果もある。
PC、PPO、その他の素材の場合:インサートを予熱して内部応力を解消する
PCやPPOのような非晶質材料は流動性が低く、内部応力に非常に敏感である。
金型インサートと溶融プラスチックの温度差が大きいと、収縮のばらつき、応力によるひび割れ、そして最終的には不良品の増加につながる可能性があります。
インサートを80~120℃まで加熱すると、温度差が20℃未満になり、内部応力が30~40%変化するため、亀裂発生率はほぼ無視できるレベルになります。
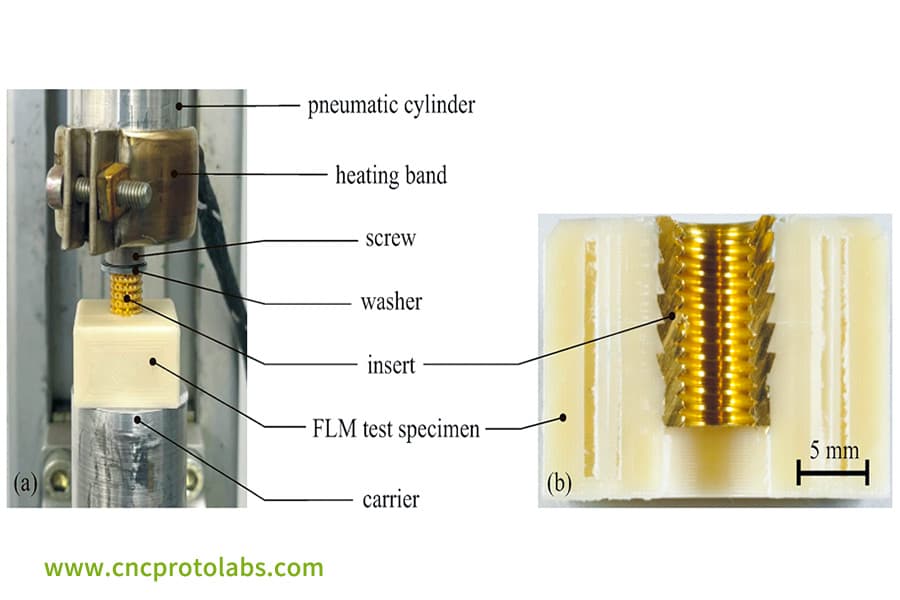
図2:白色プラスチック試験片に埋め込まれた真鍮製のねじ込みインサートの拡大図。加熱バンドやその他の部品も併せて示されており、熱伝導率を評価するための装置構成を示している。
アルミニウムと真鍮のねじ込み式挿入部品における、異種材料接合時の電気化学的適合性はどの程度ですか?
アルミニウム用ねじ込みインサートにおいて、表面の真鍮とアルミニウム合金が接触すると、強い電気化学的腐食が発生し、インサートの緩みや破損につながる可能性がある。
専門的な表面処理を施せば、この問題は完全に解消できます。
一方、5~8μmのニッケルまたはスズのめっき層は、耐薬品性に優れた不動態層を形成することができ、電気化学反応を遮断するだけでなく、-40℃から120℃までの広い温度範囲において、両方の材料が緩むことなく同じように収縮することを可能にする。
真鍮のニッケル/錫めっき:電気化学的不動態化の基本原理
真鍮とアルミニウム合金が接触すると、その接合部はガルバニ電池として機能し、アルミニウムが陽極となるため腐食し、結果として接続部が緩む。
ニッケルめっきは電位差を0.5Vから0.2V以内に低減し、電気化学反応を阻止します。標準的な5~8μmのニッケルめっきは、塩水噴霧試験で96時間以上持続し、過酷な腐食環境の要求を満たします。
広範囲の温度範囲における同時収縮:緩み防止の鍵
真鍮合金とアルミニウム合金は、熱膨張係数が若干異なることが知られています。一般的な使用温度範囲である-40℃から120℃において、収縮量の差は長さ100mmあたり約0.05mmと推定されます。
ニッケルメッキはこのわずかな差を補正します。500回の熱サイクル後でも、ニッケルメッキされたインサートのトルク保持率は95%以上を維持しており、温度変化に対する優れた安定性を示しています。
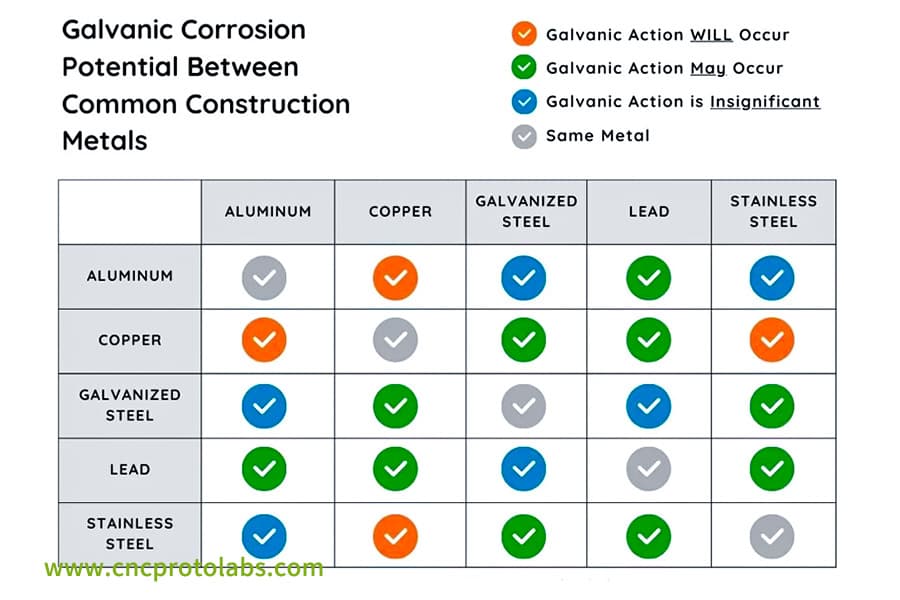
図3:「一般的な建築用金属間のガルバニック腐食電位」と題された図表。アルミニウム、銅、ステンレス鋼などの金属の電気化学的適合性を評価するもので、アセンブリにおける適合材料の選択に不可欠である。
特注の真鍮製ねじ込みインサートを選ぶべきか、それとも標準部品を選ぶべきか?
総ライフサイクルコストの観点から見ると、特注の真鍮製ねじ込みインサートは既製品よりも有利であり、サイズや性能の違いによる不具合も防ぐことができます。
標準部品は単価は低いものの、組み立て時の不良率が高くなる可能性が高く、結果として総コストが高くなる場合がある。
特注部品は、15~20%ほど高価になるものの、不良率を2%から0.2%未満にまで下げることができ、結果として全体のコストを最小限に抑えることができる。
コスト分析:カスタム部品の単価と組立不良率の低減
年間10万個の製品を生産する場合を例にとると、コスト比較は以下のようになり、特注部品の利点が直感的に理解できるでしょう。
| コスト項目 | 標準部品 | カスタムパーツ | コスト差 |
| 単価(米ドル/個) | 0.5 | 0.6 | +0.1 |
| 年間挿入費用(米ドル) | 50,000 | 60,000 | +10,000 |
| スクラップ率 | 2% | 0.2% | -1.8% |
| 年間スクラップ損失額(米ドル) | 10,000 | 1,200 | -8,800 |
| 年間総費用(米ドル) | 60,000 | 61,200 | +1,200 |
特注部品の年間総コストは標準部品よりわずか1,200ドル高いだけで、この金額には顧客からのクレームや、ねじの品質問題によるブランドイメージの損害は含まれていません。もちろん、長期的には特注部品の方が費用対効果が高いと言えます。
JS Precisionの精密機械加工能力
精密機械加工は、カスタムインサート製造における基本技術です。JS Precisionは、スイス型旋盤とスイス型構成の5軸マシニングセンタを使用し、0.005mm以内の精度を実現することで、複雑なインサートのカスタマイズ要件を満たしています。
- 多段式インサート:最大7段、同軸度0.01mm、複雑な製品に適しています。
- 細身の穴インサート:最小穴径0.5mm、長さ対直径比15:1 、精密電子製品に適しています。
- 特殊な盲穴インサート:カスタマイズ可能な底部テーパー角度、公称直径の1.5倍の有効ねじ深さにより、確実な接続を保証します。
特注真鍮製ねじ込みインサートの総コストを計算したいですか?生産量とご要望をお知らせいただければ、無料のコスト比較レポートをご提供いたします。
JS Precisionの事例研究:ECUハウジングの射出成形:トルク減衰を95%削減
以下は、ECUハウジングの射出成形に関する事例研究であり、特注の真鍮製ねじ込みインサートとインサート成形技術によって、トルク損失の問題を解消し、コストを削減し、品質レベルを向上させる方法を画像を用いて解説しています。
直面した問題
あるティア1自動車部品サプライヤーは、人気自動車メーカーのECU(エンジンコントロールユニット)用のプラスチック製ハウジングを製造している。
これらのデバイスは、-40℃から125℃までの温度範囲での熱サイクルに耐えることができなければならず、そのためにはねじ込みインサートが非常に高いトルク保持能力を備えている必要がある。
従来は、標準的な十字型エンボス加工のインサートが使用されていましたが、これによりトルク減衰に大きな問題が生じていました。
熱サイクル試験を実施したところ、ねじ込みインサートの平均トルク保持力が25%低下し、ECUハウジングのシールが破損した。
インサートとPBT+GF30材料の高温クリープにより、軸方向引張力が500N未満に低下しました。インサートの問題により不良率が15%に達し、月間5万ドルの損失と顧客からのクレームが発生しました。
解決
お客様の課題点を的確に把握することで、インサートの設計や材質から加工工程の変更に至るまで、あらゆる面を最適化した、完全なねじ込みインサート成形ソリューションをカスタマイズして提供しました。
1. インサートの最適化:標準のねじ込みインサートをカスタムの真鍮製ねじ込みインサートに変更し、エンボス加工を45度の対角線パターン(DIN82規格に適合)に変更し、トルクと軸方向引張強度性能を向上させるために、深さ0.3mmの底溝を追加しました。
2. 材料と表面処理:材料としてC3604真鍮を選択し、5μmのニッケルメッキを施すことにしました。また、アルミニウム合金製のヒートシンクを使用することで電気化学的腐食の問題を解決しました。
3.プロセス調整:インサート成形時の熱衝撃応力を最小限に抑えるため、インサート温度を120℃まで上昇させる。
4.精密制御:正確に組み立てるために、内ねじの公差を6Hから5Hに厳しくしました。
最終結果
最適化後、トルク減衰率は25%から5%以内に低下し、軸方向張力は750N以上で安定した状態を維持した。
埋め込み部品の不良率が15%から0.8%に低下し、その結果、毎月約47,000ドルの不良損失が削減されました。
これにより、顧客は年間22万ドルの総合コストを削減でき、その後の注文も30%増加します。
貴社製品も、インサートの破損やトルクの低下といった問題に直面していませんか?本事例と同様に、プラスチック射出成形用のカスタムねじ込みインサートをご希望の場合は、プロジェクト要件をご提出ください。
よくある質問
Q1:ねじ込みインサート成形に使用されるプラスチック材料に何か要件はありますか?
基本的には、ほとんどの熱可塑性樹脂(例:PA、PBT、PC、PP)と一部の熱硬化性樹脂が適しています。最終的な選択は、インサートの設計と使用する材料の適合性によって決まります。より正確な適合性に関するアドバイスが必要な場合は、プラスチックのモデルをお送りください。
Q2:射出成形中にねじ込みインサートがずれないようにするにはどうすればよいですか?
金型ピンでインサートの位置を固定し、インサートの底面に面取りを施し、射出圧力と速度を総合的に調整することで、高圧射出成形条件下でもインサートを所定の位置に固定することができる。
Q3:真鍮製のねじ込みインサートはどの程度耐腐食性がありますか?
一般的に、無塗装の真鍮は耐食性が低いが、ニッケルや錫のめっきを施すことで、塩水噴霧や電気化学腐食に対する耐性を大幅に向上させることができ、ほとんどの産業環境の要件を満たすことができる。
Q4:プラスチック用ねじ込みインサートの最大トルクはどれくらいですか?
最大トルクは、インサートの寸法、エンボス加工パターン、およびプラスチックマトリックスによって異なります。例えば、PBT+GF30製のM4インサートは3~4Nmのトルクに耐えることができます。さらに高いトルクを得るために、カスタムエンボス加工を施すことも可能です。
Q5:鉛フリーの真鍮製ねじ込みインサートの加工は可能ですか?
実際、当社は鉛フリー真鍮の精密加工(例:CW511L、C69300)に熟練しており、工具摩耗を低減するためのツールパスの変更に加え、RoHSやREACHなどの環境基準にも準拠しています。
Q6:インサート成形サービスの最小注文数量は?
試作品製作段階においては、最低注文数量はございませんのでご安心ください。量産段階においては、最適なコスト効率を実現するため、最低5000個からのご注文をお勧めいたします。
Q7:金属用真鍮ねじ込みインサートのメッキ厚さはどれくらいですか?
通常、ニッケルめっきの厚さは5~8μmに設定されますが、塩水噴霧試験などの要件を満たすために、より厚い厚さに変更することも可能です。
Q8:プロジェクトに適したアルミニウム用ねじ込みインサートはどのように選べばよいですか?
お客様の用途条件(負荷、温度、腐食環境)とアルミニウム基材の種類をお知らせいただければ、当社のエンジニアが最適な挿入材と表面処理の選定をお手伝いいたします。
まとめ
プラスチックと金属間の確実な接続は、依然として主に特注の真鍮製ねじ込みインサートに依存している。これらはねじ込み接続部の不具合を解決するだけでなく、生産効率の向上とライフサイクルコストの削減にも貢献する。
45綾織りのエンボス加工、0.1mmのシーリング工程、真鍮の高い熱伝導率、腐食防止のためのニッケルメッキなど、お客様が行うあらゆる設計カスタマイズは、生産上の問題を回避し、製品の競争力を高めるのに役立ちます。
信頼性の高いインサート成形サービスや、特注の真鍮製ねじ込みインサートをお探しでしたら、ぜひ当社にご連絡ください。
当社の高度なスキルを持つエンジニアリングチームが、設計最適化から量産まで、あらゆる段階でお客様をサポートし、過酷な環境下でも製品が堅牢で信頼できるものであることを保証します。

免責事項
このページの内容は情報提供のみを目的としています。JS Precision Services は、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証を一切行いません。第三者のサプライヤーまたは製造業者が、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。部品の見積もりを依頼するには、購入者の責任で、これらのセクションの具体的な要件を特定してください。詳細については、お問い合わせください。
JSプレシジョンチーム
JS Precisionは、カスタム製造ソリューションに特化した業界をリードする企業です。20年以上の経験と5,000社を超える顧客実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。JS Precisionをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.cncprotolabs.com )をご覧ください。
リソース

