

El moldeo por inserción roscada es la tecnología clave que facilita la perfecta unión de plásticos y metales.
¿Alguno de los problemas de ensamblaje que experimenta con los componentes de plástico son roscas dañadas y fallos de torsión? ¿Se ha encontrado alguna vez con una situación en la que se desechó un lote completo de productos debido al desprendimiento o agrietamiento de las piezas insertadas al intentar combinar metal y plástico?
En aplicaciones industriales pesadas que requieren máxima resistencia y durabilidad, el aflojamiento o la rotura de la rosca es la principal causa de fallo del producto.
Una de las soluciones definitivas al problema del desmontaje repetido de piezas de plástico se puede obtener mediante el suministro de servicios de moldeo por inserción roscada de precisión, utilizando insertos de latón hechos a medida.
Sus productos podrán mantener una conexión estable incluso en condiciones de funcionamiento adversas , lo que reducirá las pérdidas de producción y los costes generales.
Información clave
| Cuestiones fundamentales | Soluciones para insertos de latón | Datos/parámetros clave |
| Fuerza de bloqueo insuficiente | El relieve de sarga de 45° y el diseño de ranura inferior mejoran la resistencia al par y a la tracción axial. | El grabado en relieve a 45° aumenta la resistencia al par de torsión entre un 25 % y un 30 % en comparación con el grabado en relieve cruzado. |
| Desbordamiento de moldeo por inyección | El escalón de sellado de precisión de 0,1 mm y la precisión de la rosca interna de grado 6H evitan el moldeo a alta presión. | Tolerancia de paso de sellado controlada dentro de ±0,01 mm |
| Ciclo de producción largo | Aprovechar la alta conductividad térmica del latón para acelerar la solidificación del plástico y acortar el ciclo de moldeo. | El latón tiene una conductividad térmica de aproximadamente 120 W/m·K , tres veces superior a la del acero. |
| Riesgo de ensamblar materiales diferentes | El niquelado del latón resuelve el problema de la corrosión electroquímica en las aleaciones de aluminio. | El espesor del recubrimiento de níquel, controlado entre 5 y 8 μm, permite lograr una pasivación potencial. |
Conclusiones clave
- El rendimiento es fundamental:
Las propiedades equilibradas del latón, que incluyen conductividad térmica, maquinabilidad y capacidad de autolubricación, lo convierten en el material ideal para insertos roscados sometidos a cargas pesadas.
- La personalización es clave:
Los diseños personalizados de grabado, ranurado y sellado no solo resuelven los problemas de alto par y desbordamiento, sino que también añaden un valor que va mucho más allá del coste de compra de las piezas estándar.
- El proceso determina el éxito:
Prestar atención a tolerancias de mecanizado muy pequeñas (como roscas de grado 6H) y al uso adecuado de la transferencia de calor son factores esenciales que conducen a un alto rendimiento y eficiencia cuando se utilizan servicios de moldeo por inserción.
- Concéntrese en todo el ciclo de vida:
Optar porinsertos roscados de calidad profesional para el moldeo por inyección de plástico puede conllevar una gran reducción en los índices de desperdicio en el montaje y también ayudar a sacar el máximo provecho de los costes de fabricación.
¿Por qué confiar en esta guía? La experiencia de JS Precision en el mecanizado de insertos roscados de latón.
Para determinar la mejor solución de insertos roscados para aplicaciones de alta resistencia, es necesario comprender bien la profesionalidad, la experiencia y la fiabilidad del proveedor.
Al fin y al cabo, la fiabilidad de las conexiones roscadas es la clave que determina la calidad de su producto y la solidez de la reputación de su marca.
El mecanizado de precisión de insertos roscados de latón es el área en la que JS Precision se ha especializado desde siempre , con más de 15 años de experiencia .
Entre otros sectores importantes, hemos completado proyectos para los sectores automotriz, electrónico e industrial, entregando más de 1000 proyectos personalizados y solucionando problemas fundamentales como fallas en la inserción, desbordamientos y largos ciclos de producción de los problemas de los clientes.
Esta guía, en la que puede confiar, ha sido escrita basándose en numerosos y exhaustivos estudios de casos reales y en los datos recopilados, en lugar de en suposiciones teóricas.
Por ejemplo, al solucionar el problema de la pérdida de par en los insertos de la carcasa de la ECU para un proveedor automotriz de primer nivel, logramos reducir su tasa de desperdicio del 15 % al 0,8 %. Como resultado, el cliente ha podido ahorrar aproximadamente 220 000 dólares anuales.
Todos nuestros procesos de mecanizado cumplen con los requisitos de la norma de moleteado DIN 82; sin embargo, la incorporación de la precisión y la estabilidad del moleteado justifican la garantía de calidad de cada inserto roscado de latón para que resista en las exigentes condiciones de trabajo.
Utilizamos máquinas de mecanizado de tipo suizo y centros de mecanizado de cinco ejes para lograr una precisión de mecanizado de ± 0,005 mm y podemos personalizar insertos complejos como orificios delgados de varios pasos y orificios ciegos especiales, y somos expertos en el procesamiento de latón sin plomo para cumplir con las normas medioambientales RoHS y REACH.
Esta guía le proporcionará soluciones prácticas para que no solo pueda evitar errores en la selección y aplicación de insertos, sino también mejorar la competitividad de sus productos en lo que respecta a la fiabilidad de la conexión.
Para comprender rápidamente las principales ventajas y casos de aplicación de los insertos de latón, descargue nuestro documento técnico gratuito para entender fácilmente los puntos clave del moldeo por inserción roscada.
¿Por qué el latón sigue siendo la opción preferida para los insertos de alta carga?
El latón es el material que generalmente se elige para los insertos roscados de carga pesada, ya que posee un equilibrio casi perfecto entre conductividad térmica, facilidad de procesamiento y autolubricación, que de hecho es el ingrediente principal para la correcta ejecución del proceso de moldeo por inserción.
El latón tiene mejor conductividad térmica que la aleación de aluminio y puede acortar el ciclo de moldeo. Su buena maquinabilidad puede reducir los costos de procesamiento. La característica autolubricante evita que el conjunto se atasque y garantiza un par estable después de múltiples desmontajes y montajes de insertos roscados de latón para metal .
Latón frente a acero inoxidable: una disyuntiva entre conductividad térmica y maquinabilidad.
Muchos clientes consideran la posibilidad de sustituir el latón por acero inoxidable, pero el acero inoxidable presenta importantes inconvenientes en los procesos de moldeo por inserción.
La tabla que aparece a continuación compara claramente las principales diferencias de rendimiento entre ambos:
| Parámetros de rendimiento | Latón (C3604/C36000) | Acero inoxidable (SUS303/304) | Diferencias en los beneficios para el cliente |
| Conductividad térmica (W/m·K) | Aprox. 120 | Aprox. 15 | El latón disipa el calor rápidamente, lo que acorta el ciclo de moldeo entre un 15 % y un 20 %. |
| Endurecimiento laboral | Bajo | Alto | Las herramientas de acero inoxidable se desgastan rápidamente, lo que aumenta los costos unitarios de procesamiento entre un 30 % y un 40 %. |
| Autolubricación | Excelente | Pobre | Los insertos de latón no se atascan, lo que reduce el número de ciclos de desmontaje y montaje a más de tres veces. |
| Densidad (g/cm³) | 8.5 | 7.9 | Pequeña diferencia, impacto insignificante en el peso del producto. |
| Resistencia a la corrosión (material desnudo) | Promedio | Excelente | El latón puede compensar sus deficiencias con un recubrimiento de níquel/estaño, lo que lo hace menos costoso que el acero inoxidable. |
Los insertos de latón garantizan conexiones fiables a la vez que reducen los costes de procesamiento y mejoran la eficiencia de la producción, lo que los convierte en una opción rentable para la producción en masa.
Latón frente a aleación de aluminio: equilibrio entre autolubricación y resistencia a la corrosión.
Las aleaciones de aluminio no solo son ligeras, sino que también poseen una excelente conductividad térmica. Sin embargo, su superficie es muy susceptible a la oxidación y no son autolubricantes.
Estos factores hacen que sea muy fácil que los insertos roscados para aluminio se atasquen durante el montaje, reduciendo así su vida útil.
Las partículas de plomo del latón actúan como un buen lubricante, lo que garantiza un par de torsión constante, y un simple recubrimiento de níquel o estaño puede hacer que el material sea altamente resistente a la corrosión a un coste significativamente menor que la protección de aleación de aluminio.
¿Cómo optimizar la fuerza de bloqueo mediante inserciones roscadas de latón personalizadas para aplicaciones de alto par?
En casos que implican cargas pesadas y fuertes fuerzas de rotación, si la fuerza de bloqueo de los insertos roscados para plástico no es suficiente, estos pueden aflojarse, lo que provoca la falla del producto. Los diseños altamente personalizados son una de las formas más efectivas de mejorar la fuerza de bloqueo.
En comparación con el grabado en relieve cruzado tradicional, el diseño de grabado en relieve diagonal de 45° aumenta el área de contacto con el sustrato de plástico en aproximadamente un 30%, aumenta la resistencia al par de torsión entre un 25% y un 30% , y puede mejorar la estabilidad del inserto.
Relieve de sarga a 45° frente a relieve cruzado
Son mecánicamente muy diferentes y es muy probable que estas diferencias influyan no solo en la fuerza de bloqueo que ejerce el inserto, sino también en su vida útil. A continuación se presenta una comparación detallada:
| Tipo de relieve | Estructura mecánica | Tasa de aumento del área de contacto | Tasa de aumento del par | Par de frenado máximo para la especificación M5 | Riesgos potenciales |
| Relieve de sarga a 45° | Superficie de enclavamiento espiral continuo, tensión uniforme | Aproximadamente 30% | 25%-30% | 5,2 N·m | Al no haber una concentración de tensiones significativa, el plástico es menos propenso a agrietarse. |
| Relieve cruzado | 4 puntos de concentración de tensión en la dirección circunferencial | No hay aumento | 0 | 4,1 N·m | Propenso a agrietamiento localizado del plástico, disminución rápida de la fuerza de bloqueo. |
Las inserciones de relieve de sarga 45 pueden formar un mejor entrelazado con el sustrato de plástico , son menos propensas a aflojarse en condiciones de alto torque y, con ello, pueden mejorar la fiabilidad del producto y reducir la tasa de desperdicio.
Ranura inferior: una estructura clave para evitar el desenganche axial.
En el caso de que el inserto se tire axialmente, el plástico se introduce en la zona socavada y, por lo tanto, el "bloqueo mecánico" detiene por completo la extrusión.
El tamaño recomendado es una profundidad de 0,2-0,4 mm y un ancho de 0,5-1,0 mm. Los resultados de las pruebas indican que los insertos con rebajes pueden aumentar la resistencia a la tracción axial entre un 40 % y un 60 %, razón por la cual se utilizan en áreas donde se espera una fuerza de tracción axial.
Proceso de prensado en frío: Lograr un ajuste de holgura cero utilizando la microdutilidad del latón.
El proceso de prensado en frío mejora la precisión del ajuste. Aprovechando la capacidad de elongación del latón (entre un 15 % y un 20 %), junto con un diseño de ajuste a presión de 0,02 a 0,05 mm, se puede lograr un ajuste de holgura cero una vez que el inserto se presiona en el orificio previamente perforado en el plástico.
Este método garantiza que el inserto no se desalinee durante el moldeo por inserción. Por lo tanto, es una buena opción para dispositivos electrónicos de alta precisión y, además, permite cumplir con la precisión de ensamblaje requerida.
¿Cómo pueden los servicios profesionales de moldeo por inserción solucionar el problema del desbordamiento de material en los insertos de latón durante el moldeo por inyección?
Durante el proceso de moldeo por inyección, la fuga de plástico fundido en las roscas suele provocar fallos en el montaje de los insertos y la consiguiente eliminación del producto defectuoso.
Los profesionales experimentados en moldeo por inserción pueden erradicar por completo este problema mediante el refuerzo estructural de los insertos roscados de latón para plásticos.
La inserción de un escalón de sellado estrecho de 0,1 mm en el inserto y el aumento de la tolerancia de la rosca interna por encima de la norma ISO 965-1 (grado 6H) evitará con éxito que el plástico fundido a alta presión entre en la rosca y, en consecuencia, aumentará el rendimiento del moldeo por inyección.
Paso de sellado de 0,1 mm: Bloqueo de precisión de plástico fundido a alta presión.
En la parte superior o inferior del inserto se crea un anillo de 0,1 mm de ancho y entre 0,05 y 0,1 mm de alto . Tras el cierre del molde, este anillo se ajusta firmemente al núcleo de acero, creando una superficie de sellado que impide el paso del plástico fundido a alta presión.
Esto exige una precisión de mecanizado extremadamente alta: una planitud de escalón de 0,005 mm y una holgura con el molde de 0,01 mm, para evitar que el plástico fundido se filtre en la zona roscada.
Conector de rosca interna de grado 6H con pasadores de molde: la precisión determina el rendimiento.
La tolerancia del diámetro primitivo de las roscas internas de grado 6H es de 0 a -0,01 mm , lo que deja un espacio libre muy pequeño con el pasador de posicionamiento del molde para evitar que el pegamento fundido se filtre. La falta de precisión aumenta considerablemente la probabilidad de fugas.
Los experimentos revelan que la tasa de desperdicio debido al desbordamiento en los insertos de precisión de grado 6H es generalmente inferior al 0,5%, mientras que en el grado 7H puede llegar al 3%-5%, lo que resulta en mayores costos de producción.
¿Le preocupan los problemas de desbordamiento en el moldeo por inyección? Consulte nuestros casos de éxito para descubrir cómo los servicios de moldeo por inserción controlan las tasas de desperdicio por desbordamiento por debajo del 0,5 %.
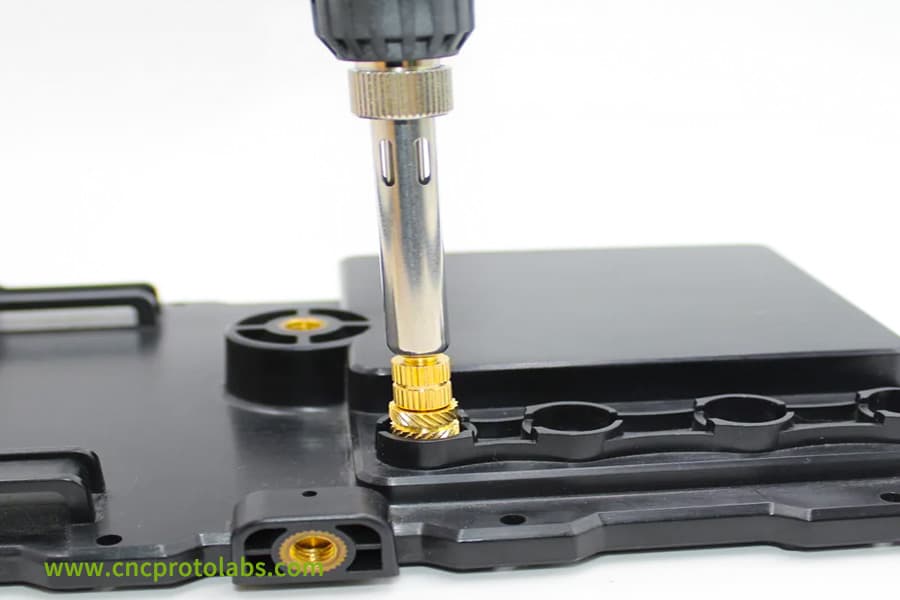
Figura 1: Una herramienta de precisión instala un inserto roscado de latón en una base de plástico negro, un paso clave en el moldeo por inserción para garantizar una interfaz limpia y evitar el desbordamiento del material.
¿Cómo mejorar la compatibilidad de automatización de las inserciones roscadas para plástico mediante un procesamiento personalizado?
El ensamblaje automático desempeña un papel fundamental en el aumento de la productividad y la reducción de los costos laborales. El procesamiento personalizado ayuda a evitar que los insertos roscados para plástico se atasquen o se desalineen, incluso durante la producción en masa automatizada.
Los insertos hechos a medida se fabrican con una forma totalmente simétrica y características de la cara frontal muy definidas que garantizan que no se produzca ninguna desalineación durante la alimentación con un alimentador vibratorio.
Al mismo tiempo, el mecanizado de latón sin plomo es perfectamente compatible con las trayectorias de las herramientas, reduce el desgaste y cumple con las normas medioambientales de la UE.
Utilizando un diseño simétrico y características en la cara final para eliminar por completo la desalineación de la alimentación.
Normalmente, las piezas de inserción con caras terminales asimétricas tienen una producción en el alimentador vibratorio de tan solo el 85 %-90 %, presentan problemas de atasco y desalineación , y afectan al tiempo de funcionamiento de la línea de producción.
Los insertos simétricos de doble extremo, que presentan un chaflán de 0,2 mm a 45° en la cara frontal, garantizan la correcta posición del inserto independientemente de su orientación tras su entrada en el canal de alimentación.
Esto conlleva un aumento del rendimiento de alimentación a más del 99,5 %, y estos insertos ahora son compatibles con máquinas de incrustación automáticas de alta velocidad.
Mecanizado de latón sin plomo: desafíos y estrategias de optimización de herramientas
El latón sin plomo es una alternativa ecológica, pero es mucho más difícil de mecanizar que el que contiene plomo, lo que provoca una disminución en el rendimiento de rotura de virutas y un aumento de aproximadamente el 20 % en el desgaste de la herramienta.
Mediante la optimización de la geometría de la herramienta, la adopción de herramientas recubiertas de TiAlN y la instalación del sistema de microlubricación, la vida útil de la herramienta se puede extender de 2000 piezas/filo de corte a 3500 piezas/filo de corte, de modo que se controlan los costes y se cumplen las normas medioambientales.
¿Cómo afecta la eficiencia de la conductividad térmica de las inserciones roscadas de latón para plástico al ciclo de producción de materiales termoplásticos?
El factor clave que convierte la alta conductividad térmica de los insertos de latón en una forma muy eficiente de acortar el ciclo de producción de insertos roscados para el moldeo por inyección de plástico es que determina directamente la capacidad y el coste.
La conductividad térmica del latón es de aproximadamente 120 W/m·K, lo que equivale a 3-4 veces la del acero para moldes . Por lo tanto, el calor se disipa rápidamente en el plástico, lo que reduce el tiempo de solidificación entre un 15 % y un 20 % y mejora la eficiencia de la producción.
Efecto de la alta conductividad térmica del latón en la reducción del tiempo de resolidificación
Tomando como referencia una pieza de PBT+GF30 de 2 mm de espesor, el período de enfriamiento del plástico cerca del inserto es el más significativo y representa entre el 40 % y el 50 % del ciclo de moldeo.
Al utilizar insertos de latón, el tiempo de enfriamiento se puede reducir de 12 segundos a 9,5 segundos, mientras que el ciclo total de moldeo se puede acortar de 30 segundos a 26,5 segundos. De esta forma, la eficiencia mejora en torno a un 12 %.
Al mismo tiempo, los insertos de latón pueden aumentar la uniformidad de la temperatura, disminuir la tensión y el riesgo de agrietamiento de la parte interior del plástico, y reducir la tasa de piezas defectuosas.
Para PC, PPO y otros materiales: Precalentar los insertos para eliminar la tensión interna.
Los materiales amorfos como el PC y el PPO presentan una baja fluidez y son bastante sensibles a las tensiones internas.
Una gran diferencia de temperatura entre el inserto del molde y el plástico fundido puede provocar inconsistencias en la contracción, agrietamiento debido a la tensión y, en última instancia, una mayor tasa de artículos desechados.
Calentar el inserto hasta 80-120 °C hará que la diferencia de temperatura sea inferior a 20 °C, modificando la tensión interna en un 30 %-40 % y dando lugar a una tasa de agrietamiento prácticamente insignificante.
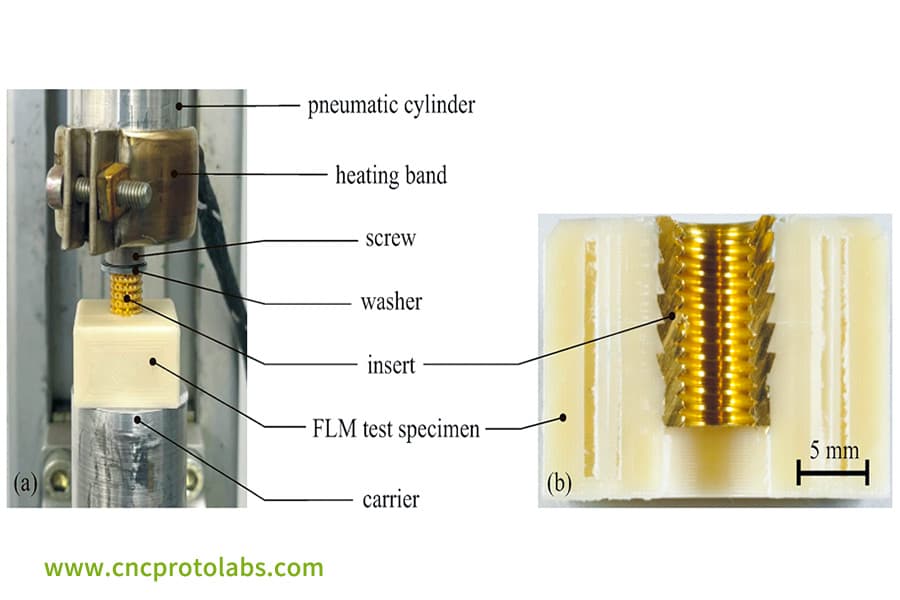
Figura 2: Vista en primer plano de un inserto roscado de latón incrustado en una muestra de prueba de plástico blanco, acompañado de una banda calefactora y otros componentes, que ilustra una configuración para evaluar la conductividad térmica.
¿Cuál es la compatibilidad electroquímica entre las inserciones roscadas de aluminio y latón para el ensamblaje de materiales mixtos?
En los insertos roscados para uso con aluminio , el contacto de una superficie de latón con la aleación de aluminio puede provocar una fuerte corrosión electroquímica, lo que causa el aflojamiento y la falla del inserto.
Un tratamiento superficial profesional puede eliminar este problema por completo.
Mientras tanto, una capa de níquel o estaño de 5-8 μm puede producir una capa de pasivación químicamente resistente, que no solo bloquea la reacción electroquímica, sino que también permite que ambos materiales se contraigan de la misma manera sin aflojarse dentro del amplio rango de temperatura de -40 °C a 120 °C.
Recubrimiento de latón niquelado/estañado: El principio fundamental de la pasivación electroquímica
Cuando el latón y la aleación de aluminio entran en contacto, su unión actúa como una celda galvánica, siendo el aluminio el ánodo y, por lo tanto, el que se corroe, lo que da como resultado una conexión floja.
El niquelado puede reducir la diferencia de potencial de 0,5 V a menos de 0,2 V, bloqueando las reacciones electroquímicas. Con un niquelado estándar de 5 a 8 μm, la prueba de niebla salina puede alcanzar más de 96 horas, cumpliendo con los requisitos de entornos corrosivos severos.
Contracción sincrónica en un amplio rango de temperaturas: la clave para evitar el aflojamiento
Se sabe que las aleaciones de latón y aluminio tienen coeficientes de dilatación térmica ligeramente diferentes. En el rango típico de temperatura de funcionamiento, de -40 °C a 120 °C, se estima que la diferencia de contracción es de aproximadamente 0,05 mm por cada 100 mm de longitud.
El recubrimiento de níquel compensa esta pequeña diferencia. Incluso después de 500 ciclos térmicos, la tasa de retención de par del inserto niquelado sigue siendo superior al 95 %, lo que demuestra una buena estabilidad ante los cambios de temperatura.
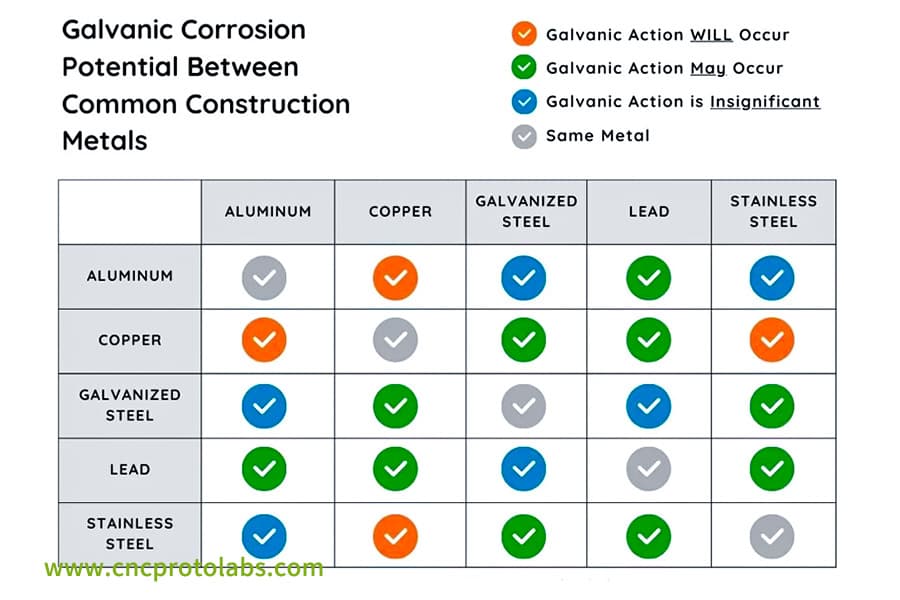
Figura 3: Un gráfico titulado “Potencial de corrosión galvánica entre metales comunes de construcción” que evalúa la compatibilidad electroquímica de metales como el aluminio, el cobre y el acero inoxidable, crucial para seleccionar materiales compatibles en los ensamblajes.
¿Debo elegir inserciones roscadas de latón personalizadas o piezas estándar?
Desde el punto de vista del coste total del ciclo de vida, los insertos roscados de latón hechos a medida son más ventajosos que los artículos estándar, ya que también evitan cualquier percance derivado de las diferencias de tamaño y rendimiento.
Las piezas estándar tienen un precio unitario más bajo, pero es más probable que contribuyan a mayores tasas de desperdicio en el ensamblaje, por lo que el costo total puede terminar siendo mayor.
Si bien las piezas personalizadas son entre un 15 % y un 20 % más caras, pueden reducir la tasa de desperdicio del 2 % a menos del 0,2 %, minimizando así los costos generales.
Análisis de costos: Precio unitario de piezas personalizadas frente a tasa reducida de desperdicio en el ensamblaje
Tomando como ejemplo una producción anual de 100.000 productos, la comparación de costes es la siguiente, y se pueden apreciar intuitivamente las ventajas de las piezas personalizadas:
| Elemento de costo | Piezas estándar | Piezas personalizadas | Diferencia de costo |
| Precio unitario (USD/unidad) | 0,5 | 0,6 | +0.1 |
| Costo anual de inserción (USD) | 50.000 | 60.000 | +10.000 |
| Tasa de desecho | 2% | 0,2% | -1,8% |
| Pérdida anual por desechos (USD) | 10.000 | 1.200 | -8.800 |
| Costo total anual (USD) | 60.000 | 61.200 | +1200 |
El coste total anual de las piezas personalizadas es de tan solo 1200 dólares más que el de las piezas estándar, y esta cifra aún no incluye las reclamaciones de los clientes ni los daños a la marca derivados de problemas de calidad de la rosca. Por supuesto, a largo plazo resulta más rentable.
Capacidades de mecanizado de precisión de JS Precision
El mecanizado de precisión es la habilidad fundamental para la fabricación de insertos personalizados. JS Precision utiliza tornos tipo suizo y centros de mecanizado de cinco ejes con configuración tipo suizo para lograr una precisión de hasta 0,005 mm, satisfaciendo así los requisitos de personalización de insertos más complejos.
- Insertos multietapa: hasta 7 pasos, coaxialidad de 0,01 mm, adecuados para productos complejos.
- Insertos de orificio delgados: Diámetro mínimo del orificio 0,5 mm, relación longitud-diámetro 15:1 , adecuados para productos electrónicos de precisión.
- Insertos especiales para orificios ciegos: Ángulo de conicidad inferior personalizable, profundidad de rosca efectiva 1,5 veces el diámetro nominal, lo que garantiza una conexión fiable.
¿Desea calcular el coste total de insertos roscados de latón personalizados? Indíquenos su volumen de producción y sus requisitos, y le proporcionaremos un informe comparativo de costes gratuito.
Caso práctico de JS Precision: Moldeo por inyección de la carcasa de la ECU: Reducción del 95 % en la atenuación del par.
A continuación se presenta un estudio de caso sobre el moldeo por inyección de carcasas de ECU que utiliza imágenes para mostrar cómo los insertos roscados de latón a medida y la experiencia en moldeo por inserción pueden eliminar el problema de la pérdida de torque, reducir los costos y aumentar los niveles de calidad.
Problemas a los que nos enfrentamos
Un proveedor de primer nivel del sector automotriz fabrica carcasas de plástico para la ECU de fabricantes de automóviles populares.
Estos dispositivos deben ser capaces de soportar ciclos térmicos a temperaturas de entre -40 °C y 125 °C, lo que implica que los insertos roscados deben ofrecer una capacidad de retención de par muy alta .
Anteriormente, se utilizaban insertos estándar con relieve cruzado, lo que provocaba importantes problemas de atenuación del par de torsión.
Durante las pruebas de ciclos térmicos, la fuerza de sujeción de torsión promedio del inserto roscado se redujo en un 25%, lo que provocó la falla del sello de la carcasa de la ECU.
La deformación por fluencia a alta temperatura de los insertos y del material PBT+GF30 provocó una reducción de la fuerza de tracción axial a menos de 500 N. Los problemas con los insertos generaron una tasa de desperdicio del 15 %, lo que se tradujo en una pérdida de 50 000 dólares mensuales y una reclamación de un cliente.
Solución
Al abordar los problemas que aquejaban a nuestros clientes, diseñamos una solución integral de moldeo por inserción roscada que optimizó por completo todo, desde el diseño y el material de la inserción hasta la modificación del proceso:
1. Optimización de los insertos: Sustituimos los insertos roscados estándar por insertos roscados de latón personalizados, cambiamos el grabado a un patrón diagonal de 45 grados (que cumple con la norma DIN82) y, para mejorar el par de torsión y la resistencia a la tracción axial, se añadió una ranura inferior de 0,3 mm de profundidad.
2. Materiales y tratamiento de superficie: Seleccionamos latón C3604 como material y optamos por un recubrimiento de níquel de 5 μm; además, la corrosión electroquímica se solucionó mediante el uso de disipadores de calor de aleación de aluminio.
3. Ajuste del proceso: Para minimizar el estrés por choque térmico durante el moldeo por inserción, la temperatura del inserto se eleva hasta 120 °C.
4. Control de precisión: Para lograr un ensamblaje preciso, hemos reducido la tolerancia de la rosca interna de 6H a 5H.
Resultados finales
Tras la optimización, la tasa de atenuación del par disminuyó del 25 % a menos del 5 % , y la tensión axial se mantuvo estable por encima de 750 N.
La tasa de desperdicio de piezas integradas se ha reducido del 15% al 0,8%, lo que supone una reducción mensual de aproximadamente 47.000 dólares en pérdidas por desperdicio.
Esto supone para los clientes un ahorro total de 220.000 dólares anuales y aumenta sus pedidos posteriores en un 30%.
¿Su producto también presenta problemas como fallas en los insertos y pérdida de torque? Envíe los requisitos de su proyecto para obtener insertos roscados personalizados para moldeo por inyección de plástico, similares a los de este caso práctico.
Preguntas frecuentes
P1: ¿Existen requisitos para el material plástico utilizado en el moldeo por inserción roscado?
Básicamente, la mayoría de los termoplásticos (por ejemplo, PA, PBT, PC, PP) y ciertos plásticos termoestables son adecuados. La elección final depende del diseño del inserto y de la compatibilidad de los materiales. Para obtener recomendaciones precisas, puede compartir el modelo de plástico.
P2: ¿Cómo garantizar que el inserto roscado no se desplace durante el moldeo por inyección?
Si se coloca el inserto con pasadores de moldeo, se diseña la parte inferior del inserto con un chaflán y se regulan simultáneamente la presión y la velocidad de inyección, se puede fijar el inserto en su lugar incluso en condiciones de moldeo por inyección de alta presión.
P3: ¿Qué tan resistentes a la corrosión son los insertos roscados de latón?
Por lo general, el latón sin recubrimiento tiene poca resistencia a la corrosión, pero el recubrimiento con capas de níquel o estaño puede mejorar drásticamente su resistencia a la corrosión por niebla salina y electroquímica, cumpliendo así los requisitos de la mayoría de los entornos industriales.
P4: ¿Cuál es el par máximo para los insertos roscados para plástico?
El par máximo varía según las dimensiones del inserto, el patrón de grabado y la matriz plástica. Por ejemplo, un inserto M4 de PBT+GF30 puede soportar entre 3 y 4 Nm. También se puede personalizar el grabado para obtener valores aún mayores.
P5: ¿Pueden procesar insertos roscados de latón sin plomo?
De hecho, somos expertos en el mecanizado de precisión de latón sin plomo (por ejemplo, CW511L, C69300), además de modificar las trayectorias de las herramientas para reducir el desgaste, también cumplimos con las normas medioambientales como RoHS y REACH.
P6: ¿Cuál es la cantidad mínima de pedido para los servicios de moldeo por inserción?
Puede estar seguro de que no existe una cantidad mínima de pedido para la fase de creación de prototipos . Para la producción en masa, recomendamos un mínimo de 5000 unidades para obtener una óptima relación coste-beneficio.
P7: ¿Cuál es el espesor del recubrimiento para los insertos roscados de latón para metal?
Normalmente, el espesor del recubrimiento de níquel se establece en 5-8 μm, pero se puede modificar a un espesor mayor para cumplir con requisitos como las pruebas de niebla salina.
P8: ¿Cómo elijo los insertos roscados adecuados para aluminio para mi proyecto?
Resumen
Las conexiones fiables entre plásticos y metales siguen dependiendo en gran medida de insertos roscados de latón personalizados. Estos no solo solucionan los problemas de fallos en las conexiones roscadas, sino que también contribuyen a una producción más eficiente y a una reducción de los costes totales del ciclo de vida.
Ya sea el estampado en sarga de 45 grados, el sellado con un paso de 0,1 mm, la alta conductividad térmica del latón o el niquelado para la protección contra la corrosión, cada personalización del diseño que realice le ayudará a evitar problemas de producción y a aumentar la competitividad de su producto.
Si busca servicios fiables de moldeo por inserción o insertos roscados de latón personalizados, póngase en contacto con nosotros .
Nuestro equipo de ingeniería altamente cualificado estará a su disposición para ayudarle en cada paso del proceso, desde la optimización del diseño hasta la producción en masa, garantizando que sus productos sean robustos y fiables incluso cuando se expongan a condiciones adversas.

Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. JS Precision Services no ofrece garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de JS Precision. Es responsabilidad del comprador solicitar una cotización de piezas e identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de precisión de JS
JS Precision es una empresa líder en el sector , especializada en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes, y nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija JS Precision : eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

