

A moldagem por inserção roscada é a tecnologia fundamental que facilita a perfeita união entre plásticos e metais.
Um dos problemas de montagem que você enfrenta com os componentes plásticos é o desgaste das roscas e a falha de torque? Você já se deparou com uma situação em que um lote inteiro de produtos foi descartado devido ao desprendimento ou rachaduras das inserções ao tentar combinar metal e plástico?
Em aplicações industriais pesadas que exigem máxima resistência e durabilidade, o afrouxamento ou a quebra da rosca é a principal causa de falha do produto.
Uma das soluções permanentes para o problema da desmontagem repetida de peças plásticas pode ser obtida através do fornecimento de serviços de moldagem de insertos roscados de alta precisão, utilizando insertos de latão feitos sob medida.
Seus produtos poderão manter uma conexão estável mesmo em condições operacionais severas , reduzindo as perdas de produção e os custos gerais.
Principais insights
| Questões centrais | Soluções para insertos de latão | Dados/Parâmetros Principais |
| Força de travamento insuficiente | O padrão de relevo em sarja de 45° e o design com ranhura inferior melhoram o torque e a resistência à tração axial. | A estampagem a 45° aumenta a resistência ao torque em 25% a 30% em comparação com a estampagem cruzada. |
| Transbordamento de Moldagem por Injeção | Degrau de vedação de precisão de 0,1 mm e precisão de rosca interna de grau 6H evitam moldagem por alta pressão. | Tolerância da etapa de vedação controlada dentro de ±0,01 mm |
| Ciclo de produção longo | Aproveitar a alta condutividade térmica do latão para acelerar a solidificação do plástico e encurtar o ciclo de moldagem. | O latão possui uma condutividade térmica de aproximadamente 120 W/m·K , três vezes maior que a do aço. |
| Risco de montagem de materiais diferentes | O revestimento de latão com níquel resolve o problema da corrosão eletroquímica em ligas de alumínio. | A espessura da camada de níquel controlada entre 5 e 8 μm permite alcançar a passivação potencial. |
Principais conclusões
- O desempenho é fundamental:
As propriedades equilibradas do latão, incluindo condutividade térmica, usinabilidade e capacidade de autolubrificação, fazem dele o material ideal para insertos roscados sujeitos a cargas pesadas.
- A personalização é fundamental:
Projetos personalizados de relevo, ranhuras e degraus de vedação não apenas resolvem os problemas de alto torque e transbordamento, mas também agregam valor muito além do custo de aquisição de peças padrão.
- O processo determina o sucesso:
A atenção às tolerâncias de usinagem muito pequenas (como roscas de grau 6H) e o uso adequado da transferência de calor são fatores essenciais que levam a um alto rendimento e eficiência ao usar serviços de moldagem por inserção.
- Foque no ciclo de vida completo:
Optar porinsertos roscados de nível profissional para moldagem por injeção de plástico pode levar a uma grande redução nas taxas de refugo na montagem e também ajudar a aproveitar ao máximo os custos de fabricação.
Por que confiar neste guia? A experiência da JS Precision na usinagem de insertos roscados de latão.
Determinar a melhor solução de insertos roscados para aplicações de serviço pesado exige um bom entendimento do profissionalismo, experiência e confiabilidade do fornecedor.
Afinal, a confiabilidade das conexões roscadas é a chave que garante a qualidade do seu produto e a força da reputação da marca.
A usinagem de precisão de insertos roscados de latão é a área em que a JS Precision se especializa há mais de 15 anos .
Entre outros setores importantes, concluímos projetos para os setores automotivo, eletrônico e industrial, entregando mais de 1000 projetos personalizados e solucionando problemas cruciais como falhas de inserção, excesso de material e longos ciclos de produção, que eram problemas enfrentados pelos clientes.
Este guia, no qual você pode confiar, foi escrito com base em inúmeros e extensos estudos de caso do mundo real e em dados coletados, em vez de suposições teóricas.
Por exemplo, ao solucionar o problema de perda de torque nos insertos da carcaça da ECU para um fornecedor automotivo de nível 1, conseguimos reduzir sua taxa de refugo de 15% para 0,8%. Como resultado, o cliente conseguiu economizar aproximadamente US$ 220.000 por ano.
Em todos os nossos processos de usinagem, seguimos os requisitos da norma DIN 82 para recartilhamento , incorporando precisão e estabilidade que garantem a qualidade de cada inserto roscado de latão, permitindo sua resistência mesmo em condições de trabalho exigentes.
Utilizamos tornos automáticos tipo suíço e centros de usinagem de cinco eixos para alcançar uma precisão de usinagem de ± 0,005 mm e podemos personalizar insertos complexos, como furos esbeltos de múltiplos estágios e furos cegos especiais, além de sermos proficientes no processamento de latão sem chumbo para atender aos padrões ambientais RoHS e REACH.
Este guia fornecerá soluções práticas para que você possa não apenas evitar erros na seleção e aplicação de insertos, mas também aumentar a competitividade de seus produtos em termos de confiabilidade de conexão.
Para entender rapidamente as principais vantagens e aplicações dos insertos de latão, baixe nosso white paper gratuito e compreenda facilmente os pontos-chave da moldagem com insertos roscados.
Por que o latão ainda é a escolha preferida para insertos de alta carga?
O latão é o material geralmente escolhido para insertos roscados de alta resistência, pois apresenta um equilíbrio quase perfeito entre condutividade térmica, trabalhabilidade e autolubrificação, que, aliás, é o principal ingrediente para o bom funcionamento do processo de moldagem por inserção.
O latão possui melhor condutividade térmica do que a liga de alumínio e pode reduzir o ciclo de moldagem. A boa usinabilidade pode reduzir os custos de processamento. A propriedade autolubrificante evita o travamento durante a montagem e garante um torque estável após múltiplas desmontagens e montagens de insertos roscados de latão para metal .
Latão versus aço inoxidável: um equilíbrio entre condutividade térmica e usinabilidade.
Muitos clientes consideram substituir o latão pelo aço inoxidável, mas o aço inoxidável apresenta desvantagens significativas nos processos de moldagem por inserção.
A tabela abaixo compara claramente as principais diferenças de desempenho entre os dois:
| Parâmetros de desempenho | Latão (C3604/C36000) | Aço inoxidável (SUS303/304) | Diferenças nos benefícios para o cliente |
| Condutividade térmica (W/m·K) | Aproximadamente 120 | Aproximadamente 15 | O latão dissipa o calor rapidamente, reduzindo o ciclo de moldagem em 15% a 20%. |
| Endurecimento por trabalho | Baixo | Alto | As ferramentas de aço inoxidável sofrem desgaste rápido, aumentando os custos unitários de processamento em 30% a 40%. |
| Autolubrificação | Excelente | Pobre | Os insertos de latão não emperram, aumentando em mais de 3 vezes o número de ciclos de desmontagem/remontagem. |
| Densidade (g/cm³) | 8,5 | 7,9 | Pequena diferença, impacto insignificante no peso do produto. |
| Resistência à corrosão (material sem revestimento) | Média | Excelente | O latão pode compensar suas desvantagens com um revestimento de níquel/estanho, tornando-o menos caro que o aço inoxidável. |
Os insertos de latão garantem conexões confiáveis, ao mesmo tempo que reduzem os custos de processamento e melhoram a eficiência da produção, tornando-os uma opção economicamente viável para a produção em massa.
Latão versus liga de alumínio: equilibrando autolubrificação e resistência à corrosão
As ligas de alumínio não são apenas leves, mas também possuem excelentes propriedades de condução de calor. No entanto, sua superfície é muito suscetível à oxidação e elas não são autolubrificantes.
Esses fatores fazem com que seja muito fácil para os insertos roscados de alumínio emperrarem durante a montagem, reduzindo assim sua vida útil.
As partículas de chumbo do latão atuam como um bom lubrificante, o que garante um torque consistente, e um simples revestimento de níquel ou estanho pode tornar o material altamente resistente à corrosão a um custo significativamente menor do que a proteção com liga de alumínio.
Como otimizar a força de travamento por meio de insertos roscados de latão personalizados para aplicações de alto torque?
Em aplicações que envolvem cargas pesadas e fortes forças rotacionais, se a força de travamento das inserções roscadas para plástico não for suficiente, as inserções podem se soltar, resultando em falha do produto. Projetos altamente personalizados são uma das maneiras mais eficazes de aumentar a força de travamento.
Em comparação com a estampagem cruzada tradicional, o design de estampagem diagonal a 45° aumenta a área de contato com o substrato plástico em cerca de 30%, aumenta a resistência ao torque em 25% a 30% e pode melhorar a estabilidade do inserto.
Relevo sarjado a 45° versus relevo cruzado
Eles são muito diferentes mecanicamente, e essas diferenças provavelmente influenciarão não apenas a força de travamento exercida pelo inserto, mas também sua vida útil. Uma comparação detalhada segue abaixo:
| Tipo de relevo | Estrutura Mecânica | Taxa de aumento da área de contato | Taxa de aumento de torque | Torque máximo de ruptura para especificação M5 | Riscos potenciais |
| Relevo sarja a 45° | Superfície espiral contínua interligada, tensão uniforme | Aproximadamente 30% | 25%-30% | 5,2 N·m | Sem concentração significativa de tensão, o plástico é menos propenso a rachaduras. |
| Relevo em cruz | 4 pontos de concentração de tensão na direção circunferencial | Sem aumento | 0 | 4,1 N·m | Propenso a fissuras localizadas no plástico, com rápida diminuição da força de travamento. |
Os insertos com relevo em sarja 45 proporcionam melhor encaixe com o substrato plástico , são menos propensos a se soltarem sob condições de alto torque e, com isso, podem aumentar a confiabilidade do produto e reduzir a taxa de refugo.
Sulco inferior: uma estrutura fundamental para evitar o desengate axial.
Caso o inserto seja puxado axialmente, o plástico entra na área rebaixada e, assim, a "trava mecânica" interrompe completamente a extrusão.
O tamanho recomendado é uma profundidade de 0,2 a 0,4 mm e uma largura de 0,5 a 1,0 mm. Os resultados dos testes indicam que os insertos com rebaixos podem aumentar a resistência à tração axial em 40% a 60%, razão pela qual são utilizados em áreas onde se espera força de tração axial.
Processo de prensagem a frio: Obtendo um encaixe com folga zero utilizando a microductilidade do latão.
O processo de prensagem a frio melhora a precisão do encaixe. Aproveitando a capacidade de alongamento de 15% a 20% do latão, juntamente com um projeto de encaixe por interferência de 0,02 a 0,05 mm, o inserto pode, na verdade, ter um encaixe com folga zero assim que for prensado no furo pré-perfurado no plástico.
Este método garante que o inserto não fique desalinhado durante a moldagem por inserção. Portanto, é uma boa opção para dispositivos eletrônicos de alta precisão e também é capaz de atender aos requisitos de precisão de montagem.
Como os serviços profissionais de moldagem por inserção podem resolver o problema de transbordamento de material em insertos de latão durante a moldagem por injeção?
Durante o processo de moldagem por injeção, o vazamento de plástico fundido para dentro das roscas frequentemente resulta em falha na montagem dos insertos e no descarte do produto defeituoso.
Profissionais experientes em moldagem por inserção podem eliminar completamente esse problema por meio do aprimoramento estrutural de insertos roscados de latão para plásticos.
A inserção de um ressalto de vedação estreito de 0,1 mm no inserto e o aumento da tolerância da rosca interna para um valor acima da norma ISO 965-1 (grau 6H) impedirão com sucesso a entrada de plástico fundido sob alta pressão na rosca e, consequentemente, aumentarão o rendimento da moldagem por injeção.
Etapa de selagem de 0,1 mm: Bloqueio preciso de plástico fundido sob alta pressão
Uma dimensão anular de 0,1 mm de largura e 0,05-0,1 mm de altura é criada na parte superior ou inferior do inserto. Após o fechamento do molde, ele se compacta firmemente contra o núcleo de aço, criando uma superfície de vedação e, assim, isolando eficazmente o plástico fundido sob alta pressão.
Isso exige uma precisão de usinagem extremamente alta: planicidade do degrau de 0,005 mm e folga com o molde de 0,01 mm, para evitar que o plástico fundido vaze para a área roscada.
Conexão com rosca interna de grau 6H com pinos de moldagem: a precisão determina o rendimento.
A tolerância do diâmetro primitivo das roscas internas de grau 6H varia de 0 a -0,01 mm , resultando em uma folga muito pequena com o pino de localização do molde, impedindo que a cola derretida escorra. A falta de precisão aumenta consideravelmente a probabilidade de vazamento.
Experimentos revelam que a taxa de refugo devido ao excesso de material para insertos de precisão de grau 6H é geralmente inferior a 0,5%, enquanto que para o grau 7H pode chegar a 3%-5%, resultando assim em custos de produção mais elevados.
Está com problemas de excesso de material na moldagem por injeção? Veja nossos casos de sucesso e descubra como os serviços de moldagem por inserção controlam as taxas de refugo abaixo de 0,5%.
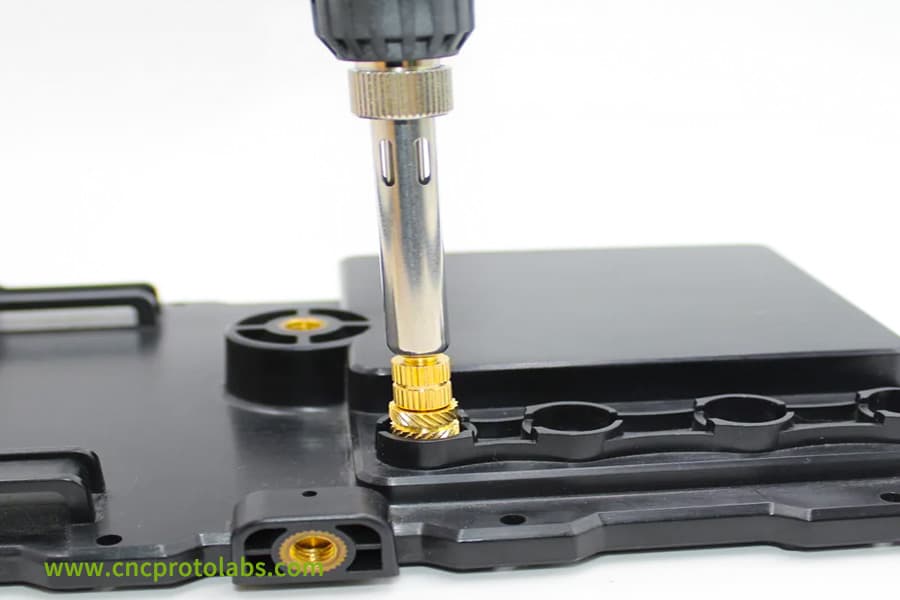
Figura 1: Uma ferramenta de precisão instala um inserto roscado de latão em uma base de plástico preta, uma etapa fundamental na moldagem por inserção para garantir uma interface limpa e evitar o transbordamento de material.
Como melhorar a compatibilidade da automação de insertos roscados para plástico através de processamento personalizado?
A montagem automática desempenha um papel fundamental no aumento da produtividade e na redução dos custos com mão de obra. O processamento personalizado ajuda a evitar o travamento e o desalinhamento de insertos roscados para plástico, mesmo durante a produção em massa automatizada.
Os insertos personalizados são produzidos com um formato totalmente simétrico e características de face final muito nítidas , que garantem que não ocorra nenhum desalinhamento durante a alimentação com um alimentador vibratório.
Ao mesmo tempo, o trabalho com latão sem chumbo é perfeitamente compatível com os percursos das ferramentas, reduz o desgaste e está em conformidade com as normas ambientais da UE.
Utilizando um design simétrico e recursos na face final para eliminar completamente o desalinhamento na alimentação.
Normalmente, as peças de inserção com faces terminais assimétricas apresentam uma produção do alimentador vibratório de apenas 85% a 90%, sofrem com problemas de travamento e desalinhamento e impactam o tempo de operação da linha de produção.
Pastilhas simétricas de dupla extremidade com chanfro de 0,2 mm a 45° na face final garantem o posicionamento correto da pastilha, independentemente da sua orientação após entrar no canal de alimentação.
Isso resulta em um aumento no rendimento de alimentação para mais de 99,5%, e esses insertos agora são compatíveis com máquinas de inclusão automáticas de alta velocidade.
Usinagem de latão sem chumbo: desafios e estratégias de otimização de ferramentas
O latão sem chumbo é uma alternativa ecológica, mas é muito mais difícil de usinar do que o latão com chumbo, o que causa uma diminuição no desempenho de quebra de cavacos e um aumento de cerca de 20% no desgaste da ferramenta.
Por meio da otimização da geometria da ferramenta, da adoção de ferramentas revestidas com TiAlN e da instalação do sistema de microlubrificação, a vida útil da ferramenta pode ser estendida de 2000 peças/aresta de corte para 3500 peças/aresta de corte, de forma que os custos sejam controlados e os padrões ambientais sejam atendidos.
De que forma a eficiência da condutividade térmica das inserções roscadas de latão para plástico afeta o ciclo de produção em materiais termoplásticos?
O principal fator que torna a alta condutividade térmica dos insertos de latão uma forma muito eficiente de encurtar o ciclo de produção de insertos roscados para moldagem por injeção de plástico é que ela determina diretamente a capacidade e o custo.
A condutividade térmica do latão é de cerca de 120 W/m · K, o que é 3 a 4 vezes maior que a do aço para moldes . Assim, o calor é dissipado rapidamente no plástico, o que significa que o tempo de ressolidificação é reduzido em 15% a 20% e a eficiência da produção é aumentada.
Efeito da alta condutividade térmica do latão na redução do tempo de ressolidificação
Usando como referência um item de PBT+GF30 com 2 mm de espessura, o período de resfriamento do plástico próximo ao inserto é o mais significativo e ocupa de 40% a 50% do ciclo de moldagem.
Ao utilizar insertos de latão, o tempo de resfriamento pode ser reduzido de 12 segundos para 9,5 segundos, enquanto o ciclo total de moldagem pode ser reduzido de 30 segundos para 26,5 segundos. Dessa forma, a eficiência é melhorada em cerca de 12%.
Ao mesmo tempo, os insertos de latão podem aumentar a consistência da temperatura, diminuir a tensão e o risco de fissuras na parte interna do plástico, além de reduzir a taxa de peças defeituosas.
Para PC, PPO e outros materiais: pré-aquecimento de insertos para eliminar tensões internas.
Materiais amorfos como PC e PPO apresentam baixa fluidez e são bastante sensíveis à tensão interna.
Uma grande diferença de temperatura entre o molde e o plástico fundido pode causar inconsistências na contração, rachaduras devido à tensão e, eventualmente, uma maior taxa de descarte de peças.
Aquecer o inserto até 80-120°C fará com que a diferença de temperatura seja inferior a 20°C, alterando a tensão interna em 30%-40% e resultando em uma taxa de fissuração quase insignificante.
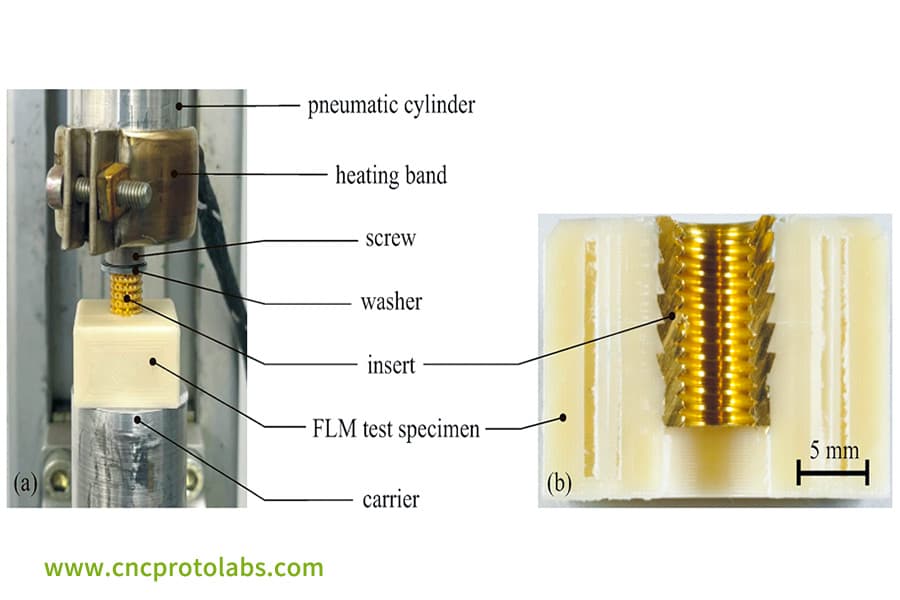
Figura 2: Vista ampliada de um inserto roscado de latão embutido em um corpo de prova de plástico branco, acompanhado por uma faixa de aquecimento e outros componentes, ilustrando uma configuração para avaliação da condutividade térmica.
Qual é a compatibilidade eletroquímica entre insertos roscados de alumínio e latão para montagem de materiais mistos?
Em insertos roscados para uso em alumínio , o contato de uma superfície de latão com a liga de alumínio pode resultar em forte corrosão eletroquímica, o que causa afrouxamento e falha do inserto.
Um tratamento de superfície profissional pode eliminar completamente esse problema.
Entretanto, uma camada de revestimento de níquel ou estanho de 5 a 8 μm pode produzir uma camada de passivação quimicamente resistente, que não só bloqueia a reação eletroquímica, como também permite que ambos os materiais se contraiam da mesma forma, sem se soltarem, dentro da ampla faixa de temperatura de -40 °C a 120 °C.
Revestimento de latão com níquel/estanho: o princípio fundamental da passivação eletroquímica
Quando o latão e a liga de alumínio entram em contato, a junção funciona como uma célula galvânica, sendo o alumínio o ânodo e, portanto, o material que sofre corrosão, resultando em uma conexão frouxa.
O revestimento de níquel pode reduzir a diferença de potencial de 0,5 V para menos de 0,2 V, bloqueando reações eletroquímicas. O revestimento de níquel padrão de 5 a 8 μm, em testes de névoa salina, pode atingir mais de 96 horas, atendendo aos requisitos de ambientes corrosivos severos.
Encolhimento síncrono em uma ampla faixa de temperatura: a chave para evitar o afrouxamento.
Sabe-se que as ligas de latão e alumínio possuem coeficientes de expansão térmica ligeiramente diferentes. Na faixa de temperatura operacional típica, de -40 °C a 120 °C, estima-se que a diferença de contração seja de aproximadamente 0,05 mm por 100 mm de comprimento.
O revestimento de níquel compensa essa pequena diferença. Mesmo após 500 ciclos térmicos, a taxa de retenção de torque da pastilha niquelada permanece acima de 95%, demonstrando boa estabilidade às variações de temperatura.
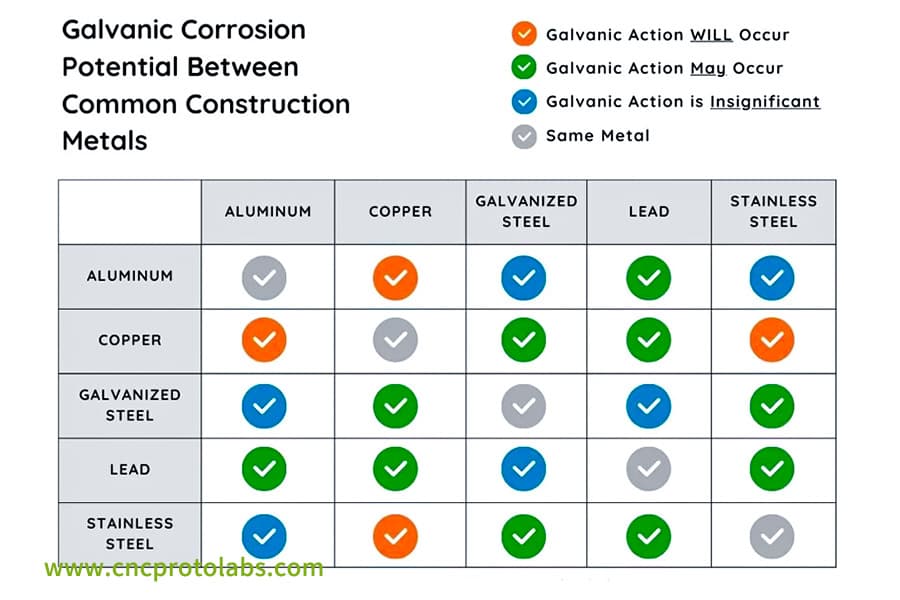
Figura 3: Um gráfico intitulado “Potencial de Corrosão Galvânica entre Metais Comuns na Construção” que avalia a compatibilidade eletroquímica de metais como alumínio, cobre e aço inoxidável, crucial para a seleção de materiais compatíveis em conjuntos.
Devo optar por insertos roscados de latão personalizados ou peças padrão?
Do ponto de vista do custo total do ciclo de vida, os insertos roscados de latão feitos sob medida são mais vantajosos do que os itens padronizados, evitando também quaisquer problemas decorrentes de diferenças de tamanho e desempenho.
As peças padrão têm um preço unitário mais baixo, mas são mais propensas a contribuir para taxas mais altas de refugo na montagem, e, portanto, o custo total pode acabar sendo maior.
As peças personalizadas, embora sejam 15% a 20% mais caras, são capazes de reduzir a taxa de refugo de 2% para menos de 0,2%, minimizando, em última análise, os custos totais.
Análise de custos: preço unitário de peças personalizadas versus redução da taxa de refugo na montagem
Tomando como exemplo uma produção anual de 100.000 produtos, a comparação de custos é a seguinte, e você pode perceber intuitivamente as vantagens das peças personalizadas:
| Item de custo | Peças padrão | Peças personalizadas | Diferença de custo |
| Preço unitário (USD/unidade) | 0,5 | 0,6 | +0,1 |
| Custo anual de inserção (USD) | 50.000 | 60.000 | +10.000 |
| Taxa de sucata | 2% | 0,2% | -1,8% |
| Perda anual de sucata (USD) | 10.000 | 1.200 | -8.800 |
| Custo anual total (USD) | 60.000 | 61.200 | +1.200 |
O custo total anual de peças personalizadas é apenas US$ 1.200 a mais do que o de peças padrão, e esse valor ainda exclui reclamações de clientes e danos à marca decorrentes de problemas de qualidade da rosca. É claro que, a longo prazo, é mais econômico.
Capacidades de usinagem de precisão da JS Precision
A usinagem de precisão é a habilidade fundamental por trás das pastilhas personalizadas. A JS Precision utiliza tornos tipo suíço e centros de usinagem de cinco eixos com configuração tipo suíço para oferecer precisão de até 0,005 mm, atendendo assim aos requisitos complexos de personalização de pastilhas.
- Insertos de múltiplos estágios: até 7 estágios, coaxialidade de 0,01 mm, adequados para produtos complexos.
- Insertos para furos estreitos: Diâmetro mínimo do furo de 0,5 mm, relação comprimento/diâmetro de 15:1 , adequados para produtos eletrônicos de precisão.
- Insertos especiais para furos cegos: Ângulo de conicidade inferior personalizável, profundidade efetiva da rosca 1,5 vezes o diâmetro nominal, garantindo uma conexão confiável.
Deseja calcular o custo total de insertos roscados de latão personalizados? Informe seu volume de produção e requisitos, e nós lhe forneceremos um relatório comparativo de custos gratuito.
Estudo de caso da JS Precision: Moldagem por injeção da carcaça da ECU: Redução da atenuação do torque em 95%
O presente estudo de caso sobre moldagem por injeção de carcaça de ECU utiliza imagens para demonstrar como insertos roscados de latão personalizados e expertise em moldagem por inserção podem eliminar o problema de perda de torque, reduzir custos e aumentar os níveis de qualidade.
Problemas enfrentados
Um fornecedor automotivo de nível 1 fabrica carcaças de plástico para a ECU de montadoras populares.
Esses dispositivos devem ser capazes de suportar ciclos térmicos em temperaturas de -40°C a 125°C, o que implica que os insertos roscados devem oferecer uma capacidade de retenção de torque muito alta .
No passado, eram utilizadas inserções padrão com relevo cruzado, o que acarretava grandes problemas de atenuação de torque.
Ao realizar os testes de ciclagem térmica, a força média de torque de retenção da inserção roscada foi reduzida em 25%, causando a falha da vedação da carcaça da ECU.
A fluência em altas temperaturas dos insertos e do material PBT+GF30 levou à redução da força de tração axial para menos de 500 N. Os problemas com os insertos resultaram em uma taxa de refugo de 15%, o que representou uma perda de US$ 50.000 por mês e uma reclamação do cliente.
Solução
Ao abordar as principais dificuldades dos clientes, desenvolvemos uma solução completa de moldagem de insertos roscados que otimizou tudo, desde o design e o material do inserto até a modificação do processo:
1. Otimização da inserção: Substituímos as inserções roscadas padrão por inserções roscadas de latão personalizadas, alteramos a estampagem para um padrão diagonal de 45° (que atende ao padrão DIN82) e, para melhorar o desempenho de torque e resistência à tração axial, adicionamos um sulco inferior com 0,3 mm de profundidade.
2. Materiais e tratamento de superfície: Selecionamos o latão C3604 como material e optamos por um revestimento de níquel de 5 μm. Além disso, a corrosão eletroquímica foi solucionada com o uso de dissipadores de calor de liga de alumínio.
3. Ajuste do processo: Para minimizar o estresse por choque térmico durante a moldagem com inserto, a temperatura do inserto é elevada até 120°C.
4. Controle de precisão: Para garantir uma montagem precisa, reduzimos a tolerância da rosca interna de 6H para 5H.
Resultados finais
Após a otimização, a taxa de atenuação do torque diminuiu de 25% para menos de 5% , e a tensão axial permaneceu estável acima de 750 N.
A taxa de refugo de peças embutidas foi reduzida de 15% para 0,8%, resultando em uma redução mensal de aproximadamente US$ 47.000 em perdas por refugo.
Isso representa uma economia de US$ 220.000 por ano para os clientes e aumenta seus pedidos subsequentes em 30%.
Seu produto também enfrenta problemas como falha de inserto e perda de torque? Envie os requisitos do seu projeto para obter insertos roscados personalizados para moldagem por injeção de plástico, semelhantes a este estudo de caso.
Perguntas frequentes
P1: Existem requisitos específicos para o material plástico utilizado na moldagem de insertos roscados?
Basicamente, a maioria dos termoplásticos (como PA, PBT, PC e PP) e alguns plásticos termofixos são adequados. A escolha final depende do design do inserto e da compatibilidade dos materiais envolvidos. Para obter recomendações precisas sobre a compatibilidade, você pode compartilhar o modelo do plástico.
Q2: Como garantir que o inserto roscado não se desloque durante a moldagem por injeção?
Posicionar o inserto com pinos de moldagem, projetar a parte inferior do inserto com um chanfro e regular a pressão e a velocidade de injeção em conjunto pode fixar o inserto no lugar mesmo sob condições de moldagem por injeção de alta pressão.
Q3: Qual o grau de resistência à corrosão dos insertos roscados de latão?
Normalmente, o latão sem revestimento apresenta baixa resistência à corrosão, mas o revestimento com camadas de níquel ou estanho pode aumentar drasticamente sua resistência à névoa salina e à corrosão eletroquímica, atendendo aos requisitos da maioria dos ambientes industriais.
Q4: Qual é o torque máximo para insertos roscados em plástico?
O torque máximo varia de acordo com as dimensões do inserto, o padrão de estampagem e a matriz plástica. Por exemplo, um inserto M4 em PBT+GF30 pode suportar de 3 a 4 Nm. Também é possível personalizar a estampagem para obter valores ainda maiores.
Q5: Vocês conseguem processar insertos roscados de latão sem chumbo?
De fato, somos especializados em usinagem de precisão de latão sem chumbo (exemplos são CW511L, C69300), além de modificar os percursos das ferramentas para reduzir o desgaste, também cumprimos normas ambientais como RoHS e REACH.
Q6: Qual é a quantidade mínima de encomenda para serviços de moldagem por inserção?
Pode ter a certeza de que não existe quantidade mínima de encomenda para a fase de prototipagem . Para a produção em massa, recomendamos um mínimo de 5000 peças para uma melhor relação custo-benefício.
Q7: Qual é a espessura do revestimento para insertos roscados de latão para metal?
Normalmente, a espessura do revestimento de níquel é definida entre 5 e 8 μm, mas pode ser modificada para uma espessura maior para atender a requisitos como o teste de névoa salina.
P8: Como escolho os insertos roscados de alumínio adequados para o meu projeto?
Resumo
Conexões confiáveis entre plásticos e metais ainda dependem, em grande parte, de insertos roscados de latão personalizados. Eles não apenas resolvem problemas de falhas em conexões roscadas, como também ajudam a tornar a produção mais eficiente e a reduzir os custos totais do ciclo de vida.
Seja a estampagem em sarja 45, a etapa de selagem de 0,1 mm, a alta condutividade térmica do latão ou o revestimento de níquel para proteção contra corrosão, cada personalização de design que você fizer ajudará a evitar problemas de produção e a aumentar a competitividade do seu produto.
Se você busca serviços confiáveis de moldagem por inserção ou insertos roscados de latão personalizados, entre em contato conosco .
Nossa equipe de engenharia altamente qualificada estará presente para ajudá-lo em cada etapa do processo, desde a otimização do projeto até a produção em massa, garantindo que seus produtos sejam robustos e confiáveis mesmo quando expostos a condições adversas.

Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. A JS Precision Services não oferece quaisquer garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações aqui contidas. Não se deve presumir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da Rede JS Precision. É responsabilidade do comprador solicitar orçamentos de peças e identificar os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe JS Precision
A JS Precision é uma empresa líder no setor , focada em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolher a JS Precision significa eficiência na seleção, qualidade e profissionalismo.
Para saber mais, visite nosso site: www.cncprotolabs.com
Recurso

