

Le surmoulage fileté est la technologie clé qui permet l'alliance parfaite des plastiques et des métaux.
L'un des problèmes d'assemblage que vous rencontrez avec les composants en plastique est-il un filetage endommagé ou une rupture du couple de serrage ? Avez-vous déjà été confronté à une situation où un lot entier de produits a dû être mis au rebut en raison du détachement ou de la fissuration d'inserts lors de l'assemblage de métal et de plastique ?
Dans les applications industrielles lourdes exigeant une résistance et une durabilité maximales, le desserrage ou la rupture des filetages est la principale cause de défaillance des produits.
L'une des solutions permanentes au problème du démontage répété des pièces en plastique peut être obtenue grâce à la fourniture de services de surmoulage fileté précis, utilisant des inserts en laiton sur mesure.
Vos produits pourront maintenir une connexion stable même dans des conditions d'utilisation difficiles , ce qui réduira vos pertes de production et vos coûts globaux.
Principaux enseignements
| Questions fondamentales | Solutions pour inserts en laiton | Données/Paramètres clés |
| Force de verrouillage insuffisante | Le gaufrage en sergé à 45° et la conception à rainure inférieure améliorent le couple et la résistance à la traction axiale | Le gaufrage à 45° augmente la résistance au couple de 25 à 30 % par rapport au gaufrage croisé. |
| Débordement du moulage par injection | Un palier d'étanchéité de précision de 0,1 mm et un filetage interne de classe 6H empêchent le moulage haute pression. | Tolérance de l'étape de scellage contrôlée à ±0,01 mm |
| Cycle de production long | Utiliser la conductivité thermique élevée du laiton pour accélérer la solidification du plastique et raccourcir le cycle de moulage. | Le laiton a une conductivité thermique d' environ 120 W/m·K , soit trois fois celle de l'acier. |
| Risque lié à l'assemblage de matériaux dissemblables | Le nickelage du laiton résout le problème de corrosion électrochimique des alliages d'aluminium. | L'épaisseur du placage de nickel, contrôlée entre 5 et 8 μm, permet d'obtenir une passivation potentielle. |
Points clés à retenir
- La performance est reine :
Les propriétés polyvalentes du laiton, notamment sa conductivité thermique, son usinabilité et sa capacité d'autolubrification, en font le matériau de choix pour les inserts filetés soumis à de fortes charges.
- La personnalisation est essentielle :
Les conceptions sur mesure de gaufrage, de rainure et d'étanchéité permettent non seulement de résoudre les problèmes de couple élevé et de débordement, mais aussi d'ajouter une valeur ajoutée bien supérieure au coût d'achat des pièces standard.
- Le processus détermine le succès :
Le respect de tolérances d'usinage très faibles (comme les filetages de grade 6H) et une utilisation appropriée du transfert de chaleur sont des facteurs essentiels qui permettent d'obtenir un rendement et une efficacité élevés lors de l'utilisation de services de surmoulage.
- Concentrez-vous sur l'ensemble du cycle de vie :
Choisirdes inserts filetés de qualité professionnelle pour le moulage par injection plastique peut entraîner une réduction importante des taux de rebuts d'assemblage et contribuer également à optimiser les coûts de fabrication.
Pourquoi faire confiance à ce guide ? L’expérience de JS Precision dans l’usinage d’inserts filetés en laiton
Le choix de la solution d'insert fileté de la meilleure qualité pour les applications intensives nécessite une bonne compréhension du professionnalisme, de l'expérience et de la fiabilité du fournisseur.
Après tout, la fiabilité des raccords filetés est la clé qui garantit la qualité de vos produits et la solidité de votre réputation de marque.
L’usinage de précision des inserts filetés en laiton est le domaine dans lequel JS Precision se spécialise depuis plus de 15 ans .
Nous avons réalisé, entre autres grands secteurs d'activité, des projets pour l'automobile, l'électronique et l'industrie, en livrant plus de 1000 projets sur mesure et en résolvant des problèmes fondamentaux tels que les défaillances d'insertion, les débordements et les longs cycles de production rencontrés par nos clients.
Ce guide, auquel vous pouvez vous fier, a été rédigé sur la base de nombreuses et vastes études de cas réelles et des données recueillies plutôt que sur des hypothèses théoriques.
Par exemple, en résolvant le problème de perte de couple des inserts de boîtier d'ECU pour un équipementier automobile de premier rang, nous avons réussi à réduire son taux de rebut de 15 % à 0,8 %. De ce fait, le client a pu économiser environ 220 000 $ par an.
Chaque processus d'usinage que nous effectuons suit les exigences de la norme de moletage DIN 82 , mais l'intégration de la précision et de la stabilité du moletage garantit la qualité de chaque insert fileté en laiton pour résister aux conditions de travail difficiles.
Nous utilisons des machines à déplacement de type suisse et des centres d'usinage à cinq axes pour atteindre une précision d'usinage de ± 0,005 mm et pouvons personnaliser des inserts complexes tels que des trous multi-étapes, des trous minces et des trous borgnes spéciaux, et sommes compétents dans le traitement du laiton sans plomb pour répondre aux normes environnementales RoHS et REACH.
Ce guide vous fournira des solutions pratiques vous permettant non seulement d'éviter les erreurs de sélection et d'application des inserts, mais aussi d'améliorer la compétitivité de vos produits en termes de fiabilité de connexion.
Pour comprendre rapidement les principaux avantages et cas d'application des inserts en laiton, téléchargez notre livre blanc gratuit pour saisir facilement les points clés du surmoulage fileté.
Pourquoi le laiton reste-t-il le matériau de choix pour les plaquettes à charge élevée ?
Le laiton est le matériau généralement choisi pour les inserts filetés soumis à de fortes charges, car il présente un équilibre quasi parfait entre conductivité thermique, usinabilité et autolubrification, ce qui constitue en fait l'ingrédient principal pour le bon déroulement du processus de surmoulage.
Le laiton possède une meilleure conductivité thermique que l'alliage d'aluminium et permet de raccourcir le cycle de moulage. Sa bonne usinabilité contribue à réduire les coûts de traitement. Ses propriétés autolubrifiantes empêchent le grippage lors de l'assemblage et garantissent un couple stable même après de multiples démontages et remontages d' inserts filetés en laiton pour métaux .
Laiton contre acier inoxydable : un compromis entre conductivité thermique et usinabilité
De nombreux clients envisagent de remplacer le laiton par de l'acier inoxydable, mais ce dernier présente des inconvénients importants dans les procédés de surmoulage.
Le tableau ci-dessous compare clairement les principales différences de performance entre les deux :
| Paramètres de performance | Laiton (C3604/C36000) | Acier inoxydable (SUS303/304) | Différences en matière d'avantages pour le client |
| Conductivité thermique (W/m·K) | Environ 120 | Environ 15 | Le laiton dissipe rapidement la chaleur, raccourcissant le cycle de moulage de 15 à 20 %. |
| Durcissement par écrouissage | Faible | Haut | Les outils en acier inoxydable s'usent rapidement, augmentant les coûts unitaires de traitement de 30 à 40 %. |
| Autolubrification | Excellent | Pauvre | Les inserts en laiton ne se grippent pas, ce qui augmente de plus de 3 fois le nombre de cycles de démontage/remontage. |
| Densité (g/cm³) | 8.5 | 7.9 | Différence minime, impact négligeable sur le poids du produit. |
| Résistance à la corrosion (matériau nu) | Moyenne | Excellent | Le laiton peut compenser ses défauts par un plaquage nickel/étain, ce qui le rend moins cher que l'acier inoxydable. |
Les inserts en laiton garantissent des connexions fiables tout en réduisant les coûts de traitement et en améliorant l'efficacité de la production, ce qui en fait un choix rentable pour la production de masse.
Laiton contre alliage d'aluminium : équilibre entre autolubrification et résistance à la corrosion
Les alliages d'aluminium sont non seulement légers, mais possèdent également d'excellentes propriétés de conductivité thermique. Cependant, leur surface est très sensible à l'oxydation et ils ne sont pas autolubrifiants.
Ces facteurs font qu'il est très facile pour les inserts filetés en aluminium de se gripper lors de l'assemblage, réduisant ainsi leur durée de vie.
Les particules de plomb du laiton agissent comme un bon lubrifiant, ce qui garantit un couple constant, et un simple placage de nickel ou d'étain peut rendre le matériau très résistant à la corrosion à un coût nettement inférieur à celui d'une protection en alliage d'aluminium.
Comment optimiser la force de verrouillage grâce à des inserts filetés en laiton personnalisés pour les applications à couple élevé ?
En cas de charges importantes et de fortes forces de rotation, si la force de verrouillage des inserts filetés pour plastique est insuffisante, ces derniers peuvent se desserrer, entraînant une défaillance du produit. Une conception sur mesure est l'un des moyens les plus efficaces d'améliorer la force de verrouillage.
Comparé au gaufrage croisé traditionnel, le gaufrage diagonal à 45° augmente la surface de contact avec le substrat plastique d'environ 30 %, augmente la résistance au couple de 25 à 30 % et peut améliorer la stabilité de l'insert.
Gaufrage sergé à 45° vs gaufrage croisé
Leurs mécanismes sont très différents, et ces différences sont susceptibles d'influencer non seulement la force de verrouillage exercée par l'insert, mais aussi sa durée de vie. Voici une comparaison détaillée :
| Type de gaufrage | Structure mécanique | Taux d'augmentation de la zone de contact | Taux d'augmentation du couple | Couple de freinage maximal pour les spécifications M5 | Risques potentiels |
| Gaufrage sergé à 45° | Surface d'emboîtement en spirale continue, contrainte uniforme | Environ 30% | 25 % à 30 % | 5,2 N·m | En l'absence de concentration de contraintes significative, le plastique est moins sujet à la fissuration. |
| Gaufrage croisé | 4 points de concentration de contraintes dans la direction circonférentielle | Pas d'augmentation | 0 | 4,1 N·m | Sujet à la fissuration localisée du plastique, diminution rapide de la force de verrouillage |
Les inserts de gaufrage en sergé 45 peuvent former un meilleur verrouillage avec le substrat plastique , sont moins susceptibles de se desserrer dans des conditions de couple élevé et, de ce fait, peuvent améliorer la fiabilité du produit et réduire le taux de rebut.
Rainure inférieure : structure clé pour empêcher le désengagement axial
Dans le cas où l'insert est tiré axialement, le plastique pénètre dans la zone de contre-dépouille et le « verrouillage mécanique » arrête complètement l'extrusion.
La profondeur recommandée est de 0,2 à 0,4 mm et la largeur de 0,5 à 1,0 mm. Les résultats des tests indiquent que les inserts avec contre-dépouilles peuvent augmenter la résistance à la traction axiale de 40 à 60 %, ce qui explique leur utilisation dans les zones où une force de traction axiale est attendue.
Procédé d'emmanchement à froid : obtention d'un ajustement sans jeu grâce à la microductilité du laiton
Le pressage à froid en cours de fabrication améliore la précision d'ajustement. Tirant parti de la capacité d'allongement de 15 à 20 % du laiton, associée à une conception à ajustement serré de 0,02 à 0,05 mm, l'insert peut être ajusté sans jeu une fois inséré dans le trou pré-percé dans le plastique.
Cette méthode garantit un alignement parfait de l'insert lors du surmoulage. Elle constitue donc une solution idéale pour les dispositifs électroniques de haute précision et permet d'atteindre la précision d'assemblage requise.
Comment les services professionnels de surmoulage peuvent-ils résoudre le problème du débordement de matière dans les inserts en laiton lors du moulage par injection ?
Lors du moulage par injection, les fuites de plastique fondu dans les filetages entraînent fréquemment des échecs d'assemblage des inserts et la mise au rebut du produit défectueux.
Les professionnels expérimentés en surmoulage peuvent éliminer complètement ce problème grâce à un renforcement structurel des inserts filetés en laiton pour plastiques.
L'insertion d'une marche d'étanchéité étroite de 0,1 mm sur l'insert et l'augmentation de la tolérance du filetage interne au-dessus de la norme ISO 965-1 (grade 6H) empêcheront efficacement le plastique fondu à haute pression de pénétrer dans le filetage et augmenteront par conséquent le rendement du moulage par injection.
Étape de scellage de 0,1 mm : blocage précis du plastique fondu à haute pression
Une dimension annulaire de 0,1 mm de large et de 0,05 à 0,1 mm de haut est créée sur la face supérieure ou inférieure de l'insert. Après la fermeture du moule, elle s'appuie fermement contre le noyau en acier pour créer une surface étanche et ainsi empêcher efficacement la pénétration du plastique fondu sous haute pression.
Cela exige une précision d'usinage extrêmement élevée : planéité des marches de 0,005 mm et jeu avec le moule de 0,01 mm, afin d'empêcher le plastique fondu de s'infiltrer dans la zone filetée.
Raccord fileté interne de qualité 6H avec goupilles de moulage : la précision détermine la limite d'élasticité
La tolérance sur le diamètre primitif des filetages internes de classe 6H est de 0 à -0,01 mm , ce qui laisse un jeu très faible avec la goupille de positionnement du moule afin d'empêcher la colle fondue de s'écouler. Un manque de précision augmente considérablement le risque de fuite.
Les expériences révèlent que le taux de rebut dû au débordement pour les plaquettes de précision de qualité 6H est généralement inférieur à 0,5 %, tandis que pour la qualité 7H, il peut atteindre 3 à 5 %, ce qui entraîne des coûts de production plus élevés.
Vous rencontrez des problèmes de débordement lors du moulage par injection ? Consultez nos témoignages de réussite pour découvrir comment les services de surmoulage permettent de réduire les taux de rebuts à moins de 0,5 %.
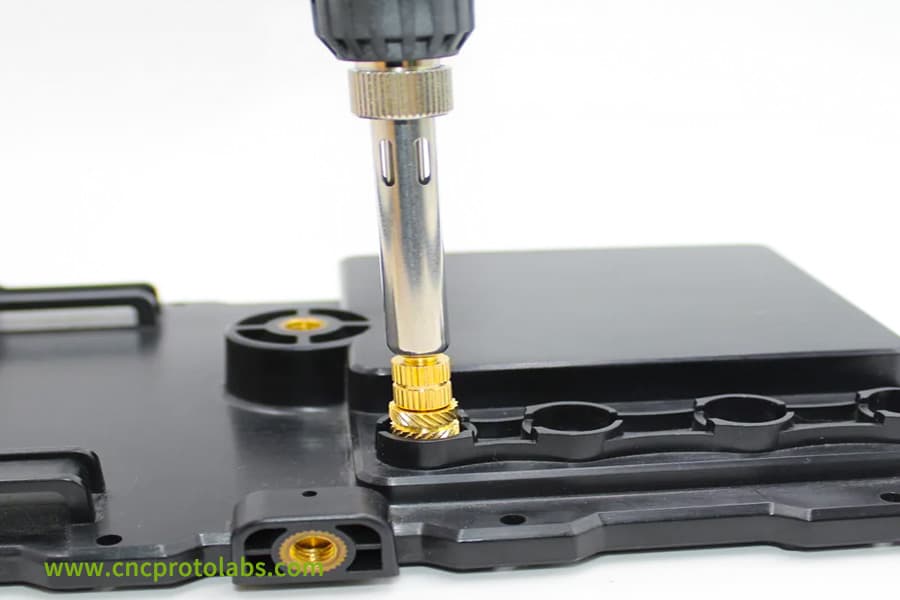
Figure 1 : Un outil de précision installe un insert fileté en laiton dans une base en plastique noir, une étape clé du surmoulage pour assurer une interface propre et éviter le débordement de matériau.
Comment améliorer la compatibilité d'automatisation des inserts filetés pour plastique grâce à un traitement personnalisé ?
L'assemblage automatisé contribue largement à l'augmentation de la productivité tout en réduisant les coûts de main-d'œuvre. Un traitement personnalisé permet d'éviter le blocage et le désalignement des inserts filetés en plastique, même lors d'une production de masse automatisée.
Les inserts sur mesure sont produits avec une forme parfaitement symétrique et des caractéristiques de face d'extrémité très claires qui garantissent l'absence de désalignement lors de l'alimentation avec un alimentateur vibrant.
Parallèlement, le travail du laiton sans plomb est parfaitement compatible avec les trajectoires d'outils, réduit l'usure et est conforme aux normes environnementales de l'UE.
Utilisation d'une conception symétrique et de caractéristiques de face d'extrémité pour éliminer complètement les défauts d'alignement de l'alimentation
Normalement, les pièces à insérer présentant des faces d'extrémité asymétriques n'ont qu'un rendement d'alimentation vibratoire de 85 à 90 %, rencontrent des problèmes de blocage et de désalignement , et ont un impact sur le temps de fonctionnement de la ligne de production.
Les inserts symétriques à double extrémité, dotés d'un chanfrein de 0,2 mm à 45° sur la face d'extrémité, assurent une position correcte de l'insert quelle que soit son orientation après son entrée dans le canal d'alimentation.
Cela permet d' augmenter le rendement d'alimentation à plus de 99,5 %, et ces inserts sont désormais compatibles avec les machines d'enrobage automatiques à grande vitesse.
Usinage du laiton sans plomb : défis et stratégies d’optimisation des outils
Le laiton sans plomb est une alternative écologique, mais il est beaucoup plus difficile à usiner que le laiton au plomb, ce qui entraîne une diminution des performances de bris de copeaux et une usure des outils accrue d'environ 20 %.
Grâce à l'optimisation de la géométrie de l'outil, à l'adoption d' outils revêtus de TiAlN et à l'installation d'un système de micro-lubrification, la durée de vie de l'outil peut être étendue de 2000 pièces/arête de coupe à 3500 pièces/arête de coupe, ce qui permet de maîtriser les coûts et de respecter les normes environnementales.
Comment l'efficacité de la conductivité thermique des inserts filetés en laiton pour plastique affecte-t-elle le cycle de production des matériaux thermoplastiques ?
Le facteur clé qui fait de la conductivité thermique élevée des inserts en laiton un moyen très efficace de raccourcir le cycle de production des inserts filetés pour le moulage par injection plastique est qu'elle détermine directement la capacité et le coût.
La conductivité thermique du laiton est d'environ 120 W/m·K, soit 3 à 4 fois celle de l'acier à moules . La chaleur est ainsi rapidement dissipée dans le plastique, ce qui réduit le temps de resolidification de 15 à 20 % et améliore la productivité.
Effet de la conductivité thermique élevée du laiton sur la réduction du temps de resolidification
En prenant comme référence un objet en PBT+GF30 de 2 mm d'épaisseur, la période de refroidissement du plastique près de l'insert est la plus importante et représente 40 à 50 % du cycle de moulage.
L'utilisation d'inserts en laiton permet de réduire le temps de refroidissement de 12 secondes à 9,5 secondes et la durée totale du cycle de moulage de 30 secondes à 26,5 secondes, soit un gain d'efficacité d'environ 12 %.
Parallèlement, les inserts en laiton permettent d'améliorer l'homogénéité de la température, de réduire les contraintes et le risque de fissuration de la partie interne du plastique, et de diminuer le taux de pièces défectueuses.
Pour PC, PPO et autres matériaux : préchauffage des inserts pour éliminer les contraintes internes
Les matériaux amorphes comme le PC et le PPO présentent une faible fluidité et sont assez sensibles aux contraintes internes.
Une grande différence de température entre l'insert du moule et le plastique fondu peut entraîner des irrégularités de retrait, des fissures dues aux contraintes et, finalement, un taux plus élevé de pièces mises au rebut.
En chauffant l'insert jusqu'à 80-120°C, la différence de température sera inférieure à 20°C, ce qui modifiera la contrainte interne de 30 à 40 % et conduira à un taux de fissuration presque négligeable.
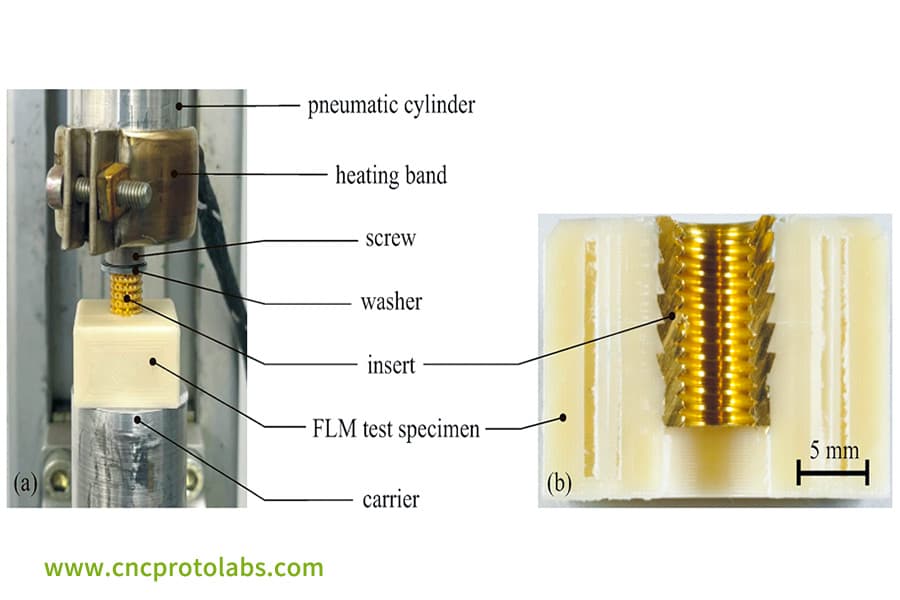
Figure 2 : Vue rapprochée d'un insert fileté en laiton intégré dans un échantillon d'essai en plastique blanc, accompagné d'une bande chauffante et d'autres composants, illustrant un dispositif d'évaluation de la conductivité thermique.
Quelle est la compatibilité électrochimique entre les inserts filetés en aluminium et en laiton pour un assemblage de matériaux mixtes ?
Dans les inserts filetés destinés à l'aluminium , le contact d'une surface en laiton avec un alliage d'aluminium peut entraîner une forte corrosion électrochimique, provoquant le desserrage et la défaillance de l'insert.
Un traitement de surface professionnel peut éliminer complètement ce problème.
Parallèlement, une couche de nickel ou d'étain de 5 à 8 μm peut produire une couche de passivation chimiquement résistante, qui non seulement bloque la réaction électrochimique, mais permet également aux deux matériaux de se rétracter de la même manière sans se desserrer dans la large plage de températures allant de -40 °C à 120 °C.
Placage laiton nickel/étain : le principe fondamental de la passivation électrochimique
Lorsque le laiton et un alliage d'aluminium entrent en contact, leur joint agit comme une pile galvanique, l'aluminium étant l'anode et donc celui qui se corrode, ce qui entraîne un desserrage de la connexion.
Le nickelage permet de réduire la différence de potentiel de 0,5 V à moins de 0,2 V, bloquant ainsi les réactions électrochimiques. Un nickelage standard de 5 à 8 µm résiste à un test au brouillard salin pendant plus de 96 heures, répondant ainsi aux exigences des environnements corrosifs les plus agressifs.
Retrait synchrone sur une large plage de températures : la clé pour prévenir le desserrage
On sait que le laiton et les alliages d'aluminium présentent des coefficients de dilatation thermique légèrement différents. Sur la plage de températures de fonctionnement typique, de -40 °C à 120 °C, la différence de retrait est estimée à environ 0,05 mm par 100 mm de longueur.
Le nickelage compense cette légère différence. Même après 500 cycles thermiques, le taux de rétention du couple de l'insert nickelé reste supérieur à 95 %, ce qui témoigne d'une bonne stabilité aux variations de température.
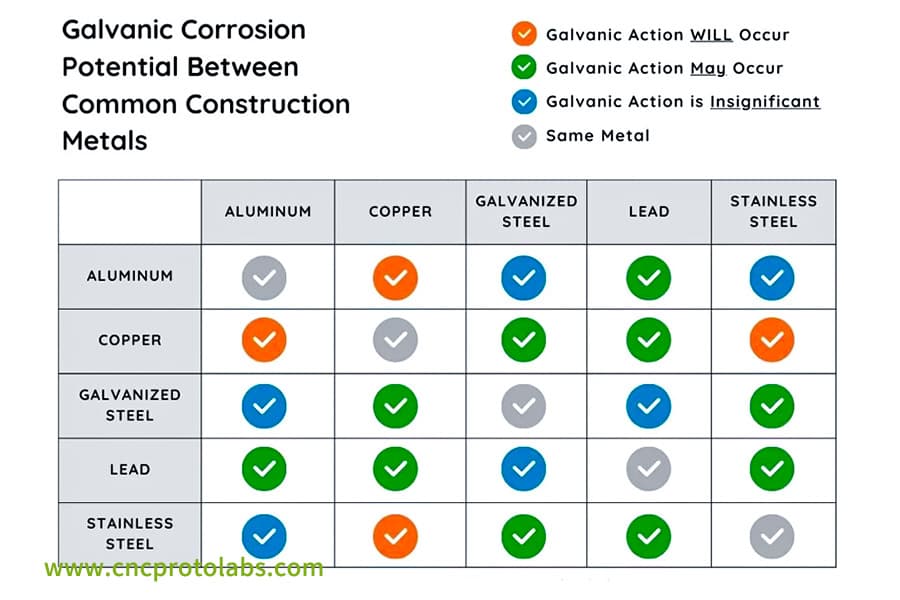
Figure 3 : Un graphique intitulé « Potentiel de corrosion galvanique entre les métaux de construction courants » qui évalue la compatibilité électrochimique de métaux comme l'aluminium, le cuivre et l'acier inoxydable, cruciale pour la sélection de matériaux compatibles dans les assemblages.
Dois-je opter pour des inserts filetés en laiton sur mesure ou des pièces standard ?
Du point de vue du coût total du cycle de vie, les inserts filetés en laiton sur mesure sont plus avantageux que les articles standard, car ils permettent également d'éviter tout incident lié aux différences de taille et de performance.
Les pièces standard sont proposées à un prix unitaire inférieur, mais elles sont plus susceptibles de contribuer à des taux de rebut d'assemblage plus élevés, et par conséquent, le coût total peut s'avérer plus important.
Les pièces sur mesure, bien que plus coûteuses de 15 à 20 %, permettent de réduire le taux de rebut de 2 % à moins de 0,2 %, minimisant ainsi les coûts globaux.
Analyse des coûts : Prix unitaire des pièces sur mesure vs. réduction du taux de rebut d’assemblage
Prenons comme exemple une production annuelle de 100 000 produits : la comparaison des coûts est la suivante et vous pouvez intuitivement constater les avantages des pièces personnalisées :
| Article de coût | Pièces standard | Pièces personnalisées | Différence de coût |
| Prix unitaire (USD/pièce) | 0,5 | 0,6 | +0,1 |
| Coût annuel d'insertion (USD) | 50 000 | 60 000 | +10 000 |
| Taux de récupération | 2% | 0,2% | -1,8% |
| Pertes annuelles liées à la ferraille (USD) | 10 000 | 1 200 | -8 800 |
| Coût annuel global (USD) | 60 000 | 61 200 | +1 200 |
Le coût total annuel des pièces sur mesure n'est que de 1 200 $ supérieur à celui des pièces standard, et ce chiffre n'inclut toujours pas les réclamations des clients ni les dommages à l'image de marque dus à des problèmes de qualité de filetage ; bien sûr, c'est plus rentable à long terme.
Capacités d'usinage de précision de JS Precision
L'usinage de précision est la compétence fondamentale à la base de la fabrication d'inserts sur mesure. JS Precision utilise des tours de type suisse et des centres d'usinage cinq axes de configuration suisse pour garantir une précision de 0,005 mm, répondant ainsi aux exigences complexes de personnalisation des inserts.
- Inserts multi-étapes : jusqu'à 7 étapes, coaxialité 0,01 mm, adaptés aux produits complexes.
- Inserts à trous minces : diamètre de trou minimum de 0,5 mm, rapport longueur/diamètre de 15:1 , adaptés aux produits électroniques de précision.
- Inserts spéciaux pour trous borgnes : angle de conicité inférieur personnalisable, profondeur de filetage effective 1,5 fois le diamètre nominal, assurant une connexion fiable.
Vous souhaitez calculer le coût total de vos inserts filetés en laiton sur mesure ? Indiquez-nous votre volume de production et vos exigences, et nous vous fournirons un rapport comparatif de coûts gratuit.
Étude de cas JS Precision : Moulage par injection du boîtier d’ECU : Atténuation du couple réduite de 95 %
L'étude de cas suivante, portant sur le moulage par injection d'un boîtier d'ECU, utilise des images pour expliquer comment des inserts filetés en laiton sur mesure et une expertise en moulage par injection peuvent éliminer le problème de perte de couple, réduire les coûts et améliorer les niveaux de qualité.
Problèmes rencontrés
Un fournisseur automobile de premier rang fabrique des boîtiers en plastique pour les calculateurs de gestion moteur (ECU) de constructeurs automobiles populaires.
Ces dispositifs doivent pouvoir résister à des cycles thermiques à des températures allant de -40°C à 125°C, ce qui implique que les inserts filetés doivent offrir une capacité de maintien du couple très élevée .
Auparavant, on utilisait des inserts standard à relief croisé, ce qui entraînait d'importants problèmes d'atténuation du couple.
Lors des tests de cyclage thermique, la force de maintien du couple moyen de l' insert fileté a été réduite de 25 %, ce qui a entraîné la défaillance du joint du boîtier de l'ECU.
Le fluage à haute température des inserts et du matériau PBT+GF30 a entraîné une réduction de la force de traction axiale à moins de 500 N. Ces problèmes d'inserts ont engendré un taux de rebut de 15 %, soit une perte de 50 000 $ par mois et une réclamation client.
Solution
En répondant aux problématiques de nos clients, nous avons conçu une solution complète de surmoulage fileté qui a optimisé tous les aspects, de la conception et du matériau de l'insert à la modification du processus :
1. Optimisation des inserts : Nous avons remplacé les inserts filetés standard par des inserts filetés en laiton sur mesure, modifié le gaufrage en un motif diagonal à 45° (conforme à la norme DIN82) et, pour améliorer les performances en matière de couple et de résistance à la traction axiale, une rainure inférieure de 0,3 mm de profondeur a été ajoutée.
2. Matériaux et traitement de surface : Nous avons sélectionné le laiton C3604 comme matériau et opté pour un nickelage de 5 μm. La corrosion électrochimique a également été résolue par l'utilisation de dissipateurs thermiques en alliage d'aluminium.
3. Réglage du processus : Afin de minimiser les contraintes liées au choc thermique lors du surmoulage, la température de l'insert est augmentée jusqu'à 120 °C.
4. Contrôle de précision : Afin d'assembler avec précision, nous avons resserré la tolérance du filetage interne de 6H à 5H.
Résultats finaux
Après optimisation, le taux d'atténuation du couple est passé de 25 % à moins de 5 % , et la tension axiale est restée stable à plus de 750 N.
Le taux de rebut des pièces intégrées a été réduit de 15 % à 0,8 %, ce qui représente une réduction mensuelle d'environ 47 000 $ des pertes liées au rebut.
Cela permet aux clients d'économiser 220 000 $ par an et d'augmenter leurs commandes ultérieures de 30 %.
Votre produit rencontre-t-il également des problèmes tels que la défaillance des inserts et la perte de couple ? Soumettez les exigences de votre projet pour obtenir des inserts filetés sur mesure pour le moulage par injection plastique, similaires à ceux présentés dans cette étude de cas.
FAQ
Q1 : Existe-t-il des exigences concernant le matériau plastique utilisé dans le surmoulage fileté ?
En principe, la plupart des thermoplastiques (PA, PBT, PC, PP, etc.) et certains thermodurcissables conviennent. Le choix final dépend de la conception de l'insert et de la compatibilité des matériaux. Pour des conseils de compatibilité précis, vous pouvez nous communiquer le modèle de la pièce en plastique.
Q2 : Comment s'assurer que l'insert fileté ne se déplace pas pendant le moulage par injection ?
Le positionnement de l'insert à l'aide de broches de moule, la conception du fond de l'insert avec un chanfrein et la régulation de la pression et de la vitesse d'injection permettent de bloquer l'insert en place même dans des conditions de moulage par injection à haute pression.
Q3 : Dans quelle mesure les inserts filetés en laiton sont-ils résistants à la corrosion ?
En général, le laiton non revêtu présente une faible résistance à la corrosion, mais le plaquage avec des couches de nickel ou d'étain peut considérablement améliorer sa résistance aux embruns salins et à la corrosion électrochimique, répondant ainsi aux exigences de la plupart des environnements industriels.
Q4 : Quel est le couple maximal pour les inserts filetés en plastique ?
Le couple maximal varie en fonction des dimensions de l'insert, du motif de gaufrage et de la matrice plastique. Par exemple, un insert M4 dans du PBT+GF30 peut supporter 3 à 4 Nm. Il est également possible d'obtenir des valeurs de couple encore plus élevées grâce à un gaufrage personnalisé.
Q5 : Pouvez-vous traiter des inserts filetés en laiton sans plomb ?
En effet, nous maîtrisons l'usinage de précision du laiton sans plomb (par exemple CW511L, C69300), et outre la modification des trajectoires d'outils pour réduire l'usure des outils, nous respectons également les normes environnementales telles que RoHS et REACH.
Q6 : Quelle est la quantité minimale de commande pour les services de surmoulage ?
Soyez assuré qu'il n'y a pas de quantité minimale de commande pour la phase de prototypage . Pour la production en série, nous recommandons un minimum de 5 000 pièces pour un rapport coût-efficacité optimal.
Q7 : Quelle est l'épaisseur du placage pour les inserts filetés en laiton pour métal ?
Normalement, l'épaisseur du plaquage nickelé est fixée à 5-8 μm, mais elle peut être modifiée à une épaisseur supérieure pour répondre à des exigences telles que les tests de brouillard salin.
Q8 : Comment choisir les inserts filetés en aluminium adaptés à mon projet ?
Résumé
Les liaisons fiables entre plastiques et métaux reposent encore majoritairement sur des inserts filetés en laiton sur mesure. Ces derniers permettent non seulement de résoudre les problèmes de défaillance des raccords filetés, mais aussi d' améliorer l'efficacité de la production et de réduire les coûts totaux du cycle de vie.
Qu'il s'agisse d'un gaufrage sergé à 45°, d'une étape de scellage de 0,1 mm, de la haute conductivité thermique du laiton ou d'un plaquage nickelé pour la protection contre la corrosion, chaque personnalisation de conception que vous effectuez vous aidera à éviter les problèmes de production et à accroître la compétitivité de votre produit.
Si vous recherchez des services de surmoulage fiables ou des inserts filetés en laiton sur mesure, contactez-nous .
Notre équipe d'ingénieurs hautement qualifiés sera là pour vous accompagner à chaque étape, de l'optimisation de la conception à la production en série, garantissant ainsi la robustesse et la fiabilité de vos produits, même exposés à des conditions difficiles.

Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. JS Precision Services n'offre aucune garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau JS Precision, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la fabrication. Il est de la responsabilité de l'acheteur de demander un devis pour les pièces et de préciser ses exigences concernant ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de précision JS
JS Precision est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle propose des services complets de fabrication, notamment l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres prestations de fabrication intégrées.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir JS Precision, c'est opter pour l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, consultez notre site web : www.cncprotolabs.com
Ressource

