

Das Gewindeeinsatz-Spritzgießen ist die Schlüsseltechnologie, die die harmonische Verbindung von Kunststoffen und Metallen ermöglicht.
Gehören beschädigte Gewinde und Drehmomentverlust zu den Montageproblemen, die bei Ihnen mit den Kunststoffkomponenten auftreten? Ist Ihnen jemals der Fall gewesen, dass eine ganze Produktcharge aufgrund von Ablösung oder Rissen bei der Verbindung von Metall und Kunststoff verschrottet werden musste?
Bei anspruchsvollen industriellen Anwendungen, die höchste Festigkeit und Haltbarkeit erfordern, ist das Lösen oder Brechen von Gewinden die Hauptursache für Produktausfälle.
Eine dauerhafte Lösung für das Problem der wiederholten Demontage von Kunststoffteilen kann durch die Bereitstellung präziser Gewindeeinsatz-Spritzgießdienstleistungen unter Verwendung maßgeschneiderter Messingeinsätze erreicht werden.
Ihre Produkte werden auch unter schwierigen Betriebsbedingungen eine stabile Verbindung aufrechterhalten können, wodurch Ihre Produktionsausfälle und Gesamtkosten reduziert werden.
Kernerkenntnisse
| Kernfragen | Lösungen für Messingeinsätze | Wichtige Daten/Parameter |
| Unzureichende Verriegelungskraft | Die 45°-Köperprägung und die Bodenrillenkonstruktion verbessern die Drehmoment- und axiale Zugfestigkeit. | Die 45°-Prägung erhöht die Drehmomentbeständigkeit im Vergleich zur Kreuzprägung um 25-30% . |
| Überlauf beim Spritzgießen | 0,1 mm präzise Dichtungsstufe und 6H- Gewindegenauigkeit im Innengewinde verhindern Hochdruckformung | Die Toleranz der Dichtungsstufe wird innerhalb von ±0,01 mm kontrolliert. |
| Langer Produktionszyklus | Die hohe Wärmeleitfähigkeit von Messing wird genutzt, um die Kunststoffverfestigung zu beschleunigen und den Formgebungszyklus zu verkürzen. | Messing besitzt eine Wärmeleitfähigkeit von etwa 120 W/m·K , das Dreifache derjenigen von Stahl. |
| Risiko beim Zusammenfügen ungleicher Werkstoffe | Durch die Vernickelung von Messing wird das Problem der elektrochemischen Korrosion bei Aluminiumlegierungen gelöst. | Durch die Kontrolle der Nickelplattierungsdicke auf 5-8 μm wird eine potenzielle Passivierung erreicht. |
Wichtigste Erkenntnisse
- Leistung ist König:
Die ausgewogenen Eigenschaften von Messing, darunter Wärmeleitfähigkeit, Bearbeitbarkeit und Selbstschmierfähigkeit, machen es zum optimalen Werkstoff für Gewindeeinsätze, die hohen Belastungen ausgesetzt sind.
- Individualisierung ist der Schlüssel:
Maßgeschneiderte Präge-, Nut- und Dichtungsstufenkonstruktionen lösen nicht nur die Probleme von hohem Drehmoment und Überlauf, sondern schaffen auch einen Mehrwert, der weit über die Anschaffungskosten von Standardteilen hinausgeht.
- Der Prozess bestimmt den Erfolg:
Die Beachtung sehr kleiner Bearbeitungstoleranzen (wie z. B. Gewinde der Güteklasse 6H) und die richtige Nutzung der Wärmeübertragung sind wesentliche Faktoren, die zu einer hohen Ausbeute und Effizienz bei der Verwendung von Insert-Molding-Dienstleistungen führen.
- Fokus auf den gesamten Lebenszyklus:
Die Verwendung vonGewindeeinsätzen in Profiqualität für den Kunststoffspritzguss kann zu einer deutlichen Reduzierung der Ausschussquoten in der Montage führen und dazu beitragen, die Fertigungskosten optimal zu nutzen.
Warum Sie diesem Leitfaden vertrauen sollten? Die Erfahrung von JS Precision in der Bearbeitung von Gewindeeinsätzen aus Messing
Die Auswahl der besten Gewindeeinsatzlösung für anspruchsvolle Anwendungen erfordert ein gutes Verständnis der Professionalität, Erfahrung und Zuverlässigkeit des Lieferanten.
Letztendlich ist die Zuverlässigkeit von Gewindeverbindungen der Schlüssel zur Produktqualität und zur Stärke des Markenrufs.
Die Präzisionsbearbeitung von Gewindeeinsätzen aus Messing ist das Gebiet, auf das sich JS Precision seit über 15 Jahren spezialisiert hat.
Neben anderen wichtigen Branchen haben wir Projekte für die Automobil-, Elektronik- und Industriebranche realisiert und dabei über 1000 kundenspezifische Projekte umgesetzt sowie Kernprobleme wie Einlegefehler, Überlauf und lange Produktionszyklen unserer Kunden behoben.
Dieser Leitfaden, dem Sie vertrauen können, wurde auf der Grundlage zahlreicher und umfangreicher Fallstudien aus der Praxis und der gesammelten Daten und nicht auf der Grundlage theoretischer Annahmen verfasst.
Beispielsweise konnten wir durch die Behebung des Problems des Drehmomentabfalls bei den Gehäuseeinsätzen von Steuergeräten für einen Tier-1-Automobilzulieferer die Ausschussquote erfolgreich von 15 % auf 0,8 % senken. Dadurch konnte der Kunde jährlich ca. 220.000 US-Dollar einsparen.
Bei jedem Bearbeitungsprozess in unserem Unternehmen werden die Anforderungen der DIN 82-Norm für Rändelungsverfahren erfüllt. Die Einbeziehung von Rändelgenauigkeit und Stabilität gewährleistet jedoch die Qualitätssicherung jedes einzelnen Messing-Gewindeeinsatzes, damit dieser auch unter anspruchsvollen Arbeitsbedingungen bestehen kann.
Wir verwenden Langdrehautomaten und Fünf-Achs-Bearbeitungszentren, um eine Bearbeitungsgenauigkeit von ± 0,005 mm zu erreichen, und können komplexe Einsätze wie mehrstufige, schlanke Bohrungen und spezielle Sacklöcher kundenspezifisch anfertigen. Zudem sind wir in der Verarbeitung von bleifreiem Messing versiert, um die Umweltstandards RoHS und REACH zu erfüllen.
Dieser Leitfaden bietet Ihnen praktische Lösungen, damit Sie nicht nur Fehler bei der Auswahl und Anwendung von Einsätzen vermeiden, sondern auch die Wettbewerbsfähigkeit Ihrer Produkte im Hinblick auf die Verbindungszuverlässigkeit verbessern können.
Um die wichtigsten Vorteile und Anwendungsfälle von Messingeinsätzen schnell zu verstehen, laden Sie unser kostenloses Whitepaper herunter, um die wichtigsten Punkte des Gewindeeinsatz-Spritzgießens leicht zu erfassen.
Warum ist Messing immer noch die bevorzugte Wahl für Einsätze mit hoher Belastung?
Bei Gewindeeinsätzen für hohe Belastungen wird im Allgemeinen Messing als Werkstoff gewählt, da es ein nahezu perfektes Gleichgewicht zwischen Wärmeleitfähigkeit, Verarbeitbarkeit und Selbstschmierung aufweist, was in der Tat die Hauptvoraussetzung für die reibungslose Durchführung des Einpressverfahrens ist.
Messing besitzt eine bessere Wärmeleitfähigkeit als Aluminiumlegierungen und kann den Formgebungszyklus verkürzen. Die gute Bearbeitbarkeit kann die Verarbeitungskosten senken. Die Selbstschmierung verhindert ein Festfressen der Gewindeeinsätze und gewährleistet ein stabiles Drehmoment auch nach mehrmaligem Demontieren und Montieren.
Messing vs. Edelstahl: Ein Kompromiss zwischen Wärmeleitfähigkeit und Bearbeitbarkeit
Viele Kunden erwägen, Messing durch Edelstahl zu ersetzen, doch Edelstahl weist bei Umspritzverfahren erhebliche Nachteile auf.
Die folgende Tabelle vergleicht übersichtlich die wichtigsten Leistungsunterschiede zwischen den beiden:
| Leistungsparameter | Messing (C3604/C36000) | Edelstahl (SUS303/304) | Unterschiede im Kundennutzen |
| Wärmeleitfähigkeit (W/m·K) | Ca. 120 | Ungefähr 15 | Messing leitet Wärme schnell ab, wodurch sich der Formgebungszyklus um 15-20% verkürzt. |
| Arbeitshärtung | Niedrig | Hoch | Werkzeuge aus Edelstahl verschleißen schnell, wodurch die Bearbeitungskosten pro Einheit um 30-40 % steigen. |
| Selbstschmierung | Exzellent | Arm | Durch die Messingeinsätze kommt es nicht zu einem Festfressen, wodurch sich die Anzahl der Demontage-/Montagezyklen um mehr als das Dreifache erhöht. |
| Dichte (g/cm³) | 8,5 | 7.9 | Geringer Unterschied, vernachlässigbare Auswirkung auf das Produktgewicht. |
| Korrosionsbeständigkeit (unbeschichtetes Material) | Durchschnitt | Exzellent | Messing kann seine Nachteile durch eine Nickel-/Zinnbeschichtung ausgleichen, wodurch es günstiger als Edelstahl ist. |
Messingeinsätze gewährleisten zuverlässige Verbindungen, senken gleichzeitig die Verarbeitungskosten und verbessern die Produktionseffizienz, wodurch sie eine kostengünstige Wahl für die Massenproduktion darstellen.
Messing vs. Aluminiumlegierung: Das richtige Verhältnis von Selbstschmierung und Korrosionsbeständigkeit
Aluminiumlegierungen sind nicht nur leicht, sondern weisen auch hervorragende Wärmeleiteigenschaften auf. Allerdings ist ihre Oberfläche sehr anfällig für Oxidation und sie sind nicht selbstschmierend.
Diese Faktoren führen dazu, dass Gewindeeinsätze für Aluminium beim Zusammenbau leicht festfressen, wodurch sich ihre Lebensdauer verkürzt.
Messing-Blei-Partikel wirken als gutes Schmiermittel, was ein gleichmäßiges Drehmoment gewährleistet, und eine einfache Nickel- oder Zinnbeschichtung macht das Material äußerst korrosionsbeständig zu Kosten, die deutlich unter denen des Schutzes von Aluminiumlegierungen liegen.
Wie lässt sich die Verriegelungskraft durch maßgefertigte Messing-Gewindeeinsätze für Anwendungen mit hohem Drehmoment optimieren?
Bei hohen Belastungen und starken Rotationskräften kann sich die Gewindeeinsätze für Kunststoff lösen, wenn deren Sicherungskraft nicht ausreicht. Dies führt zu Produktausfällen. Hochpräzise angepasste Konstruktionen sind eine der effektivsten Methoden, die Sicherungskraft zu erhöhen.
Im Vergleich zur herkömmlichen Kreuzprägung vergrößert die 45°-Diagonalprägung die Kontaktfläche mit dem Kunststoffsubstrat um etwa 30 %, erhöht die Drehmomentbeständigkeit um 25-30 % und kann die Stabilität des Einsatzes verbessern.
45°-Köperprägung vs. Kreuzprägung
Sie unterscheiden sich mechanisch sehr stark, und diese Unterschiede beeinflussen höchstwahrscheinlich nicht nur die Verriegelungskraft des Einsatzes, sondern auch dessen Lebensdauer. Ein detaillierter Vergleich folgt:
| Prägeart | Mechanische Struktur | Kontaktflächen-Erhöhungsrate | Drehmomentanstiegsrate | Maximales Bremsmoment für M5-Spezifikation | Mögliche Risiken |
| 45° Köperprägung | Kontinuierliche spiralförmige Verriegelungsfläche, gleichmäßige Spannung | Ca. 30 % | 25%-30% | 5,2 N·m | Keine signifikante Spannungskonzentration, Kunststoff ist weniger rissanfällig. |
| Kreuzprägung | 4 Spannungskonzentrationspunkte in Umfangsrichtung | Keine Erhöhung | 0 | 4,1 N·m | Neigt zu lokaler Rissbildung im Kunststoff, rascher Abnahme der Haltekraft |
45 Köperprägeeinsätze können eine bessere Verzahnung mit dem Kunststoffsubstrat herstellen , lösen sich unter hohen Drehmomentbedingungen weniger leicht und können dadurch die Produktzuverlässigkeit erhöhen und die Ausschussrate verringern.
Bodennut: eine Schlüsselstruktur zur Verhinderung axialer Trennung
Wird der Einsatz axial herausgezogen, gelangt das Plastik in den Hinterschnittbereich, wodurch die „mechanische Verriegelung“ die Extrusion vollständig stoppt.
Die empfohlene Größe beträgt eine Tiefe von 0,2–0,4 mm und eine Breite von 0,5–1,0 mm. Testergebnisse zeigen, dass Einsätze mit Hinterschnitten die axiale Zugfestigkeit um 40–60 % erhöhen können. Daher werden sie in Bereichen eingesetzt, in denen axiale Zugkräfte zu erwarten sind.
Kalteinpressverfahren: Erreichen einer spielfreien Passung durch die Mikroduktilität von Messing
Das Kaltpressverfahren verbessert die Passgenauigkeit. Durch die Nutzung der Dehnfähigkeit von Messing von 15–20 % und die Presspassung mit einem Spiel von 0,02–0,05 mm lässt sich nach dem Einpressen in das vorgebohrte Loch im Kunststoff eine spielfreie Passung erzielen.
Dieses Verfahren verhindert zuverlässig eine Fehlausrichtung des Einsatzes beim Spritzgießen. Daher eignet es sich gut für hochpräzise elektronische Bauteile und erfüllt auch die Anforderungen an die Montagegenauigkeit.
Wie können professionelle Spritzgießdienstleister das Problem des Materialüberlaufs bei Messingeinsätzen während des Spritzgießens lösen?
Beim Spritzgießen führt das Eindringen von geschmolzenem Kunststoff in die Gewinde häufig zu Montagefehlern bei den Einsätzen und zur Entsorgung des fehlerhaften Produkts.
Erfahrene Fachleute im Bereich des Einlegeverfahrens können dieses Problem durch eine strukturelle Verbesserung der Gewindeeinsätze aus Messing für Kunststoffe vollständig beseitigen.
Durch das Einfügen einer 0,1 mm schmalen Dichtungsstufe am Einsatz und die Erhöhung der Toleranz des Innengewindes auf über ISO 965-1 (6H-Klasse) wird das Eindringen von unter hohem Druck stehendem, geschmolzenem Kunststoff in das Gewinde erfolgreich verhindert und somit die Spritzgussausbeute erhöht.
0,1 mm Siegelschritt: Präzise Versiegelung von unter hohem Druck stehendem, geschmolzenem Kunststoff
Auf der Ober- oder Unterseite des Einsatzes entsteht eine ringförmige Vertiefung mit einer Breite von 0,1 mm und einer Höhe von 0,05–0,1 mm . Nach dem Schließen der Form presst sich diese Vertiefung fest an den Stahlkern an und bildet so eine Dichtfläche, die das Eindringen von unter hohem Druck stehendem, geschmolzenem Kunststoff wirksam verhindert.
Dies erfordert eine extrem hohe Bearbeitungsgenauigkeit: Stufenebenheit 0,005 mm und Spiel zur Form 0,01 mm, um zu verhindern, dass geschmolzener Kunststoff in den Gewindebereich eindringt.
6H-Güteklasse Innengewindefitting mit Formstiften: Präzision bestimmt die Streckgrenze
Die Toleranz des Flankendurchmessers von Innengewinden der Güteklasse 6H liegt zwischen 0 und -0,01 mm . Dadurch bleibt ein sehr geringes Spiel zum Formpositionierstift, um ein Durchlaufen des geschmolzenen Klebstoffs zu verhindern. Ungenauigkeiten erhöhen die Wahrscheinlichkeit von Leckagen erheblich.
Experimente zeigen, dass die Ausschussrate aufgrund von Überlauf bei Präzisionseinsätzen der Güteklasse 6H im Allgemeinen unter 0,5 % liegt, während sie bei der Güteklasse 7H bis zu 3-5 % betragen kann, was zu höheren Produktionskosten führt.
Haben Sie Probleme mit Überlauf beim Spritzgießen? Sehen Sie sich unsere Erfolgsgeschichten an und erfahren Sie, wie wir beim Insert Molding die Ausschussquote durch Überlauf unter 0,5 % halten.
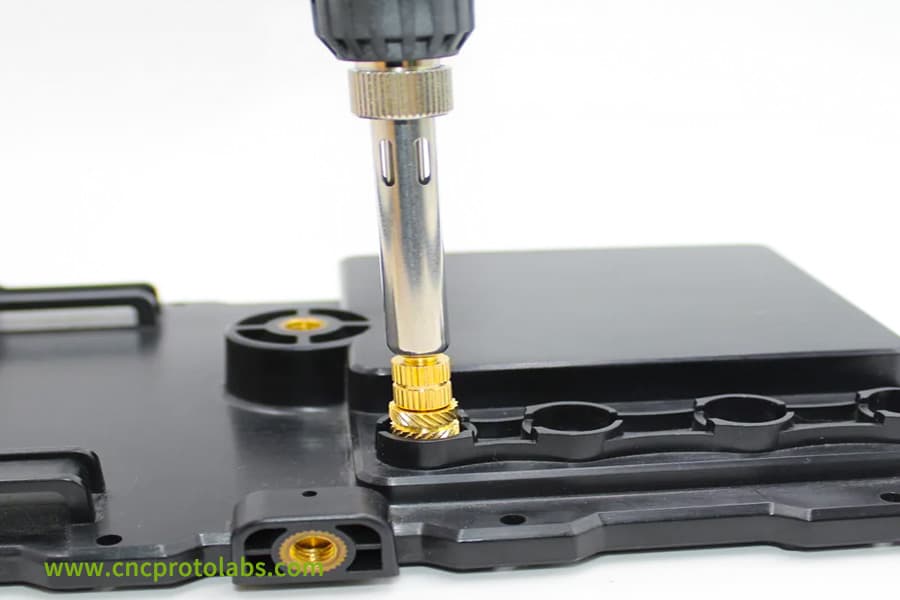
Abbildung 1: Ein Präzisionswerkzeug setzt einen Gewindeeinsatz aus Messing in eine schwarze Kunststoffbasis ein. Dies ist ein wichtiger Schritt beim Einlegeverfahren, um eine saubere Schnittstelle zu gewährleisten und Materialüberlauf zu verhindern.
Wie lässt sich die Automatisierungskompatibilität von Gewindeeinsätzen für Kunststoffe durch kundenspezifische Bearbeitung verbessern?
Die automatische Montage trägt maßgeblich zur Steigerung der Produktivität und zur Senkung der Lohnkosten bei. Kundenspezifische Bearbeitungsprozesse verhindern das Verklemmen und die Fehlausrichtung von Gewindeeinsätzen für Kunststoff, selbst bei der automatisierten Massenproduktion.
Die maßgefertigten Einsätze werden mit einer vollständig symmetrischen Form und sehr klaren Stirnflächenmerkmalen hergestellt, die sicherstellen, dass es beim Zuführen mit einem Vibrationsförderer zu keiner Fehlausrichtung kommt.
Gleichzeitig ist die Bearbeitung von bleifreiem Messing optimal mit den Werkzeugwegen kompatibel, verringert den Verschleiß und entspricht den EU-Umweltnormen.
Durch die Verwendung symmetrischer Konstruktion und Stirnflächenmerkmale wird eine Fehlausrichtung beim Zuführen vollständig vermieden.
Normalerweise weisen Einlegeteile mit asymmetrischen Endflächen eine Ausstoßrate des Vibrationsförderers von nur 85-90 % auf, neigen zu Verstopfungen und Fehlausrichtungen und beeinträchtigen die Betriebszeit der Produktionslinie.
Doppelseitig symmetrische Einsätze mit einer 0,2 mm 45°-Fase an der Stirnfläche gewährleisten die korrekte Position des Einsatzes unabhängig von seiner Ausrichtung nach dem Eintritt in den Zuführkanal.
Dies führt zu einer Steigerung der Zuführungsausbeute auf über 99,5 %, und diese Einsätze sind nun mit Hochgeschwindigkeits-Einbettungsautomaten kompatibel.
Bearbeitung von bleifreiem Messing: Herausforderungen und Strategien zur Werkzeugoptimierung
Bleifreies Messing ist eine umweltfreundliche Alternative, lässt sich aber viel schwerer bearbeiten als bleihaltiges Messing, was zu einer geringeren Spanbrechleistung und einem um etwa 20 % erhöhten Werkzeugverschleiß führt.
Durch die Optimierung der Werkzeuggeometrie, den Einsatz von TiAlN-beschichteten Werkzeugen und die Installation eines Mikroschmiersystems kann die Werkzeugstandzeit von 2000 Stück/Schneide auf 3500 Stück/Schneide verlängert werden, wodurch die Kosten kontrolliert und Umweltstandards erreicht werden.
Wie beeinflusst die Wärmeleitfähigkeit von Messing-Gewindeeinsätzen für Kunststoffe den Produktionszyklus von thermoplastischen Werkstoffen?
Der entscheidende Faktor, der die hohe Wärmeleitfähigkeit von Messingeinsätzen zu einem sehr effizienten Mittel zur Verkürzung des Produktionszyklus von Gewindeeinsätzen für den Kunststoffspritzguss macht, ist, dass sie direkt die Kapazität und die Kosten bestimmt.
Die Wärmeleitfähigkeit von Messing beträgt etwa 120 W/m·K und ist damit 3- bis 4-mal höher als die von Formstahl . Dadurch wird die Wärme schnell an den Kunststoff abgeführt, was die Wiedererstarrungszeit um 15–20 % verkürzt und die Produktionseffizienz steigert.
Der Einfluss der hohen Wärmeleitfähigkeit von Messing auf die Reduzierung der Wiedererstarrungszeit
Bei einem 2 mm dicken PBT+GF30-Bauteil als Referenz ist die Abkühlphase des Kunststoffs in der Nähe des Einsatzes am bedeutendsten und nimmt 40-50 % des Formgebungszyklus in Anspruch.
Durch den Einsatz von Messingeinsätzen lässt sich die Abkühlzeit von 12 Sekunden auf 9,5 Sekunden und der gesamte Formgebungszyklus von 30 Sekunden auf 26,5 Sekunden verkürzen. Dadurch wird die Effizienz um etwa 12 % gesteigert.
Gleichzeitig können Messingeinsätze die Temperaturkonstanz erhöhen, die Spannungen und das Rissrisiko im Inneren des Kunststoffs verringern und die Ausschussquote senken.
Für PC, PPO und andere Materialien: Vorwärmen der Einsätze zur Beseitigung innerer Spannungen
Amorphe Materialien wie PC und PPO weisen eine geringe Fließfähigkeit auf und reagieren sehr empfindlich auf innere Spannungen.
Ein großer Temperaturunterschied zwischen dem Formeinsatz und dem geschmolzenen Kunststoff kann zu Ungleichmäßigkeiten beim Schrumpfen, Rissen aufgrund von Spannungen und letztendlich zu einer höheren Ausschussquote führen.
Durch Erwärmen des Einsatzes auf 80-120°C verringert sich der Temperaturunterschied auf unter 20°C, die innere Spannung ändert sich um 30-40% und die Rissbildungsrate ist nahezu vernachlässigbar.
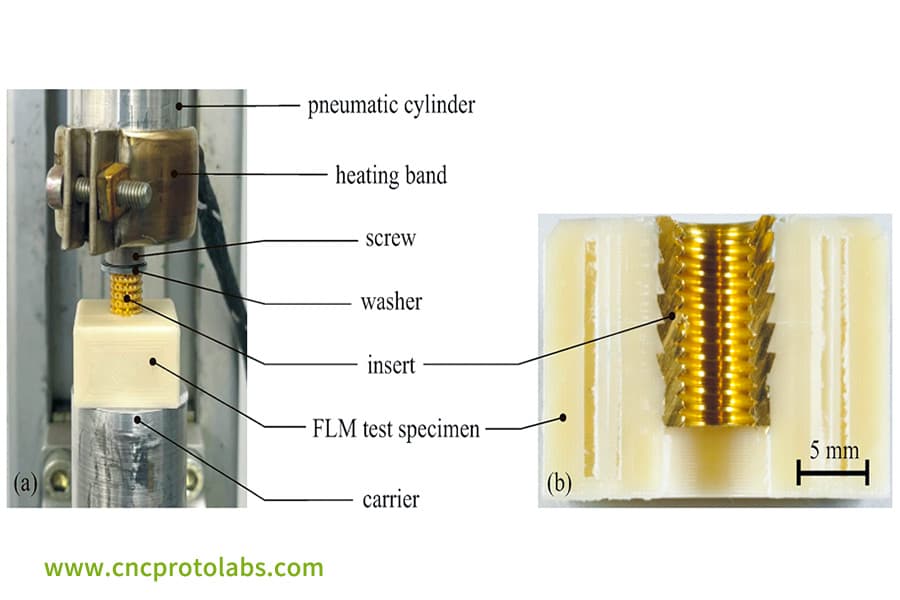
Abbildung 2: Nahaufnahme eines in eine weiße Kunststoffprobe eingebetteten Messinggewindeeinsatzes, zusammen mit einem Heizband und anderen Komponenten, zur Veranschaulichung eines Versuchsaufbaus zur Bestimmung der Wärmeleitfähigkeit.
Welche elektrochemische Kompatibilität besteht zwischen Gewindeeinsätzen für Aluminium und Messing bei Montageverbindungen aus verschiedenen Materialien?
Bei Gewindeeinsätzen für Aluminium kann der Kontakt einer Messingoberfläche mit der Aluminiumlegierung zu starker elektrochemischer Korrosion führen, was ein Lösen und Versagen des Einsatzes zur Folge hat.
Eine professionelle Oberflächenbehandlung kann dieses Problem vollständig beseitigen.
Gleichzeitig kann eine Nickel- oder Zinnplattierungsschicht von 5-8µm eine chemisch beständige Passivierungsschicht erzeugen, die nicht nur die elektrochemische Reaktion blockiert, sondern es auch beiden Materialien ermöglicht, sich im großen Temperaturbereich von -40 °C bis 120 °C auf die gleiche Weise zu verformen, ohne sich zu lockern.
Messing-Nickel-/Zinn-Beschichtung: Das Kernprinzip der elektrochemischen Passivierung
Wenn Messing und eine Aluminiumlegierung in Kontakt kommen, wirkt ihre Verbindung wie eine galvanische Zelle, wobei das Aluminium die Anode ist und somit korrodiert, was zu einer lockeren Verbindung führt.
Durch Vernickelung lässt sich die Potenzialdifferenz von 0,5 V auf unter 0,2 V reduzieren und elektrochemische Reaktionen unterbinden. Standardmäßige 5–8 μm dicke Vernickelung hält im Salzsprühtest über 96 Stunden stand und erfüllt somit die Anforderungen aggressiver, korrosiver Umgebungen.
Synchrones Schrumpfen über einen weiten Temperaturbereich: Der Schlüssel zur Verhinderung von Lockerungen
Es ist bekannt, dass Messing- und Aluminiumlegierungen leicht unterschiedliche Wärmeausdehnungskoeffizienten aufweisen. Im typischen Betriebstemperaturbereich von -40 °C bis 120 °C wird die Schrumpfungsdifferenz auf etwa 0,05 mm pro 100 mm Länge geschätzt.
Die Nickelbeschichtung gleicht diesen geringen Unterschied aus. Selbst nach 500 Temperaturzyklen beträgt die Drehmomentbeständigkeit des vernickelten Einsatzes noch über 95 %, was eine gute Temperaturstabilität beweist.
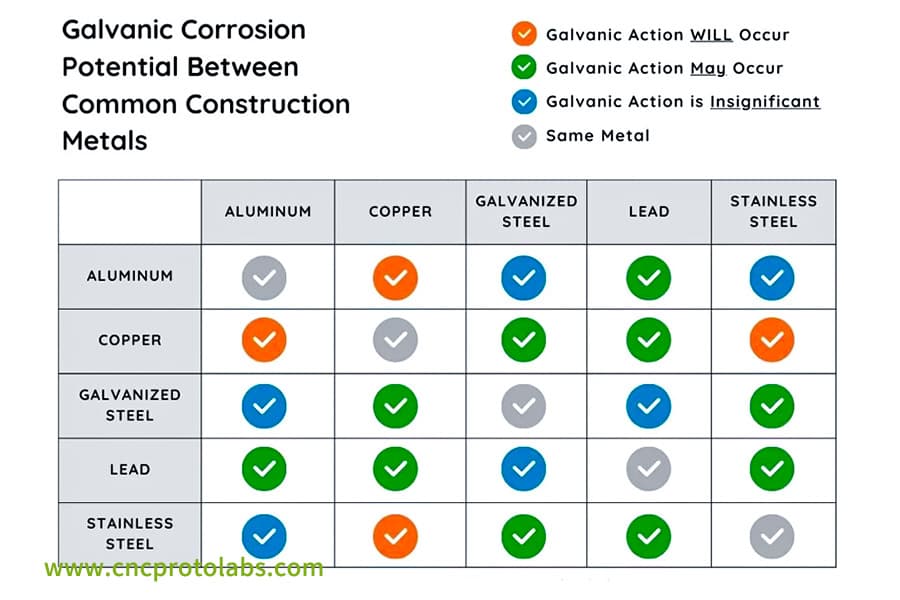
Abbildung 3: Ein Diagramm mit dem Titel „Galvanisches Korrosionspotenzial zwischen gängigen Konstruktionsmetallen“, das die elektrochemische Kompatibilität von Metallen wie Aluminium, Kupfer und Edelstahl bewertet, die für die Auswahl kompatibler Materialien in Baugruppen von entscheidender Bedeutung ist.
Soll ich maßgefertigte Gewindeeinsätze aus Messing oder Standardteile wählen?
Unter dem Gesichtspunkt der gesamten Lebenszykluskosten sind maßgefertigte Gewindeeinsätze aus Messing vorteilhafter als Standardprodukte, da sie auch etwaige Probleme aufgrund von Unterschieden in Größe und Leistung vermeiden.
Standardbauteile sind zwar pro Stück günstiger, tragen aber eher zu höheren Ausschussquoten bei der Montage bei, sodass die Gesamtkosten am Ende höher ausfallen können.
Sonderanfertigungen sind zwar 15 bis 20 % teurer, können aber die Ausschussquote von 2 % auf unter 0,2 % senken und somit letztendlich die Gesamtkosten minimieren.
Kostenanalyse: Stückpreis der Sonderteile vs. reduzierte Ausschussquote in der Montage
Nehmen wir als Beispiel eine Jahresproduktion von 100.000 Produkten. Der Kostenvergleich sieht wie folgt aus, und man kann die Vorteile von kundenspezifischen Teilen intuitiv erkennen:
| Kostenposition | Standardteile | Sonderteile | Kostendifferenz |
| Stückpreis (USD/Stück) | 0,5 | 0,6 | +0,1 |
| Jährliche Einfügekosten (USD) | 50.000 | 60.000 | +10.000 |
| Schrottrate | 2% | 0,2 % | -1,8 % |
| Jährlicher Schrottverlust (USD) | 10.000 | 1.200 | -8.800 |
| Jährliche Gesamtkosten (USD) | 60.000 | 61.200 | +1.200 |
Die jährlichen Gesamtkosten für Sonderanfertigungen liegen nur 1.200 US-Dollar über denen von Standardteilen, und diese Zahl berücksichtigt noch keine Kundenreklamationen oder Markenschäden aufgrund von Problemen mit der Gewindequalität. Natürlich ist es langfristig kostengünstiger.
Die Präzisionsbearbeitungskapazitäten von JS Precision
Präzisionsbearbeitung ist die Grundlage für die Herstellung kundenspezifischer Wendeschneidplatten. JS Precision setzt Langdrehmaschinen und Fünf-Achs-Bearbeitungszentren mit Langdrehautomatik ein, um eine Präzision von 0,005 mm zu erreichen und somit auch komplexe Anforderungen an die Anpassung von Wendeschneidplatten zu erfüllen.
- Mehrstufige Einsätze: Bis zu 7 Stufen, Koaxialität 0,01 mm, geeignet für komplexe Produkte.
- Schlanke Locheinsätze: Minimaler Lochdurchmesser 0,5 mm, Längen-Durchmesser-Verhältnis 15:1 , geeignet für elektronische Präzisionsprodukte.
- Spezielle Sacklocheinsätze: Anpassbarer Bodenkegelwinkel, effektive Gewindetiefe 1,5-facher Nenndurchmesser, gewährleistet eine zuverlässige Verbindung.
Sie möchten die Gesamtkosten für kundenspezifische Gewindeeinsätze aus Messing berechnen? Teilen Sie uns Ihr Produktionsvolumen und Ihre Anforderungen mit, und wir erstellen Ihnen kostenlos einen Kostenvergleichsbericht.
JS Precision Fallstudie: Spritzgießen von Steuergerätegehäusen: Drehmomentdämpfung um 95 % reduziert
Nachfolgend eine Fallstudie zum Thema ECU-Gehäusespritzguss, die anhand von Bildern veranschaulicht, wie maßgeschneiderte Gewindeeinsätze aus Messing und die Expertise im Bereich des Einsatzspritzgusses das Problem des Drehmomentverlusts beseitigen, die Kosten senken und die Qualität steigern können.
Aufgetretene Probleme
Ein Tier-1-Automobilzulieferer fertigt Kunststoffgehäuse für die Steuergeräte gängiger Automobilhersteller.
Diese Bauteile müssen Temperaturwechseln von -40 °C bis 125 °C standhalten können, was bedeutet, dass die Gewindeeinsätze eine sehr hohe Drehmomenthaltefähigkeit aufweisen müssen .
In der Vergangenheit wurden standardmäßige, kreuzgeprägte Einsätze verwendet, was zu erheblichen Problemen bei der Drehmomentdämpfung führte.
Bei den durchgeführten Temperaturwechseltests verringerte sich die durchschnittliche Drehmomenthaltekraft des Gewindeeinsatzes um 25 %, was zum Versagen der ECU-Gehäusedichtung führte.
Das Kriechen der Einsätze und des PBT+GF30-Materials bei hohen Temperaturen führte zu einer Reduzierung der axialen Zugkraft auf unter 500 N. Die Probleme mit den Einsätzen verursachten eine Ausschussquote von 15 %, was zu einem monatlichen Verlust von 50.000 US-Dollar und einer Kundenreklamation führte.
Lösung
Indem wir auf die Probleme unserer Kunden eingingen, entwickelten wir eine maßgeschneiderte Komplettlösung für das Gewindeeinsatz-Spritzgießen, die von der Einsatzkonstruktion und dem Einsatzmaterial bis hin zur Prozessmodifikation alles optimierte:
1. Optimierung der Einsätze: Wir haben die Standard-Gewindeeinsätze durch kundenspezifische Messing-Gewindeeinsätze ersetzt, die Prägung in ein 45°-Diagonalmuster geändert (was der DIN 82-Norm entspricht) und zur Verbesserung der Drehmoment- und axialen Zugfestigkeit eine 0,3 mm tiefe Bodennut hinzugefügt.
2. Werkstoffe und Oberflächenbehandlung: Als Werkstoff wählten wir Messing C3604 und entschieden uns für eine Nickelbeschichtung von 5 μm. Die elektrochemische Korrosion wurde durch den Einsatz von Kühlkörpern aus Aluminiumlegierung verhindert.
3. Prozessanpassung: Um die thermische Schockspannung beim Einlegen der Form zu minimieren, wird die Temperatur des Einsatzes auf bis zu 120°C erhöht.
4. Präzisionskontrolle: Um eine genaue Montage zu gewährleisten, haben wir die Toleranz des Innengewindes von 6H auf 5H verringert.
Endergebnisse
Nach der Optimierung sank die Drehmomentdämpfungsrate von 25 % auf unter 5 % , und die axiale Zugkraft blieb bei über 750 N stabil.
Die Ausschussquote der eingebetteten Teile wurde von 15 % auf 0,8 % gesenkt, was zu einer monatlichen Reduzierung der Ausschussverluste um etwa 47.000 US-Dollar führt.
Dadurch sparen die Kunden jährlich 220.000 US-Dollar und steigern ihre Folgebestellungen um 30 %.
Tritt bei Ihrem Produkt ebenfalls ein Problem wie Gewindeeinsatzversagen und Drehmomentabfall auf? Senden Sie uns Ihre Projektanforderungen, um maßgeschneiderte Gewindeeinsätze für den Kunststoffspritzguss zu erhalten, ähnlich wie in dieser Fallstudie.
Häufig gestellte Fragen
Frage 1: Gibt es Anforderungen an den Kunststoff, der beim Gewindeeinspritzen verwendet wird?
Grundsätzlich eignen sich die meisten Thermoplaste (z. B. PA, PBT, PC, PP) und bestimmte Duroplaste. Die endgültige Wahl hängt von der Konstruktion des Einsatzes und der Materialverträglichkeit ab. Für eine präzise Empfehlung können Sie uns das Kunststoffmodell zur Verfügung stellen.
Frage 2: Wie kann sichergestellt werden, dass sich der Gewindeeinsatz während des Spritzgießens nicht verschiebt?
Durch die Positionierung des Einsatzes mit Formstiften, die Gestaltung der Unterseite des Einsatzes mit einer Fase und die gleichzeitige Regulierung von Einspritzdruck und -geschwindigkeit kann der Einsatz auch unter Hochdruck-Spritzgießbedingungen fixiert werden.
Frage 3: Wie korrosionsbeständig sind Gewindeeinsätze aus Messing?
Unbeschichtetes Messing weist typischerweise eine schlechte Korrosionsbeständigkeit auf, aber durch eine Beschichtung mit Nickel- oder Zinnschichten kann seine Beständigkeit gegen Salzsprühnebel und elektrochemische Korrosion drastisch verbessert werden, sodass die Anforderungen der meisten industriellen Umgebungen erfüllt werden.
Frage 4: Was ist das maximale Drehmoment für Gewindeeinsätze in Kunststoff?
Das maximale Drehmoment variiert je nach Abmessungen des Einsatzes, Prägemuster und Kunststoffmatrix. Beispielsweise kann ein M4-Einsatz aus PBT+GF30 ein Drehmoment von 3–4 Nm aushalten. Durch individuelle Prägung lassen sich noch höhere Werte erzielen.
Frage 5: Können Sie bleifreie Gewindeeinsätze aus Messing bearbeiten?
Tatsächlich verfügen wir über Fachkenntnisse in der Präzisionsbearbeitung von bleifreiem Messing (Beispiele sind CW511L, C69300). Darüber hinaus modifizieren wir die Werkzeugwege, um den Werkzeugverschleiß zu reduzieren, und halten uns an Umweltstandards wie RoHS und REACH.
Frage 6: Wie hoch ist die Mindestbestellmenge für Insert-Molding-Dienstleistungen?
Sie können sicher sein, dass es für die Prototypenphase keine Mindestbestellmenge gibt. Für die Serienproduktion empfehlen wir eine Mindestbestellmenge von 5000 Stück, um ein optimales Kosten-Nutzen-Verhältnis zu erzielen.
Frage 7: Wie dick ist die Beschichtung von Messing-Gewindeeinsätzen für Metall?
Normalerweise beträgt die Dicke der Nickelplattierung 5-8 μm, kann aber zur Erfüllung von Anforderungen wie z. B. Salzsprühtests auf eine höhere Dicke angepasst werden.
Frage 8: Wie wähle ich die richtigen Gewindeeinsätze für Aluminium für mein Projekt aus?
Zusammenfassung
Zuverlässige Verbindungen zwischen Kunststoffen und Metallen basieren nach wie vor größtenteils auf maßgefertigten Gewindeeinsätzen aus Messing. Diese beheben nicht nur Probleme mit Gewindeverbindungen, sondern tragen auch zu einer effizienteren Produktion und niedrigeren Gesamtlebenszykluskosten bei.
Ob 45-Köperprägung, 0,1-mm-Siegelschritt, die hohe Wärmeleitfähigkeit von Messing oder Nickelbeschichtung zum Korrosionsschutz – jede individuelle Gestaltungsanpassung hilft Ihnen, Produktionsprobleme zu vermeiden und die Wettbewerbsfähigkeit Ihres Produkts zu steigern.
Wenn Sie zuverlässige Dienstleistungen im Bereich des Einpressens oder kundenspezifische Gewindeeinsätze aus Messing suchen, setzen Sie sich mit uns in Verbindung .
Unser hochqualifiziertes Ingenieurteam steht Ihnen bei jedem Schritt zur Seite, von der Designoptimierung bis zur Serienproduktion, und garantiert Ihnen robuste und zuverlässige Produkte, selbst unter härtesten Bedingungen.

Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. JS Precision Services übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das JS Precision Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitungsqualität bereitstellt. Es liegt in der Verantwortung des Käufers , ein Teileangebot anzufordern und die spezifischen Anforderungen für diese Abschnitte zu ermitteln. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision Team
JS Precision ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unser Schwerpunkt liegt auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Mit JS Precision entscheiden Sie sich für Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.cncprotolabs.com
Ressource

