

Lo stampaggio a inserti filettati è la tecnologia fondamentale che consente la perfetta fusione di materie plastiche e metalli.
Uno dei problemi di assemblaggio che riscontrate con i componenti in plastica riguarda filettature spanate e cedimenti dovuti al serraggio? Vi è mai capitato di dover scartare un intero lotto di prodotti a causa del distacco o della rottura degli inserti durante il tentativo di combinare metallo e plastica?
Nelle applicazioni industriali pesanti che richiedono massima resistenza e durata, l'allentamento o la rottura delle filettature rappresentano la principale causa di guasto del prodotto.
Una delle soluzioni definitive al problema del ripetuto smontaggio di componenti in plastica può essere ottenuta attraverso la fornitura di servizi di stampaggio di precisione con inserti filettati, utilizzando inserti in ottone realizzati su misura.
I vostri prodotti saranno in grado di mantenere una connessione stabile anche in condizioni operative severe , riducendo così le perdite di produzione e i costi complessivi.
Approfondimenti fondamentali
| Questioni fondamentali | Soluzioni per inserti in ottone | Dati/Parametri chiave |
| Forza di bloccaggio insufficiente | La goffratura a saia a 45° e il design con scanalatura inferiore migliorano la torsione e la resistenza alla trazione assiale. | La goffratura a 45° aumenta la resistenza alla torsione del 25%-30% rispetto alla goffratura a croce. |
| Sovrapposizione di stampaggio a iniezione | La precisione di sigillatura di 0,1 mm e la precisione della filettatura interna di grado 6H impediscono lo stampaggio ad alta pressione | Tolleranza del gradino di sigillatura controllata entro ±0,01 mm |
| Ciclo di produzione lungo | Sfruttando l'elevata conduttività termica dell'ottone, è possibile accelerare la solidificazione della plastica e ridurre i tempi del ciclo di stampaggio. | L'ottone ha una conduttività termica di circa 120 W/m·K , tre volte superiore a quella dell'acciaio. |
| Rischio derivante dall'assemblaggio di materiali diversi | La nichelatura dell'ottone risolve il problema della corrosione elettrochimica delle leghe di alluminio. | Uno strato di nichelatura con uno spessore controllato tra 5 e 8 μm consente di ottenere una potenziale passivazione. |
Punti chiave
- La performance è fondamentale:
Le proprietà complete dell'ottone, tra cui la conducibilità termica, la lavorabilità e la capacità di autolubrificazione, lo rendono il materiale ideale per inserti filettati soggetti a carichi pesanti.
- La personalizzazione è fondamentale:
Le soluzioni personalizzate per la goffratura, la scanalatura e la sigillatura non solo risolvono i problemi di coppia elevata e traboccamento, ma aggiungono anche un valore che va ben oltre il costo di acquisto dei componenti standard.
- Il processo determina il successo:
Prestare attenzione a tolleranze di lavorazione molto ridotte (come le filettature di grado 6H) e utilizzare correttamente il trasferimento di calore sono fattori essenziali per ottenere rese elevate ed efficienza quando si ricorre ai servizi di stampaggio a inserto.
- Concentrarsi sull'intero ciclo di vita:
Optare perinserti filettati di livello professionale per lo stampaggio a iniezione di materie plastiche può portare a una significativa riduzione degli scarti di assemblaggio e contribuire a ottimizzare i costi di produzione.
Perché fidarsi di questa guida? L'esperienza di JS Precision nella lavorazione di inserti filettati in ottone.
Per individuare la soluzione di inserti filettati di migliore qualità per applicazioni gravose, è fondamentale valutare attentamente la professionalità, l'esperienza e l'affidabilità del fornitore.
In definitiva, l'affidabilità dei collegamenti filettati è la chiave che sblocca la qualità del tuo prodotto e la solidità della reputazione del tuo marchio.
La lavorazione di precisione di inserti filettati in ottone è il settore in cui JS Precision è specializzata da oltre 15 anni .
Tra gli altri settori principali, abbiamo completato progetti per l'industria automobilistica, elettronica e industriale, realizzando oltre 1000 progetti personalizzati e risolvendo problematiche fondamentali come guasti agli inserti, sovraccarichi e lunghi cicli di produzione, problematiche tipiche dei clienti.
Questa guida, di cui potete fidarvi, è stata redatta sulla base di numerosi e approfonditi casi di studio reali e di dati raccolti, piuttosto che su presupposti teorici.
Ad esempio, intervenendo sul problema del decadimento della coppia degli inserti degli alloggiamenti delle centraline elettroniche per un fornitore di primo livello del settore automobilistico, siamo riusciti a ridurre il tasso di scarto dal 15% allo 0,8%. Di conseguenza, il cliente ha potuto risparmiare circa 220.000 dollari all'anno.
Ogni nostro processo di lavorazione segue i requisiti dello standard di zigrinatura DIN 82 , garantendo precisione e stabilità, elementi che assicurano la qualità e la resistenza di ogni inserto filettato in ottone anche nelle condizioni di lavoro più difficili.
Utilizziamo macchine a portale di tipo svizzero e centri di lavoro a cinque assi per raggiungere una precisione di lavorazione di ± 0,005 mm e siamo in grado di personalizzare inserti complessi come fori a più gradini, fori sottili e fori ciechi speciali, e siamo esperti nella lavorazione dell'ottone senza piombo per soddisfare gli standard ambientali RoHS e REACH.
Questa guida vi fornirà soluzioni pratiche per evitare errori nella selezione e nell'applicazione degli inserti e per migliorare la competitività dei vostri prodotti in termini di affidabilità della connessione.
Per comprendere rapidamente i principali vantaggi e le applicazioni degli inserti in ottone, scaricate il nostro white paper gratuito che vi permetterà di cogliere facilmente i punti chiave dello stampaggio con inserti filettati.
Perché l'ottone è ancora la scelta preferita per gli inserti ad alto carico?
L'ottone è il materiale generalmente scelto per gli inserti filettati ad alto carico, poiché presenta un equilibrio quasi perfetto tra conducibilità termica, lavorabilità e autolubrificazione, che rappresenta l'ingrediente principale per la corretta esecuzione del processo di stampaggio degli inserti.
L'ottone ha una migliore conduttività termica rispetto alla lega di alluminio e può ridurre i tempi del ciclo di stampaggio. La buona lavorabilità può ridurre i costi di lavorazione. La caratteristica autolubrificante impedisce l'inceppamento durante l'assemblaggio e garantisce una coppia stabile dopo molteplici smontaggi e rimontaggi di inserti filettati in ottone per metallo .
Ottone contro acciaio inossidabile: un compromesso tra conducibilità termica e lavorabilità
Molti clienti prendono in considerazione la possibilità di sostituire l'ottone con l'acciaio inossidabile, ma quest'ultimo presenta notevoli svantaggi nei processi di stampaggio a inserto.
La tabella seguente confronta chiaramente le principali differenze prestazionali tra i due:
| Parametri di prestazione | Ottone (C3604/C36000) | Acciaio inossidabile (SUS303/304) | Differenze nei benefici per il cliente |
| Conducibilità termica (W/m·K) | Circa 120 | Circa 15 | L'ottone dissipa rapidamente il calore, accorciando il ciclo di stampaggio del 15-20%. |
| Indurimento da lavoro | Basso | Alto | Gli utensili in acciaio inossidabile si usurano rapidamente, aumentando i costi unitari di lavorazione del 30%-40%. |
| Autolubrificazione | Eccellente | Povero | Gli inserti in ottone non si bloccano, aumentando di oltre 3 volte il numero di cicli di smontaggio/rimontaggio. |
| Densità (g/cm³) | 8.5 | 7.9 | Differenza minima, impatto trascurabile sul peso del prodotto. |
| Resistenza alla corrosione (materiale nudo) | Media | Eccellente | L'ottone può compensare i suoi difetti con una placcatura in nichel/stagno, risultando così meno costoso dell'acciaio inossidabile. |
Gli inserti in ottone garantiscono connessioni affidabili, riducendo al contempo i costi di lavorazione e migliorando l'efficienza produttiva, il che li rende una scelta economicamente vantaggiosa per la produzione di massa.
Ottone contro lega di alluminio: equilibrio tra autolubrificazione e resistenza alla corrosione
Le leghe di alluminio non sono solo leggere, ma possiedono anche eccellenti proprietà di conduzione del calore. Tuttavia, la loro superficie è molto soggetta all'ossidazione e non sono autolubrificanti.
Questi fattori rendono molto facile il grippaggio degli inserti filettati in alluminio durante il montaggio, riducendone così la durata.
Le particelle di ottone e piombo agiscono come un buon lubrificante, garantendo una coppia costante, e una semplice placcatura in nichel o stagno può rendere il materiale altamente resistente alla corrosione a un costo significativamente inferiore rispetto alla protezione offerta dalle leghe di alluminio.
Come ottimizzare la forza di bloccaggio tramite inserti filettati in ottone personalizzati per applicazioni ad alta coppia?
In presenza di carichi pesanti e forti forze di rotazione, se la forza di bloccaggio degli inserti filettati per la plastica non è sufficiente, gli inserti potrebbero allentarsi, causando il cedimento del prodotto. Una progettazione altamente personalizzata è uno dei metodi più efficaci per aumentare la forza di bloccaggio.
Rispetto alla tradizionale goffratura a croce, il design di goffratura diagonale a 45° aumenta l'area di contatto con il substrato plastico di circa il 30%, aumenta la resistenza alla torsione del 25%-30% e può migliorare la stabilità dell'inserto.
Goffratura a saia a 45° vs. goffratura a croce
Sono molto diversi dal punto di vista meccanico e queste differenze influenzeranno probabilmente non solo la forza di bloccaggio esercitata dall'inserto, ma anche la sua durata. Di seguito un confronto dettagliato:
| Tipo di rilievo | Struttura meccanica | Tasso di incremento dell'area di contatto | Tasso di incremento della coppia | Coppia di rottura massima per le specifiche M5 | Rischi potenziali |
| Goffratura a saia a 45° | Superficie a spirale continua ad incastro, stress uniforme | Circa il 30% | 25%-30% | 5,2 N·m | Non essendoci una significativa concentrazione di stress, la plastica è meno soggetta a crepe. |
| Rilievo a croce | 4 punti di concentrazione delle sollecitazioni in direzione circonferenziale | Nessun aumento | 0 | 4,1 N·m | Soggetta a fessurazioni localizzate della plastica, rapida diminuzione della forza di bloccaggio |
Gli inserti per goffratura a saia 45 possono formare un migliore interblocco con il substrato plastico , hanno meno probabilità di allentarsi in condizioni di coppia elevata e, di conseguenza, possono migliorare l'affidabilità del prodotto e ridurre il tasso di scarto.
Scanalatura inferiore: una struttura chiave per prevenire il disimpegno assiale
Nel caso in cui l'inserto venga tirato assialmente, la plastica si incastra nell'area sottosquadro e quindi il "blocco meccanico" arresta completamente l'estrusione.
Le dimensioni consigliate sono una profondità di 0,2-0,4 mm e una larghezza di 0,5-1,0 mm. I risultati dei test indicano che gli inserti con sottosquadri possono aumentare la resistenza alla trazione assiale del 40%-60%, motivo per cui vengono utilizzati in aree in cui è prevista una forza di trazione assiale.
Processo di pressatura a freddo: ottenere un accoppiamento a gioco zero sfruttando la microduttilità dell'ottone.
Il processo di pressatura a freddo migliora la precisione dell'accoppiamento. Sfruttando la capacità di allungamento del 15%-20% dell'ottone, unita a un design a interferenza di 0,02-0,05 mm, l'inserto può effettivamente ottenere un accoppiamento a gioco zero una volta pressato nel foro preforato nella plastica.
Questo metodo garantisce che l'inserto non si disallinei durante lo stampaggio. Pertanto, rappresenta un'ottima soluzione per dispositivi elettronici di alta precisione ed è in grado di soddisfare i requisiti di accuratezza di assemblaggio.
In che modo i servizi professionali di stampaggio a iniezione con inserti possono risolvere il problema della fuoriuscita di materiale negli inserti in ottone durante lo stampaggio a iniezione?
Durante il processo di stampaggio a iniezione, la fuoriuscita di plastica fusa nelle filettature spesso causa il fallimento dell'assemblaggio degli inserti e lo smaltimento del prodotto difettoso.
I professionisti esperti nello stampaggio a inserti possono eliminare completamente questo problema mediante il rinforzo strutturale degli inserti filettati in ottone per materie plastiche.
L'inserimento di un gradino di tenuta stretto di 0,1 mm sull'inserto e l'aumento della tolleranza della filettatura interna a un valore superiore a ISO 965-1 (grado 6H) impediranno efficacemente alla plastica fusa ad alta pressione di penetrare nella filettatura, aumentando di conseguenza la resa dello stampaggio a iniezione.
Fase di sigillatura da 0,1 mm: bloccaggio di precisione della plastica fusa ad alta pressione
Sulla parte superiore o inferiore dell'inserto si crea una dimensione anulare di 0,1 mm di larghezza e 0,05-0,1 mm di altezza . Dopo la chiusura dello stampo, questa si compatta saldamente contro l'anima in acciaio, creando una superficie di tenuta e bloccando efficacemente la plastica fusa ad alta pressione.
Ciò richiede una precisione di lavorazione estremamente elevata: planarità del gradino di 0,005 mm e gioco con lo stampo di 0,01 mm, per impedire che la plastica fusa penetri nell'area filettata.
Raccordo con filettatura interna di grado 6H con perni di stampaggio: la precisione determina la resa
La tolleranza del diametro primitivo delle filettature interne di grado 6H è compresa tra 0 e -0,01 mm , lasciando un gioco molto ridotto con il perno di posizionamento dello stampo per impedire la fuoriuscita della colla fusa. La mancanza di precisione aumenta notevolmente il rischio di perdite.
Gli esperimenti rivelano che il tasso di scarto dovuto al trabocco per gli inserti di precisione di grado 6H è generalmente inferiore allo 0,5%, mentre per il grado 7H può arrivare al 3%-5%, con conseguente aumento dei costi di produzione.
Problemi di traboccamento nello stampaggio a iniezione? Scopri i nostri casi di successo e impara come i servizi di stampaggio a inserto consentono di mantenere gli scarti di traboccamento al di sotto dello 0,5%.
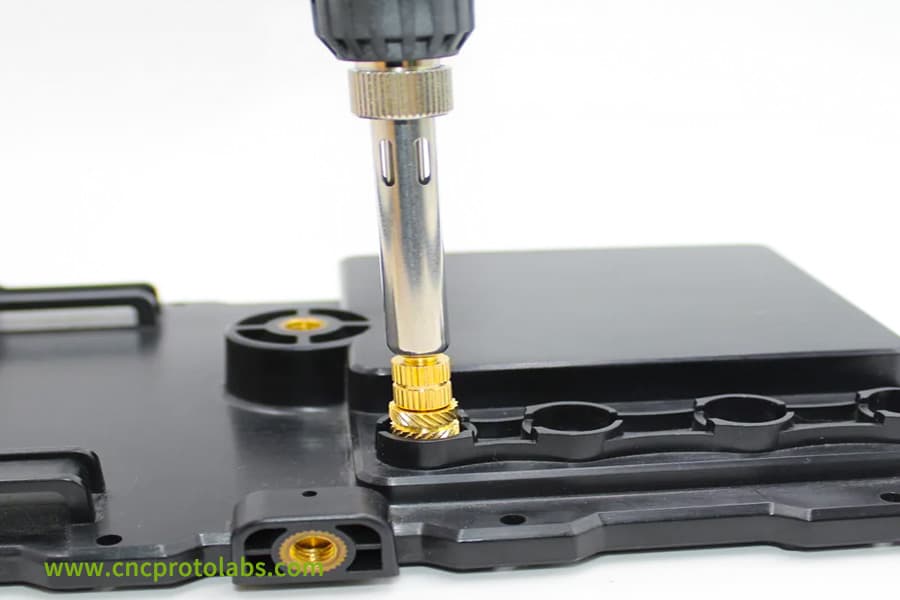
Figura 1: Uno strumento di precisione installa un inserto filettato in ottone in una base di plastica nera, una fase chiave nello stampaggio a iniezione per garantire un'interfaccia pulita e prevenire la fuoriuscita del materiale.
Come migliorare la compatibilità con l'automazione degli inserti filettati per la plastica attraverso processi personalizzati?
L'assemblaggio automatico gioca un ruolo fondamentale nell'aumentare la produttività e nel ridurre i costi di manodopera. La lavorazione personalizzata contribuisce a evitare che gli inserti filettati per la plastica si inceppino o si disallineino, anche durante la produzione di massa automatizzata.
Gli inserti su misura sono prodotti con una forma perfettamente simmetrica e caratteristiche della superficie terminale molto definite , che garantiscono l'assenza di disallineamenti durante l'alimentazione con un alimentatore vibrante.
Allo stesso tempo, la lavorazione dell'ottone senza piombo è perfettamente compatibile con i percorsi utensile, riduce l'usura ed è conforme alle normative ambientali dell'UE.
Utilizzo di design simmetrico e caratteristiche della superficie terminale per eliminare completamente il disallineamento di alimentazione
Normalmente, gli inserti con superfici terminali asimmetriche hanno una resa dell'alimentatore vibrante di solo l'85%-90%, presentano problemi di inceppamento e disallineamento e influiscono sui tempi di funzionamento della linea di produzione.
Gli inserti simmetrici a doppia estremità, caratterizzati da una smussatura di 0,2 mm a 45° sulla faccia terminale, assicurano il corretto posizionamento dell'inserto indipendentemente dal suo orientamento dopo l'ingresso nel canale di alimentazione.
Ciò si traduce in un aumento della resa di alimentazione a oltre il 99,5%, e questi inserti sono ora compatibili con le macchine automatiche per l'inserimento ad alta velocità.
Lavorazione dell'ottone senza piombo: sfide e strategie di ottimizzazione degli utensili
L'ottone senza piombo è un'alternativa ecologica, ma è molto più difficile da lavorare rispetto a quello con piombo, il che comporta una riduzione della capacità di rottura del truciolo e un aumento di circa il 20% dell'usura dell'utensile.
Grazie all'ottimizzazione della geometria dell'utensile, all'adozione di utensili rivestiti in TiAlN e all'installazione di un sistema di microlubrificazione, la durata dell'utensile può essere estesa da 2000 pezzi/tagliente a 3500 pezzi/tagliente, consentendo così di controllare i costi e di rispettare gli standard ambientali.
In che modo l'efficienza di conducibilità termica degli inserti filettati in ottone per materie plastiche influisce sul ciclo produttivo dei materiali termoplastici?
Il fattore chiave che rende l'elevata conduttività termica degli inserti in ottone un metodo molto efficace per abbreviare il ciclo di produzione degli inserti filettati per lo stampaggio a iniezione di materie plastiche è che determina direttamente la capacità produttiva e i costi.
La conducibilità termica dell'ottone è di circa 120 W/m · K, ovvero 3-4 volte superiore a quella dell'acciaio per stampi . Pertanto, il calore viene dissipato rapidamente nella plastica, il che significa che il tempo di risolidificazione si riduce del 15%-20% e l'efficienza produttiva aumenta.
L'effetto dell'elevata conduttività termica dell'ottone sulla riduzione del tempo di risolidificazione
Prendendo come riferimento un articolo in PBT+GF30 di 2 mm di spessore, il periodo di raffreddamento della plastica in prossimità dell'inserto è il più significativo e rappresenta il 40%-50% del ciclo di stampaggio.
Utilizzando inserti in ottone, il tempo di raffreddamento può essere ridotto da 12 secondi a 9,5 secondi, mentre il ciclo di stampaggio totale può essere accorciato da 30 secondi a 26,5 secondi. In questo modo, l'efficienza migliora di circa il 12%.
Allo stesso tempo, gli inserti in ottone possono aumentare la consistenza della temperatura, ridurre le sollecitazioni e il rischio di fessurazione della parte interna della plastica e diminuire il tasso di pezzi difettosi.
Per PC, PPO e altri materiali: inserti di preriscaldamento per eliminare le tensioni interne
I materiali amorfi come il PC e il PPO presentano una bassa fluidità e sono piuttosto sensibili alle sollecitazioni interne.
Una grande differenza di temperatura tra l'inserto dello stampo e la plastica fusa può causare irregolarità nel ritiro, crepe dovute a stress e, in definitiva, un tasso più elevato di articoli scartati.
Riscaldando l'inserto a 80-120 °C, la differenza di temperatura sarà inferiore a 20 °C, modificando le tensioni interne del 30%-40% e determinando un tasso di fessurazione pressoché trascurabile.
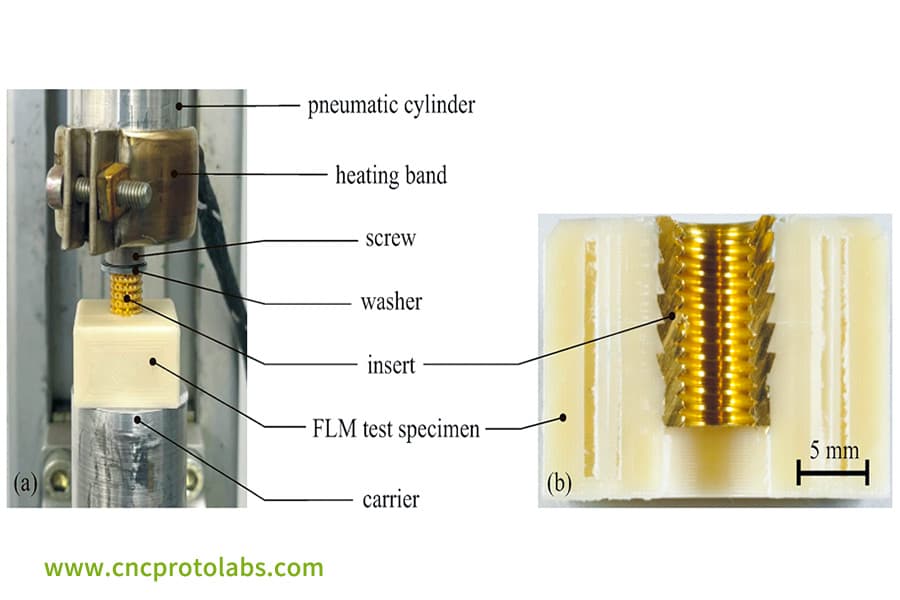
Figura 2: Vista ravvicinata di un inserto filettato in ottone incorporato in un campione di prova in plastica bianca, accompagnato da una fascia riscaldante e altri componenti, che illustra una configurazione per la valutazione della conduttività termica.
Qual è la compatibilità elettrochimica tra inserti filettati in alluminio e ottone per assemblaggi con materiali misti?
Negli inserti filettati per alluminio , il contatto tra la superficie in ottone e la lega di alluminio può provocare una forte corrosione elettrochimica, che causa l'allentamento e la rottura dell'inserto.
Un trattamento superficiale professionale può eliminare completamente questo problema.
Nel frattempo, uno strato di nichelatura o stagnatura di 5-8 μm può produrre uno strato di passivazione chimicamente resistente, che non solo blocca la reazione elettrochimica, ma consente anche a entrambi i materiali di contrarsi allo stesso modo senza allentarsi nell'ampio intervallo di temperatura da -40 °C a 120 °C.
Placcatura in ottone nichelato/stagno: il principio fondamentale della passivazione elettrochimica
Quando l'ottone e la lega di alluminio entrano in contatto, la loro giunzione agisce come una cella galvanica, con l'alluminio che funge da anodo e quindi è la parte che si corrode, provocando un allentamento della connessione.
La nichelatura può ridurre la differenza di potenziale da 0,5 V a meno di 0,2 V, bloccando le reazioni elettrochimiche. La nichelatura standard di 5-8 μm, testata in nebbia salina, può raggiungere oltre 96 ore, soddisfacendo i requisiti degli ambienti corrosivi più aggressivi.
Ritiro sincrono su un ampio intervallo di temperature: la chiave per prevenire l'allentamento
È noto che le leghe di ottone e alluminio presentano coefficienti di dilatazione termica leggermente diversi. Nell'intervallo di temperatura di esercizio tipico, da -40 °C a 120 °C, la differenza di ritiro è stimata in circa 0,05 mm ogni 100 mm di lunghezza.
La nichelatura compensa questa piccola differenza. Anche dopo 500 cicli termici, il tasso di mantenimento della coppia dell'inserto nichelato è ancora superiore al 95%, a dimostrazione di una buona stabilità alle variazioni di temperatura.
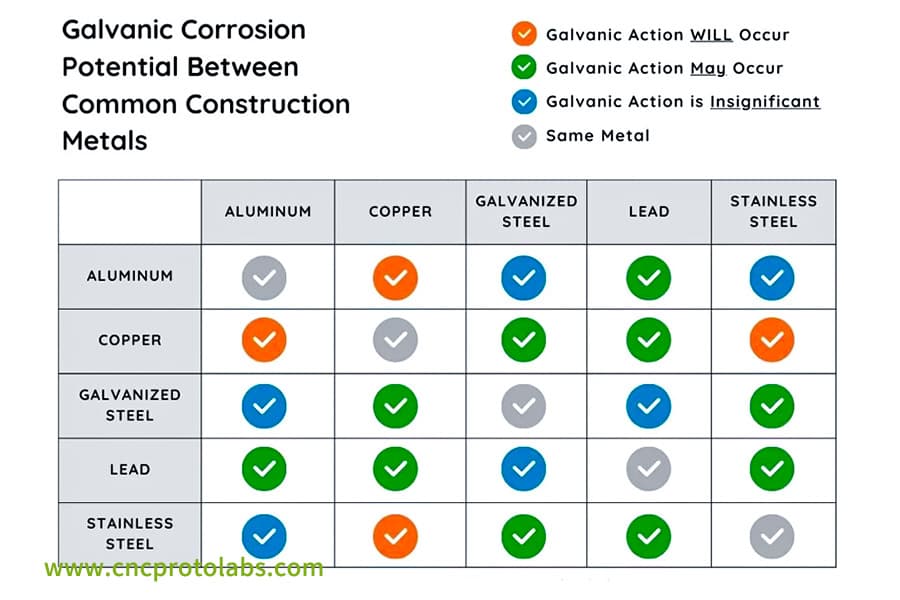
Figura 3: Un grafico intitolato "Potenziale di corrosione galvanica tra metalli comuni nell'edilizia" che valuta la compatibilità elettrochimica di metalli come alluminio, rame e acciaio inossidabile, fondamentale per la selezione di materiali compatibili negli assemblaggi.
Devo scegliere inserti filettati in ottone personalizzati o componenti standard?
Dal punto di vista del costo totale del ciclo di vita, gli inserti filettati in ottone realizzati su misura sono più vantaggiosi rispetto a quelli standard, prevenendo inoltre eventuali inconvenienti derivanti da differenze di dimensioni e prestazioni.
I componenti standard hanno un prezzo unitario inferiore, ma è più probabile che contribuiscano a tassi di scarto di assemblaggio più elevati, con la conseguenza che il costo totale potrebbe risultare maggiore.
I componenti personalizzati, pur essendo dal 15% al 20% più costosi, sono in grado di ridurre il tasso di scarto dal 2% a meno dello 0,2%, minimizzando in definitiva i costi complessivi.
Analisi dei costi: prezzo unitario dei componenti personalizzati rispetto alla riduzione del tasso di scarto nell'assemblaggio.
Prendendo come esempio una produzione annua di 100.000 prodotti, il confronto dei costi è il seguente, e si possono notare intuitivamente i vantaggi dei componenti personalizzati:
| Voce di costo | Componenti standard | Componenti personalizzati | Differenza di costo |
| Prezzo unitario (USD/pezzo) | 0,5 | 0,6 | +0,1 |
| Costo annuale dell'inserto (USD) | 50.000 | 60.000 | +10.000 |
| Tasso di scarto | 2% | 0,2% | -1,8% |
| Perdita annua da scarti (USD) | 10.000 | 1.200 | -8.800 |
| Costo totale annuo (USD) | 60.000 | 61.200 | +1.200 |
Il costo totale annuo dei componenti personalizzati è di soli 1.200 dollari in più rispetto ai componenti standard, e questa cifra non include i reclami dei clienti, i danni alla reputazione del marchio dovuti a problemi di qualità delle filettature; ovviamente, a lungo termine risulta più conveniente.
Capacità di lavorazione di precisione di JS Precision
La lavorazione di precisione è la competenza fondamentale alla base degli inserti personalizzati. JS Precision utilizza torni di tipo svizzero e centri di lavoro a cinque assi con configurazione di tipo svizzero per garantire una precisione entro 0,005 mm, soddisfacendo così i requisiti di personalizzazione più complessi degli inserti.
- Inserti a più livelli: fino a 7 livelli, coassialità 0,01 mm, adatti per prodotti complessi.
- Inserti per fori sottili: diametro minimo del foro 0,5 mm, rapporto lunghezza/diametro 15:1 , adatti per prodotti elettronici di precisione.
- Inserti speciali per fori ciechi: angolo di conicità inferiore personalizzabile, profondità effettiva della filettatura pari a 1,5 volte il diametro nominale, garantendo una connessione affidabile.
Desiderate calcolare il costo complessivo di inserti filettati in ottone personalizzati? Indicate il volume di produzione e le vostre esigenze e vi forniremo un report comparativo dei costi gratuito.
Caso di studio JS Precision: stampaggio a iniezione dell'alloggiamento della centralina: attenuazione della coppia ridotta del 95%.
Quello che segue è un caso di studio sullo stampaggio a iniezione di alloggiamenti per centraline elettroniche (ECU) che, tramite immagini, illustra come inserti filettati in ottone su misura e la competenza nello stampaggio di inserti possano eliminare il problema della perdita di coppia, ridurre i costi e innalzare i livelli di qualità.
Problemi affrontati
Un fornitore di primo livello del settore automobilistico produce involucri in plastica per le centraline elettroniche (ECU) di note case automobilistiche.
Questi dispositivi devono essere in grado di resistere a cicli termici a temperature comprese tra -40 °C e 125 °C, il che implica che gli inserti filettati devono offrire una capacità di tenuta della coppia molto elevata .
In passato, venivano utilizzati inserti standard con incisione a croce, che causavano seri problemi di attenuazione della coppia.
Durante i test di cicli termici, la forza di tenuta della coppia media dell'inserto filettato si è ridotta del 25%, causando il cedimento della guarnizione dell'alloggiamento della centralina.
Lo scorrimento viscoso ad alta temperatura degli inserti e del materiale PBT+GF30 ha portato alla riduzione della forza di trazione assiale a meno di 500 N. I problemi con gli inserti hanno causato un tasso di scarto del 15%, con conseguente perdita di 50.000 dollari al mese e un reclamo da parte di un cliente.
Soluzione
Affrontando le problematiche specifiche del cliente, abbiamo realizzato una soluzione completa di stampaggio con inserti filettati su misura, ottimizzando ogni aspetto, dalla progettazione e dal materiale dell'inserto alla modifica del processo.
1. Ottimizzazione degli inserti: abbiamo sostituito gli inserti filettati standard con inserti filettati in ottone personalizzati, modificato la goffratura in un motivo diagonale a 45° (conforme allo standard DIN82) e, per migliorare le prestazioni di coppia e resistenza alla trazione assiale, è stata aggiunta una scanalatura inferiore di 0,3 mm di profondità.
2. Materiali e trattamento superficiale: Abbiamo scelto l'ottone C3604 come materiale e optato per una nichelatura di 5 μm; inoltre, la corrosione elettrochimica è stata risolta mediante l'utilizzo di dissipatori di calore in lega di alluminio.
3. Regolazione del processo: Per ridurre al minimo lo stress da shock termico durante lo stampaggio dell'inserto, la temperatura dell'inserto viene aumentata fino a 120 °C.
4. Controllo di precisione: per un assemblaggio accurato, abbiamo ridotto la tolleranza della filettatura interna da 6H a 5H.
Risultati finali
Dopo l'ottimizzazione, il tasso di attenuazione della coppia è diminuito dal 25% a meno del 5% , e la tensione assiale è rimasta stabile a oltre 750 N.
Il tasso di scarto dei componenti incorporati è stato ridotto dal 15% allo 0,8%, con una conseguente riduzione mensile di circa 47.000 dollari di perdite dovute agli scarti.
Questo consente ai clienti di risparmiare complessivamente 220.000 dollari all'anno e aumenta i loro ordini successivi del 30%.
Anche il vostro prodotto presenta problemi come la rottura degli inserti e il decadimento della coppia? Inviateci i requisiti del vostro progetto per ottenere inserti filettati personalizzati per lo stampaggio a iniezione di materie plastiche, simili a quelli presentati in questo caso di studio.
FAQ
D1: Esistono requisiti specifici per il materiale plastico utilizzato nello stampaggio di inserti filettati?
In linea di massima, la maggior parte dei materiali termoplastici (ad esempio PA, PBT, PC, PP) e alcune materie plastiche termoindurenti sono adatti. La scelta finale dipende dal design dell'inserto e dalla compatibilità dei materiali coinvolti. Per un consiglio preciso sull'abbinamento, puoi condividere il modello in plastica.
D2: Come garantire che l'inserto filettato non si sposti durante lo stampaggio a iniezione?
Posizionando l'inserto con perni di stampaggio, progettando la base dell'inserto con una smussatura e regolando contemporaneamente la pressione e la velocità di iniezione, è possibile bloccare l'inserto in posizione anche in condizioni di stampaggio a iniezione ad alta pressione.
D3: Quanto sono resistenti alla corrosione gli inserti filettati in ottone?
In genere, l'ottone non rivestito ha una scarsa resistenza alla corrosione, ma la placcatura con strati di nichel o stagno può migliorarne drasticamente la resistenza alla nebbia salina e alla corrosione elettrochimica, soddisfacendo i requisiti della maggior parte degli ambienti industriali.
D4: Qual è la coppia massima di serraggio per gli inserti filettati in plastica?
La coppia massima varia in base alle dimensioni dell'inserto, al modello di goffratura e alla matrice plastica. Ad esempio, un inserto M4 in PBT+GF30 può sopportare 3-4 Nm. È anche possibile personalizzare la goffratura per ottenere valori ancora più elevati.
D5: Potete lavorare inserti filettati in ottone senza piombo?
Siamo specializzati nella lavorazione di precisione dell'ottone senza piombo (ad esempio CW511L, C69300) e, oltre a modificare i percorsi utensile per ridurre l'usura, rispettiamo anche gli standard ambientali come RoHS e REACH.
D6: Qual è la quantità minima d'ordine per i servizi di stampaggio a inserto?
Vi assicuriamo che non è previsto un quantitativo minimo d'ordine per la fase di prototipazione . Per la produzione di massa, invece, consigliamo un ordine minimo di 5000 pezzi per un rapporto costi-benefici ottimale.
D7: Qual è lo spessore della placcatura per gli inserti filettati in ottone per metalli?
Normalmente, lo spessore della nichelatura è impostato a 5-8 μm, ma può essere modificato a uno spessore maggiore per soddisfare requisiti quali i test in nebbia salina.
D8: Come scelgo gli inserti filettati in alluminio più adatti al mio progetto?
Riepilogo
Le connessioni affidabili tra plastica e metallo dipendono ancora in gran parte da inserti filettati in ottone realizzati su misura. Questi non solo risolvono i problemi di cedimento delle connessioni filettate, ma contribuiscono anche a rendere la produzione più efficiente e a ridurre i costi totali del ciclo di vita.
Che si tratti di goffratura a saia 45, di una saldatura a gradini di 0,1 mm, dell'elevata conduttività termica dell'ottone o della nichelatura per la protezione dalla corrosione, ogni personalizzazione del design che effettuerete vi aiuterà a evitare problemi di produzione e ad aumentare la competitività del vostro prodotto.
Se siete alla ricerca di servizi affidabili di stampaggio a inserti o di inserti filettati in ottone personalizzati, contattateci .
Il nostro team di ingegneri altamente qualificati vi assisterà in ogni fase, dall'ottimizzazione del design alla produzione di massa, garantendo che i vostri prodotti siano robusti e affidabili anche se esposti a condizioni difficili.

Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. JS Precision Services non rilascia alcuna dichiarazione o garanzia, esplicita o implicita, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera tramite la rete JS Precision. È responsabilità dell'acquirente richiedere un preventivo per i componenti e identificare i requisiti specifici per queste sezioni. Per ulteriori informazioni, contattateci .
Team di precisione JS
JS Precision è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliere JS Precision significa efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

