

يُعدّ التشكيل بالحقن الملولب تقنية محورية تُسهّل عملية الدمج الجميلة بين البلاستيك والمعادن.
هل من بين مشاكل التجميع التي تواجهها مع المكونات البلاستيكية تلف الخيوط أو فشل عزم الربط؟ هل سبق لك أن واجهت حالة تم فيها إتلاف دفعة كاملة من المنتجات بسبب انفصال أو تشقق الحشوات عند محاولة دمج المعدن والبلاستيك؟
في التطبيقات الصناعية الثقيلة التي تتطلب أقصى قدر من القوة والمتانة، يعد ارتخاء الخيوط أو انكسارها المصدر الرئيسي لفشل المنتج.
يمكن الحصول على أحد الحلول الدائمة لمشكلة التفكيك المتكرر للأجزاء البلاستيكية من خلال توفير خدمات قولبة الإدخال الملولبة الدقيقة، باستخدام إدخالات نحاسية مصممة خصيصًا.
ستتمكن منتجاتك من الحفاظ على اتصال مستقر حتى في ظل ظروف التشغيل القاسية ، وسيتم تقليل خسائر الإنتاج والتكاليف الإجمالية.
رؤى أساسية
| القضايا الأساسية | حلول لحشوات النحاس | البيانات/المعلمات الرئيسية |
| قوة قفل غير كافية | تصميم النقش المائل بزاوية 45 درجة والأخدود السفلي يحسنان عزم الدوران وقوة الشد المحورية. | يؤدي النقش بزاوية 45 درجة إلى زيادة مقاومة عزم الدوران بنسبة 25٪ - 30٪ مقارنة بالنقش المتقاطع. |
| فيضان قولبة الحقن | تمنع خطوة إحكام الغلق الدقيقة بمقدار 0.1 مم ودقة الخيوط الداخلية من الدرجة 6H عملية التشكيل بالضغط العالي. | يتم التحكم في تفاوت خطوة الإحكام ضمن نطاق ±0.01 مم |
| دورة إنتاج طويلة | الاستفادة من الموصلية الحرارية العالية للنحاس الأصفر لتسريع تصلب البلاستيك وتقصير دورة التشكيل. | يتمتع النحاس الأصفر بموصلية حرارية تبلغ حوالي 120 واط/متر·كلفن ، أي ثلاثة أضعاف موصلية الفولاذ. |
| مخاطر تجميع مواد غير متجانسة | طلاء النحاس الأصفر بالنيكل يحل مشكلة التآكل الكهروكيميائي في سبائك الألومنيوم. | يتم التحكم في سمك طبقة طلاء النيكل عند 5-8 ميكرومتر لتحقيق التخميل المحتمل. |
أهم النقاط
- الأداء هو الملك:
إن الخصائص المتكاملة للنحاس الأصفر، بما في ذلك التوصيل الحراري، وقابلية التشغيل الآلي، والقدرة على التشحيم الذاتي، تجعله المادة الأفضل للحشوات الملولبة التي تتعرض لأحمال ثقيلة.
- التخصيص هو المفتاح:
لا تعمل تصميمات النقش والأخاديد وخطوات الختم المصممة خصيصًا على حل مشكلات عزم الدوران العالي والتدفق الزائد فحسب، بل تضيف أيضًا قيمة تتجاوز بكثير تكلفة شراء الأجزاء القياسية.
- العملية تحدد النجاح:
إن الاهتمام بالتفاوتات الصغيرة جدًا في عمليات التصنيع (مثل خيوط الدرجة 6H) والاستخدام السليم لنقل الحرارة عوامل أساسية تؤدي إلى إنتاجية عالية وكفاءة عند استخدام خدمات قولبة الإدخال.
- التركيز على دورة الحياة بأكملها:
إن اختيارالحشوات الملولبة ذات الجودة الاحترافية لتشكيل البلاستيك بالحقن يمكن أن يؤدي إلى انخفاض كبير في معدلات الخردة في التجميع ويساعد أيضًا في تحقيق أقصى استفادة من تكاليف التصنيع.
لماذا تثق بهذا الدليل؟ خبرة شركة JS Precision في تصنيع الحشوات الملولبة النحاسية
يتطلب تحديد أفضل حلول إدخال الخيوط عالية الجودة للتطبيقات الشاقة فهمًا جيدًا لمهنية المورد وخبرته وموثوقيته.
في النهاية، تعد موثوقية الوصلات الملولبة هي المفتاح الذي يكشف عن جودة منتجك وقوة سمعة علامتك التجارية.
تُعدّ عمليات التصنيع الدقيقة للحشوات الملولبة النحاسية المجال الذي تخصصت فيه شركة JS Precision على مدار أكثر من 15 عامًا من الخبرة .
من بين الصناعات الرئيسية الأخرى، أنجزنا مشاريع لقطاعات السيارات والإلكترونيات والصناعات الأخرى، حيث قدمنا أكثر من 1000 مشروع مخصص وقمنا بإصلاح المشكلات الأساسية مثل فشل الإدخال، والفيضان، ودورات الإنتاج الطويلة لمشاكل العملاء.
لقد كُتب هذا الدليل، الذي يمكنك الوثوق به، على أساس العديد من دراسات الحالة الواقعية والبيانات التي تم جمعها بدلاً من الافتراضات النظرية.
على سبيل المثال، من خلال معالجة مشكلة انخفاض عزم الدوران في حشوات غلاف وحدة التحكم الإلكترونية لدى أحد موردي قطع غيار السيارات من الدرجة الأولى، نجحنا في خفض معدل الهدر لديهم من 15% إلى 0.8%. ونتيجة لذلك، تمكن العميل من توفير ما يقارب 220,000 دولار أمريكي سنويًا.
تتبع كل عملية تصنيع لدينا متطلبات معيار DIN 82 للتخريش ، ومع ذلك فإن دمج دقة التخريش واستقراره يبرر ضمان الجودة لكل قطعة نحاسية ملولبة لتتحمل ظروف العمل الصعبة.
نستخدم آلات المشي من النوع السويسري ومراكز التصنيع ذات الخمسة محاور لتحقيق دقة تصنيع تبلغ ± 0.005 مم، ويمكننا تخصيص الحشوات المعقدة مثل الثقوب متعددة الخطوات والثقوب الرفيعة والثقوب العمياء الخاصة، ونحن بارعون في معالجة النحاس الخالي من الرصاص لتلبية معايير RoHS و REACH البيئية.
سيقدم لك هذا الدليل حلولاً عملية حتى تتمكن ليس فقط من تجنب أخطاء اختيار وتطبيق المكونات، ولكن أيضًا من تعزيز القدرة التنافسية لمنتجاتك من حيث موثوقية الاتصال.
لفهم المزايا الأساسية وحالات استخدام الحشوات النحاسية بسرعة، قم بتنزيل ورقتنا البيضاء المجانية لفهم النقاط الرئيسية لتشكيل الحشوات الملولبة بسهولة.
لماذا لا يزال النحاس الأصفر الخيار المفضل للحشوات ذات الأحمال العالية؟
النحاس هو المادة التي يتم اختيارها بشكل عام عندما يتعلق الأمر بالحشوات الملولبة ذات الأحمال الثقيلة نظرًا لتوازنه المثالي تقريبًا بين التوصيل الحراري وقابلية التشغيل والتشحيم الذاتي، وهو في الواقع المكون الرئيسي للتنفيذ السلس لعملية قولبة الحشوات.
يتميز النحاس الأصفر بموصلية حرارية أفضل من سبائك الألومنيوم، مما يُساهم في تقصير دورة التشكيل. كما أن سهولة تشكيله تُقلل من تكاليف التصنيع. وتمنع خاصية التشحيم الذاتي حدوث أي خلل في عملية التجميع، وتضمن عزم دوران ثابت بعد عمليات فك وتركيب متعددة لحشوات النحاس الأصفر الملولبة للمعادن .
النحاس الأصفر مقابل الفولاذ المقاوم للصدأ: المفاضلة بين التوصيل الحراري وقابلية التشغيل
يفكر العديد من العملاء في استبدال النحاس بالفولاذ المقاوم للصدأ، ولكن الفولاذ المقاوم للصدأ له عيوب كبيرة في عمليات التشكيل بالحقن.
يوضح الجدول أدناه بوضوح مقارنة الاختلافات الرئيسية في الأداء بين الاثنين:
| معايير الأداء | النحاس الأصفر (C3604/C36000) | الفولاذ المقاوم للصدأ (SUS303/304) | اختلافات فوائد العملاء |
| الموصلية الحرارية (واط/متر·كلفن) | حوالي 120 | حوالي 15 | يبدد النحاس الحرارة بسرعة، مما يقلل من دورة التشكيل بنسبة 15٪ - 20٪. |
| تقوية العضلات | قليل | عالي | تتآكل الأدوات المصنوعة من الفولاذ المقاوم للصدأ بسرعة، مما يزيد من تكاليف معالجة الوحدة بنسبة 30٪ - 40٪. |
| التشحيم الذاتي | ممتاز | فقير | لا تتعطل الحشوات النحاسية، مما يزيد عدد دورات الفك والتركيب بأكثر من 3 مرات. |
| الكثافة (جم/سم³) | 8.5 | 7.9 | فرق بسيط، تأثير ضئيل على وزن المنتج. |
| مقاومة التآكل (المادة الخام) | متوسط | ممتاز | يمكن للنحاس الأصفر أن يعوض عن أوجه قصوره بالطلاء بالنيكل/القصدير، مما يجعله أقل تكلفة من الفولاذ المقاوم للصدأ. |
تضمن الحشوات النحاسية وصلات موثوقة مع تقليل تكاليف المعالجة وتحسين كفاءة الإنتاج، مما يجعلها خيارًا فعالًا من حيث التكلفة للإنتاج الضخم.
النحاس الأصفر مقابل سبائك الألومنيوم: الموازنة بين التشحيم الذاتي ومقاومة التآكل
تتميز سبائك الألومنيوم بخفة وزنها وخصائصها الممتازة في توصيل الحرارة. مع ذلك، فإن سطحها عرضة للأكسدة ولا تتمتع بخاصية التشحيم الذاتي.
هذه العوامل تجعل من السهل جداً أن تتعطل الحشوات الملولبة للألمنيوم أثناء التجميع، مما يقلل من عمرها الافتراضي.
تعمل جزيئات الرصاص النحاسية كمادة تشحيم جيدة، مما يضمن عزم دوران ثابت، ويمكن أن تجعل طبقة بسيطة من النيكل أو القصدير المادة مقاومة للتآكل بتكلفة أقل بكثير من حماية سبائك الألومنيوم.
كيفية تحسين قوة القفل من خلال إدخالات نحاسية ملولبة مخصصة لتطبيقات عزم الدوران العالي؟
في الحالات التي تنطوي على أحمال ثقيلة وقوى دوران قوية، إذا لم تكن قوة تثبيت الحشوات الملولبة للبلاستيك كافية، فقد تنفك هذه الحشوات مما يؤدي إلى تلف المنتج. وتُعدّ التصاميم المُخصصة بدقة من أكثر الطرق فعالية لتعزيز قوة التثبيت.
بالمقارنة مع النقش المتقاطع التقليدي، فإن تصميم النقش القطري بزاوية 45 درجة يزيد من مساحة التلامس مع الركيزة البلاستيكية بنسبة 30٪ تقريبًا، ويزيد من مقاومة عزم الدوران بنسبة 25٪ -30٪ ، ويمكنه تحسين استقرار الحشوة.
النقش المائل بزاوية 45 درجة مقابل النقش المتقاطع
تختلف هذه القطع اختلافًا كبيرًا من الناحية الميكانيكية، ومن المرجح أن تؤثر هذه الاختلافات ليس فقط على قوة التثبيت التي تُمارسها القطعة الداخلية، بل أيضًا على عمرها الافتراضي. وفيما يلي مقارنة تفصيلية:
| نوع النقش البارز | الهيكل الميكانيكي | زيادة مساحة التلامس | معدل زيادة عزم الدوران | أقصى عزم كسر لمواصفات M5 | المخاطر المحتملة |
| نقش مائل بزاوية 45 درجة | سطح حلزوني متشابك مستمر، إجهاد منتظم | حوالي 30% | 25%-30% | 5.2 نيوتن متر | لا يوجد تركيز كبير للإجهاد، لذا فإن البلاستيك أقل عرضة للتشقق. |
| نقش متقاطع | أربع نقاط تركيز للإجهاد في الاتجاه المحيطي | لا زيادة | 0 | 4.1 نيوتن متر | عرضة للتشقق الموضعي للبلاستيك، وانخفاض سريع في قوة القفل |
يمكن أن تشكل حشوات النقش المائلة 45 تشابكًا أفضل مع الركيزة البلاستيكية ، وهي أقل عرضة للتفكك في ظل ظروف عزم الدوران العالي، وبهذا يمكن تعزيز موثوقية المنتج وتقليل معدل الخردة.
الأخدود السفلي: بنية أساسية لمنع الانفصال المحوري
في حالة سحب القطعة الداخلية محورياً، يدخل البلاستيك داخل منطقة القطع السفلي وبالتالي فإن "القفل الميكانيكي" يوقف عملية البثق تماماً.
يُوصى باستخدام مقاسات بعمق يتراوح بين 0.2 و0.4 مم، وعرض يتراوح بين 0.5 و1.0 مم. تشير نتائج الاختبارات إلى أن الحشوات ذات التجاويف السفلية تُعزز قوة الشد المحورية بنسبة تتراوح بين 40% و60%، ولذلك تُستخدم في المناطق التي يُتوقع فيها وجود قوة شد محورية.
عملية الضغط البارد: تحقيق تركيب بدون خلوص باستخدام خاصية الليونة الدقيقة للنحاس
تعمل عملية الضغط البارد على تحسين دقة التركيب. وبفضل قدرة النحاس على التمدد بنسبة 15-20%، بالإضافة إلى تصميم التركيب المتداخل الذي يتراوح بين 0.02 و0.05 مم، يمكن تركيب القطعة الداخلية بدقة متناهية دون أي خلوص بمجرد ضغطها في الفتحة المحفورة مسبقًا في البلاستيك.
تضمن هذه الطريقة عدم انحراف القطعة المُدرجة أثناء عملية التشكيل بالقولبة. لذا، فهي خيار ممتاز للأجهزة الإلكترونية عالية الدقة ، كما أنها قادرة على تلبية متطلبات دقة التجميع.
كيف يمكن لخدمات التشكيل بالحقن الاحترافية أن تحل مشكلة فائض المواد في الحشوات النحاسية أثناء عملية التشكيل بالحقن؟
أثناء عملية التشكيل بالحقن، غالباً ما يؤدي تسرب البلاستيك المنصهر إلى الخيوط إلى فشل في تجميع الحشوات والتخلص من المنتج المعيب.
بإمكان المتخصصين ذوي الخبرة في مجال قولبة الحشوات القضاء تمامًا على هذه المشكلة من خلال التحسين الهيكلي للحشوات الملولبة النحاسية للبلاستيك.
إن إدخال خطوة مانعة للتسرب ضيقة بمقدار 0.1 مم على الحشوة ورفع التفاوت المسموح به للخيط الداخلي إلى ما يزيد عن ISO 965-1 (درجة 6H) سيمنع بنجاح دخول البلاستيك المنصهر عالي الضغط إلى الخيط وبالتالي زيادة إنتاجية قولبة الحقن.
خطوة إحكام الإغلاق 0.1 مم: حجب دقيق للبلاستيك المنصهر عالي الضغط
يتم تشكيل حلقة دائرية بعرض 0.1 مم وارتفاع يتراوح بين 0.05 و0.1 مم إما في الجزء العلوي أو السفلي من القالب. بعد إغلاق القالب، تُضغط الحلقة بإحكام على القلب الفولاذي لتكوين سطح مانع للتسرب، وبالتالي تحجب بفعالية البلاستيك المنصهر تحت ضغط عالٍ.
يتطلب هذا دقة عالية للغاية في التشغيل الآلي: استواء الخطوة 0.005 مم، والخلوص مع القالب 0.01 مم، لمنع تسرب البلاستيك المنصهر إلى المنطقة الملولبة.
وصلة ملولبة داخلية من الدرجة 6H مع دبابيس القالب: الدقة تحدد الإنتاجية
يتراوح تفاوت قطر خطوة الخيوط الداخلية من الدرجة 6H من 0 إلى -0.01 مم ، مما يترك خلوصًا ضئيلاً جدًا مع دبوس تحديد موقع القالب لمنع تسرب الغراء المنصهر. ويؤدي عدم الدقة إلى زيادة كبيرة في احتمالية التسرب.
تكشف التجارب أن معدل الخردة الناتج عن التدفق الزائد لقطع الإدخال الدقيقة من الدرجة 6H يكون عمومًا أقل من 0.5٪، في حين أن الدرجة 7H قد تصل إلى 3٪ - 5٪، مما يؤدي إلى ارتفاع تكاليف الإنتاج.
هل تعاني من مشاكل فائض القوالب بالحقن؟ اطلع على قصص نجاحنا لمعرفة كيف تتحكم خدمات القوالب بالإدخال في معدلات الفاقد من المواد إلى أقل من 0.5%.
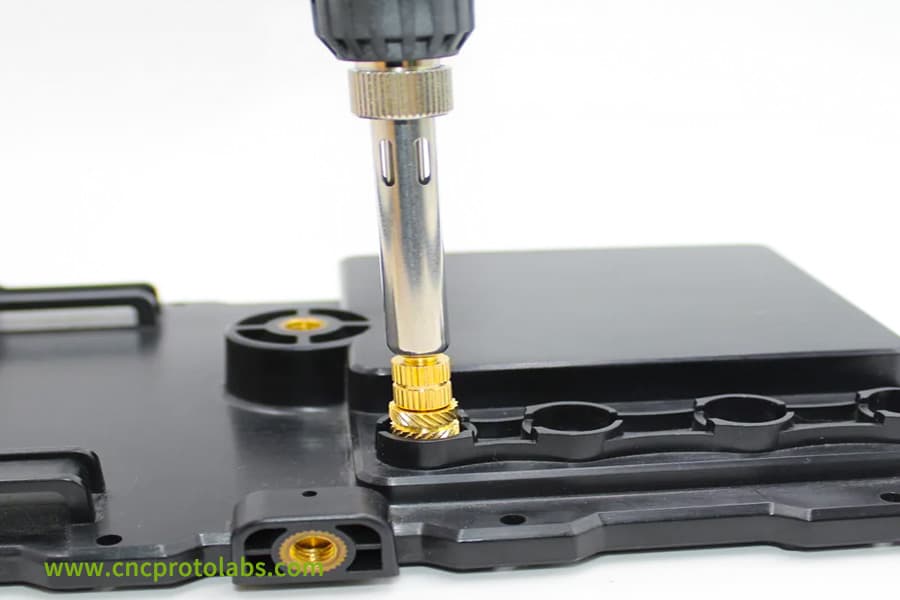
الشكل 1: تقوم أداة دقيقة بتركيب قطعة نحاسية ملولبة في قاعدة بلاستيكية سوداء، وهي خطوة أساسية في عملية التشكيل بالحقن لضمان واجهة نظيفة ومنع تدفق المواد الزائد.
كيفية تحسين توافق الأتمتة لعمليات إدخال الخيوط في البلاستيك من خلال المعالجة المخصصة؟
يلعب التجميع الآلي دورًا رئيسيًا في تعزيز الإنتاجية مع خفض تكاليف العمالة. وتساعد المعالجة المُخصصة على منع انحشار أو اختلال محاذاة الحشوات الملولبة للبلاستيك حتى أثناء الإنتاج الآلي بكميات كبيرة.
يتم إنتاج الحشوات المصممة خصيصًا بشكل متناظر تمامًا وخصائص وجه نهائي واضحة للغاية تضمن عدم حدوث أي اختلال في المحاذاة أثناء التغذية باستخدام وحدة تغذية اهتزازية.
في الوقت نفسه، فإن تشكيل المعادن النحاسية الخالية من الرصاص يتوافق تمامًا مع مسارات الأدوات، ويقلل من التآكل، ويتوافق مع المعايير البيئية للاتحاد الأوروبي.
استخدام التصميم المتناظر وميزات السطح النهائي للقضاء تمامًا على عدم محاذاة التغذية
عادةً، تحتوي القطع الداخلية ذات الأسطح النهائية غير المتماثلة على ناتج تغذية اهتزازي بنسبة 85٪ - 90٪ فقط، وتواجه مشكلات في الانحشار وعدم المحاذاة ، وتؤثر على وقت تشغيل خط الإنتاج.
تضمن الحشوات المتناظرة ذات الطرفين والتي تتميز بشطفة بزاوية 45 درجة بمقدار 0.2 مم على الوجه النهائي أن يكون موضع الحشوة صحيحًا بغض النظر عن اتجاهها بعد دخول قناة التغذية.
يؤدي هذا إلى زيادة في إنتاجية التغذية إلى أكثر من 99.5٪، وهذه الحشوات متوافقة الآن مع آلات التضمين الأوتوماتيكية عالية السرعة.
تشكيل النحاس الخالي من الرصاص: التحديات واستراتيجيات تحسين الأدوات
النحاس الخالي من الرصاص هو بديل صديق للبيئة، ولكنه أصعب بكثير في التشغيل الآلي من النحاس المحتوي على الرصاص مما يتسبب في انخفاض أداء تكسير الرقائق وزيادة تآكل الأدوات بنسبة 20٪ تقريبًا.
من خلال تحسين هندسة الأداة، واعتماد الأدوات المطلية بـ TiAlN ، وتركيب نظام التشحيم الدقيق، يمكن تمديد عمر الأداة من 2000 قطعة/حافة قطع إلى 3500 قطعة/حافة قطع بحيث يتم التحكم في التكاليف وتحقيق المعايير البيئية.
كيف تؤثر كفاءة التوصيل الحراري للوصلات الملولبة النحاسية المستخدمة في صناعة البلاستيك على دورة الإنتاج في المواد البلاستيكية الحرارية؟
إن العامل الرئيسي الذي يجعل الموصلية الحرارية العالية لحشوات النحاس الأصفر طريقة فعالة للغاية لتقصير دورة إنتاج الحشوات الملولبة لتشكيل حقن البلاستيك هو أنها تحدد بشكل مباشر القدرة والتكلفة.
تبلغ الموصلية الحرارية للنحاس الأصفر حوالي 120 واط/متر·كلفن، أي ما يعادل 3-4 أضعاف موصلية الفولاذ المستخدم في القوالب . وبالتالي، تتبدد الحرارة بسرعة في البلاستيك، مما يعني تقليل زمن إعادة التصلب بنسبة 15-20%، وبالتالي تحسين كفاءة الإنتاج.
تأثير الموصلية الحرارية العالية للنحاس الأصفر على تقليل زمن إعادة التصلب
باستخدام عنصر PBT+GF30 بسمك 2 مم كمرجع، فإن فترة تبريد البلاستيك بالقرب من الحشوة هي الأهم وتستغرق 40٪ - 50٪ من دورة التشكيل.
عند استخدام حشوات نحاسية، يمكن تقليص وقت التبريد من 12 ثانية إلى 9.5 ثانية، بينما يمكن تقليص دورة التشكيل الكلية من 30 ثانية إلى 26.5 ثانية. وبالتالي، تتحسن الكفاءة بنحو 12%.
في الوقت نفسه، يمكن أن تؤدي الحشوات النحاسية إلى زيادة ثبات درجة الحرارة، وتقليل الإجهاد وخطر التشقق في الجزء الداخلي من البلاستيك، وتقليل معدل القطع المعيبة.
بالنسبة لـ PC و PPO والمواد الأخرى: حشوات التسخين المسبق للتخلص من الإجهاد الداخلي
تتميز المواد غير المتبلورة مثل البولي كربونات والبولي فينيلين أوكسيد بانخفاض قابلية التدفق وتكون حساسة للغاية للإجهاد الداخلي.
قد يؤدي اختلاف درجة الحرارة الكبير بين قالب الإدخال والبلاستيك المنصهر إلى عدم اتساق الانكماش، والتشقق بسبب الإجهاد، وفي النهاية إلى ارتفاع معدل العناصر المهملة.
إن تسخين الحشوة إلى 80-120 درجة مئوية سيجعل فرق درجة الحرارة أقل من 20 درجة مئوية، مما يؤدي إلى تغيير الإجهاد الداخلي بنسبة 30%-40% ويؤدي إلى معدل تشقق يكاد يكون معدومًا.
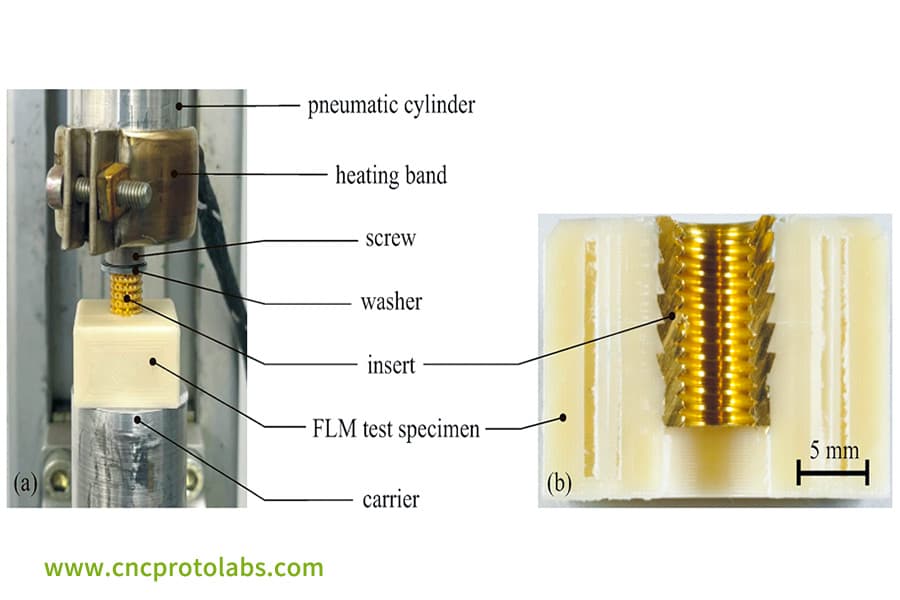
الشكل 2: عرض مقرب لإدخال ملولب نحاسي مغمور في عينة اختبار بلاستيكية بيضاء، مصحوبًا بشريط تسخين ومكونات أخرى، يوضح إعدادًا لتقييم التوصيل الحراري.
ما مدى التوافق الكهروكيميائي بين الحشوات الملولبة المصنوعة من الألومنيوم والنحاس الأصفر في تجميع المواد المختلطة؟
في الحشوات الملولبة المستخدمة مع الألومنيوم ، قد يؤدي تلامس سطح النحاس الأصفر مع سبيكة الألومنيوم إلى تآكل كيميائي كهربائي قوي، مما يتسبب في ارتخاء الحشوة وفشلها.
يمكن للمعالجة الاحترافية للأسطح أن تقضي على هذه المشكلة تماماً.
في الوقت نفسه، يمكن لطبقة طلاء من النيكل أو القصدير بسمك 5-8 ميكرومتر أن تنتج طبقة تخميل مقاومة كيميائياً، والتي لا تمنع التفاعل الكهروكيميائي فحسب، بل تسمح أيضًا لكلا المادتين بالانكماش بنفس الطريقة دون أن تتفكك ضمن نطاق درجة الحرارة الكبير من -40 درجة مئوية إلى 120 درجة مئوية.
طلاء النحاس الأصفر بالنيكل/القصدير: المبدأ الأساسي للتخميل الكهروكيميائي
عندما تتلامس سبائك النحاس الأصفر والألومنيوم، فإن وصلتهما تعمل كخلية جلفانية، حيث يكون الألومنيوم هو المصعد وبالتالي هو الذي يتآكل، مما يؤدي إلى اتصال غير محكم.
يمكن لطلاء النيكل أن يقلل فرق الجهد من 0.5 فولت إلى أقل من 0.2 فولت، مما يمنع التفاعلات الكهروكيميائية. ويمكن لطلاء النيكل القياسي بسماكة 5-8 ميكرومتر أن يصمد لأكثر من 96 ساعة في اختبار رذاذ الملح، ما يفي بمتطلبات البيئات القاسية المسببة للتآكل.
الانكماش المتزامن على نطاق واسع من درجات الحرارة: المفتاح لمنع التفكك
من المعروف أن سبائك النحاس الأصفر والألومنيوم لها معاملات تمدد حراري مختلفة نوعًا ما. ويُقدّر فرق الانكماش في نطاق درجات حرارة التشغيل النموذجية من -40 درجة مئوية إلى 120 درجة مئوية بحوالي 0.05 مم لكل 100 مم من الطول.
يعوض طلاء النيكل هذا الفرق الطفيف. حتى بعد 500 دورة حرارية، لا يزال معدل احتفاظ العزم للقطعة المطلية بالنيكل أعلى من 95%، مما يدل على استقرار جيد في مواجهة تغيرات درجة الحرارة.
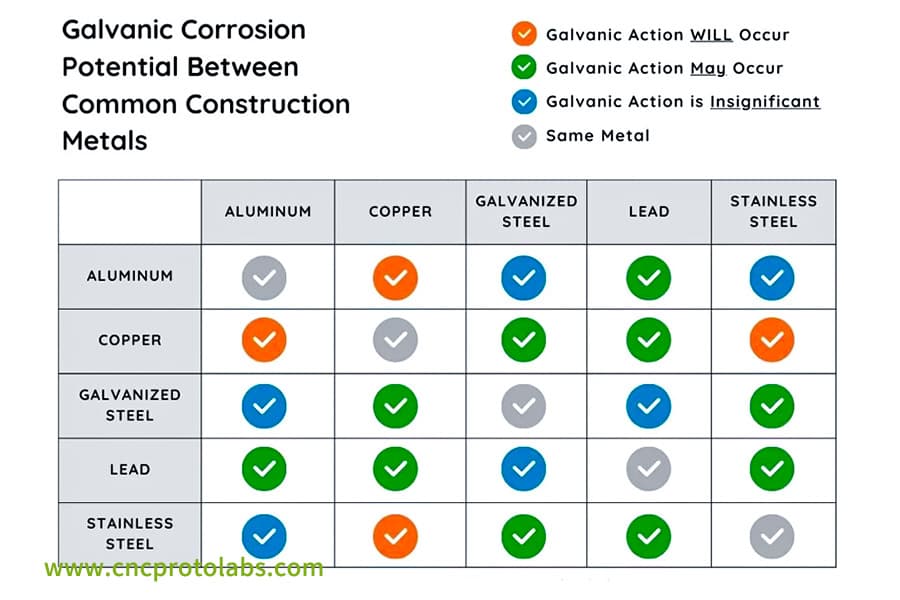
الشكل 3: مخطط بعنوان "إمكانية التآكل الجلفاني بين معادن البناء الشائعة" يقيم التوافق الكهروكيميائي للمعادن مثل الألومنيوم والنحاس والفولاذ المقاوم للصدأ، وهو أمر بالغ الأهمية لاختيار المواد المتوافقة في التجميعات.
هل أختار قطع نحاسية ملولبة مصممة خصيصًا أم قطعًا قياسية؟
من وجهة نظر التكلفة الإجمالية لدورة الحياة، تعتبر الحشوات الملولبة النحاسية المصممة خصيصًا أكثر فائدة من المنتجات الجاهزة، كما أنها تمنع أي حوادث ناتجة عن الاختلافات في الحجم والأداء.
تأتي الأجزاء القياسية بسعر أقل للوحدة الواحدة، ولكن من المرجح أن تساهم في ارتفاع معدلات الخردة في عملية التجميع، وبالتالي قد تكون التكلفة الإجمالية أعلى.
على الرغم من أن القطع المصممة حسب الطلب أغلى بنسبة 15٪ - 20٪، إلا أنها قادرة على خفض معدل الخردة من 2٪ إلى أقل من 0.2٪ مما يقلل في النهاية من التكاليف الإجمالية.
تحليل التكلفة: سعر الوحدة للأجزاء المصممة حسب الطلب مقابل معدل الخردة المخفض للتجميع
على سبيل المثال، إذا أخذنا إنتاجًا سنويًا قدره 100000 منتج، فإن مقارنة التكاليف تكون كما يلي، ويمكنك أن ترى بشكل بديهي مزايا الأجزاء المصممة حسب الطلب:
| بند التكلفة | قطع غيار قياسية | قطع غيار مخصصة | فرق التكلفة |
| سعر الوحدة (دولار أمريكي/قطعة) | 0.5 | 0.6 | +0.1 |
| تكلفة الإضافة السنوية (بالدولار الأمريكي) | 50,000 | 60,000 | +10000 |
| معدل الخردة | 2% | 0.2% | -1.8% |
| الخسائر السنوية من الخردة (بالدولار الأمريكي) | 10000 | 1200 | -8800 |
| التكلفة الإجمالية السنوية (بالدولار الأمريكي) | 60,000 | 61200 | +1200 |
إن التكلفة الإجمالية السنوية للأجزاء المخصصة تزيد بمقدار 1200 دولار فقط عن الأجزاء القياسية، ولا يزال هذا الرقم لا يشمل مطالبات العملاء، وأضرار العلامة التجارية الناتجة عن مشاكل جودة الخيوط، وبالطبع، فهي أكثر فعالية من حيث التكلفة على المدى الطويل.
قدرات التصنيع الدقيق لشركة JS Precision
تُعدّ عمليات التصنيع الدقيقة المهارة الأساسية وراء تصنيع الحشوات المخصصة. تستخدم شركة JS Precision مخارط سويسرية ومراكز تصنيع خماسية المحاور بتكوين سويسري لتقديم دقة تصل إلى 0.005 مم، مما يلبي متطلبات تخصيص الحشوات المعقدة.
- حشوات متعددة الخطوات: تصل إلى 7 خطوات، محورية 0.01 مم، مناسبة للمنتجات المعقدة.
- حشوات الثقوب النحيفة: الحد الأدنى لقطر الثقب 0.5 مم، ونسبة الطول إلى القطر 15:1 ، وهي مناسبة للمنتجات الإلكترونية الدقيقة.
- حشوات خاصة للثقوب العمياء: زاوية مخروطية سفلية قابلة للتخصيص، وعمق لولبي فعال 1.5 ضعف القطر الاسمي، مما يضمن اتصالاً موثوقاً.
هل ترغب في حساب التكلفة الإجمالية لحشوات نحاسية ملولبة مصممة حسب الطلب؟ زودنا بحجم إنتاجك ومتطلباتك، وسنقدم لك تقرير مقارنة تكلفة مجاني.
دراسة حالة شركة JS Precision: قولبة حقن غلاف وحدة التحكم الإلكترونية: انخفاض في تخميد عزم الدوران بنسبة 95%
فيما يلي دراسة حالة لقولبة حقن غلاف وحدة التحكم الإلكترونية تستخدم الصور لتوضيح كيف يمكن للحشوات الملولبة النحاسية المصممة خصيصًا وخبرة قولبة الحشوات أن تقضي على مشكلة فقدان عزم الدوران، وتخفض التكاليف، وترفع مستويات الجودة.
المشاكل التي واجهناها
يقوم مورد من الدرجة الأولى في قطاع السيارات بتصنيع أغلفة بلاستيكية لوحدات التحكم الإلكترونية (ECU) الخاصة بصانعي السيارات المشهورين.
يجب أن تكون هذه الأجهزة قادرة على تحمل دورات حرارية في درجات حرارة تتراوح من -40 درجة مئوية إلى 125 درجة مئوية، مما يعني أن الحشوات الملولبة يجب أن توفر قدرة عالية جدًا على تحمل عزم الدوران .
في الماضي، كانت تُستخدم الحشوات المتقاطعة القياسية المنقوشة، مما أدى إلى مشاكل كبيرة في تخفيف عزم الدوران.
عند إجراء اختبارات التدوير الحراري، انخفض متوسط قوة تثبيت عزم الدوران للحشوة الملولبة بنسبة 25٪، مما تسبب في فشل ختم غلاف وحدة التحكم الإلكترونية.
أدى الزحف الناتج عن درجات الحرارة العالية في الحشوات ومادة PBT+GF30 إلى انخفاض قوة الشد المحورية إلى أقل من 500 نيوتن. وتسببت مشاكل الحشوات في معدل نفايات بلغ 15%، مما أدى إلى خسارة قدرها 50,000 دولار شهريًا، بالإضافة إلى مطالبة من أحد العملاء.
حل
من خلال معالجة نقاط الضعف لدى العملاء، قمنا بتصميم حل كامل لتشكيل القوالب الملولبة، والذي حسّن كل شيء بدءًا من تصميم القالب ومادته وصولاً إلى تعديل العملية:
1. تحسين الإدخال: قمنا بتحويل الإدخالات الملولبة القياسية إلى إدخالات نحاسية ملولبة مخصصة، وقمنا بتغيير النقش إلى نمط قطري 45 (يتوافق مع معيار DIN82)، ولتحسين أداء عزم الدوران وقوة الشد المحورية، تمت إضافة أخدود سفلي بعمق 0.3 مم.
2. المواد ومعالجة السطح: اخترنا النحاس الأصفر C3604 كمادة وقررنا طلاءه بالنيكل بسمك 5 ميكرومتر، كما تم حل مشكلة التآكل الكهروكيميائي باستخدام مشتتات حرارية من سبائك الألومنيوم.
3. تعديل العملية: لتقليل إجهاد الصدمة الحرارية أثناء عملية التشكيل بالإدخال، يتم رفع درجة حرارة الإدخال إلى 120 درجة مئوية.
4. التحكم الدقيق: من أجل التجميع بدقة، قمنا بتضييق التفاوت الداخلي للخيوط من 6H إلى 5H.
النتائج النهائية
بعد التحسين، انخفض معدل تخفيف عزم الدوران من 25٪ إلى أقل من 5٪ ، وظل الشد المحوري مستقرًا عند أكثر من 750 نيوتن.
تم تخفيض معدل الخردة للأجزاء المدمجة من 15٪ إلى 0.8٪، مما أدى إلى انخفاض شهري في خسائر الخردة بقيمة 47000 دولار تقريبًا.
يوفر هذا للعملاء تكلفة شاملة قدرها 220000 دولار سنويًا ويزيد من طلباتهم اللاحقة بنسبة 30٪.
هل يواجه منتجك أيضًا مشاكل مثل تلف الحشوات وانخفاض عزم الدوران؟ أرسل متطلبات مشروعك للحصول على حشوات ملولبة مخصصة لقولبة حقن البلاستيك، على غرار دراسة الحالة هذه.
الأسئلة الشائعة
س1: هل هناك أي متطلبات للمادة البلاستيكية المستخدمة في قولبة الإدخال الملولبة؟
بشكل عام، تُعدّ معظم أنواع اللدائن الحرارية (مثل PA وPBT وPC وPP) وبعض أنواع اللدائن المتصلبة حراريًا مناسبة. يعتمد الاختيار النهائي على تصميم الحشوة ومدى توافق المواد المستخدمة. للحصول على نصيحة دقيقة بشأن التوافق، يُرجى مشاركة نموذج البلاستيك.
س2: كيف نضمن عدم تحرك القطعة الملولبة أثناء عملية التشكيل بالحقن؟
إن تحديد موضع الحشوة باستخدام دبابيس القالب، وتصميم الجزء السفلي من الحشوة بشطفة، وتنظيم ضغط وسرعة الحقن معًا، يمكن أن يؤدي إلى تثبيت الحشوة في مكانها حتى في ظل ظروف قولبة الحقن ذات الضغط العالي.
س3: ما مدى مقاومة الحشوات الملولبة المصنوعة من النحاس للتآكل؟
عادة ما يكون النحاس الأصفر غير المطلي ضعيف المقاومة للتآكل، ولكن الطلاء بطبقات من النيكل أو القصدير يمكن أن يعزز بشكل كبير مقاومته لرذاذ الملح والتآكل الكهروكيميائي، مما يلبي متطلبات معظم البيئات الصناعية.
س4: ما هو أقصى عزم دوران للحشوات الملولبة للبلاستيك؟
يختلف عزم الدوران الأقصى باختلاف أبعاد القطعة الداخلية، ونمط النقش، ونوع البلاستيك المستخدم. على سبيل المثال، قد تتحمل قطعة M4 مصنوعة من PBT+GF30 عزم دوران يتراوح بين 3 و4 نيوتن متر. كما يمكن تخصيص النقش للحصول على قيم أعلى.
س5: هل يمكنك معالجة الحشوات الملولبة المصنوعة من النحاس الخالي من الرصاص؟
في الواقع، نحن ماهرون في التشغيل الدقيق للنحاس الخالي من الرصاص (ومن الأمثلة على ذلك CW511L و C69300)، بالإضافة إلى تعديل مسارات الأدوات لتقليل تآكل الأدوات، فإننا نلتزم أيضًا بالمعايير البيئية مثل RoHS و REACH.
س6: ما هو الحد الأدنى لكمية الطلب لخدمات التشكيل بالحقن؟
نؤكد لكم أنه لا يوجد حد أدنى لكمية الطلب في مرحلة تصميم النماذج الأولية . أما بالنسبة للإنتاج بكميات كبيرة، فنوصي بحد أدنى 5000 قطعة لتحقيق أفضل فعالية من حيث التكلفة.
س7: ما هو سمك الطلاء للحشوات الملولبة النحاسية للمعادن؟
عادةً ما يتم ضبط سمك طلاء النيكل على 5-8 ميكرومتر، ولكن يمكن تعديله إلى سمك أعلى لتلبية متطلبات مثل اختبار رش الملح.
س8: كيف أختار الحشوات الملولبة المناسبة للألمنيوم لمشروعي؟
ملخص
لا تزال الوصلات الموثوقة بين البلاستيك والمعادن تعتمد في الغالب على حشوات نحاسية ملولبة مصممة خصيصًا. فهي لا تعالج مشاكل فشل الوصلات الملولبة فحسب، بل تساعد أيضًا على زيادة كفاءة الإنتاج وخفض التكاليف الإجمالية لدورة حياة المنتج.
سواء كان ذلك نقشًا مائلًا بنسبة 45، أو خطوة إحكام غلق 0.1 مم، أو الموصلية الحرارية العالية للنحاس الأصفر أو طلاء النيكل للحماية من التآكل - فإن كل تخصيص تصميم تقوم به سيساعدك على تجنب مشاكل الإنتاج وزيادة القدرة التنافسية لمنتجك.
إذا كنت تبحث عن خدمات موثوقة لتشكيل القوالب أو حشوات نحاسية ملولبة مصممة حسب الطلب، فتواصل معنا .
سيكون فريقنا الهندسي ذو المهارات العالية موجودًا لمساعدتك في كل خطوة على الطريق، بدءًا من تحسين التصميم وحتى الإنتاج الضخم، مما يضمن أن منتجاتك متينة وموثوقة حتى عند تعرضها لظروف قاسية.

تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. لا تقدم شركة JS Precision Services أي ضمانات، صريحة أو ضمنية، بشأن دقة أو اكتمال أو صحة المعلومات. ولا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة JS Precision. تقع مسؤولية ذلك على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأجزاء. يرجى التواصل معنا لمزيد من المعلومات .
فريق دقة جافا سكريبت
شركة JS Precision شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. باختياركم JS Precision ، تضمنون الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.cncprotolabs.com
مورد

