

Литье с резьбовыми вставками — это ключевая технология, обеспечивающая прекрасное сочетание пластмасс и металлов.
Одна из проблем, с которыми вы сталкиваетесь при сборке пластиковых компонентов, — это сорванная резьба и недостаточный момент затяжки? Сталкивались ли вы когда-нибудь с ситуацией, когда целая партия продукции была забракована из-за отсоединения вставок или растрескивания при попытке соединить металл и пластик?
В условиях тяжелой промышленности, требующих максимальной прочности и долговечности, основной причиной выхода продукции из строя является ослабление или обрыв резьбы.
Одним из долговременных решений проблемы многократной разборки пластиковых деталей может стать предоставление услуг по точному литью резьбовых вставок с использованием изготовленных на заказ латунных вставок.
Ваша продукция сможет поддерживать стабильное соединение даже в суровых условиях эксплуатации , что позволит сократить производственные потери и общие затраты.
Основные выводы
| Основные вопросы | Решения для латунных вставок | Ключевые данные/параметры |
| Недостаточная сила фиксации | Тиснение под углом 45° и конструкция нижней канавки улучшают крутящий момент и прочность на осевое растяжение. | Тиснение под углом 45° увеличивает сопротивление крутящему моменту на 25–30% по сравнению с перекрестным тиснением. |
| Перелив при литье под давлением | Точная герметизация с шагом 0,1 мм и точность внутренней резьбы класса 6H предотвращают литье под высоким давлением. | Допуск на шаг герметизации контролируется в пределах ±0,01 мм. |
| Длительный производственный цикл | Использование высокой теплопроводности латуни для ускорения затвердевания пластика и сокращения цикла формования. | Теплопроводность латуни составляет приблизительно 120 Вт/м·К , что в три раза выше, чем у стали. |
| Риск сборки разнородных материалов | Никелирование латуни решает проблему электрохимической коррозии алюминиевых сплавов. | Контролируемая толщина никелевого покрытия в диапазоне 5-8 мкм обеспечивает потенциальную пассивацию. |
Основные выводы
- Главное – это производительность:
Благодаря своим универсальным свойствам, включая теплопроводность, обрабатываемость и способность к самосмазыванию, латунь является лучшим материалом для резьбовых вставок, подвергающихся высоким нагрузкам.
- Персонализация – это ключ к успеху:
Специально разработанные конструкции для тиснения, канавок и уплотнительных ступеней не только решают проблемы высокого крутящего момента и перелива, но и значительно повышают ценность стандартных деталей по сравнению с их стоимостью при покупке.
- Успех определяется процессом:
Внимание к очень малым допускам при механической обработке (например, резьба класса 6H) и правильное использование теплопередачи являются важнейшими факторами, обеспечивающими высокую производительность и эффективность при использовании услуг литья под давлением.
- Сосредоточьтесь на всем жизненном цикле:
Использование профессиональныхрезьбовых вставок для литья пластмасс под давлением может значительно снизить процент брака при сборке, а также помочь оптимизировать производственные затраты.
Почему этому руководству можно доверять? Опыт компании JS Precision в обработке латунных резьбовых вставок.
Для определения оптимального решения по выбору резьбовых вставок высокого качества для применения в условиях высоких нагрузок необходимо хорошо понимать профессионализм, опыт и надежность поставщика.
В конце концов, надежность резьбовых соединений — это ключ к качеству вашей продукции и укреплению репутации бренда.
Компания JS Precision специализируется на прецизионной обработке латунных резьбовых вставок , имея за плечами более 15 лет опыта .
В числе прочих крупных отраслей мы реализовали проекты для автомобильной, электронной и промышленной отраслей, выполнив более 1000 индивидуальных заказов и устранив ключевые проблемы, такие как сбои в установке, переполнение и длительные производственные циклы, с которыми сталкиваются клиенты.
Это руководство, которому вы можете доверять, написано на основе многочисленных и всесторонних примеров из реальной жизни и собранных данных, а не на основе теоретических предположений.
Например, решив проблему снижения крутящего момента в корпусах блоков управления двигателем для одного из ведущих поставщиков автомобильных комплектующих, мы успешно снизили процент брака с 15% до 0,8%. В результате клиент смог сэкономить около 220 000 долларов в год.
Все процессы механической обработки, которые мы проводим, соответствуют требованиям стандарта DIN 82 по накатке, при этом точность и стабильность накатки гарантируют высокое качество каждой латунной резьбовой вставки, способной выдерживать сложные условия эксплуатации.
Мы используем швейцарские шагающие станки и пятиосевые обрабатывающие центры для достижения точности обработки ± 0,005 мм и можем изготавливать сложные вставки на заказ, такие как многоступенчатые, тонкие отверстия и специальные глухие отверстия, а также обладаем опытом обработки бессвинцовой латуни в соответствии с экологическими стандартами RoHS и REACH.
Это руководство предоставит вам практические решения, которые помогут вам не только избежать ошибок при выборе и применении компонентов, но и повысить конкурентоспособность вашей продукции с точки зрения надежности соединения.
Чтобы быстро понять основные преимущества и области применения латунных вставок, скачайте наш бесплатный аналитический отчет, который поможет вам легко разобраться в ключевых моментах литья с резьбовыми вставками.
Почему латунь по-прежнему считается предпочтительным материалом для высоконагруженных вставок?
Латунь — это материал, который обычно выбирают для изготовления резьбовых вставок, предназначенных для больших нагрузок, поскольку она обладает практически идеальным балансом теплопроводности, обрабатываемости и самосмазывания, что, по сути, является основным условием для бесперебойного процесса литья под давлением.
Латунь обладает лучшей теплопроводностью, чем алюминиевый сплав, и позволяет сократить цикл формования. Хорошая обрабатываемость снижает себестоимость обработки. Самосмазывающиеся свойства предотвращают заедание при сборке и обеспечивают стабильный крутящий момент после многократной разборки и сборки латунных резьбовых вставок для металла .
Латунь против нержавеющей стали: компромисс между теплопроводностью и обрабатываемостью.
Многие клиенты рассматривают возможность замены латуни на нержавеющую сталь, но нержавеющая сталь имеет существенные недостатки в процессах литья под давлением.
В таблице ниже наглядно сравниваются основные различия в производительности между двумя моделями:
| Параметры производительности | Латунь (C3604/C36000) | Нержавеющая сталь (SUS303/304) | Различия в выгодах для клиентов |
| Теплопроводность (Вт/м·К) | Примерно 120 | Примерно 15 | Латунь быстро рассеивает тепло, сокращая цикл формования на 15-20%. |
| Упрочнение при работе | Низкий | Высокий | Инструменты из нержавеющей стали быстро изнашиваются, что увеличивает себестоимость обработки на 30-40%. |
| Самосмазывающаяся | Отличный | Бедный | Латунные вставки не заклинивают, что увеличивает количество циклов разборки/сборки более чем в 3 раза. |
| Плотность (г/см³) | 8.5 | 7.9 | Небольшая разница, незначительное влияние на вес продукта. |
| Коррозионная стойкость (необработанный материал) | Средний | Отличный | Латунь может компенсировать свои недостатки никелевым/оловянным покрытием, что делает её дешевле нержавеющей стали. |
Латунные вставки обеспечивают надежные соединения, снижают затраты на обработку и повышают эффективность производства, что делает их экономически выгодным выбором для массового производства.
Латунь против алюминиевого сплава: баланс между самосмазыванием и коррозионной стойкостью.
Алюминиевые сплавы не только легкие, но и обладают превосходными теплопроводными свойствами. Однако их поверхность очень подвержена окислению , и они не обладают самосмазывающими свойствами.
Эти факторы значительно упрощают заклинивание резьбовых вставок в алюминиевых деталях во время сборки, что сокращает срок их службы.
Частицы свинца в латуни действуют как хорошая смазка, гарантирующая стабильный крутящий момент, а простое никелирование или олово может сделать материал очень устойчивым к коррозии при значительно меньших затратах по сравнению с защитой алюминиевых сплавов.
Как оптимизировать усилие фиксации с помощью специально изготовленных латунных резьбовых вставок для применений с высоким крутящим моментом?
В случаях, когда нагрузка велика и вращается сильно, если усилие фиксации резьбовых вставок в пластике недостаточно, вставки могут ослабнуть, что приведет к поломке изделия. Тщательно продуманные конструкции являются одним из наиболее эффективных способов повышения усилия фиксации.
По сравнению с традиционным крестообразным тиснением, диагональное тиснение под углом 45° увеличивает площадь контакта с пластиковой подложкой примерно на 30%, повышает сопротивление крутящему моменту на 25-30% и может улучшить стабильность вставки.
Тиснение саржевым способом под углом 45° против тиснения крест-на-крест
Они существенно различаются по механическим характеристикам, и эти различия, скорее всего, повлияют не только на силу фиксации, которую обеспечивает вставка, но и на срок её службы. Подробное сравнение приведено ниже:
| Тип тиснения | Механическая структура | Скорость увеличения контактной зоны | Скорость увеличения крутящего момента | Максимальный крутящий момент для спецификации M5 | Потенциальные риски |
| Тиснение саржевым плетением под углом 45° | Непрерывная спиральная поверхность сцепления, равномерное распределение напряжения. | Примерно 30% | 25%-30% | 5,2 Н·м | Отсутствие значительной концентрации напряжений, пластик менее подвержен растрескиванию. |
| Тиснение крестом | 4 точки концентрации напряжений в окружном направлении | Без повышения | 0 | 4,1 Н·м | Склонность к локальному растрескиванию пластика, быстрое снижение силы запирания. |
Вставки для тиснения саржевым плетением под углом 45 градусов обеспечивают лучшее сцепление с пластиковой подложкой , менее склонны к ослаблению при высоких крутящих моментах, что повышает надежность изделия и снижает процент брака.
Нижняя канавка: ключевая конструкция, предотвращающая осевое разъединение.
В случае осевого вытягивания вставки пластик попадает в область подреза, и таким образом «механическая блокировка» полностью останавливает экструзию.
Рекомендуемый размер: глубина 0,2-0,4 мм и ширина 0,5-1,0 мм. Результаты испытаний показывают, что вставки с подрезами могут повысить прочность на осевое растяжение на 40-60%, поэтому их используют в местах, где ожидается осевое растягивающее усилие.
Процесс холодной прессовки: достижение нулевого зазора благодаря микропластичности латуни.
Процесс холодного прессования повышает точность подгонки. Благодаря способности латуни к удлинению на 15-20% и конструкции с натягом 0,02-0,05 мм, вставка может быть запрессована в предварительно просверленное отверстие в пластике с нулевым зазором.
Этот метод гарантированно предотвратит смещение вставки во время литья под давлением. Поэтому он является хорошим вариантом для высокоточных электронных устройств и способен обеспечить необходимую точность сборки.
Как профессиональные услуги по литью под давлением могут решить проблему перелива материала из латунных вставок во время литья под давлением?
В процессе литья под давлением расплавленный пластик, проникающий в резьбу, часто приводит к сбоям при сборке вставок и утилизации бракованного изделия.
Опытные специалисты по литью под давлением могут полностью устранить эту проблему путем усиления конструкции латунных резьбовых вставок для пластмасс.
Вставка узкого уплотнительного выступа толщиной 0,1 мм на вставке и повышение допуска внутренней резьбы до уровня выше ISO 965-1 (класс 6H) позволит успешно предотвратить попадание расплавленного пластика под высоким давлением в резьбу и, следовательно, повысить выход годной продукции при литье под давлением.
Этап герметизации 0,1 мм: точная блокировка расплавленного под высоким давлением пластика.
На верхней или нижней стороне вставки создается кольцевое отверстие шириной 0,1 мм и высотой 0,05-0,1 мм . После закрытия формы оно плотно прилегает к стальному сердечнику, образуя герметизирующую поверхность и, таким образом, эффективно блокируя расплавленный пластик под высоким давлением.
Это требует чрезвычайно высокой точности обработки: плоскостность ступени 0,005 мм и зазор с пресс-формой 0,01 мм, чтобы предотвратить проникновение расплавленного пластика в резьбовую часть.
Резьбовой фитинг класса 6H с внутренними штифтами: точность определяет предел текучести
Допуск по диаметру шага внутренней резьбы класса 6H составляет от 0 до -0,01 мм , что оставляет очень малый зазор с установочным штифтом пресс-формы, предотвращающий протекание расплавленного клея. Недостаточная точность существенно повышает вероятность протечки.
Эксперименты показывают, что процент брака из-за перелива для прецизионных вставок класса 6H обычно составляет менее 0,5%, тогда как для класса 7H он может достигать 3-5%, что приводит к увеличению производственных затрат.
Столкнулись с проблемами перелива при литье под давлением? Ознакомьтесь с нашими историями успеха, чтобы узнать, как услуги по литью с закладными элементами позволяют снизить процент брака при переливе до менее 0,5%.
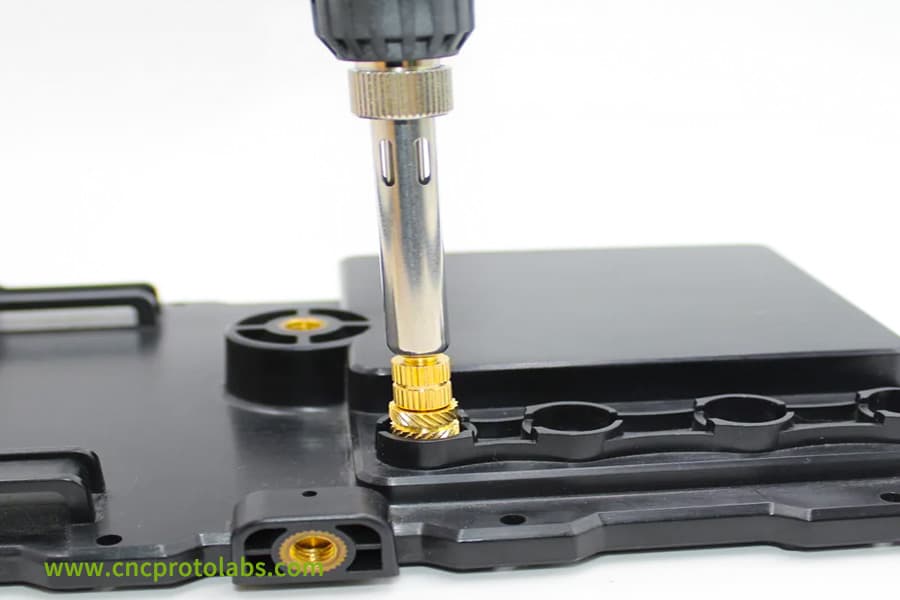
Рисунок 1: Прецизионный инструмент устанавливает латунную резьбовую вставку в черное пластиковое основание — ключевой этап литья с закладными элементами, обеспечивающий чистоту контакта и предотвращающий перелив материала.
Как повысить совместимость резьбовых вставок для пластика с автоматизированными процессами за счет индивидуальной обработки?
Автоматизированная сборка играет важную роль в повышении производительности и одновременно в сокращении трудозатрат. Специализированная обработка помогает предотвратить заклинивание и смещение резьбовых вставок в пластиковых деталях даже во время автоматизированного массового производства.
Изготавливаются вставки по индивидуальному заказу, имеющие полностью симметричную форму и очень четкие характеристики торцевой поверхности , что исключает смещение при подаче материала вибрационным питателем.
В то же время, бессвинцовая обработка латуни идеально совместима с траекториями движения инструмента, снижает износ и соответствует экологическим нормам ЕС.
Использование симметричной конструкции и особенностей торцевой поверхности позволяет полностью исключить смещение при подаче материала.
Как правило, при обработке деталей с асимметричными торцами производительность вибрационного подающего устройства составляет всего 85-90%, возникают проблемы с заклиниванием и смещением , а также это влияет на время работы производственной линии.
Двусторонние симметричные вставки со скошенной на торце фаской 0,2 мм под углом 45° обеспечивают правильное положение вставки независимо от ее ориентации после входа в подающий канал.
Это приводит к увеличению выхода корма более чем на 99,5%, и теперь эти вкладыши совместимы с высокоскоростными автоматическими машинами для встраивания корма.
Обработка латуни без содержания свинца: проблемы и стратегии оптимизации инструмента.
Бессвинцовая латунь — это экологичная альтернатива, но она гораздо тверже поддается механической обработке, чем свинцовая, что приводит к снижению эффективности стружкообразования и увеличению износа инструмента примерно на 20%.
Благодаря оптимизации геометрии инструмента, использованию инструментов с покрытием TiAlN и установке системы микросмазки, срок службы инструмента может быть увеличен с 2000 штук на режущую кромку до 3500 штук на режущую кромку, что позволяет контролировать затраты и соответствовать экологическим стандартам.
Как эффективность теплопроводности латунных резьбовых вставок для пластмасс влияет на производственный цикл термопластичных материалов?
Ключевым фактором, обеспечивающим высокую теплопроводность латунных вставок и позволяющим значительно сократить производственный цикл резьбовых вставок для литья пластмасс под давлением, является то, что она напрямую определяет производительность и стоимость.
Теплопроводность латуни составляет около 120 Вт/м·К, что в 3-4 раза выше, чем у инструментальной стали . Таким образом, тепло быстро рассеивается в пластик, что означает сокращение времени повторного затвердевания на 15-20% и повышение эффективности производства.
Влияние высокой теплопроводности латуни на сокращение времени повторного затвердевания
Если взять за образец изделие из PBT+GF30 толщиной 2 мм, то период охлаждения пластика вблизи вставки оказывается наиболее длительным и составляет 40-50% цикла формования.
При использовании латунных вставок время охлаждения можно сократить с 12 секунд до 9,5 секунд, а общий цикл формования — с 30 секунд до 26,5 секунд. Таким образом, эффективность повышается примерно на 12%.
В то же время, латунные вставки могут повысить температурную стабильность, снизить напряжение и риск растрескивания внутренней части пластика, а также уменьшить количество бракованных изделий.
Для поликарбоната, полипропилена и других материалов: предварительный нагрев вставок для устранения внутренних напряжений.
Аморфные материалы, такие как ПК и ППО, обладают низкой текучестью и весьма чувствительны к внутренним напряжениям.
Значительная разница температур между формовочной вставкой и расплавленным пластиком может привести к неравномерной усадке, растрескиванию из-за напряжения и, в конечном итоге, к увеличению количества бракованных изделий.
Нагрев вставки до 80-120°C приведет к тому, что разница температур составит менее 20°C, изменение внутреннего напряжения на 30-40% и практически ничтожную скорость образования трещин.
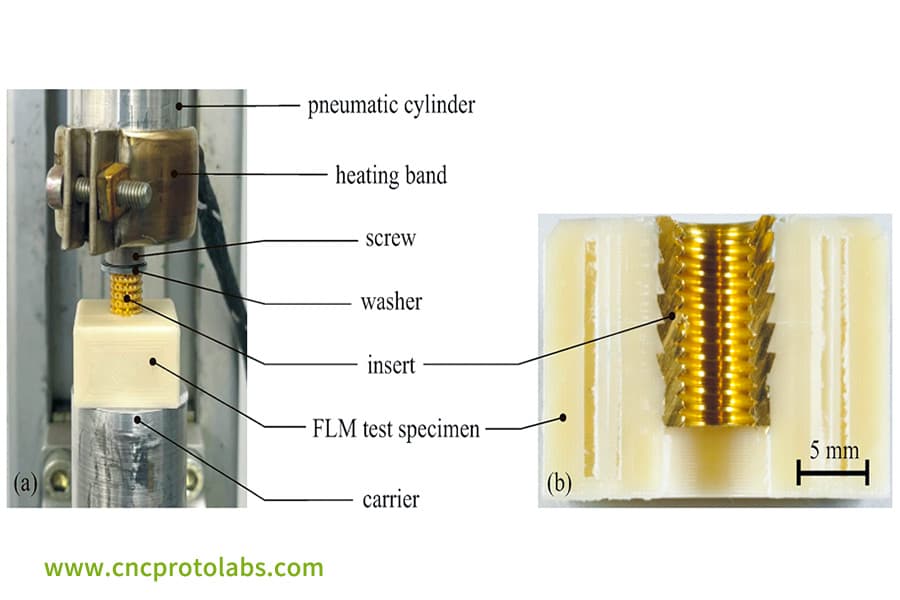
Рисунок 2: Крупный план латунной резьбовой вставки, встроенной в белый пластиковый образец для испытаний, в сопровождении нагревательной ленты и других компонентов, иллюстрирующий установку для оценки теплопроводности.
Какова электрохимическая совместимость резьбовых вставок для алюминия и латуни при сборке из смешанных материалов?
В резьбовых вставках для использования с алюминием контакт поверхности латуни с алюминиевым сплавом может привести к сильной электрохимической коррозии, вызывающей ослабление и выход вставки из строя.
Профессиональная обработка поверхности может полностью устранить эту проблему.
Между тем, слой никеля или олова толщиной 5-8 мкм может создать химически стойкий пассивирующий слой, который не только блокирует электрохимическую реакцию, но и позволяет обоим материалам одинаково сжиматься без ослабления в широком диапазоне температур от -40 °C до 120 °C.
Латунное никелирование/лужение: основной принцип электрохимической пассивации
При контакте латуни и алюминиевого сплава их соединение действует как гальванический элемент, при этом алюминий является анодом и, следовательно, подвергается коррозии, что приводит к ослаблению контакта.
Никелирование позволяет снизить разность потенциалов с 0,5 В до 0,2 В, блокируя электрохимические реакции. Стандартное никелевое покрытие толщиной 5-8 мкм выдерживает испытание в солевом тумане более 96 часов, что соответствует требованиям работы в агрессивных коррозионных средах.
Синхронная усадка в широком диапазоне температур: ключ к предотвращению ослабления крепления.
Известно, что латунь и алюминиевые сплавы имеют несколько разные коэффициенты теплового расширения. В типичном диапазоне рабочих температур от -40 °C до 120 °C разница в усадке оценивается примерно в 0,05 мм на 100 мм длины.
Никелированное покрытие компенсирует эту небольшую разницу. Даже после 500 термических циклов коэффициент сохранения крутящего момента никелированной вставки остается выше 95%, что демонстрирует хорошую стабильность к изменениям температуры.
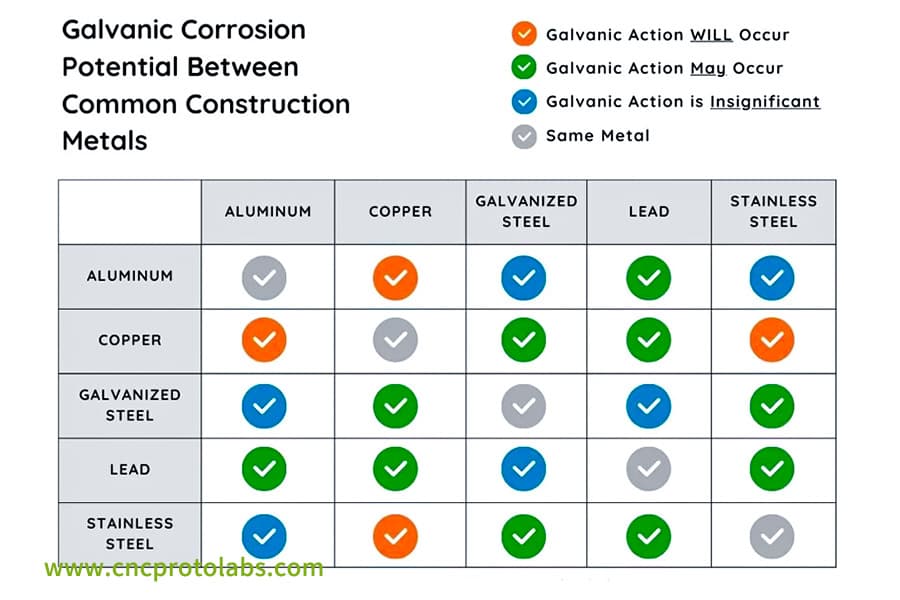
Рисунок 3: Диаграмма под названием «Потенциал гальванической коррозии между распространенными конструкционными металлами», которая оценивает электрохимическую совместимость таких металлов, как алюминий, медь и нержавеющая сталь, что имеет решающее значение для выбора совместимых материалов в сборочных узлах.
Что лучше выбрать: изготовленные на заказ латунные резьбовые вставки или стандартные детали?
С точки зрения общей стоимости жизненного цикла, изготовленные на заказ латунные резьбовые вставки более выгодны, чем стандартные изделия, а также предотвращают любые неполадки, связанные с различиями в размере и характеристиках.
Стандартные детали стоят дешевле за единицу, но они с большей вероятностью приводят к более высокому проценту брака при сборке, и, следовательно, общая стоимость может оказаться выше.
Изготовление деталей на заказ, хотя и обходится на 15-20% дороже, позволяет снизить процент брака с 2% до менее чем 0,2%, что в конечном итоге минимизирует общие затраты.
Анализ затрат: себестоимость комплектующих, изготовленных на заказ, в сравнении со сниженным процентом брака при сборке.
Рассмотрим в качестве примера годовой объем производства в 100 000 единиц продукции. Сравнение затрат выглядит следующим образом, и вы можете наглядно увидеть преимущества деталей, изготовленных на заказ:
| Статья затрат | Стандартные детали | Детали, изготовленные на заказ | Разница в стоимости |
| Цена за единицу (долл. США/штука) | 0,5 | 0,6 | +0.1 |
| Годовая стоимость вкладыша (доллары США) | 50 000 | 60 000 | +10 000 |
| Коэффициент брака | 2% | 0,2% | -1,8% |
| Годовые потери от лома (долл. США) | 10 000 | 1200 | -8,800 |
| Общие годовые затраты (доллары США) | 60 000 | 61,200 | +1,200 |
Общая годовая стоимость деталей, изготовленных на заказ, всего на 1200 долларов выше, чем стандартных деталей, и эта цифра по-прежнему не включает претензии клиентов, ущерб репутации бренда из-за проблем с качеством резьбы, но, конечно, в долгосрочной перспективе это более экономически выгодно.
Возможности компании JS Precision в области прецизионной обработки
Высокоточная механическая обработка — это основополагающий навык при изготовлении нестандартных вставок. Компания JS Precision использует токарные станки швейцарского типа и пятиосевые обрабатывающие центры швейцарского типа для обеспечения точности в пределах 0,005 мм, что позволяет удовлетворять сложные требования к изготовлению нестандартных вставок.
- Многоступенчатые вставки: до 7 ступеней, соосность 0,01 мм, подходят для сложных изделий.
- Тонкие вставки для отверстий: минимальный диаметр отверстия 0,5 мм, соотношение длины к диаметру 15:1 , подходят для прецизионных электронных изделий.
- Специальные вставки для глухих отверстий: регулируемый угол конусности основания, эффективная глубина резьбы в 1,5 раза превышающая номинальный диаметр, что обеспечивает надежное соединение.
Хотите рассчитать общую стоимость изготовленных на заказ латунных резьбовых вставок? Укажите объем производства и ваши требования, и мы предоставим вам бесплатный отчет о сравнении цен.
Пример из практики компании JS Precision: Литье под давлением корпуса ЭБУ: снижение крутящего момента на 95%.
Ниже представлен пример литья под давлением корпуса блока управления двигателем (ЭБУ), в котором с помощью изображений показано, как специально разработанные латунные резьбовые вставки и опыт в области литья под давлением могут устранить проблему потери крутящего момента, снизить затраты и повысить уровень качества.
Возникшие проблемы
Крупный поставщик автомобильных комплектующих производит пластиковые корпуса для электронных блоков управления (ЭБУ) популярных марок автомобилей.
Эти устройства должны выдерживать термические циклы при температурах от -40°C до 125°C, что подразумевает, что резьбовые вставки должны обладать очень высокой способностью удерживать крутящий момент .
Ранее использовались стандартные вставки с крестообразным тиснением, что приводило к серьезным проблемам с уменьшением крутящего момента.
В ходе испытаний на термоциклирование среднее усилие затяжки резьбовой вставки снизилось на 25%, что привело к нарушению герметичности корпуса блока управления двигателем.
Высокотемпературная ползучесть вставок и материала PBT+GF30 привела к снижению осевой растягивающей силы до менее чем 500 Н. Проблемы с вставками привели к проценту брака в 15%, что повлекло за собой убытки в размере 50 000 долларов в месяц и претензию от клиента.
Решение
Устранив болевые точки клиентов, мы разработали комплексное решение для литья под давлением с резьбовыми вставками, которое оптимизировало все аспекты, от конструкции и материала вставки до модификации технологического процесса:
1. Оптимизация вставок: Мы заменили стандартные резьбовые вставки на изготовленные на заказ латунные резьбовые вставки, изменили тиснение на диагональный рисунок под углом 45° (соответствующий стандарту DIN82), а для повышения крутящего момента и осевой прочности на растяжение была добавлена нижняя канавка глубиной 0,3 мм.
2. Материалы и обработка поверхности: В качестве материала была выбрана латунь C3604, а также применено никелирование толщиной 5 мкм. Электрохимическая коррозия была предотвращена с помощью теплоотводов из алюминиевого сплава.
3. Корректировка процесса: Для минимизации термического удара во время литья с закладными элементами температура закладных элементов повышается до 120 °C.
4. Точный контроль: Для обеспечения точной сборки мы увеличили допуск на внутреннюю резьбу с 6H до 5H.
Окончательные результаты
После оптимизации коэффициент снижения крутящего момента уменьшился с 25% до 5% , а осевое натяжение оставалось стабильным на уровне более 750 Н.
Процент брака встроенных деталей снизился с 15% до 0,8%, что привело к ежемесячному сокращению потерь от брака примерно на 47 000 долларов.
Это позволяет клиентам сэкономить в общей сложности 220 000 долларов в год и увеличить количество последующих заказов на 30%.
Ваш продукт также сталкивается с такими проблемами, как выход из строя резьбовых вставок и снижение крутящего момента? Отправьте требования к вашему проекту , чтобы получить резьбовые вставки для литья пластмасс под давлением, изготовленные по индивидуальному заказу, аналогичному тому, что представлен в этом примере.
Часто задаваемые вопросы
В1: Существуют ли какие-либо требования к пластиковому материалу, используемому при литье с резьбовыми вставками?
В принципе, подходят большинство термопластов (например, PA, PBT, PC, PP) и некоторые термореактивные пластмассы. Окончательный выбор зависит от конструкции вставки и совместимости используемых материалов. Для получения точных рекомендаций по подбору материала вы можете поделиться моделью пластика.
В2: Как обеспечить неподвижность резьбовой вставки во время литья под давлением?
Фиксация вставки с помощью штифтов пресс-формы, проектирование нижней части вставки со скошенной кромкой, а также регулировка давления и скорости впрыска позволяют надежно закрепить вставку на месте даже в условиях литья под высоким давлением.
Вопрос 3: Насколько устойчивы к коррозии латунные резьбовые вставки?
Как правило, непокрытая латунь обладает низкой коррозионной стойкостью, но покрытие слоями никеля или олова может значительно повысить ее устойчивость к солевому туману и электрохимической коррозии, удовлетворяя требованиям большинства промышленных сред.
Вопрос 4: Каков максимальный крутящий момент для резьбовых вставок из пластика?
Максимальный крутящий момент варьируется в зависимости от размеров вставки, рисунка тиснения и пластиковой матрицы. Например, вставка M4 из PBT+GF30 может выдерживать 3-4 Нм. Также можно выполнить индивидуальное тиснение для получения еще более высоких значений.
В5: Можете ли вы обрабатывать резьбовые вставки из бессвинцовой латуни?
Действительно, мы обладаем опытом в прецизионной обработке бессвинцовой латуни (например, CW511L, C69300), а также модифицируем траектории движения инструмента для уменьшения его износа и соблюдаем экологические стандарты, такие как RoHS и REACH.
В6: Каков минимальный объем заказа для услуг по литью под давлением?
Можете быть уверены, что для этапа прототипирования нет минимального количества заказа . Для массового производства мы рекомендуем минимальный объем заказа в 5000 штук для оптимальной экономической эффективности.
В7: Какова толщина покрытия латунных резьбовых вставок для металла?
Обычно толщина никелевого покрытия составляет 5-8 мкм, но может быть увеличена для соответствия таким требованиям, как испытания в солевом тумане.
В8: Как выбрать подходящие резьбовые вставки для алюминия для моего проекта?
Краткое содержание
Надежные соединения между пластиком и металлом по-прежнему в основном зависят от изготовленных на заказ латунных резьбовых вставок. Они не только решают проблемы, связанные с отказами резьбовых соединений, но и помогают повысить эффективность производства и снизить общие затраты на протяжении всего жизненного цикла.
Будь то тиснение саржевым плетением под углом 45 градусов, этап герметизации 0,1 мм, высокая теплопроводность латуни или никелирование для защиты от коррозии — каждая внесенная вами индивидуальная настройка дизайна поможет вам избежать производственных проблем и повысить конкурентоспособность вашей продукции.
Если вам нужны надежные услуги по изготовлению вставок методом литья под давлением или изготовление латунных резьбовых вставок на заказ, свяжитесь с нами .
Наша высококвалифицированная инженерная команда будет оказывать вам поддержку на каждом этапе, от оптимизации конструкции до массового производства, гарантируя прочность и надежность вашей продукции даже в суровых условиях.

Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания JS Precision Services не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть JS Precision. Ответственность за запрос ценового предложения на детали лежит на покупателе. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда JS Precision
JS Precision — ведущая компания в отрасли , специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы и обслуживаем более 5000 клиентов. Наша специализация — высокоточная обработка на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповка металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирая JS Precision , вы выбираете эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.cncprotolabs.com
Ресурс

