

هندسة حقن البلاستيك يحول المواد البلاستيكية الحرارية عالية الأداء (PA66، POM، PC المعدلة) إلى مكونات صناعية دقيقة بتسامح قدره ± 0.05 مم، مما يزيل الفراغات وعلامات الانكماش.
تعمل هذه التقنية على حل المشكلة المتمثلة في أن الإنتاج الضخم للأجزاء عالية القوة والمستقرة الأبعاد يمثل تحديًا من خلال الجمع بين انكماش المواد والقوالب الفولاذية الصلبة (≥52 HRC) مع التحكم في عملية الحلقة المغلقة.
هندسة صب حقن البلاستيك مرجع سريع
|
البعد / المادة القرار |
المعلمات التقنية الرئيسية |
الموصى بها العفن الصلب (HRC). |
دعم الدقة JS |
|---|---|---|---|
|
PA66 (GF المقوى). |
جاف عند 80 درجة مئوية لمدة 4 ساعات؛ عمق التنفيس .010.01 مم |
ح13 (52-54) |
تجفيف المجفف المتكامل + تحليل التدفق |
|
بوم (الأسيتال). |
انكماش البلورة يصل إلى 2.0%، عمق فتحة التهوية 0.015 مم |
S136 (مرآة مصقولة) |
تعويض الانكماش + تحجيم التجويف |
|
الكمبيوتر (عالية التأثير). |
لزوجة عالية، حساسة للقص؛ درجة حرارة القالب 80-120 درجة مئوية |
NAK80 / S136 |
التحكم في حرارة القص + تصميم تخفيف الضغط |
النتائج الرئيسية
- مطابقة صلابة القوالب: تتطلب حقن البلاستيك المقوى بالألياف الزجاجية تجاويف قوالب من الفولاذ الصلب مثل H13/S136 (≥52 HRC) بسبب قوى القص العالية للألياف الزجاجية التي تؤدي إلى تآكل شديد للأدوات .
- التعديل المادي: يجب تعديل أبعاد القالب بدقة حسب انكماش الراتنج الناتج عن التبلور، ويجب اعتماد مفتاح الضغط متعدد المراحل لتقليل فراغات الانكماش.
- التحكم في التدفق: يبلغ عمق التنفيس 0.01-0.015 مم فقط . تتم موازنة البوابة والعداء من خلال موازنة نظام العداء ويتم إجراء تحليل تدفق القالب.
لماذا الاعتماد على خدمات صب الحقن المخصصة من JS Precision؟
من خلال خبرة مجموعتنا ومعرفة 15 عامًا من هندسة قوالب حقن البلاستيك، يجب على المرء أن يعلم أن موردي خدمات قولبة الحقن المخصصة الجيدين حقًا هم أولئك الذين يتتبعون البيانات الهندسية ثلاثية الأبعاد (المعالجة المسبقة للمواد، واختيار فولاذ القالب، ومعالجة الحلقة المغلقة) ، علاوة على الاعتماد على طريقة التجربة والخطأ القائمة على الخبرة.
على سبيل المثال، في مشروع تطوير مبيت المضخة لمعالجة المياه الصناعية باستخدام PA66-GF30، لوحظ أن مسامية المادة بعد قولبة الحقن كانت 8.2% بدون معالجة مسبقة مع التجفيف . كما كانت قوة الشد أقل بنسبة 32% من القيمة النظرية في هذه الحالة.
الأيزو 9001:2015 ، نظام إدارة الجودة، يذكر بوضوح ما يلي: إنشاء آلية تسجيل معلمات يمكن تتبعها لعملية الإنتاج الضخم للمكونات المقولبة بالحقن والاحتفاظ ببيانات وإجراءات العملية الرئيسية حتى نهاية دورة حياة المنتج.
للوفاء بمتطلبات المعيار، نقوم بتنفيذ محاكاة الانكماش متباين الخواص واختبار محتوى رطوبة المادة قبل فتح القالب، لكل مشروع، لإزالة انحرافات الإنتاج الضخم المحتملة. أصبحت هذه العملية الآن جزءًا من قاعدة بيانات التسليم لمشاريع اللدائن الهندسية JS Precision 180+.
قم بتنزيل دليل المعالجة المسبقة لمواد حقن البلاستيك واختيار القالب لفهم معلمات التجفيف وقواعد مطابقة قوالب الفولاذ ولتقييم جدوى خدمة قولبة الحقن المخصصة مسبقًا.
كيفية تقييم الخصائص الفيزيائية لاختيار المواد لقولبة الحقن؟
اختيار المواد لصب الحقن ينبغي إعطاء الأولوية لتقييم قوة الشد، ومقاومة الزحف، ودرجة حرارة التشوه الحراري (HDT) ، ومعدل الانكماش متباين الخواص لتتناسب مع متطلبات العمل للأجزاء الصناعية ذات التحميل العالي. يجب أن يكون مفهوما أن إحدى المواد قد لا تعمل بشكل جيد مع مادة أخرى حتى لو تم وضعها في نفس حالة العمل، وغالبًا ما يعني الفشل في الاختيار الصحيح الحاجة إلى استبدال الأجزاء بشكل متكرر ومشاكل أخرى باهظة الثمن .
أبعاد تقييم الأداء الأساسي
- PA66-GF30: تحقق من قوة الشد ASTM D638 أولاً (≥180MPa) ثم درجة حرارة التشوه الحراري ASTM D648 (≥250 درجة مئوية) للتأكيد. من المعروف أن الألياف الزجاجية تسبب انكماشًا متباين الخواص والذي سيعطي فقط حوالي 1/3 من معدل الانكماش في اتجاه التدفق مقارنة بالاتجاه الأفقي.
- POM: ركز على الاحتكاك المنخفض المتأصل في المادة ومقاومتها للتآكل. يجب أن يكون حجم التآكل بعد الفرك لفترة طويلة ≥0.1mm³/N·m. نظرًا لمستوى التبلور العالي جدًا ، يجب تصميم القالب بحيث يسمح بالانكماش بنسبة 2.0% تقريبًا.
- الكمبيوتر الشخصي: تتمثل النقاط الرئيسية لهذا البوليمر في قدرته على امتصاص كمية كبيرة من طاقة التأثير وأيضًا كيفية تفاعله مع قوى القص. يجب أن تكون درجة حرارة التشوه الحراري لا تقل عن ≥125 درجة مئوية عند تحميلها إلى 1.85 ميجاباسكال . تكون المناطق ذات الجدران الرقيقة في الكمبيوتر الشخصي عرضة لارتفاع درجة حرارة القص الذي يؤدي إلى التدهور، ولهذا السبب يجب التحكم في سرعة الحقن بعناية في الكمبيوتر الشخصي.
التحكم في المخاطر في المعالجة المسبقة للمواد:
سيؤدي عدم تجفيف المادة بشكل كافٍ إلى تحلل PA66 وحرق قطع الكمبيوتر الشخصي . تستخدم JS Precision مزيل الرطوبة للتجفيف الفراغي لتجفيف PA66 عند 80 درجة مئوية، لأكثر من 4 ساعات متواصلة، مما يؤدي إلى نقطة الندى ≥-40 درجة مئوية، ويتم الحفاظ على محتوى رطوبة المواد الخام بشكل صارم أقل من 0.05% . قوة الشد للجزء المصنوع من PA66 والتي لم يتم تجفيفها بدرجة كافية ستنخفض بنسبة تزيد عن 30% بعد القولبة بالحقن.

الشكل 1: كريات بلاستيكية هندسية ملونة مختلفة في أنابيب الاختبار.
كيفية منع الانكماش والاعوجاج للأجزاء البلاستيكية عالية القوة؟
تجنب تشوه أجزاء بلاستيكية عالية القوة يبدأ من مرحلة التصميم بضمان سمك جدار موحد، وتجنب الزوايا الحادة وتوفير حواف مستديرة، وتعويض أبعاد القالب على أساس قانون انكماش التبلور. يمكن إزالة الأسباب الجذرية للانكماش والاعوجاج من التصميم نفسه . بالرغم من ذلك، في الحالات العملية، حتى لو كان سمك الجدار يختلف بأكثر من 25%، يمكن للمرء ضبط معلمات العملية لتأثير أقل فقط.
الأسباب المادية للانكماش والاعوجاج:
سيؤدي التغيير المفاجئ في سمك الجدار إلى تجميد الطبقة السطحية أولاً، بينما سيظل القلب قادرًا على الانكماش مما يؤدي إلى ضغوط الشد. قد تؤدي انحرافات سمك الجدار التي تتجاوز 15% إلى تعريض موقع معين للانكماش بنسبة 80% تقريبًا.
ثلاث قواعد للتحكم الكمي
تتطلب خدمة صب البلاستيك الهندسية ثلاثة ضوابط كمية من نهاية التصميم:
- حساب تعويض تجويف القالب:
يتم تحديد حجم تجويف القالب بالصيغة Dm = Dp (1 + S) + Dp×S². (Dm - أبعاد تجويف القالب. Dp - الحجم المطلوب للجزء. S - معدل الانكماش الفعلي للمادة). ضع في اعتبارك أيضًا تقوية الألياف التي تعد مصدرًا لتباين الخواص. بالنسبة للبوليمرات شبه البلورية مثل POM ، يتم عادةً إضافة 0.3-0.5% إضافية لتعويض الانكماش .
- نسبة سمك جدار الضلع:
لمنع البقع السميكة التي قد تؤدي إلى ظهور علامات الغرق والتواء، يجب ألا تتجاوز سماكة أرضية الضلع 60% من سمك الجدار الرئيسي المتصل . بشكل عام، يجب أن يكون ارتفاع الضلع 3 أضعاف سمك الجدار. سيؤدي الارتفاع الزائد إلى صعوبة التعبئة.
- بوابة القص وتوازن الضغط:
إن تنفيذ نسبة L/T للعداء هو نقطة البداية عندما يتعلق الأمر بـMoldflow . ثم ينبغي ترتيب البوابات بحيث يتم توزيع الضغط بالتساوي. لتحقيق توازن الضغط عن طريق تعديل وقت تجميد البوابة، يجب أيضًا مراعاة الاحتفاظ بتوزيع الضغط المتساوي على الأقل بعد تجميد البوابة. إذا كانت نسبة L/T أكثر من 100:1 فقد تحتاج إلى المزيد من البوابات.
ويعني هذا بشكل أساسي أن القوالب لم تعد تعتمد على الأبعاد الجزئية فحسب، ومن الضروري عمل تعويض مستطيل إضافي للتصميم للسماح بانحرافات الألياف الزجاجية. وبدون هذا البدل، فإن الأجزاء البلاستيكية المصنوعة من الألياف الزجاجية ذات الجدران السميكة ستتقلص حتما.
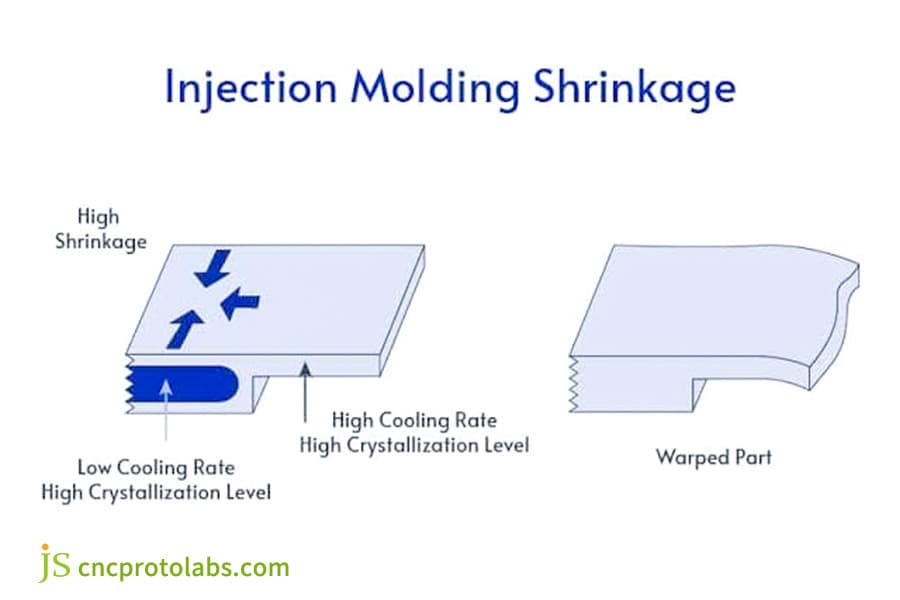
الشكل 2: رسم تخطيطي يوضح انكماش صب الحقن.
ما هي إرشادات سوق دبي المالي غير القابلة للتفاوض لتصميم المكونات البلاستيكية المخصصة؟
ال تصميم مكونات بلاستيكية مخصصة يجب أن تتوافق تمامًا مع زاوية المسودة ونسبة سمك الضلع ومواصفات نصف قطر الزاوية وفقًا للمعايير الكمية لضمان تفكيك سلس وقوة هيكلية دون التسبب في عيوب الإنتاج الضخم . إن كسر هذه المعايير هو السبب الرئيسي لإعادة صياغة القالب.
الخطوط الأساسية المادية العامة لسوق دبي المالي:
- زاوية المسودة: بحد أدنى 1°-2° للفتحات الداخلية والأسطح الخارجية. 1 درجة لكل 10 ميكرومتر من العمق في حالة الأنسجة - للحفاظ على الخدوش الناتجة عن القذف تحت السيطرة. لكي تكون على الجانب الأكثر أمانًا، بالنسبة للتجاويف العميقة (> 30 مم)، يجب ألا تقل زاوية المسودة عن 1.5 درجة.
- تخفيف التوتر عن طريق تقريب الزوايا: يتم حظر الحواف الحادة في الزوايا القائمة. يجب أن يفي نصف قطر الزاوية الداخلية R وسمك الجدار الرئيسي T بـ R/T≥0.25 لمنع التشققات تحت الضغط. بالنسبة للمواد المقواة بالألياف الزجاجية، يوصى بـ R/T≥0.4.
- سمك الجدار الموحد: يجب أن تكون التغييرات الجذرية في سمك الجدار محدودة بنسبة 15%. يجب أن تكون المناطق السميكة مجوفة ومعززة لتجنب التحول الحراري للمركز. قم بإعداد منطقة انتقال تدريجي إذا كان الفرق في سمك الجدار في المقاطع المجاورة أكثر من 0.5 مم.
قائمة مراجعة سوق دبي المالي الدقيقة لفتح القالب المسبق:
ستغطي مراجعة فريق التصميم زاوية المسودة، وسطح الفصل، ومواضع دبوس القاذف، وتنبؤات خط اللحام، والتي يمكن أن تتوقع 98% من عيوب التصميم المحتملة. بالنسبة لتحليل سوق دبي المالي، فإننا نجمع بين SolidWorks وMoldflow.
قم بتحميل رسوماتك ثلاثية الأبعاد للحصول على تقرير مراجعة مجاني لتصميم المكونات البلاستيكية المخصصة في سوق دبي المالي وتحديد مشاكل التصميم المحتملة مسبقًا.
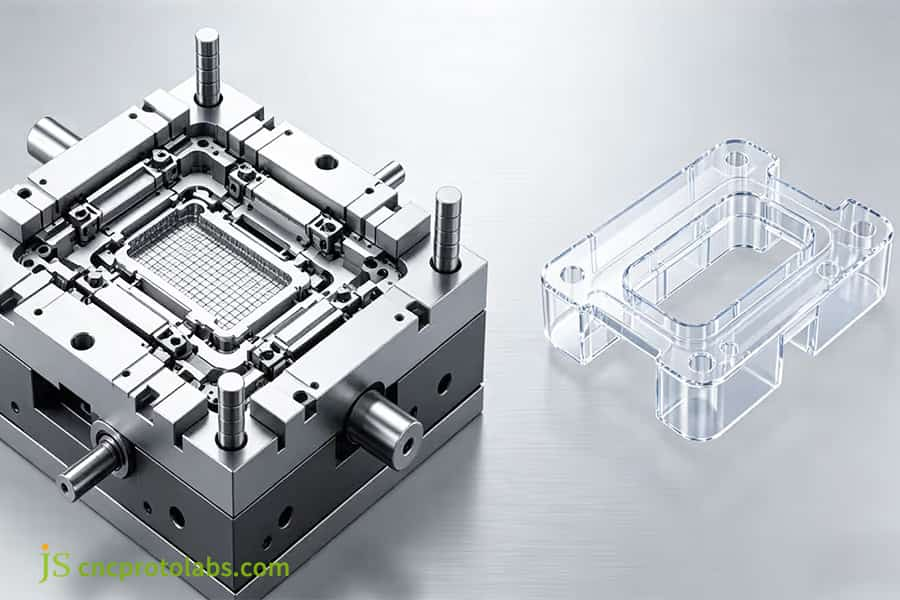
الشكل 3: الأجزاء البلاستيكية الشفافة وقالب الحقن.
كيف يمكن تحقيق التفاوتات الدقيقة من خلال خدمة صب الحقن المخصصة؟
لتحقيق تفاوتات دقيقة للغاية تبلغ ±0.05 مم خدمة صب الحقن المخصصة (± 0.02 مم في مواضع التزاوج المحلية)، فهو يساعد على التنسيق والتحكم في دقة معالجة القالب، واستقرار درجة حرارة القالب، ومعلمات ضغط الحقن متعدد المراحل . جميع هذه العناصر مترابطة، وفقدان السيطرة على أي منها يؤدي إلى انحرافات الأبعاد.
التحكم في معالجة القالب بدقة فائقة:
يتم تشكيل تجاويف القالب باستخدام مزيج من الأسلاك البطيئة EDM والمرايا EDM، مع الحفاظ على التسامح عند ± 0.005 مم. بالنسبة لمواد القالب، يتم اختيار الفولاذ المقسى على الأقل 52 HRC بحيث يتم منع تشوه القالب بسبب الضغط العالي. يتم الحفاظ على خلوص إدخال القالب الذي يقل عن 0.01 مم لمنع الوميض.
التحكم في درجة حرارة القالب والحقن في حلقة مغلقة:
- درجة حرارة العفن حلقة مغلقة:
يتم استخدام سخان درجة حرارة الزيت الأوتوماتيكي الذي يحافظ على فرق درجة الحرارة بين العداء والتجويف عند الحد الأدنى ±1 درجة مئوية ، مما يضمن أن معدلات الانكماش هي نفسها وأن المواد البلورية مثل POM متوازنة بشكل جيد. عندما يتجاوز تقلب درجة حرارة القالب ±2 درجة مئوية، فإن أبعاد المادة البلورية يمكن أن تصل إلى 0.05 مم.
- ضغط الحقن يحمل حلقة مغلقة:
يتم تركيب مستشعر ضغط التجويف عالي الحساسية على آلة التشكيل بالحقن ذات الحلقة المغلقة التي تعمل بالضغط. سوف يتغير الاحتفاظ بالضغط بالميكروثانية عندما يتصلب المصهور للتخلص من أي اختلافات في حجم الانكماش الحراري . سيكون لنقطة تبديل الضغط الدقيقة تأثير مباشر على الانكماش والالتواء.
آيزو 20457:2018 (التفاوتات المسموح بها للأجزاء البلاستيكية المقولبة): يجب أن تتطابق الأجزاء البلاستيكية المقولبة المملوءة بالألياف الزجاجية مع نطاق الأبعاد من خلال التفاوتات، ويجب تعويض الانكماش متباين الخواص بتفاوت إضافي قدره 0.01 إلى 0.02 مم.
نقوم بتنفيذ التعديلات الدقيقة للعينة الأولى بناءً على هذا المعيار بحيث يتم ضمان دقة التسليم.
اتصل بمهندسينا للحصول على تحليل وتقييم تدفق القالب مجانًا للتحقق من جدوى التسامح مع خدمة قولبة الحقن المخصصة لديك.
كيفية منع تآكل الأدوات وتآكلها في قوالب حقن البلاستيك الهندسية؟
تنتج الألياف الزجاجية ومثبطات اللهب أبخرة حمضية في قوالب حقن البلاستيك، مما يؤدي إلى التآكل الميكانيكي والتآكل الكيميائي للقالب. يعد استخدام سبائك الفولاذ شديدة الصلابة مع المعالجة السطحية أمرًا ضروريًا لإطالة عمر القالب. إن طول عمر القالب هو انعكاس مباشر لتكلفة إنتاج السلعة.
آليات تآكل العفن والتآكل
عندما تتعرض الألياف الزجاجية لقوى قص مكثفة، فإنها تؤدي إلى كشط تجويف القالب وتعمل مثل ورق الصنفرة. تقوم مثبطات اللهب أيضًا بتفريغ الأبخرة الحمضية مثل حمض الهيدروكلوريك عند تسخينها إلى درجات حرارة عالية، مما يؤدي إلى تآكل سطح الفولاذ . يقوم الفولاذ P20 العادي (HRC30) بتطوير الفلاش بعد 100000 دورة قالب . تعتبر أجزاء الألياف الزجاجية أقل متانة، لأنها تصل إلى الحد الأقصى بشكل أسرع. منطقة البوابة هي نقطة العطل، ويؤدي التآكل إلى سماكة فلاش تصل إلى 0.05 مم في الأجزاء البالية.
اختيار قوالب الصلب وحلول معالجة الأسطح
|
درجة الصلب |
الصلابة (HRC). |
ارتداء الحياة (دورات). |
مقاومة التآكل |
|---|---|---|---|
|
ص20 |
28-32 |
<100 ألف |
فقير |
|
H13 (مروي). |
52-54 |
~ 300 ألف |
واسطة |
|
S136 (مصقول). |
52-54 |
~500 ألف |
عالي |
|
S136 + بي في دي |
54-56 |
> 800 ألف |
ممتاز |
قمنا بمقارنة نتائج تتبع البيانات من 800000 دورة إنتاج. اتضح أن تآكل البوابة للفولاذ المطلي S136 + PVD لا يمثل سوى سُبع تآكل الفولاذ H13 غير المطلي . وهذا يوفر عليك حوالي 12000 دولار من تكلفة فتح القالب الثانوي لكل مجموعة قوالب. لذا فإن تكوين S136 + PVD مهم جدًا للكميات الكبيرةخدمة صب البلاستيك الهندسية .
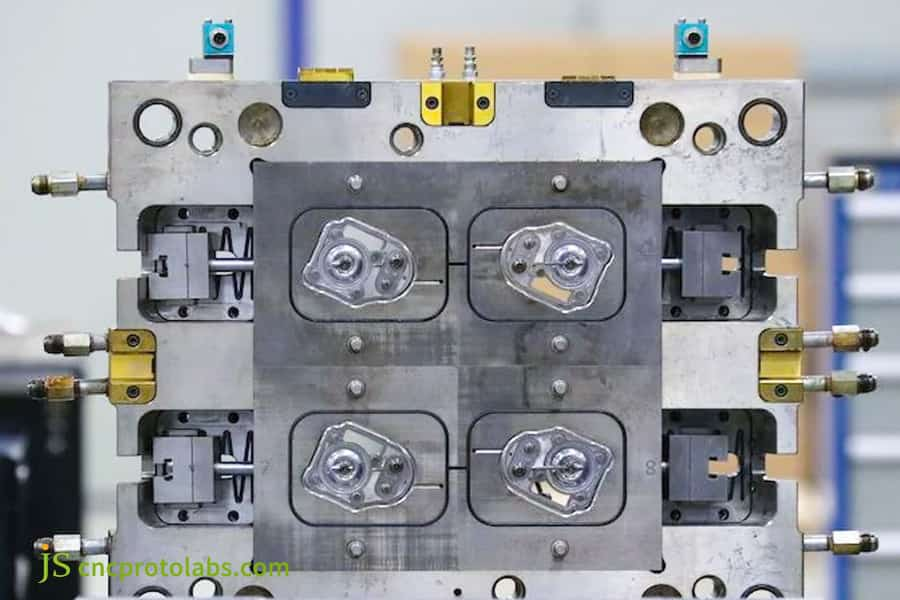
الشكل 4: قالب حقن الفولاذ المقاوم للصدأ في المصنع.
كيفية حساب تجاويف القالب وقوة التثبيت لإنتاج الحقن بكميات كبيرة؟
يجب اتخاذ القرار بشأن عدد التجاويف والحمولة المطلوبة لإنتاج حقن كبير الحجم من خلال حساب عائد الاستثمار الذي يأخذ في الاعتبار عوامل المساحة المتوقعة وضغط التجويف وكمية الإنتاج السنوية، وبالتالي يجب موازنة تكاليف الاستثمار الأولية من جهة وتكلفة وحدة العناصر المنتجة من جهة أخرى. إن اختيار التجويف غير الصحيح يعني أن النتيجة الوحيدة ستكون قوالب خاملة أو عدم كفاية الإنتاج.
منطق حساب قوة تثبيت القالب:
قوة تثبيت القالب المطلوبة = المساحة المتوقعة للجزء (سم²) × ضغط الحقن (35-50 ميجا باسكال للبلاستيك الهندسي المتوسط داخل التجويف)
هذه صيغة تتضمن عامل أمان بنسبة 15% لمنع الوميض. مع المواد المقواة بالألياف الزجاجية، يوصى باستخدام الحد الأعلى (الضغط العالي) لأن لزوجة ذوبانها أعلى.
تجويف العائد على الاستثمار وتحليل التعادل
صيغة تكلفة الوحدة: تكلفة الوحدة = تكلفة القالب / الحجم الإجمالي + تكلفة اللقطة الواحدة. مقارنة نقاط التعادل لأرقام تجويف مختلفة:
|
عدد التجويف |
تكلفة القالب الأولية ($) |
تكلفة الوحدة ($) |
حجم التعادل السنوي (قطعة) |
|---|---|---|---|
|
1-التجويف |
3000 |
1.20 |
- |
|
2-التجويف |
4800 |
0.75 |
50.000 |
|
4-التجويف |
8500 |
0.48 |
80.000 |
مثال على حساب حمولة إغلاق القالب
بأخذ مساحة مسقطة 200 سم² وضغط تجويف داخلي 45 ميجا باسكال كمثال، الحمولة المطلوبة = 200 × 45 / 1000 × 1.15 ≈ 10.4 طن. تم بالفعل اختيار آلة بوزن 120 طنًا. اختيار الحمولة ل إنتاج الحقن بكميات كبيرة يحتاج إلى الاحتفاظ بهامش أمان بنسبة 15%، مع الأخذ في الاعتبار شوط القذف وحجم القالب.
دراسة حالة JS Precision: التخلص من خطوط اللحام والمسامية في أغلفة المضخات المخصصة المصنوعة من النايلون
واجهت شركة مصنعة معروفة لمعدات معالجة المياه الصناعية مشكلة إنتاجية تتمثل في الإنتاج الضخم لمضخة PA66 المقواة بالألياف الزجاجية بنسبة 30%. كانت منتجات المورد السابق تفشل باستمرار عند خطوط اللحام تحت الضغط، وتبين أن جزءًا كبيرًا من المادة به مسامية داخلية. أدت هذه المشكلات إلى معدل خردة بنسبة 22% وتأخير خطير في تسليم الماكينة بأكملها. لقد فشل العميل في تبديل الموردين ثلاث مرات .
الصعوبات التي يواجهها العميل وتحليل المشكلة
- المشكلة: فشلت خطوط اللحام في مبيت المضخة PA66-GF30 تحت الضغط، وظهرت مسامية داخلية كثيفة، ووصل معدل الخردة إلى 22%.
- السبب الجذري: فقط ذرب مباشر واحد على جانب واحد من التجويف، مما أدى إلى ذوبان أمامي بطيء وضغط ضعيف عند التقارب، مما تسبب في ضعف قوة خط اللحام، ونظام عادم سيء يسمح باحتجاز الغاز، مما تسبب بدوره في المسامية . أشار تحليل تدفق القالب إلى أن درجة الحرارة في منطقة خط اللحام كانت أقل بـ 35 درجة مئوية من درجة حرارة المادة الرئيسية.
حل JS الدقة
للتغلب على هذه التحديات المتعلقة بخط اللحام والمسامية في منزلك الأجزاء البلاستيكية الهندسية المخصصة ، قدمنا هذه الطرق:
- تحسين موقع البوابة: تم تغيير البوابة من بوابة مباشرة أحادية الجانب إلى بوابة دائرية مركزية بناءً على محاكاة ملء السوائل مما أدى إلى نقطة تقارب متوازنة للعداء . ونتيجة لذلك، تم نقل موضع خط اللحام إلى منطقة خالية من الإجهاد.
- تصميم نظام العادم: تم تشكيل نقطة الالتقاء الأخيرة لخط اللحام بأخدود عادم بعمق 0.01 مم وعرض 4 مم. كما تم استخدام دبوس القاذف الفراغي للمساعدة في الإخلاء . بعد التعديل، انخفض ضغط التجويف إلى أقل من 10 ملي بار.
- ضغط تثبيت درجة حرارة القالب: تمت ترقية درجة حرارة زيت القالب إلى مستوى أعلى وتم الحفاظ على درجة الحرارة ثابتة عند 95 درجة مئوية. سمح تغيير ضغط الإمساك متعدد المراحل بالتوزيع المتناوب للألياف الزجاجية ومنع منطقة تجميع الراتنج عند خط اللحام.
الدروس المستفادة:
تناولت التجربة الأولى خطوط اللحام فقط عن طريق زيادة سرعة الحقن مما أدى للأسف إلى تفحم المادة محليًا. وإدراكًا لهذا الخطأ على الفور، قام الفريق بعكس الحل عن طريق تقليل معدل القص المحلي وبالتالي رفع درجة حرارة نظام العداء الساخن ودرجة حرارة العفن ، وتم حل المشكلة بطريقة مثالية. يسلط هذا الدرس الضوء على نقطة مفادها أن مشكلات خطوط اللحام هي مسألة معقدة أكثر من كونها علاجًا سريعًا.
النتائج النهائية
- خاصية هيكلية أقوى بنسبة 45% في جزء اللحام.
- معدل خطأ الدفعة يقل عن 0.2٪.
- يتم تقصير وقت التسليم بمقدار 15 يومًا.
تعليقات العميل: JS Precision ليست مجرد مصنع معالجة، فهي تستوعب الهندسة العميقة. لقد وفر لنا تحسين سوق دبي المالي مئات الآلاف من تكلفة تعديل القالب.
للحصول على حلول تحسين مماثلة لغطاء المضخة من DFM وتقارير القولبة التجريبية، تحميل الرسومات الخاصة بك إلى JS Precision واحصل على تقييم مجاني وعرض أسعار مخصص للأجزاء البلاستيكية الهندسية في غضون 24 ساعة.
لماذا تختار JS Precision كشريك لك في مجال قوالب حقن البلاستيك الهندسية الدقيقة؟
إذا اخترت JS Precision، فسوف تستفيد من استخدام آلات تصنيع عالية الجودة معتمدة من ISO 9001، والحصول على المساعدة في كل مرحلة من مراحل تكنولوجيا تدفق القالب، والحصول على رقابة صارمة على الجودة عالية المستوى لتعزيز القيمة من خلال عملية التصميم والإنتاج الضخم بأكملها. نحن لا نقبل الطلبات وننفذها فحسب، بل نشارك في كل مرحلة مهمة من مراحل تطوير المنتج.
20 عامًا من الخبرة الهندسية وأكثر من 5000 دراسة حالة
نحن نعمل مع جميع أنواع اللدائن الحرارية الهندسية بما في ذلك PA66 PC POM، وPEI. تظهر سجلاتنا أن منتجاتنا تتميز بجدار رفيع جدًا يبلغ 0.8 مم إلى جدار مرتفع جدًا يصل إلى 10 مم من الجدران المجوفة.
تتمثل ميزة قوالب حقن البلاستيك الهندسية لدينا في أننا تعرضنا للعديد من حالات الفشل، وقد قمنا بتجميع قاعدة بيانات تضم أكثر من 300 وضع فشل محتمل حتى نتمكن من اكتشاف المشكلات في وقت مبكر جدًا في مرحلة التصميم. على سبيل المثال بالنسبة للمواد المقواة بالألياف الزجاجية، سيقوم النظام تلقائيًا بالتحقق من مخاطر انفصال الألياف وتحذير تعديل سمك الجدار إذا لزم الأمر.
مرافق الاختبار ومعايير التسليم
- شهادة ISO 9001:2015 ، تقرير فحص كامل لكل وحدة.
- آلة قياس الإحداثيات Zeiss، تفاوت سمك جدار المصنع ±0.01 مم، انحراف التوحيد <3%.
- يتم تقديم DFM + Mouldflow مجانًا مع عرض الأسعار، بما في ذلك توصيات بشأن تعديلات التصميم وتحذيرات مخاطر التصميم.
يتجاوز معيار التسليم الخاص بنا المتمثل في اجتياز القالب التجريبي في المرة الأولى لخدمة صب الحقن المخصصة مجرد القول بأنه يمكن تشكيله. تظهر بياناتنا التاريخية أن معدل النجاح التجريبي الأول للقوالب التي خضعت لتحليل كامل لسوق دبي المالي وتدفق القالب هو 92%، وهو أعلى بكثير من متوسط الصناعة البالغ 65%.
الأسئلة الشائعة
Q1: لماذا يجب أن يخضع PA66 (النايلون) لمعالجة تجفيف صارمة قبل صب حقن البلاستيك الهندسي؟
PA66 (نايلون) عبارة عن لدن حراري شبه بلوري مستقطب للغاية. عند تعريض القالب لمحتوى رطوبة يزيد عن 0.2%، فإن حقن القالب تحت ظروف درجة الحرارة العالية قد يؤدي إلى التحلل المائي الذي يخلق المسام وكذلك التشققات الفضية. كما أنه يتسبب في انخفاض قوة الشد للبلاستيك بنسبة تزيد عن 30%. تقوم JS Precision بالتجفيف بالفراغ عند 80 درجة مئوية لمدة 4 ساعات، وتصل إلى نقطة الندى التي تبلغ -40 درجة مئوية ويتم الحفاظ على مستوى الرطوبة أقل من 0.05%.
Q2: ما هي مستويات التسامح التي يمكن أن تضمنها خدمة صب الحقن المخصصة للمكونات البلاستيكية الهندسية؟
دقة أداة التصنيع باستخدام الحاسب الآلي والأسلاك EDM عند مستوى دقة القالب +/- 0.005 مم. يتم استكماله بآلة التشكيل بالحقن ذات الحلقة المغلقة. يتم الاحتفاظ بانحراف حجم المنتج النهائي بثبات من ±0.02 إلى ±0.05 مم . مع العينة الأولى يأتي تقرير آلة قياس الإحداثيات زايس.
س 3: كيف تؤثر الراتنجات الهندسية المقواة بالألياف الزجاجية (GF) على عمر خدمة أدوات قوالب الحقن؟
نظرًا لأن الألياف الزجاجية التي يتم خلطها في مادة القولبة تتمتع بصلابة عالية جدًا، فيجب أن تؤدي إلى كشط/خدش تجويف القالب في المناطق المتآكلة . تستخدم JS Precision لإنتاج كميات كبيرة من المكونات المصنوعة جزئيًا من الألياف الزجاجية مواد فولاذية H13/S136 بمستويات صلابة لا تقل عن 52HRC. إن المزلقات سهلة الارتداء مطلية بمادة PVD، مما يجعل عمر خدمة القالب يتراوح بين 500000 إلى 1000000 دورة.
س 4: ما هي مواصفات سمك الجدار التي يجب اتباعها في تصميم المكونات البلاستيكية المخصصة للتخلص من علامات الانكماش؟
وينصح بسمك الجدار من 1.5 إلى 3.5 ملم. يجب أن تقتصر التغييرات المفاجئة في سمك الجدار على 15% كحد أقصى. إذا كان التصميم يريد تجنب الجدران السميكة بسبب الانكماش، فإن أحد الحلول الجيدة هو الحصول على أضلاع . لا ينبغي أن يزيد سمك جدار جذر الأضلاع عن 0.6 من سمك الجدار الرئيسي. تقدم JS Precision خدمة DFM (التصميم للتصنيع) مجانًا لتحسين هذه العيوب.
س 5: ما هي العوامل الرئيسية لتوفير التكاليف التي يجب أن تهتم بها لإنتاج الحقن بكميات كبيرة؟
تتغير تكلفة الوحدة مع عدد التجاويف والعداء الذي تم اختياره ودورة التشكيل. تكلف القوالب ذات التجاويف المتعددة أكثر بكثير في البداية، ولكنها على العكس من ذلك، تكون أكثر اقتصادا في تكاليف المعالجة لكل وحدة . تقوم JS Precision بتقصير وقت الدورة عن طريق محاكاة تدفق القالب وتصميم قناة المياه. ونتيجة لذلك، فإنه يصل إلى نقطة التعادل المثالية مع التعامل مع أجزاء الروبوت.
س 6: كيف تحقق JS Precision التحكم في تنفيس القالب في القوالب الدقيقة لمنع حرق الأجزاء والفراغات؟
نقوم بتصميم أخاديد تهوية مختلفة لمواد مختلفة: نختار عمق أخدود تنفيس يبلغ 0.01 مم لـ PA66 لتجنب الفائض ويتم اختيار عمق أخدود التنفيس للكمبيوتر الشخصي بـ 0.02 مم. نحن نستخدم أيضًا نظام تنفيس متعدد الأقسام وعلى مستوى الميكرومتر لضمان إطلاق الغاز بشكل سريع ومستقر أثناء إنتاج عدد كبير من المنتجات.
س 7: ما الذي يجب علي فعله للحصول على عرض أسعار دقيق لقوالب الحقن المخصصة من JS Precision؟
أرسل لنا رسوماتك ثلاثية الأبعاد إما بتنسيقات STP/STEP/IGS، ومواصفات المواد الخاصة بك بما في ذلك نوع المادة ودرجتها، ومواصفات أخرى مثل حجم الإنتاج السنوي ونطاق التسامح . ثم سنقوم بإعداد عرض أسعار متعدد الطبقات لك خلال 12-24 ساعة.
س 8: ما هي الأساليب التي يمكن أن تستخدمها JS Precision للتحقق القابل للتتبع والتحقق المادي لراتنجات البوليمر عالية الأداء؟
قم بالشراء فقط من الوكلاء الشرعيين مثل BASF وDuPont وBayer وما إلى ذلك. عند دخول المصنع، اطلب شهادة شهادة توثيق البرامج واستخدم جهاز اختبار الخصائص الفيزيائية ومحلل الرطوبة لأخذ العينات، مما يؤدي تمامًا إلى التخلص من إعادة التدوير الثانوية للمواد . يمكنك مباشرة تحميل الرسومات للحصول على عرض أسعار، وسوف تستجيب JS Precision بسرعة.
ملخص
للتغلب على الصعوبات في الإنتاج الضخم للمواد البلاستيكية الهندسية عالية الأداء من خلال القولبة بالحقن، من الضروري الاعتماد على أبحاث صارمة في علوم المواد، وتعويض الانكماش الدقيق، والمعلمات الهندسية الأمثل لـ DFM، واختيار فولاذ قالب التبريد الذي يتوافق مع ظروف القص العالية. تمثل التفاصيل الهندسية الموضحة في هذا الدليل المسار الضروري لإنشاء أجزاء بلاستيكية دقيقة وعالية الجودة والثبات .
هل تريد أن تكون جاهزًا للإنتاج الضخم؟ قم بتحميل ملفاتك ثلاثية الأبعاد (STEP/IGS) إلى دقة JS. سيقدم لك فريق المصنع الحاصل على شهادة ISO 9001 في مصنعنا في Dongguan تقريرًا مجانيًا عن DFM وMoldflow والذي يضمن العثور على أفضل حلول الإنتاج الضخم في غضون 24 ساعة .

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. ل خدمات JS الدقيقة ، لا توجد أي إقرارات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة المعلومات أو اكتمالها أو صحتها. تقع على عاتق المشتري مسؤولية تحديد المتطلبات الفنية المحددة و طلب عرض أسعار رسمي للأجزاء . يرجى الاتصال بنا للحصول على مزيد من المعلومات.
فريق الدقة JS
حلول التصنيع المخصصة. مع أكثر من 15 عامًا من الخبرة في خدمة أكثر من 1000 عميل، نحن متخصصون في الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن ، و ختم المعدن . بعد أن نجحنا في تسليم أكثر من 300000 قطعة دقيقة، فإننا نحافظ على معدل تسليم في الوقت المحدد بنسبة 99.2% في جميع المشاريع المخصصة.
تم تجهيز منشأتنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور وحاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملاء B2B في 150 دولة. سواء كنت بحاجة إلى نماذج أولية صغيرة الحجم أو تخصيص واسع النطاق، فإننا ندعم مشروعك بفترات زمنية قصيرة تصل إلى 24 ساعة. يختار الدقة شبيبة لكفاءة وجودة واحترافية لا مثيل لها.
لمعرفة المزيد أو إرسال طلب عرض الأسعار الخاص بك، قم بزيارة موقعنا على الإنترنت: www.cncprotolabs.com
الموارد

