

Moldeo por inyección de plástico de ingeniería. transforma materiales termoplásticos de alto rendimiento (PA66, POM, PC modificados) en componentes industriales de precisión con una tolerancia de ± 0,05 mm, eliminando huecos y marcas de contracción.
Esta técnica resuelve el problema de que la producción en masa de piezas dimensionalmente estables y de alta resistencia sea un desafío al combinar la contracción del material y los moldes de acero endurecido (≥52 HRC) con el control del proceso de circuito cerrado.
Referencia rápida de moldeo por inyección de plásticos de ingeniería
|
Decisión Dimensión / Material |
Parámetros técnicos clave |
Acero para moldes recomendado (HRC) |
Soporte de precisión JS |
|---|---|---|---|
|
PA66 (GF Reforzado) |
Secar a 80°C durante 4h; profundidad de ventilación ≤0,01 mm |
H13 (52-54) |
Secado desecante integrado + análisis de flujo |
|
POM (acetal) |
Contracción de la cristalinidad hasta 2,0%, profundidad de ventilación 0,015 mm |
S136 (pulido espejo) |
Compensación de contracción + dimensionamiento de cavidad |
|
PC (alto impacto) |
Alta viscosidad, sensible al corte; temperatura del molde 80-120°C |
NAK80 / S136 |
Control de calor cortante + diseño de alivio de tensión |
Hallazgos clave
- Igualación de dureza de los moldes: Los plásticos de inyección reforzados con fibra de vidrio requieren cavidades de molde de acero duro como H13/S136 (≥52 HRC) debido a las altas fuerzas de corte de las fibras de vidrio que resultan en un severo desgaste de corte de las herramientas .
- Ajuste físico: Las dimensiones del molde deben ajustarse con precisión según la contracción de la resina debido a la cristalización, y se debe adoptar un cambio de mantenimiento de presión de múltiples etapas para minimizar los huecos de contracción.
- Control del flujo: la ventilación tiene solo 0,01-0,015 mm de profundidad . La compuerta y el corredor se equilibran mediante el equilibrio del sistema de canales y se realiza un análisis del flujo del molde.
¿Por qué confiar en los servicios de moldeo por inyección personalizados de JS Precision?
A través de la experiencia de nuestro grupo y el conocimiento de los 15 años de ingeniería de moldeo por inyección de plástico, uno debe saber que los proveedores de servicios de moldeo por inyección personalizados realmente buenos son aquellos que rastrean datos de ingeniería tridimensionales (pretratamiento de materiales, selección de acero para moldes y proceso de circuito cerrado) , además de confiar en el método de prueba y error basado en la experiencia.
Por ejemplo, en el proyecto de desarrollo de carcasa de bomba para el tratamiento de agua industrial utilizando PA66-GF30, se observó que la porosidad del material después del moldeo por inyección era del 8,2% sin pretratamiento con secado . La resistencia a la tracción también fue en este caso un 32% menor que el valor teórico.
Norma ISO 9001:2015 , Sistema de Gestión de Calidad, menciona claramente: Establecer un mecanismo de registro de parámetros rastreable para el proceso de producción en masa de componentes moldeados por inyección y conservar datos y procedimientos clave del proceso hasta el final del ciclo de vida del producto.
Para cumplir con los requisitos de la norma, llevamos a cabo la simulación de contracción anisotrópica y las pruebas del contenido de humedad del material incluso antes de abrir el molde, por proyecto, para eliminar posibles desviaciones en la producción en masa. Este proceso ahora forma parte de la base de datos de entrega para proyectos de plásticos de ingeniería JS Precision 180+.
Descargue la Guía de selección de moldes y pretratamiento de materiales de moldeo por inyección de Engineering Plastics para comprender los parámetros de secado, las reglas de coincidencia de acero para moldes y evaluar la viabilidad de su servicio de moldeo por inyección personalizado con anticipación.
¿Cómo evaluar las propiedades físicas para la selección de materiales para moldeo por inyección?
Selección de materiales para moldeo por inyección. Debe priorizar la evaluación de la resistencia a la tracción, la resistencia a la fluencia, la temperatura de distorsión por calor (HDT) y la tasa de contracción anisotrópica para cumplir con los requisitos de trabajo de piezas industriales de alta carga. Debe entenderse que es posible que un material no funcione igual de bien con otro incluso si se colocan en las mismas condiciones de funcionamiento; no tomar la decisión correcta a menudo significa la necesidad de reemplazar piezas repetidamente y otros problemas costosos .
Dimensiones para la evaluación del desempeño central
- PA66-GF30: Verifique primero la resistencia a la tracción ASTM D638 (≥180 MPa) y luego la temperatura de distorsión por calor ASTM D648 (≥250 ℃) para confirmar. Se sabe que la fibra de vidrio causa una contracción anisotrópica que sólo dará aproximadamente 1/3 de la tasa de contracción en la dirección del flujo en comparación con la dirección horizontal.
- POM: Céntrese en la baja fricción y la resistencia al desgaste inherentes al material. El volumen de desgaste después de un frotamiento prolongado debe ser ≤0,1 mm³/N·m. Debido a su altísimo nivel de cristalinidad , el molde debe diseñarse de modo que permita una contracción de aproximadamente el 2,0%.
- PC: Los puntos principales de este polímero serían su capacidad para absorber una gran cantidad de energía de impacto y también cómo reacciona a las fuerzas de corte. Debe tener una temperatura de distorsión por calor de al menos ≥125 ℃ cuando se carga a 1,85 MPa . Las áreas de paredes delgadas de la PC son susceptibles a un sobrecalentamiento que resulta en degradación, es por eso que la velocidad de inyección debe controlarse cuidadosamente en la PC.
Control de Riesgos en el Pretratamiento de Materiales:
La falta de secado suficiente del material provocará que el PA66 se hidrolice y el PC se queme . JS Precision emplea un deshumidificador de secado al vacío para secar PA66 a 80 ℃, durante más de 4 horas seguidas, lo que da como resultado un punto de rocío ≤-40 ℃, y el contenido de humedad de la materia prima se mantuvo estrictamente por debajo del 0,05 % . La resistencia a la tracción de una pieza fabricada con PA66 que no se haya secado lo suficiente disminuirá en más de un 30% después del moldeo por inyección.

Figura 1: Varios gránulos de plástico de ingeniería de colores en tubos de ensayo.
¿Cómo prevenir la contracción y la deformación de piezas de plástico de alta resistencia?
evitando la deformación de piezas de plástico de alta resistencia comienza desde la fase de diseño asegurando un espesor de pared uniforme, evitando esquinas afiladas y proporcionando bordes redondeados, y compensando las dimensiones del molde según la ley de contracción de cristalización. Las causas fundamentales de la contracción y la deformación se pueden eliminar desde el diseño mismo . Sin embargo, en casos prácticos, incluso si el espesor de la pared varía en más del 25%, se pueden ajustar los parámetros del proceso sólo con un efecto menor.
Causas físicas de contracción y deformación:
Un cambio repentino en el espesor de la pared congelará primero la capa superficial, mientras que el núcleo aún podrá encogerse, lo que provocará tensiones de tracción. Las desviaciones del espesor de la pared superiores al 15% podrían exponer un lugar determinado a una contracción de casi el 80%.
Tres reglas de control cuantitativo
El servicio de moldeo de plástico de ingeniería requiere tres controles cuantitativos desde el final del diseño:
- Cálculo de compensación de la cavidad del molde:
El tamaño de la cavidad del molde está determinado por la fórmula Dm = Dp (1 + S) + Dp×S². (Dm - dimensión de la cavidad del molde. Dp - el tamaño deseado de la pieza. S - la tasa de contracción real del material). Considere también el refuerzo de fibra, que es una fuente de anisotropía. Para polímeros semicristalinos como POM , generalmente se agrega un 0,3-0,5 % adicional para compensar la contracción .
- Relación de espesor de pared de costilla:
Para evitar manchas gruesas que provocarán marcas de hundimiento y deformación, el piso de nervaduras no debe exceder el 60 % del espesor conectado a la pared principal . En general, la altura de las nervaduras debe ser 3 veces el espesor de la pared. Demasiada altura dificultará el llenado.
- Equilibrio de presión y corte de compuerta:
Realizar una relación L/T de corredor es el punto de partida cuando se trata de Moldflow . Luego, las compuertas deben disponerse de manera que la presión se distribuya uniformemente. Para lograr el equilibrio de presión mediante el ajuste del tiempo de congelación de la compuerta, también considere mantener al menos una distribución de presión igual después de congelar la compuerta. Si la relación L/T es superior a 100:1, es posible que necesite más puertas.
Fundamentalmente, esto significa que los moldes ya no se basan simplemente en las dimensiones de las piezas y es necesario realizar una compensación rectangular adicional al diseño para permitir las desviaciones de la fibra de vidrio. Sin este margen, las piezas de plástico de fibra de vidrio con paredes gruesas inevitablemente se encogen.
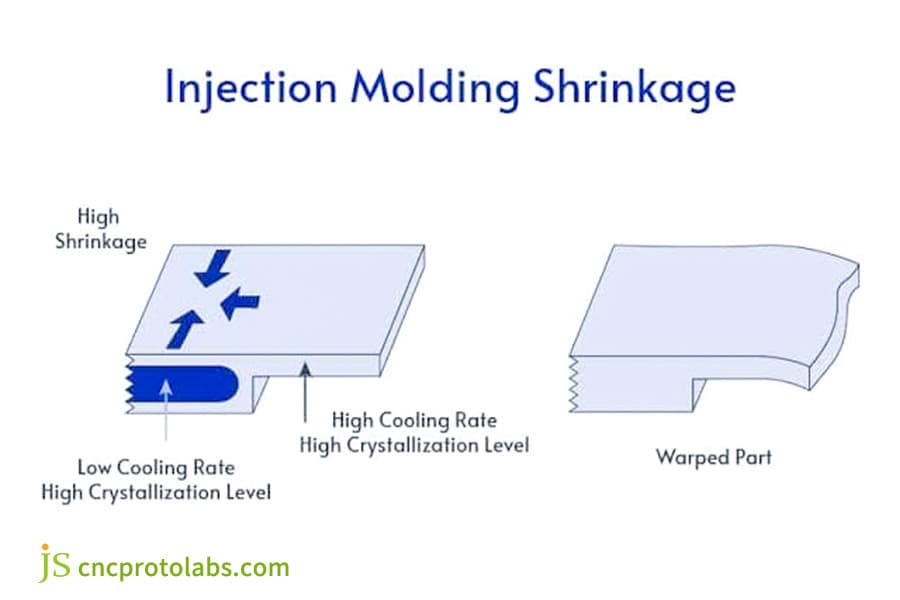
Figura 2: Diagrama que muestra la contracción del moldeo por inyección.
¿Cuáles son las pautas DFM no negociables para el diseño de componentes plásticos personalizados?
El diseño de componentes de plástico personalizados debe cumplir plenamente con las especificaciones de ángulo de inclinación, relación de espesor de nervadura y radio de esquina de los estándares cuantitativos para garantizar un desmoldeo suave y resistencia estructural sin causar defectos de producción en masa . Romper estos estándares es la principal razón para reelaborar moldes.
Líneas de base físicas generales de DFM:
- Ángulo de tiro: un mínimo de 1°-2° para agujeros interiores y superficies exteriores. 1° por cada 10μm de profundidad en el caso de texturas - para mantener bajo control los rayones de expulsión. Para estar más seguro, para las cavidades profundas (>30 mm), el ángulo de inclinación no debe ser inferior a 1,5°.
- Alivio de tensiones mediante redondeo de esquinas: los bordes afilados están prohibidos en ángulos rectos. El radio de la esquina interior R y el espesor de la pared principal T deben satisfacer R/T≥0,25 para evitar grietas bajo tensión. Para materiales reforzados con fibra de vidrio, se recomienda R/T≥0,4.
- Espesor de pared uniforme: Los cambios drásticos en el espesor de la pared deben limitarse al 15%. Las áreas que vayan a ser gruesas deben ahuecarse y reforzarse para evitar el desplazamiento térmico del centro. Configure una zona de transición gradual si la diferencia en el espesor de la pared de las secciones adyacentes es superior a 0,5 mm.
Lista de verificación del DFM de apertura del premolde de JS Precision:
Una revisión del equipo de diseño cubrirá el ángulo de salida, la superficie de separación, las posiciones del pasador expulsor y las predicciones de la línea de soldadura, que pueden anticipar el 98 % de los posibles defectos de diseño. Para el análisis DFM, combinamos SolidWorks más Moldflow.
Cargue sus dibujos en 3D para obtener un informe de revisión de cumplimiento DFM de diseño de componentes de plástico personalizado gratuito e identifique posibles problemas de diseño con anticipación.
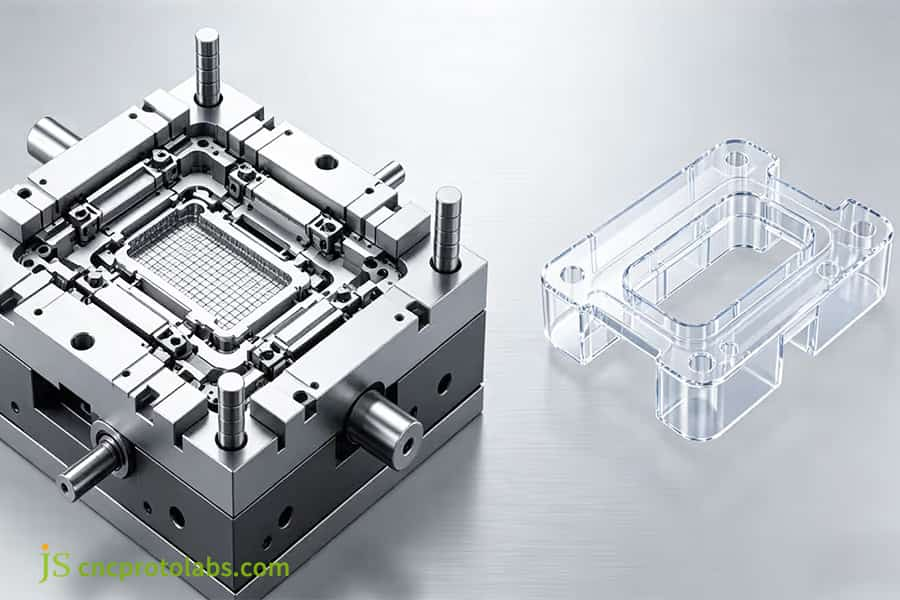
Figura 3: Piezas de plástico transparente y molde de inyección.
¿Cómo lograr tolerancias precisas con un servicio de moldeo por inyección personalizado?
Para lograr tolerancias ultraprecisas de ±0,05 mm con servicio de moldeo por inyección personalizado (±0,02 mm en posiciones de acoplamiento locales), ayuda a coordinar y controlar la precisión del procesamiento del molde, la estabilidad de la temperatura del molde y los parámetros de presión de inyección de múltiples etapas . Todos estos elementos son interdependientes, perder el control de alguno de ellos conduce a desviaciones dimensionales.
Control de procesamiento de moldes de ultraprecisión:
Las cavidades del molde se mecanizan utilizando una combinación de electroerosión por hilo lento y electroerosión por espejo, con una tolerancia mantenida en ±0,005 mm. Para los materiales del molde, se selecciona acero endurecido de al menos 52 HRC para evitar la deformación del molde debido a la alta presión. Se mantienen espacios libres para los insertos del molde de menos de 0,01 mm para suprimir la rebaba.
Control de circuito cerrado de inyección y temperatura del molde:
- Circuito cerrado de temperatura del molde:
Se emplea un calentador automático de temperatura del aceite que mantiene la diferencia de temperatura entre el corredor y la cavidad a un mínimo de ±1 ℃ , lo que garantiza que las tasas de contracción sean las mismas y que los materiales cristalinos como el POM estén bien equilibrados. Cuando la fluctuación de la temperatura del molde supera los ±2 ℃, las dimensiones del material cristalino pueden ser de hasta 0,05 mm.
- Presión de inyección que se mantiene en circuito cerrado:
Un sensor de presión de cavidad de alta sensibilidad está montado en la máquina de moldeo por inyección de circuito cerrado que mantiene la presión. La presión de mantenimiento cambiará en microsegundos cuando la masa fundida se endurezca para eliminar cualquier diferencia en el volumen de contracción térmica . El punto de conmutación de mantenimiento de presión de precisión tendrá un efecto directo sobre la contracción y la deformación.
ISO 20457:2018 (Tolerancias para piezas de plástico moldeadas): Las piezas moldeadas de plástico de ingeniería rellenas de fibra de vidrio deben coincidir con el rango dimensional a través de las tolerancias, la contracción anisotrópica debe compensarse con una tolerancia adicional de 0,01 a 0,02 mm.
Realizamos ajustes precisos de las primeras muestras basados en esta norma para garantizar la precisión de la entrega.
Póngase en contacto con nuestros ingenieros para obtener un análisis y una evaluación gratuitos del flujo del molde para verificar la viabilidad de la tolerancia de su servicio de moldeo por inyección personalizado.
¿Cómo prevenir el desgaste y la corrosión de las herramientas en el moldeo por inyección de plásticos de ingeniería?
La fibra de vidrio y los retardantes de llama desprenden vapores ácidos en el moldeo por inyección de plástico, que provocan desgaste mecánico y corrosión química del molde. El uso de acero aleado altamente endurecido combinado con un tratamiento superficial es esencial para prolongar la vida útil del molde. La longevidad del molde es un reflejo directo del coste de producción del artículo.
Mecanismos de corrosión y desgaste del molde
Cuando la fibra de vidrio se expone a intensas fuerzas de corte, desgasta la cavidad del molde y funciona como papel de lija. Los retardantes de llama también liberan vapores ácidos como el HCl cuando se calientan a altas temperaturas, lo que provoca la corrosión de la superficie del acero . El acero P20 ordinario (HRC30) desarrolla rebabas después de 100.000 ciclos de molde . Las piezas de fibra de vidrio son aún menos duraderas, ya que alcanzan el límite más rápido. El área de la compuerta es el punto de falla y el desgaste produce un espesor de rebaba de hasta 0,05 mm en las piezas desgastadas.
Soluciones de tratamiento de superficies y selección de acero para moldes
|
Grado de acero |
Dureza (HRC) |
Vida útil (ciclos) |
Resistencia a la corrosión |
|---|---|---|---|
|
P20 |
28-32 |
<100k |
Pobre |
|
H13 (apagado) |
52-54 |
~300k |
Medio |
|
S136 (Pulido) |
52-54 |
~500k |
Alto |
|
S136 + PVD |
54-56 |
>800k |
Excelente |
Comparamos los resultados del seguimiento de datos de 800.000 ciclos de producción. Resulta que la erosión de la compuerta del acero recubierto de PVD S136 + es solo una séptima parte de la erosión del acero H13 sin recubrimiento . Esto le ahorra alrededor de $12,000 en costos de apertura del molde secundario por juego de moldes. Por lo tanto, la configuración S136+PVD es muy importante para grandes volúmenes.servicio de moldeo de plásticos de ingeniería .
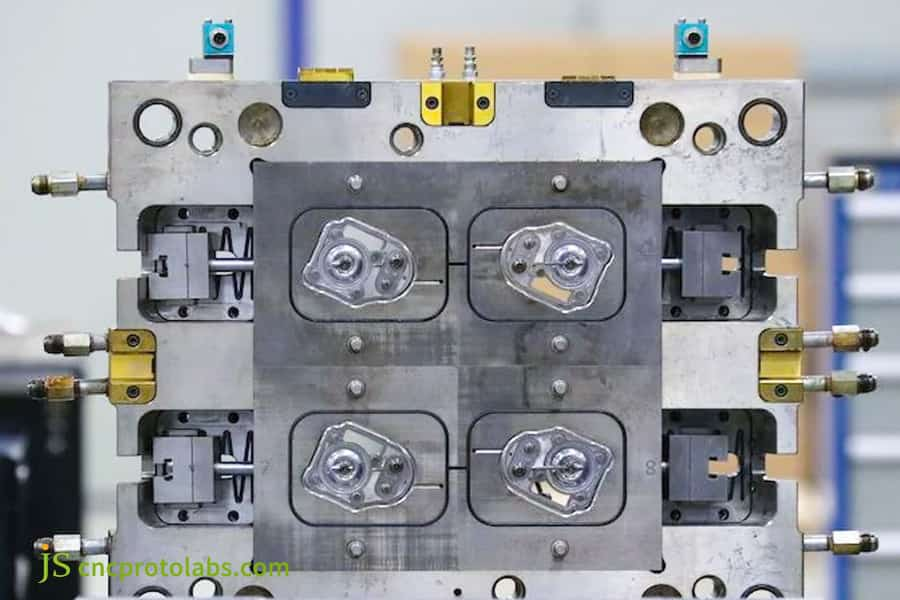
Figura 4: Molde de inyección de acero inoxidable en fábrica.
¿Cómo calcular las cavidades del molde y la fuerza de sujeción para la producción de inyección de gran volumen?
La decisión de cuántas cavidades y el tonelaje requerido para una producción de inyección de alto volumen se debe tomar mediante el cálculo del ROI que considera los factores del área proyectada, la presión de la cavidad y la cantidad de producción anual, de modo que los costos de inversión inicial se equilibren por un lado y el costo unitario de los artículos producidos por el otro. La selección incorrecta de la cavidad significa que el único resultado serán moldes inactivos o no serán suficientes para producir.
Lógica para el cálculo de la fuerza de sujeción del molde:
Fuerza de sujeción del molde requerida = Área proyectada de la pieza (cm²) × presión de inyección (35-50 MPa para plásticos de ingeniería promediada dentro de la cavidad)
Esta es una fórmula que incluye un factor de seguridad del 15% para prevenir la inflamación. Con materiales reforzados con fibra de vidrio, se recomienda utilizar el límite superior (presión más alta) debido a su mayor viscosidad en estado fundido.
ROI de la cavidad y análisis de equilibrio
Fórmula de costo unitario: Costo unitario = Costo del molde / Volumen total + Costo de un solo disparo. Comparación de los puntos de equilibrio para diferentes números de cavidades:
|
Recuento de cavidades |
Costo inicial del molde ($) |
Costo unitario ($) |
Volumen Anual de Equilibrio (piezas) |
|---|---|---|---|
|
1-Cavidad |
3.000 |
1.20 |
- |
|
2 cavidades |
4.800 |
0,75 |
50.000 |
|
4 cavidades |
8.500 |
0,48 |
80.000 |
Ejemplo de cálculo de tonelaje de cierre de molde
Tomando como ejemplo un área proyectada de 200 cm² y una presión de cavidad interna de 45 MPa, el tonelaje requerido = 200 × 45 / 1000 × 1,15 ≈ 10,4 toneladas. De hecho, se elige una máquina de 120 toneladas. La selección de tonelaje para producción de inyección de alto volumen necesita reservar un margen de seguridad del 15%, teniendo en cuenta la carrera de expulsión y el tamaño del molde.
Estudio de caso de JS Precision: Eliminación de líneas de soldadura y porosidad en carcasas de bombas de nailon personalizadas
Un conocido fabricante de equipos de tratamiento de agua industrial se encontró con un problema de producción en masa de carcasas de bombas de PA66 reforzadas con un 30 % de fibra de vidrio. Los productos del proveedor anterior fallaban constantemente en las líneas de soldadura bajo presión y se encontró que una gran parte del material tenía porosidad interna. Estos problemas provocaron una tasa de desperdicio del 22% y un grave retraso en la entrega de toda la máquina. El cliente había fracasado tres veces en el cambio de proveedor .
Dificultades del cliente y análisis del problema.
- Problema: las líneas de soldadura de la carcasa de la bomba PA66-GF30 fallaron bajo presión, apareció una porosidad interna densa y la tasa de desechos alcanzó hasta el 22%.
- Causa principal: solo un bebedero directo en un lado de la cavidad, lo que resultó en un frente de fusión lento y una presión débil en la convergencia, lo que provocó una resistencia deficiente de la línea de soldadura y un sistema de escape defectuoso que dejó que el gas quedara atrapado, lo que a su vez provocó la porosidad . El análisis de flujo del molde indicó que la temperatura en la región de la línea de soldadura era 35 ℃ más baja que la temperatura del material principal.
La solución de JS Precision
Para superar estos desafíos de porosidad y líneas de soldadura en su piezas de plástico de ingeniería personalizadas , introdujimos estos métodos:
- Optimización de la ubicación de la compuerta: la compuerta se cambió de una compuerta directa de un solo lado a una compuerta circular central según la simulación de llenado de fluido, lo que resultó en un punto de convergencia equilibrado del corredor . Como resultado, la posición de la línea de soldadura se cambió a un área libre de tensión.
- Diseño del sistema de escape: El último punto de encuentro de la línea de soldadura se mecanizó con una ranura de escape de 0,01 mm de profundidad y 4 mm de ancho. Además, se utilizó un pasador eyector de vacío como ayuda a la evacuación . Después de la modificación, la presión en la cavidad cayó a menos de 10 mbar.
- Presión de mantenimiento de la temperatura del molde: La temperatura del aceite del molde se actualizó a un nivel más alto y la temperatura se mantuvo constante a 95 ℃. El cambio de presión de mantenimiento de varias etapas permitió la distribución alternada de fibras de vidrio y evitó que se acumulara resina en la línea de soldadura.
Lecciones aprendidas:
La primera prueba solo abordó las líneas de soldadura aumentando la velocidad de inyección, lo que desafortunadamente provocó que el material se carbonizara localmente. Al darse cuenta de este error de inmediato, el equipo revirtió la solución disminuyendo la velocidad de corte local y, a su vez, aumentando la temperatura del sistema de canal caliente y la temperatura del molde , y el problema se resolvió de manera perfecta. Esta lección destaca el hecho de que los problemas con las líneas de soldadura son un asunto más complejo que una solución para acelerar.
Resultados finales
- Propiedad estructural 45% más fuerte en la parte de soldadura.
- La tasa de error por lotes cae por debajo del 0,2%.
- El plazo de entrega se reduce en 15 días.
Comentarios de los clientes: JS Precision no es una simple planta de procesamiento, comprende una ingeniería profunda. La optimización de DFM nos ahorró cientos de miles en costos de modificación de moldes.
Para obtener soluciones de optimización DFM de carcasas de bombas e informes de moldeo de prueba similares, sube tus dibujos a JS Precision y reciba una evaluación gratuita y una cotización personalizada de piezas de plástico de ingeniería dentro de las 24 horas.
¿Por qué elegir JS Precision como su socio para el moldeo por inyección de plásticos de ingeniería de precisión?
Si elige JS Precision, se beneficiará del uso de máquinas de mecanizado certificadas ISO 9001 de alta calidad, de obtener ayuda en cada fase de la tecnología de flujo del molde y de tener un estricto control de calidad de alto nivel para mejorar el valor durante todo el proceso de diseño y producción en masa. No nos limitamos a aceptar pedidos y ejecutarlos, sino que participamos en cada etapa importante del desarrollo del producto.
20 años de experiencia en ingeniería y más de 5000 estudios de casos
Trabajamos con todo tipo de termoplásticos de ingeniería, incluidos PA66 PC POM y PEI. Nuestros registros muestran que nuestros productos tienen paredes muy delgadas de 0,8 mm hasta paredes muy altas y hasta 10 mm de paredes huecas.
La ventaja de nuestro moldeo por inyección de plásticos de ingeniería es que hemos estado expuestos a muchas fallas, hemos acumulado una base de datos de más de 300 posibles modos de falla para que podamos detectar problemas muy temprano en la fase de diseño. Un ejemplo es el de los materiales reforzados con fibra de vidrio, el sistema comprobará automáticamente el riesgo de desprendimiento de fibra y advertirá sobre el ajuste del espesor de la pared si es necesario.
Instalaciones de prueba y estándares de entrega
- Certificado ISO 9001:2015 , informe de inspección completo proporcionado para cada unidad.
- Máquina de medición de coordenadas Zeiss, tolerancias de espesor de pared de fábrica ±0,01 mm, desviación de uniformidad <3%.
- DFM + Moldflow gratuito se ofrece con la cotización, incluidas recomendaciones para ajustes de diseño y advertencias de riesgos de diseño.
Nuestro estándar de entrega de aprobar el moldeo de prueba en el primer intento para un servicio de moldeo por inyección personalizado va más allá de simplemente decir que se puede moldear. Nuestros datos históricos muestran que la tasa de aprobación de la primera prueba de moldes que se han sometido a un DFM completo y un análisis de flujo del molde es del 92 %, muy por encima del promedio de la industria del 65 %.
Preguntas frecuentes
P1: ¿Por qué el PA66 (nylon) debe someterse a un estricto pretratamiento de secado antes del moldeo por inyección de plásticos de ingeniería?
PA66 (Nylon) es un termoplástico semicristalino extremadamente polarizado. Cuando se expone a un contenido de humedad superior al 0,2%, la inyección de la pieza moldeada en condiciones de alta temperatura provocaría una hidrólisis que crea poros y estrías de plata. También hace que la resistencia a la tracción del plástico caiga por encima del 30%. JS Precision realiza un secado al vacío a 80 grados Celsius durante 4 h, alcanza un punto de rocío de -40 grados Celsius y el nivel de humedad se mantiene por debajo del 0,05 %.
P2: ¿Qué niveles de tolerancia puede garantizar su servicio de moldeo por inyección personalizado para componentes plásticos de ingeniería?
La precisión de la herramienta de mecanizado CNC y la electroerosión por hilo se encuentran en un nivel de precisión del molde de +/- 0,005 mm. Se complementa con la máquina de moldeo por inyección de circuito cerrado. La desviación de tamaño del producto terminado se mantiene de forma estable entre ±0,02 y ±0,05 mm . Con la primera muestra viene un informe de la máquina de medición de coordenadas Zeiss.
P3: ¿Cómo afectan las resinas de ingeniería reforzadas con fibra de vidrio (GF) a la vida útil de las herramientas de moldeo por inyección?
Dado que la fibra de vidrio que se mezcla en el material de moldeo tiene una dureza muy alta, debería desgastar/rayar la cavidad del molde, en las áreas erosionadas . JS Precision para la producción de gran volumen de componentes fabricados parcialmente con fibra de vidrio utiliza materiales de acero H13/S136 con niveles de dureza de al menos 52 HRC. Los deslizadores que se desgastan fácilmente están recubiertos de PVD, lo que hace que la vida útil del molde sea de 500.000 a 1.000.000 de ciclos.
P4: ¿Qué especificaciones de espesor de pared se deben seguir en el diseño de componentes de plástico personalizados para eliminar las marcas de contracción?
Se recomienda un espesor de pared de 1,5 a 3,5 mm. Los cambios repentinos en el espesor de la pared deben limitarse a un máximo del 15%. Si un diseño quiere evitar paredes gruesas debido al encogimiento, una buena solución es tener nervaduras . El espesor de la pared de la raíz de las costillas no debe ser superior a 0,6 del espesor de la pared principal. JS Precision ofrece servicio gratuito DFM (Diseño para Fabricación) para la optimización de dichos defectos.
P5: ¿Cuáles son los principales factores de ahorro de costos que le deberían preocupar para la producción de inyección de alto volumen?
El costo unitario cambia con la cantidad de cavidades, el canal seleccionado y el ciclo de moldeo. Los moldes con varias cavidades cuestan mucho más al principio pero, por el contrario, son mucho más económicos en costes unitarios de procesamiento . JS Precision acorta el tiempo del ciclo mediante la simulación del flujo del molde y el diseño del canal de agua. Como resultado, alcanza el punto de equilibrio óptimo con la manipulación de piezas por robot.
P6: ¿Cómo logra JS Precision el control de la ventilación del molde en moldes de precisión para evitar que las piezas se quemen y se formen huecos?
Diseñamos diferentes ranuras de ventilación para diferentes materiales: seleccionamos una profundidad de ranura de ventilación de 0,01 mm para PA66 para evitar el desbordamiento y la profundidad de ranura de ventilación para PC se elige como 0,02 mm. También utilizamos un sistema de ventilación multiseccional y de nivel micrométrico para garantizar una liberación rápida y estable del gas durante la producción de una gran cantidad de productos.
P7: ¿Qué debo hacer para obtener una cotización precisa sobre moldeo por inyección personalizado de JS Precision?
Envíenos sus dibujos 3D en formatos STP/STEP/IGS, sus especificaciones de material, incluido el tipo y grado del material, y otras especificaciones como el volumen de producción anual y el rango de tolerancia . Luego prepararemos para usted un presupuesto por capas en un plazo de 12 a 24 horas.
P8: ¿Qué métodos puede utilizar JS Precision para la verificación trazable y física de resinas poliméricas de alto rendimiento?
Compre únicamente a agentes legítimos como BASF, DuPont, Bayer, etc. Al ingresar a la fábrica, solicite un certificado COA y utilice un probador de propiedades físicas y un analizador de humedad para tomar muestras, eliminando por completo el reciclaje secundario de materiales . Puedes directamente sube los dibujos para obtener una cotización y JS Precision responderá rápidamente.
Resumen
Para superar las dificultades en la producción en masa de plásticos de ingeniería de alto rendimiento mediante moldeo por inyección, es necesario confiar en una investigación rigurosa de la ciencia de los materiales, una compensación precisa de la contracción, parámetros geométricos DFM optimizados y una selección de acero para moldes de enfriamiento que coincida con las condiciones de alto cizallamiento. Los detalles de ingeniería descritos en esta guía son el camino necesario para crear piezas plásticas de precisión de alta calidad y alta estabilidad .
¿Quieres estar listo para la producción en masa? Sube tus archivos 3D (STEP/IGS) a JS Precisión. Nuestro equipo de fábrica certificado ISO 9001 en nuestra fábrica de Dongguan le brindará un informe DFM y Moldflow gratuito que garantizará que se encuentre la mejor solución de producción en masa dentro de las 24 horas .

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Para Servicios de precisión JS , no existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. Es responsabilidad del comprador identificar los requisitos técnicos específicos y Solicite una cotización formal de piezas. . Por favor contáctenos para más información.
Equipo de precisión JS
Soluciones de fabricación a medida. Con más de 15 años de experiencia sirviendo a más de 1000 clientes, nos especializamos en alta precisión. Mecanizado CNC , fabricación de chapa , impresión 3D , moldeo por inyección , y estampado de metales . Habiendo entregado con éxito más de 300.000 piezas de precisión, mantenemos una tasa de entrega a tiempo del 99,2 % en todos los proyectos personalizados.
Nuestras instalaciones están equipadas con más de 100 centros de mecanizado de 5 ejes de última generación y cuentan con la certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes B2B en 150 países. Ya sea que necesite creación de prototipos de bajo volumen o personalización a gran escala, respaldamos su proyecto con plazos de entrega de tan solo 24 horas. Elegir Precisión JS por su eficiencia, calidad y profesionalismo incomparables.
Para obtener más información o enviar su solicitud de cotización, visite nuestro sitio web: www.cncprotolabs.com
Recurso

