

Moulage par injection plastique technique transforme les matériaux thermoplastiques hautes performances (PA66 modifié, POM, PC) en composants industriels de précision avec une tolérance de ± 0,05 mm, éliminant les vides et les marques de retrait.
Cette technique résout le problème posé par la production en série de pièces à haute résistance et dimensionnellement stables en combinant le retrait du matériau, des moules en acier trempé (≥52 HRC) avec un contrôle de processus en boucle fermée.
Référence rapide sur le moulage par injection de plastiques techniques
|
Dimension de décision / Matériau |
Paramètres techniques clés |
Acier moulé recommandé (HRC) |
Prise en charge de précision JS |
|---|---|---|---|
|
PA66 (GF renforcé) |
Sécher à 80°C pendant 4h ; profondeur d'évent ≤0,01 mm |
H13 (52-54) |
Séchage par dessicant intégré + analyse de flux |
|
POM (Acétal) |
Retrait de cristallinité jusqu'à 2,0 %, profondeur d'évent 0,015 mm |
S136 (poli miroir) |
Compensation de retrait + dimensionnement de la cavité |
|
PC (à fort impact) |
Haute viscosité, sensible au cisaillement ; température du moule 80-120°C |
NAK80 / S136 |
Contrôle de la chaleur de cisaillement + conception de soulagement des contraintes |
Principales conclusions
- Correspondance de dureté des moules : les plastiques d'injection renforcés de fibres de verre nécessitent des cavités de moule en acier dur tel que H13/S136 (≥52 HRC) en raison des forces de cisaillement élevées des fibres de verre qui entraînent une usure sévère des outils .
- Ajustement physique : les dimensions du moule doivent être ajustées précisément en fonction du retrait de la résine dû à la cristallisation, et une commutation de maintien de la pression à plusieurs étages doit être adoptée pour minimiser les vides de retrait.
- Contrôle du débit : la ventilation n'a qu'une profondeur de 0,01 à 0,015 mm . La porte et le canal sont équilibrés via l'équilibrage du système de canaux et une analyse du flux de moule est effectuée.
Pourquoi compter sur les services de moulage par injection personnalisés de JS Precision ?
Grâce à l'expérience de notre groupe et aux connaissances acquises au cours des 15 années d'ingénierie du moulage par injection plastique, il faut savoir que les très bons fournisseurs de services de moulage par injection personnalisés sont ceux qui retracent les données d'ingénierie tridimensionnelles (prétraitement des matériaux, sélection de l'acier du moule et processus en boucle fermée) , en plus de s'appuyer sur une méthode d'essais et d'erreurs basée sur l'expérience.
Par exemple, dans le projet de développement de corps de pompe pour le traitement des eaux industrielles utilisant du PA66-GF30, il a été observé que la porosité du matériau après le moulage par injection était de 8,2 % sans prétraitement avec séchage . Dans ce cas, la résistance à la traction était également inférieure de 32 % à la valeur théorique.
ISO 9001:2015 , Système de gestion de la qualité, mentionne clairement : Établir un mécanisme d'enregistrement des paramètres traçables pour le processus de production en série des composants moulés par injection et conserver les données et procédures clés du processus jusqu'à la fin du cycle de vie du produit.
Pour répondre aux exigences de la norme, nous effectuons la simulation du retrait anisotrope et les tests de teneur en humidité du matériau avant même l'ouverture du moule, par projet, afin d'éliminer les écarts potentiels de production de masse. Ce processus fait désormais partie de la base de données de livraison pour les projets de plastiques techniques JS Precision 180+.
Téléchargez le guide de prétraitement des matériaux de moulage par injection de plastiques techniques et de sélection des moules pour comprendre les paramètres de séchage, les règles de correspondance de l'acier du moule et pour évaluer à l'avance la faisabilité de votre service de moulage par injection personnalisé.
Comment évaluer les propriétés physiques pour la sélection des matériaux pour le moulage par injection ?
Sélection des matériaux pour le moulage par injection devrait donner la priorité à l'évaluation de la résistance à la traction, de la résistance au fluage, de la température de déformation thermique (HDT) et du taux de retrait anisotrope pour répondre aux exigences de travail des pièces industrielles à forte charge. Il faut comprendre qu'un matériau peut ne pas fonctionner aussi bien avec un autre, même s'ils sont mis dans les mêmes conditions de travail. Ne pas faire le bon choix signifie souvent la nécessité de remplacer des pièces à plusieurs reprises et d'autres problèmes coûteux .
Dimensions pour l'évaluation des performances de base
- PA66-GF30 : Vérifiez d'abord la résistance à la traction ASTM D638 (≥180MPa), puis la température de déformation thermique ASTM D648 (≥250℃) pour confirmer. La fibre de verre est connue pour provoquer un retrait anisotrope qui ne donnera qu'environ 1/3 du taux de retrait dans le sens de l'écoulement par rapport au sens horizontal.
- POM : Focus sur le faible frottement et la résistance à l'usure inhérents au matériau. Le volume d'usure après un frottement prolongé doit être ≤0,1 mm³/N·m. En raison de son très haut niveau de cristallinité , le moule doit être conçu de manière à permettre un retrait d'environ 2,0 %.
- PC : Les points forts de ce polymère seraient sa capacité à absorber une quantité importante d'énergie d'impact et aussi sa façon de réagir aux forces de cisaillement. Il doit avoir une température de déformation thermique d'au moins ≥ 125 ℃ lorsqu'il est chargé à 1,85 MPa . Les zones à parois minces du PC sont susceptibles de subir une surchauffe par cisaillement qui entraîne une dégradation. C'est pourquoi la vitesse d'injection doit être soigneusement contrôlée sur le PC.
Contrôle des risques liés au prétraitement des matériaux :
Le manque de séchage suffisant du matériau entraînera une hydrolyse du PA66 et une brûlure par cisaillement du PC . JS Precision utilise un déshumidificateur à séchage sous vide pour sécher le PA66 à 80 ℃, pendant plus de 4 heures en continu, ce qui entraîne un point de rosée ≤ -40 ℃, et la teneur en humidité des matières premières a été maintenue strictement en dessous de 0,05 % . La résistance à la traction d'une pièce en PA66 qui n'a pas été suffisamment séchée diminuera de plus de 30 % après le moulage par injection.

Figure 1 : Diverses pastilles de plastique technique colorées dans des tubes à essai.
Comment prévenir le retrait et le gauchissement des pièces en plastique à haute résistance ?
Éviter la déformation de pièces en plastique haute résistance commence dès la phase de conception en garantissant une épaisseur de paroi uniforme, en évitant les angles vifs et en fournissant des bords arrondis, et en compensant les dimensions du moule en fonction de la loi de retrait de cristallisation. Les causes profondes du retrait et du gauchissement peuvent être éliminées dès la conception elle-même . Cependant, dans des cas pratiques, même si l'épaisseur de la paroi varie de plus de 25 %, on ne peut ajuster les paramètres du processus qu'avec un effet moindre.
Causes physiques du retrait et du gauchissement :
Un changement soudain de l'épaisseur de la paroi gèlera d'abord la couche superficielle tandis que le noyau pourra encore se rétrécir, entraînant des contraintes de traction. Des écarts d'épaisseur de paroi supérieurs à 15 % pourraient exposer un emplacement donné à un retrait de près de 80 %.
Trois règles de contrôle quantitatif
Le service de moulage de plastique technique nécessite trois contrôles quantitatifs dès la conception :
- Calcul de la compensation de la cavité du moule :
La taille de la cavité du moule est déterminée par la formule Dm = Dp (1 + S) + Dp×S². (Dm - dimension de la cavité du moule. Dp - la taille souhaitée de la pièce. S - le taux de retrait réel du matériau). Pensez également au renforcement fibreux qui est source d'anisotropie. Pour les polymères semi-cristallins tels que le POM , 0,3 à 0,5 % supplémentaires sont généralement ajoutés pour compenser le retrait .
- Rapport d'épaisseur de paroi de nervure :
Pour éviter les taches épaisses qui entraîneraient des marques d'affaissement et une déformation, le plancher nervuré ne doit pas dépasser 60 % de l'épaisseur du mur principal connecté . En général, la hauteur des nervures doit être 3 fois supérieure à l’épaisseur du mur. Une hauteur trop élevée entraînera un remplissage difficile.
- Cisaillement de porte et équilibre de pression :
La réalisation d'un rapport L/T de canal est le point de départ lorsqu'il s'agit de Moldflow . Ensuite, les portes doivent être disposées de manière à ce que la pression soit répartie uniformément. Pour atteindre l'équilibre de pression en ajustant le temps de gel de la porte, envisagez également de maintenir une répartition de pression au moins égale une fois la porte gelée. Si le rapport L/T est supérieur à 100 : 1, vous aurez peut-être besoin de plus de portes.
Fondamentalement, cela signifie que les moules ne sont plus simplement basés sur les dimensions des pièces et qu'il est nécessaire d' apporter une compensation rectangulaire supplémentaire à la conception pour tenir compte des écarts liés à la fibre de verre. Sans une telle tolérance, les pièces en plastique fibre de verre aux parois épaisses rétrécissent inévitablement.
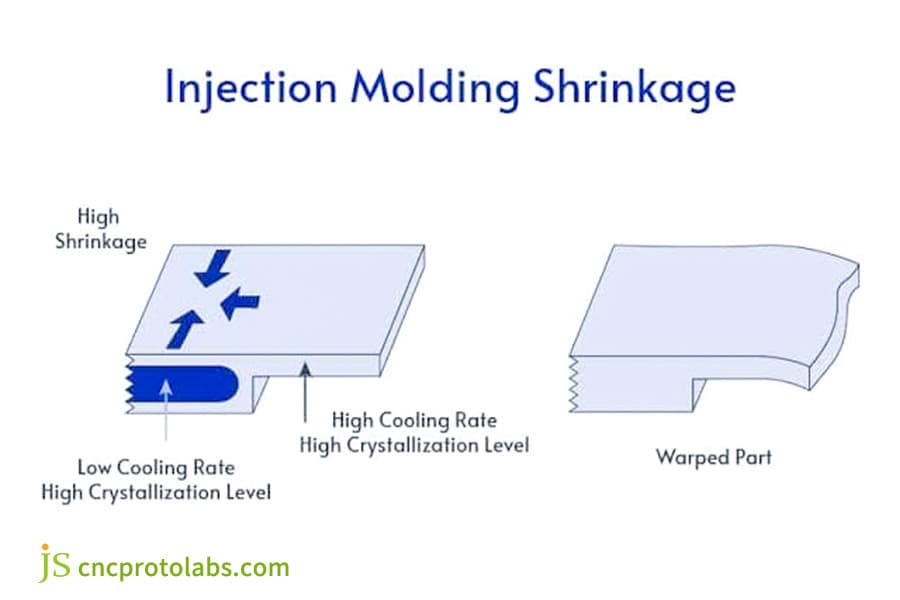
Figure 2 : Schéma montrant le retrait lors du moulage par injection.
Quelles sont les directives DFM non négociables pour la conception de composants en plastique personnalisés ?
Le conception de composants en plastique sur mesure doit être entièrement conforme aux spécifications d'angle de dépouille, de rapport d'épaisseur de nervure et de rayon d'angle sur les normes quantitatives pour garantir un démoulage en douceur et une résistance structurelle sans provoquer de défauts de production de masse . Le non-respect de ces normes est la principale raison de retouche des moules.
Bases physiques générales du DFM :
- Angle de dépouille : un minimum de 1° à 2° pour les trous intérieurs et les surfaces extérieures. 1° tous les 10 μm de profondeur en cas de textures - pour garder sous contrôle les rayures d'éjection. Pour plus de sécurité, pour les cavités profondes (>30 mm), l'angle de dépouille ne doit pas être inférieur à 1,5°.
- Soulagement des contraintes par arrondi des coins : les arêtes vives sont interdites dans les angles droits. Le rayon du coin intérieur R et l'épaisseur de la paroi principale T doivent satisfaire R/T≥0,25 pour éviter les fissures sous contrainte. Pour les matériaux renforcés de fibres de verre, il est recommandé R/T≥0,4.
- Épaisseur de paroi uniforme : Les changements drastiques d’épaisseur de paroi doivent être limités à 15 %. Les zones à épaissir doivent être creusées et renforcées pour éviter le déplacement thermique du centre. Mettre en place une zone de transition progressive si la différence d'épaisseur de paroi des sections adjacentes est supérieure à 0,5 mm.
Liste de contrôle DFM pour l'ouverture du pré-moulage JS Precision :
Un examen de l'équipe de conception couvrira l'angle de dépouille, la surface de joint, la position des éjecteurs et les prévisions des lignes de soudure, qui peuvent anticiper 98 % des défauts de conception potentiels. Pour l'analyse DFM, nous combinons SolidWorks et Moldflow.
Téléchargez vos dessins 3D pour obtenir un rapport d'examen de conformité DFM de conception de composants en plastique personnalisé gratuit et identifier à l'avance les problèmes de conception potentiels.
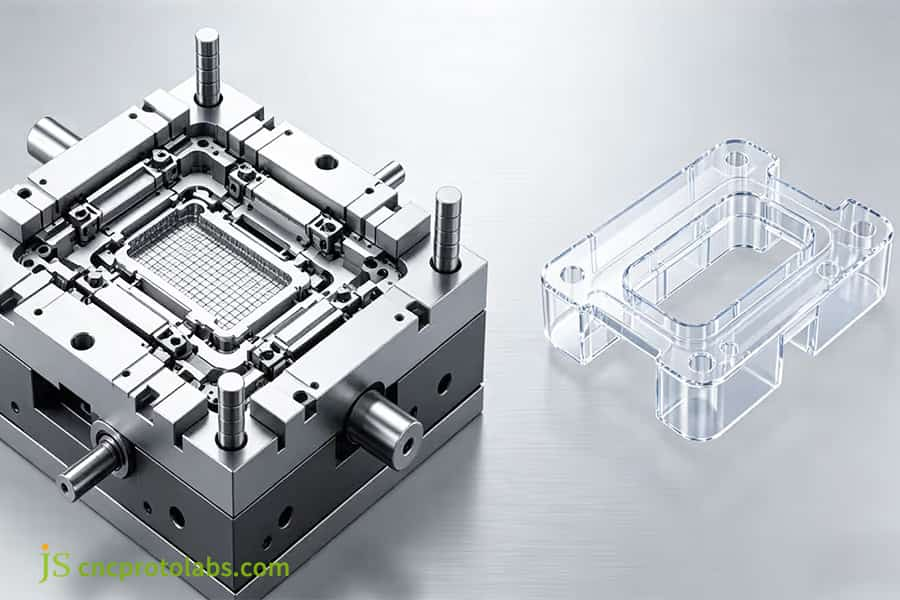
Figure 3 : Pièces en plastique transparent et moule d'injection.
Comment obtenir des tolérances précises avec un service de moulage par injection personnalisé ?
Pour obtenir des tolérances ultra précises de ± 0,05 mm avec service de moulage par injection personnalisé (± 0,02 mm aux positions d'accouplement locales), il aide à coordonner et à contrôler la précision du traitement du moule, la stabilité de la température du moule et les paramètres de pression d'injection à plusieurs étages . Ces éléments sont tous interdépendants, le fait de ne pas contrôler l’un d’entre eux entraîne des écarts dimensionnels.
Contrôle ultra-précis du traitement des moules :
Les cavités du moule sont usinées à l'aide d'une combinaison d'électroérosion à fil lent et d'électroérosion miroir, avec une tolérance maintenue à ±0,005 mm. Pour les matériaux du moule, un acier trempé d'au moins 52 HRC est sélectionné afin d'éviter la déformation du moule due à la haute pression. Des jeux d’insert de moule inférieurs à 0,01 mm sont maintenus pour supprimer les bavures.
Contrôle en boucle fermée de la température du moule et de l’injection :
- Température du moule en boucle fermée :
Un réchauffeur automatique de température d'huile est utilisé pour maintenir la différence de température entre le canal et la cavité à un minimum de ±1 ℃ , garantissant que les taux de retrait sont les mêmes et que les matériaux cristallins comme le POM sont bien équilibrés. Lorsque la fluctuation de la température du moule dépasse ±2 ℃, la dimension du matériau cristallin peut atteindre 0,05 mm.
- Maintien de la pression d'injection en boucle fermée :
Un capteur de pression de cavité haute sensibilité est monté sur la machine de moulage par injection en boucle fermée à maintien de pression. La pression de maintien changera en microsecondes lorsque la masse fondue durcit pour éliminer toute différence de volume de retrait thermique . Le point de commutation précis du maintien de la pression aura un effet direct sur le retrait et le gauchissement.
ISO 20457:2018 (Tolérances pour les pièces en plastique moulées) : Les pièces moulées en plastique technique chargées de fibres de verre doivent correspondre à la plage dimensionnelle grâce aux tolérances, le retrait anisotrope doit être compensé par une tolérance supplémentaire de 0,01 à 0,02 mm.
Nous effectuons des ajustements précis sur un premier échantillon sur la base de cette norme afin que la précision de la livraison soit garantie.
Contactez nos ingénieurs pour une analyse et une évaluation gratuites du flux de moule afin de vérifier la faisabilité des tolérances de votre service de moulage par injection personnalisé.
Comment prévenir l’usure et la corrosion des outils dans le moulage par injection de plastiques techniques ?
La fibre de verre et les retardateurs de flamme dégagent des vapeurs acides lors du moulage par injection plastique, qui entraînent une usure mécanique et une corrosion chimique du moule. L'utilisation d'acier allié hautement durci associée à un traitement de surface est essentielle pour prolonger la durée de vie du moule. La longévité du moule est un reflet direct du coût de production de l’article.
Mécanismes d’usure et de corrosion des moisissures
Lorsque la fibre de verre est exposée à des forces de cisaillement intenses, elle abrase la cavité du moule et fonctionne comme du papier de verre. Les retardateurs de flamme dégagent également des vapeurs acides telles que le HCl lorsqu'ils sont chauffés à des températures élevées, entraînant la corrosion de la surface de l'acier . L'acier P20 ordinaire (HRC30) développe des bavures après 100 000 cycles de moulage . Les pièces en fibre de verre sont encore moins durables, car elles atteignent plus rapidement leurs limites. La zone du portail est le point de défaillance et l'usure entraîne une épaisseur de bavure pouvant atteindre 0,05 mm dans les pièces usées.
Solutions de sélection d’acier pour moules et de traitement de surface
|
Nuance d'acier |
Dureté (HRC) |
Durée de vie (cycles) |
Résistance à la corrosion |
|---|---|---|---|
|
P20 |
28-32 |
<100 000 |
Pauvre |
|
H13 (trempé) |
52-54 |
~300 000 |
Moyen |
|
S136 (poli) |
52-54 |
~500 000 |
Haut |
|
S136 + PVD |
54-56 |
>800 000 |
Excellent |
Nous avons comparé les résultats du suivi des données de 800 000 cycles de production. Il s'avère que l'érosion de la grille de l'acier revêtu S136 + PVD ne représente qu'un septième de l'érosion de l'acier H13 non revêtu . Cela vous permet d'économiser environ 12 000 $ de frais d'ouverture de moule secondaire par jeu de moules. La configuration S136+PVD est donc très importante pour les gros volumesservice de moulage de plastiques techniques .
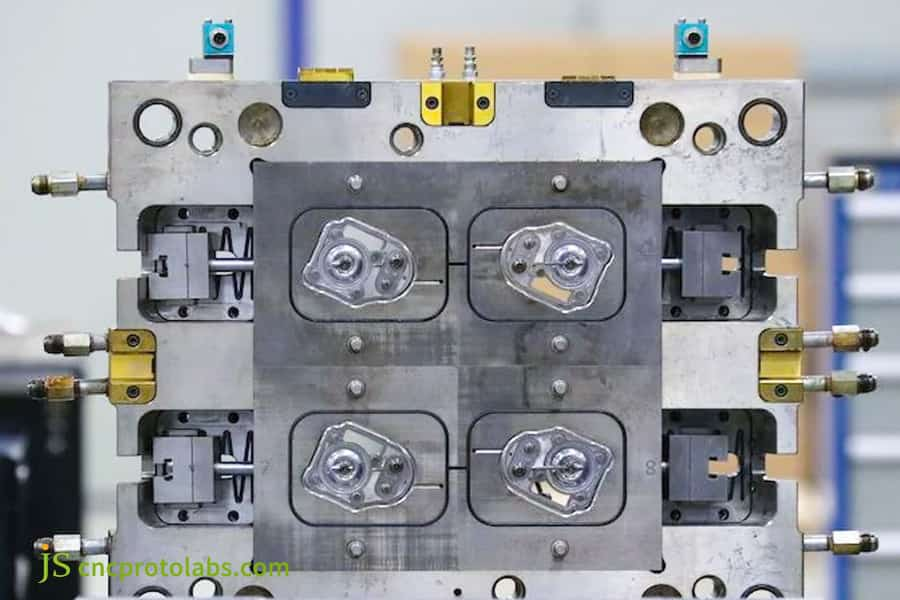
Figure 4 : Moule à injection en acier inoxydable en usine.
Comment calculer les cavités du moule et la force de serrage pour une production par injection à grand volume ?
La décision concernant le nombre de cavités et le tonnage requis pour une production par injection à grand volume doit être prise par un calcul du retour sur investissement qui prend en compte les facteurs de surface projetée, de pression dans la cavité et de quantité de production annuelle, ce qui permet d'équilibrer les coûts d'investissement initiaux d'un côté et le coût unitaire des articles produits de l'autre. Une sélection incorrecte de l'empreinte signifie que le seul résultat sera des moules inutilisés ou insuffisants pour produire.
Logique pour le calcul de la force de serrage du moule :
Force de serrage du moule requise = Surface projetée de la pièce (cm²) × pression d'injection (35-50 MPa pour les plastiques techniques en moyenne à l'intérieur de la cavité)
Il s'agit d'une formule incluant un facteur de sécurité de 15% pour éviter les éclairs. Avec les matériaux renforcés de fibres de verre, il est recommandé d'utiliser la limite supérieure (pression plus élevée) en raison de leur viscosité à l'état fondu plus élevée.
ROI de la cavité et analyse du seuil de rentabilité
Formule de coût unitaire : Coût unitaire = Coût du moule / Volume total + Coût d'une seule injection. Comparaison des seuils de rentabilité pour différents nombres d'empreintes :
|
Nombre de cavités |
Coût initial du moule ($) |
Coût unitaire ($) |
Volume annuel d’équilibre (pièces) |
|---|---|---|---|
|
1-cavité |
3 000 |
1.20 |
- |
|
2 cavités |
4 800 |
0,75 |
50 000 |
|
4 cavités |
8 500 |
0,48 |
80 000 |
Exemple de calcul du tonnage de fermeture de moule
En prenant comme exemple une surface projetée de 200 cm² et une pression de cavité interne de 45 MPa, le tonnage requis = 200 × 45 / 1000 × 1,15 ≈ 10,4 tonnes. Une machine de 120 tonnes est effectivement retenue. La sélection du tonnage pour production par injection à grand volume doit se réserver une marge de sécurité de 15 %, tout en tenant compte de la course d'éjection et de la taille du moule.
Étude de cas JS Precision : Élimination des lignes de soudure et de la porosité dans les boîtiers de pompe en nylon personnalisés
Un fabricant bien connu d’équipements de traitement des eaux industrielles a été confronté à un problème de production lié à la production en série de boîtiers de pompe en PA66 renforcés à 30 % de fibres de verre. Les produits du fournisseur précédent tombaient constamment en panne au niveau des lignes de soudure sous pression, et une grande partie du matériau présentait une porosité interne. Ces problèmes ont entraîné un taux de rebut de 22 % et un retard important dans la livraison de l'ensemble de la machine. Le client avait échoué à trois reprises dans son changement de fournisseur .
Difficultés du client et analyse du problème
- Problème : les lignes de soudure du corps de pompe PA66-GF30 se sont rompues sous la pression, une porosité interne dense est apparue et le taux de rebut a atteint jusqu'à 22 %.
- Cause fondamentale : une seule carotte directe sur un côté de la cavité, ce qui entraîne un front de fusion lent et une faible pression au niveau de la convergence, ce qui entraîne une mauvaise résistance de la ligne de soudure, un mauvais système d'échappement qui laisse le gaz être piégé, ce qui à son tour provoque la porosité . L'analyse du flux de moule a indiqué que la température dans la région de la ligne de soudure était inférieure de 35 ℃ à la température du matériau principal.
La solution de JS Précision
Pour surmonter ces problèmes de lignes de soudure et de porosité dans votre pièces en plastique d'ingénierie personnalisées , nous avons introduit ces méthodes :
- Optimisation de l'emplacement de la porte : la porte est passée d'une porte directe unilatérale à une porte circulaire centrale basée sur une simulation de remplissage de fluide, ce qui a permis d'obtenir un point de convergence équilibré des canaux . En conséquence, la position de la ligne de soudure a été déplacée vers une zone sans contrainte.
- Conception du système d'échappement : Le dernier point de rencontre de la ligne de soudure a été usiné avec une rainure d'échappement de 0,01 mm de profondeur et 4 mm de largeur. En outre, une goupille d'éjection sous vide a été utilisée pour faciliter l'évacuation . Après la modification, la pression dans la cavité est tombée à moins de 10 mbar.
- Pression de maintien de la température du moule : la température de l'huile du moule a été augmentée à un niveau plus élevé et la température a été maintenue constante à 95 ℃. Le changement de pression de maintien en plusieurs étapes a permis une distribution alternée des fibres de verre et a empêché la zone de collecte de résine au niveau de la ligne de soudure.
Leçons apprises :
Le premier essai n’a abordé que les lignes de soudure en augmentant la vitesse d’injection, ce qui a malheureusement provoqué une carbonisation locale du matériau. Réalisant immédiatement cette erreur, l'équipe a inversé la solution en diminuant le taux de cisaillement local et en augmentant la température du système de canaux chauds et la température du moule , et le problème a été résolu de manière parfaite. Cette leçon met en évidence le fait que les problèmes de lignes de soudure sont une question complexe plutôt qu'une solution rapide.
Résultats finaux
- Propriété structurelle 45 % plus solide au niveau de la partie soudée.
- Le taux d'erreur de lot descend en dessous de 0,2 %.
- Le délai de livraison est raccourci de 15 jours.
Commentaires du client : JS Precision n'est pas une simple usine de traitement, ils comprennent une ingénierie approfondie. L'optimisation DFM nous a permis d'économiser des centaines de milliers de dollars en coûts de modification de moules.
Pour obtenir des solutions d'optimisation DFM de boîtier de pompe similaires et des rapports de moulage d'essai, téléchargez vos dessins à JS Precision et recevez une évaluation gratuite et un devis de pièces en plastique d'ingénierie personnalisées dans les 24 heures.
Pourquoi choisir JS Precision comme partenaire pour le moulage par injection de plastiques d'ingénierie de précision ?
Si vous choisissez JS Precision, vous bénéficierez de l'utilisation de machines d'usinage certifiées ISO 9001 de haute qualité, d'une aide dans chaque phase de la technologie de flux de moules et d'un contrôle qualité strict de haut niveau pour améliorer la valeur tout au long du processus de conception et de production en série. Nous ne nous contentons pas d'accepter les commandes et de les exécuter, nous sommes impliqués à chaque étape importante du développement du produit.
20 ans d'expérience en ingénierie et plus de 5 000 études de cas
Nous travaillons avec tous les types de thermoplastiques techniques, notamment le PA66 PC POM et le PEI. Nos dossiers montrent que nos produits ont des parois très fines de 0,8 mm à des parois très hautes jusqu'à 10 mm de parois évidées.
L'avantage de notre moulage par injection de plastiques techniques est que nous avons été exposés à de nombreuses défaillances, nous avons accumulé une base de données de plus de 300 modes de défaillance possibles afin de pouvoir détecter les problèmes très tôt dans la phase de conception. Un exemple est pour les matériaux renforcés de fibres de verre, le système vérifiera automatiquement le risque de détachement des fibres et avertira d'un ajustement de l'épaisseur de la paroi si nécessaire.
Installations de test et normes de livraison
- Certifié ISO 9001:2015 , rapport d'inspection complet fourni pour chaque unité.
- Machine à mesurer tridimensionnelle Zeiss, tolérances d'épaisseur de paroi d'usine ±0,01 mm, écart d'uniformité <3 %.
- DFM + Moldflow gratuits offerts avec le devis, comprenant des recommandations pour les ajustements de conception et des avertissements sur les risques de conception.
Notre norme de livraison consistant à réussir le moulage d’essai dès le premier essai pour un service de moulage par injection personnalisé va au-delà de la simple affirmation qu’il peut être moulé. Nos données historiques montrent que le taux de réussite du premier essai des moules ayant subi une analyse complète du DFM et du flux de moule est de 92 %, bien supérieur à la moyenne du secteur de 65 %.
FAQ
Q1 : Pourquoi le PA66 (Nylon) doit-il subir un prétraitement de séchage strict avant le moulage par injection de plastiques techniques ?
Le PA66 (Nylon) est un thermoplastique semi-cristallin extrêmement polarisé. Lorsqu'il est exposé à une teneur en humidité supérieure à 0,2 %, l'injection du moulage dans des conditions de température élevée entraînerait une hydrolyse qui créerait des pores ainsi que des stries d'argent. Cela fait également chuter la résistance à la traction du plastique de plus de 30 %. JS Precision effectue un séchage sous vide à 80 degrés Celsius pendant 4 heures, atteint un point de rosée de -40 degrés Celsius et le niveau d'humidité est maintenu en dessous de 0,05 %.
Q2 : Quels niveaux de tolérance votre service de moulage par injection personnalisé peut-il garantir pour les composants techniques en plastique ?
La précision de l'outil d'usinage CNC et de l'électroérosion à fil est à un niveau de précision du moule de +/- 0,005 mm. Elle est complétée par la machine de moulage par injection en boucle fermée. L'écart de taille du produit fini est maintenu de manière stable entre ±0,02 et ±0,05 mm . Le premier échantillon est accompagné d'un rapport de machine à mesurer tridimensionnelle Zeiss.
Q3 : Comment les résines techniques renforcées de fibres de verre (GF) affectent-elles la durée de vie des outils de moulage par injection ?
Étant donné que la fibre de verre mélangée au matériau de moulage a une dureté très élevée, elle devrait abraser/rayer la cavité du moule, dans les zones érodées . JS Precision, pour la production en grand volume de composants partiellement fabriqués en fibre de verre, utilise des matériaux en acier H13/S136 avec des niveaux de dureté d'au moins 52HRC. Les curseurs faciles à porter sont recouverts de PVD, ce qui garantit une durée de vie du moule de 500 000 à 1 000 000 de cycles.
Q4 : Quelles spécifications d’épaisseur de paroi doivent être suivies dans la conception de composants en plastique personnalisés pour éliminer les marques de retrait ?
Une épaisseur de paroi de 1,5 à 3,5 mm est conseillée. Les changements soudains d’épaisseur de paroi doivent être limités à 15 % maximum. Si une conception souhaite éviter les parois épaisses dues au retrait, une bonne solution consiste à avoir des nervures . L'épaisseur de la paroi de la racine des nervures ne doit pas dépasser 0,6 de l'épaisseur de la paroi principale. JS Precision propose un service DFM (Design for Manufacturing) gratuit pour l'optimisation de ces défauts.
Q5 : Quels sont les principaux facteurs d’économie de coûts dont vous devriez vous préoccuper pour la production par injection à grand volume ?
Le coût unitaire change en fonction du nombre de cavités, du canal sélectionné et du cycle de moulage. Les moules à plusieurs empreintes coûtent beaucoup plus cher au départ mais, au contraire, ils sont beaucoup plus économiques en termes de coûts de transformation unitaires . JS Precision réduit le temps de cycle grâce à la simulation du flux de moule et à la conception des canaux d'eau. En conséquence, il atteint le seuil de rentabilité optimal avec la manipulation des pièces par robot.
Q6 : Comment JS Precision parvient-il à contrôler la ventilation des moules dans les moules de précision afin d'éviter les brûlures et les vides des pièces ?
Nous concevons différentes rainures d'aération pour différents matériaux : Nous sélectionnons une profondeur de rainure d'aération de 0,01 mm pour le PA66 afin d'éviter le débordement et la profondeur de rainure d'aération pour le PC est choisie de 0,02 mm. Nous utilisons également un système de ventilation multi-sections et au niveau micrométrique pour garantir une libération rapide et stable du gaz pendant la production d'un grand nombre de produits.
Q7 : Que dois-je faire pour obtenir un devis précis sur le moulage par injection personnalisé de JS Precision ?
Envoyez-nous vos dessins 3D aux formats STP/STEP/IGS, vos spécifications de matériaux, y compris le type et la qualité du matériau, ainsi que d'autres spécifications telles que le volume de production annuel et la plage de tolérance . Ensuite, nous préparerons pour vous un devis détaillé dans un délai de 12 à 24 heures.
Q8 : Quelles méthodes JS Precision peut-elle utiliser pour le contrôle traçable et la vérification physique des résines polymères hautes performances ?
Achetez uniquement auprès d'agents légitimes tels que BASF, DuPont, Bayer, etc. En entrant dans l'usine, demandez un certificat COA et utilisez un testeur de propriétés physiques et un analyseur d'humidité pour l'échantillonnage, éliminant ainsi complètement le recyclage secondaire des matériaux . Vous pouvez directement télécharger les dessins pour obtenir un devis, et JS Precision vous répondra rapidement.
Résumé
Pour surmonter les difficultés liées à la production en série de plastiques techniques hautes performances par moulage par injection, il est nécessaire de s'appuyer sur une recherche rigoureuse en science des matériaux, une compensation précise du retrait, des paramètres géométriques DFM optimisés et une sélection d'acier pour moule de trempe adapté aux conditions de cisaillement élevé. Les détails techniques décrits dans ce guide constituent la voie nécessaire à la création de pièces en plastique de précision de haute qualité et de haute stabilité .
Voulez-vous être prêt pour la production de masse ? Téléchargez vos fichiers 3D (STEP/IGS) vers JS Précision. Notre équipe d'usine certifiée ISO 9001 dans notre usine de Dongguan vous fournira un rapport DFM et Moldflow gratuit qui garantira que la meilleure solution de production de masse soit trouvée dans les 24 heures .

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Pour Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il est de la responsabilité de l'acheteur d'identifier les exigences techniques spécifiques et demander un devis formel de pièces . Veuillez nous contacter pour plus d'informations.
Équipe JS Précision
Solutions de fabrication sur mesure. Avec plus de 15 ans d'expérience au service de plus de 1 000 clients, nous sommes spécialisés dans les produits de haute précision. Usinage CNC , fabrication de tôle , impression 3D , moulage par injection , et estampage des métaux . Ayant livré avec succès plus de 300 000 pièces de précision, nous maintenons un taux de livraison à temps de 99,2 % sur tous les projets personnalisés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe et est certifiée ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients B2B dans 150 pays. Que vous ayez besoin d'un prototypage en petit volume ou d'une personnalisation à grande échelle, nous accompagnons votre projet dans des délais aussi courts que 24 heures. Choisir Précision JS pour une efficacité, une qualité et un professionnalisme inégalés.
Pour en savoir plus ou soumettre votre demande de prix, visitez notre site Web : www.cncprotolabs.com
Ressource

