

Moldagem por injeção de plástico de engenharia transforma materiais termoplásticos de alto desempenho (PA66 modificado, POM, PC) em componentes industriais de precisão com tolerância de ± 0,05 mm, eliminando vazios e marcas de encolhimento.
Essa técnica resolve o problema de que a produção em massa de peças de alta resistência e dimensionalmente estáveis é desafiadora, combinando a contração do material, moldes de aço endurecido (≥52 HRC) com controle de processo em circuito fechado.
Referência rápida de moldagem por injeção de plásticos de engenharia
|
Dimensão / Material de Decisão |
Principais parâmetros técnicos |
Aço para molde recomendado (HRC) |
Suporte de precisão JS |
|---|---|---|---|
|
PA66 (GF reforçado) |
Secar a 80°C por 4h; profundidade de ventilação ≤0,01 mm |
H13 (52-54) |
Secagem dessecante integrada + análise de fluxo |
|
POM (acetal) |
Encolhimento de cristalinidade de até 2,0%, profundidade de ventilação 0,015 mm |
S136 (espelho polido) |
Compensação de contração + dimensionamento de cavidade |
|
PC (alto impacto) |
Alta viscosidade, sensível ao cisalhamento; temperatura do molde 80-120°C |
NAK80/S136 |
Controle de calor de cisalhamento + design de alívio de tensão |
Principais conclusões
- Correspondência de dureza dos moldes: Os plásticos de injeção reforçados com fibra de vidro requerem cavidades de molde de aço duro, como H13/S136 (≥52 HRC) devido às altas forças de cisalhamento das fibras de vidro que resultam em severo desgaste de corte das ferramentas .
- Ajuste físico: As dimensões do molde devem ser ajustadas com precisão de acordo com o encolhimento da resina devido à cristalização, e a comutação de retenção de pressão em vários estágios deve ser adotada para minimizar os vazios de contração.
- Controlando o fluxo: A ventilação tem apenas 0,01-0,015 mm de profundidade . A porta e o canal são balanceados através do balanceamento do sistema de canais e a análise do fluxo do molde é feita.
Por que confiar nos serviços personalizados de moldagem por injeção da JS Precision?
Através da experiência e conhecimento de nosso grupo de 15 anos de moldagem por injeção de plástico de engenharia, deve-se saber que fornecedores de serviços de moldagem por injeção personalizados realmente bons são aqueles que rastreiam dados de engenharia tridimensionais (pré-tratamento de material, seleção de aço para molde e processo de circuito fechado) , além de confiar no método de tentativa e erro baseado na experiência.
Por exemplo, no projeto de desenvolvimento de carcaça de bomba para tratamento de água industrial utilizando PA66-GF30, observou-se que a porosidade do material após a moldagem por injeção foi de 8,2% sem pré-tratamento com secagem . A resistência à tração também foi 32% inferior ao valor teórico neste caso.
ISO 9001:2015 , Sistema de Gestão da Qualidade, menciona claramente: Estabelecer um mecanismo de registro de parâmetros rastreáveis para o processo de produção em massa de componentes moldados por injeção e reter os principais dados e procedimentos do processo até o final do ciclo de vida do produto.
Para cumprir o requisito da norma, realizamos a simulação de retração anisotrópica e testes de teor de umidade do material antes mesmo da abertura do molde, por projeto, para eliminar possíveis desvios de produção em massa. Este processo agora faz parte do banco de dados de entrega para projetos de plásticos de engenharia JS Precision 180+.
Baixe o Guia de pré-tratamento de materiais para moldagem por injeção de plásticos de engenharia e seleção de moldes para entender os parâmetros de secagem, as regras de correspondência do aço do molde e avaliar antecipadamente a viabilidade do seu serviço de moldagem por injeção personalizado.
Como avaliar propriedades físicas para seleção de materiais para moldagem por injeção?
Seleção de materiais para moldagem por injeção deve priorizar a avaliação da resistência à tração, resistência à fluência, temperatura de distorção térmica (HDT) e taxa de contração anisotrópica para atender aos requisitos de trabalho de peças industriais de alta carga. Deve ser entendido que um material pode não funcionar igualmente bem com outro, mesmo que sejam colocados nas mesmas condições de funcionamento. A falha em fazer a escolha certa muitas vezes significa a necessidade de substituir peças repetidamente e outros problemas caros .
Dimensões para avaliação de desempenho central
- PA66-GF30: Verifique primeiro a resistência à tração ASTM D638 (≥180MPa) e depois a temperatura de distorção térmica ASTM D648 (≥250℃) para confirmar. A fibra de vidro é conhecida por causar encolhimento anisotrópico, o que proporcionará apenas cerca de 1/3 da taxa de encolhimento na direção do fluxo em comparação com a direção horizontal.
- POM: Concentre-se no baixo atrito inerente ao material e na resistência ao desgaste. O volume de desgaste após fricção prolongada deve ser ≤0,1mm³/N·m. Devido ao seu alto nível de cristalinidade , o molde deve ser projetado de forma que permita um encolhimento de cerca de 2,0%.
- PC: Os pontos principais deste polímero seriam a sua capacidade de absorver uma grande quantidade de energia de impacto e também a forma como reage às forças de cisalhamento. Deve ter uma temperatura de distorção térmica de pelo menos ≥125°C quando carregado a 1,85MPa . As áreas de paredes finas do PC são suscetíveis ao superaquecimento por cisalhamento que resulta em degradação; é por isso que a velocidade de injeção deve ser cuidadosamente controlada no PC.
Controle de Risco no Pré-tratamento de Materiais:
A falta de secagem suficiente do material levará à hidrolisação do PA66 e à queima do cisalhamento do PC . A JS Precision emprega um desumidificador de secagem a vácuo para secagem PA66 a 80 ℃, por mais de 4 horas continuamente, resultando em ponto de orvalho ≤-40 ℃, e o teor de umidade da matéria-prima foi mantido estritamente abaixo de 0,05% . A resistência à tração de uma peça feita com PA66 que não foi suficientemente seca cairá mais de 30% após a moldagem por injeção.

Figura 1: Vários pellets coloridos de plástico de engenharia em tubos de ensaio.
Como evitar o encolhimento e o empenamento de peças plásticas de alta resistência?
Evitando a deformação peças plásticas de alta resistência começa na fase de projeto, garantindo espessura de parede uniforme, evitando cantos vivos e fornecendo bordas arredondadas, e compensando as dimensões do molde com base na lei de contração de cristalização. As causas básicas do encolhimento e do empenamento podem ser eliminadas do próprio projeto . Embora, em casos práticos, mesmo que a espessura da parede varie em mais de 25%, pode-se ajustar os parâmetros do processo apenas para um efeito menor.
Causas físicas de encolhimento e empenamento:
Uma mudança repentina na espessura da parede congelará primeiro a camada superficial, enquanto o núcleo ainda será capaz de encolher, levando a tensões de tração. Desvios na espessura da parede superiores a 15% podem expor um determinado local a um encolhimento de quase 80%.
Três regras de controle quantitativo
O serviço de moldagem de plástico de engenharia requer três controles quantitativos desde o final do projeto:
- Cálculo da compensação da cavidade do molde:
O tamanho da cavidade do molde é determinado pela fórmula Dm = Dp (1 + S) + Dp×S². (Dm - dimensão da cavidade do molde. Dp - tamanho desejado da peça. S - taxa real de contração do material). Além disso, considere o reforço de fibra, que é uma fonte de anisotropia. Para polímeros semicristalinos como POM , geralmente é adicionado 0,3-0,5% extra para compensação de encolhimento .
- Proporção de espessura da parede da costela:
Para evitar manchas espessas que causarão marcas de afundamento e empenamento, o piso da nervura não deve exceder 60% da espessura conectada à parede principal . Em geral, a altura da nervura deve ser 3 vezes a espessura da parede. Muita altura resultará em enchimento difícil.
- Cisalhamento da porta e equilíbrio de pressão:
Realizar uma relação L/T do corredor é o ponto de partida quando se trata do Moldflow . Em seguida, as comportas devem ser dispostas de forma que a pressão seja distribuída uniformemente. Para alcançar o equilíbrio de pressão através do ajuste do tempo de congelamento da comporta, considere também manter uma distribuição de pressão pelo menos igual após a comporta ser congelada. Se a relação L/T for superior a 100:1, você poderá precisar de mais portas.
Fundamentalmente, isso significa que os moldes não são mais simplesmente baseados nas dimensões das peças e é necessário fazer uma compensação retangular adicional no projeto para permitir desvios na fibra de vidro. Sem essa tolerância, as peças plásticas de fibra de vidro com paredes espessas encolhem inevitavelmente.
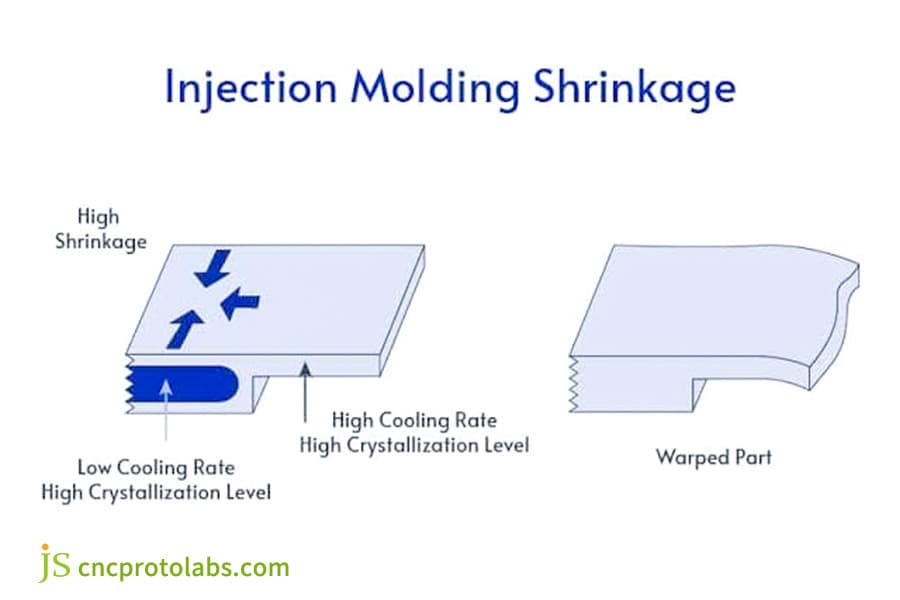
Figura 2: Diagrama mostrando a contração da moldagem por injeção.
Quais são as Diretrizes DFM Não Negociáveis para Design de Componentes Plásticos Personalizados?
O design de componente plástico personalizado deve cumprir integralmente as especificações do ângulo de inclinação, da proporção da espessura da nervura e do raio do canto nos padrões quantitativos para garantir uma desmoldagem suave e resistência estrutural sem causar defeitos de produção em massa . Quebrar esses padrões é o principal motivo de retrabalho de moldes.
Linhas de base físicas gerais do DFM:
- Ângulo de saída: mínimo de 1°-2° para furos internos e superfícies externas. 1° para cada 10μm de profundidade no caso de texturas - para manter os riscos de ejeção sob controle. Para maior segurança, para cavidades profundas (>30mm), o ângulo de saída não deve ser inferior a 1,5°.
- Alívio de tensão por arredondamento de cantos: arestas vivas são proibidas em ângulos retos. O raio do canto interno R e a espessura da parede principal T devem satisfazer R/T≥0,25 para evitar trincas sob tensão. Para materiais reforçados com fibra de vidro, recomenda-se R/T≥0,4.
- Espessura Uniforme da Parede: Mudanças drásticas na espessura da parede devem ser limitadas a 15%. As áreas a serem espessas devem ser escavadas e reforçadas para evitar deslocamento térmico do centro. Configure uma zona de transição gradual se a diferença na espessura da parede das seções adjacentes for superior a 0,5 mm.
Lista de verificação do DFM para abertura de pré-molde JS Precision:
Uma revisão da equipe de projeto cobrirá o ângulo de inclinação, a superfície de partição, as posições dos pinos ejetores e as previsões da linha de solda, o que pode antecipar 98% dos possíveis defeitos de projeto. Para análise DFM, combinamos SolidWorks e Moldflow.
Carregue seus desenhos 3D para obter um relatório gratuito de revisão de conformidade do DFM do projeto de componentes plásticos personalizados e identificar possíveis problemas de projeto com antecedência.
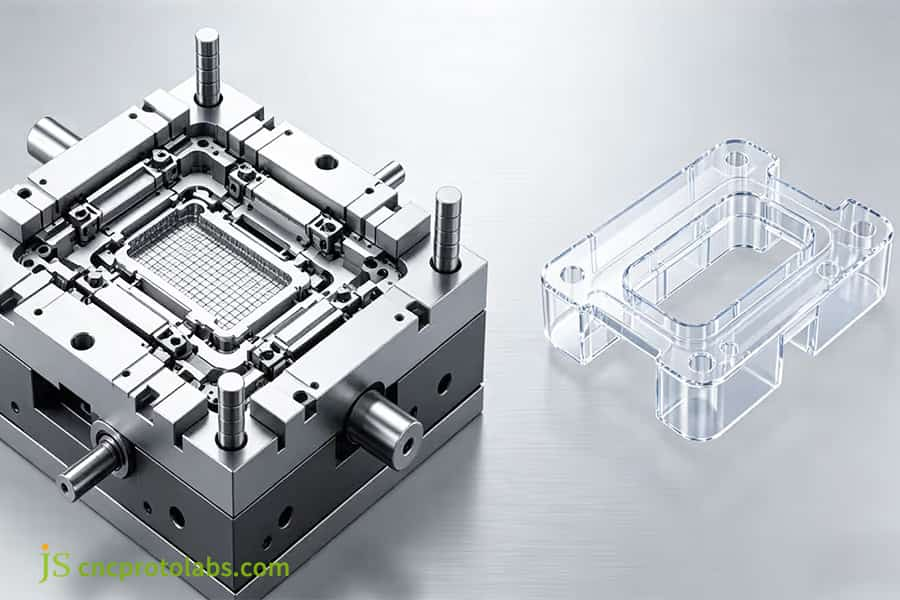
Figura 3: Peças plásticas transparentes e molde de injeção.
Como obter tolerâncias precisas com serviço de moldagem por injeção personalizado?
Para obter tolerâncias ultraprecisas de ±0,05 mm com serviço personalizado de moldagem por injeção (± 0,02 mm em posições de acoplamento locais), ajuda a coordenar e controlar a precisão do processamento do molde, a estabilidade da temperatura do molde e os parâmetros de pressão de injeção em vários estágios . Esses elementos são todos interdependentes, perder o controle de qualquer um deles leva a desvios dimensionais.
Controle de processamento de molde de ultraprecisão:
As cavidades do molde são usinadas usando uma combinação de EDM de fio lento e EDM de espelho, com tolerância mantida em ±0,005mm. Para materiais de molde, o aço endurecido com pelo menos 52 HRC é selecionado para evitar a deformação do molde devido à alta pressão. As folgas da inserção do molde inferiores a 0,01 mm são mantidas para suprimir rebarbas.
Temperatura do molde e controle de circuito fechado de injeção:
- Temperatura do molde em circuito fechado:
É empregado um aquecedor automático de temperatura do óleo que mantém a diferença de temperatura entre o canal e a cavidade em um mínimo de ±1°C , garantindo que as taxas de encolhimento sejam as mesmas e que materiais cristalinos como o POM sejam bem balanceados. Quando a flutuação da temperatura do molde passa de ± 2 ℃, a dimensão do material cristalino pode chegar a 0,05 mm.
- Pressão de injeção mantendo circuito fechado:
Um sensor de pressão de cavidade de alta sensibilidade é montado na máquina de moldagem por injeção de circuito fechado com retenção de pressão. A retenção de pressão mudará em microssegundos quando o fundido estiver endurecendo para eliminar quaisquer diferenças no volume de contração térmica . O ponto de comutação de retenção de pressão de precisão terá um efeito direto no encolhimento e empenamento.
ISO 20457:2018 (Tolerâncias para peças plásticas moldadas): As peças moldadas de plástico de engenharia preenchidas com fibra de vidro devem corresponder à faixa dimensional através de tolerâncias, o encolhimento anisotrópico deve ser compensado por uma tolerância adicional de 0,01 a 0,02 mm.
Realizamos primeiros ajustes precisos da amostra com base nesta norma para que a precisão da entrega seja garantida.
Entre em contato com nossos engenheiros para análise e avaliação gratuita do fluxo do molde para verificar a viabilidade de tolerância do seu serviço personalizado de moldagem por injeção.
Como prevenir o desgaste e a corrosão de ferramentas em moldagem por injeção de plásticos de engenharia?
A fibra de vidro e os retardadores de chama emitem vapores ácidos na moldagem por injeção de plástico, que levam ao desgaste mecânico e à corrosão química do molde. O uso de liga de aço altamente endurecida combinada com tratamento de superfície é essencial para prolongar a vida útil do molde. A longevidade do molde reflete diretamente no custo de produção do item.
Mecanismos de desgaste e corrosão de moldes
Quando a fibra de vidro é exposta a forças de cisalhamento intensas, ela desgasta a cavidade do molde e funciona como uma lixa. Os retardadores de chama também liberam vapores ácidos, como HCl, quando aquecidos a altas temperaturas, causando corrosão na superfície do aço . O aço P20 comum (HRC30) desenvolve rebarbas após 100.000 ciclos de moldagem . As peças de fibra de vidro são ainda menos duráveis, pois atingem o limite mais rapidamente. A área da comporta é o ponto de falha e o desgaste resulta em uma espessura de rebarba de até 0,05 mm nas peças desgastadas.
Seleção de aço para moldes e soluções de tratamento de superfície
|
Classe de aço |
Dureza (HRC) |
Vida útil (ciclos) |
Resistência à corrosão |
|---|---|---|---|
|
P20 |
28-32 |
<100 mil |
Pobre |
|
H13 (Extinguido) |
52-54 |
~ 300 mil |
Médio |
|
S136 (polido) |
52-54 |
~500 mil |
Alto |
|
S136 + PVD |
54-56 |
>800 mil |
Excelente |
Comparamos resultados de dados de rastreamento de 800.000 ciclos de produção. Acontece que a erosão do portão do aço revestido com PVD S136 + é apenas um sétimo da erosão do aço H13 não revestido . Isso economiza cerca de US$ 12.000 em custos de abertura de molde secundário por conjunto de molde. Portanto, a configuração S136+PVD é muito importante para grandes volumesserviço de moldagem de plásticos de engenharia .
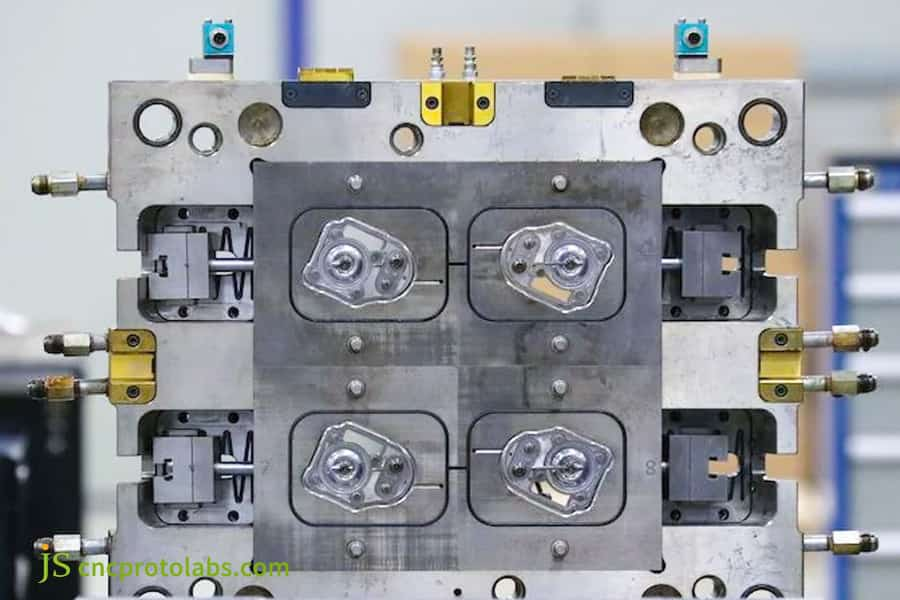
Figura 4: Molde de injeção de aço inoxidável na fábrica.
Como calcular cavidades de molde e força de fixação para produção de injeção de alto volume?
A decisão de quantas cavidades e a tonelagem necessária para uma produção de injeção de alto volume deve ser feita pelo cálculo do ROI que considera os fatores de área projetada, pressão da cavidade e quantidade de produção anual, assim, os custos de investimento inicial devem ser equilibrados de um lado e o custo unitário dos itens produzidos, do outro. A seleção incorreta da cavidade significa que o único resultado serão moldes ociosos ou insuficientes para produzir.
Lógica para cálculo da força de fixação do molde:
Força de fixação do molde necessária = Área projetada da peça (cm²) × pressão de injeção (35-50MPa para plásticos de engenharia em média dentro da cavidade)
Esta é uma fórmula que inclui um fator de segurança de 15% para evitar flashes. Com materiais reforçados com fibra de vidro, recomenda-se usar o limite superior (pressão mais alta) devido à sua maior viscosidade de fusão.
ROI de cavidade e análise de equilíbrio
Fórmula de custo unitário: Custo unitário = Custo do molde / Volume total + Custo de disparo único. Comparando os pontos de equilíbrio para diferentes números de cavidades:
|
Contagem de cavidades |
Custo inicial do molde ($) |
Custo unitário ($) |
Volume anual de equilíbrio (pcs) |
|---|---|---|---|
|
1-Cavidade |
3.000 |
1,20 |
- |
|
2-Cavidade |
4.800 |
0,75 |
50.000 |
|
4-Cavidade |
8.500 |
0,48 |
80.000 |
Exemplo de cálculo de tonelagem de fechamento de molde
Tomando como exemplo uma área projetada de 200 cm² e uma pressão de cavidade interna de 45 MPa, a tonelagem necessária = 200 × 45/1000 × 1,15 ≈ 10,4 toneladas. Na verdade, é escolhida uma máquina de 120 toneladas. A seleção de tonelagem para produção de injeção de alto volume precisa reservar uma margem de segurança de 15%, considerando o curso de ejeção e o tamanho do molde.
Estudo de caso JS Precision: Eliminando linhas de solda e porosidade em carcaças de bombas de nylon personalizadas
Um conhecido fabricante de equipamentos de tratamento de água industrial se deparou com um problema de produção de produção em massa de carcaça de bomba PA66 reforçada com 30% de fibra de vidro. Os produtos do fornecedor anterior falhavam constantemente nas linhas de solda sob pressão, e uma grande parte do material apresentava porosidade interna. Tais problemas resultaram em uma taxa de sucata de 22% e em sérios atrasos na entrega de toda a máquina. O cliente falhou três vezes na mudança de fornecedor .
Dificuldades do cliente e análise do problema
- Problema: as linhas de solda da carcaça da bomba PA66-GF30 falharam sob pressão, apareceu uma densa porosidade interna e a taxa de refugo chegou a 22%.
- Causa raiz: apenas um único sprue direto em um lado da cavidade, resultando em uma frente de fusão lenta e pressão fraca na convergência, o que causou baixa resistência da linha de solda, sistema de exaustão ruim que deixou o gás ficar preso, o que por sua vez causou a porosidade . A análise do fluxo do molde indicou que a temperatura na região da linha de solda era 35°C menor que a temperatura do material principal.
Solução da JS Precision
Para superar esses desafios de linha de solda e porosidade em seu peças plásticas de engenharia personalizadas , introduzimos estes métodos:
- Otimização da localização do portão: O portão foi alterado de um portão direto unilateral para um portão circular central com base na simulação de enchimento de fluido, resultando em um ponto de convergência de corredor equilibrado . Como resultado, a posição da linha de solda foi deslocada para uma área livre de tensões.
- Projeto do sistema de exaustão: O último ponto de encontro da linha de solda foi usinado com uma ranhura de exaustão de 0,01 mm de profundidade e 4 mm de largura. Além disso, um pino ejetor de vácuo foi usado para auxílio à evacuação . Após a modificação, a pressão da cavidade caiu para menos de 10 mbar.
- Pressão de retenção da temperatura do molde: A temperatura do óleo do molde foi atualizada para um nível mais alto e a temperatura foi mantida constante em 95 ℃. A mudança da pressão de retenção em vários estágios permitiu a distribuição alternada das fibras de vidro e evitou a área de coleta de resina na linha de solda.
Lições aprendidas:
O primeiro teste apenas abordou as linhas de solda aumentando a velocidade de injeção, o que, infelizmente, fez com que o material ficasse carbonizado localmente. Percebendo esse erro imediatamente, a equipe inverteu a solução , diminuindo a taxa de cisalhamento local e, por sua vez, aumentando a temperatura do sistema de câmara quente e a temperatura do molde , e o problema foi resolvido de maneira perfeita. Esta lição destaca o ponto de que os problemas da linha de solda são mais complexos do que uma solução para acelerar.
Resultados Finais
- Propriedade estrutural 45% mais forte na peça de soldagem.
- A taxa de erro do lote fica abaixo de 0,2%.
- O prazo de entrega é reduzido em 15 dias.
Comentários do cliente: A JS Precision não é uma mera planta de processamento, ela abrange engenharia profunda. A otimização do DFM economizou centenas de milhares em custos de modificação de moldes.
Para obter soluções de otimização DFM de carcaça de bomba semelhantes e relatórios de moldagem de teste, carregue seus desenhos para JS Precision e receba uma avaliação gratuita e um orçamento de peças plásticas de engenharia personalizadas dentro de 24 horas.
Por que escolher a JS Precision como sua parceira para moldagem por injeção de plásticos de engenharia de precisão?
Se você escolher a JS Precision, você se beneficiará do uso de máquinas de usinagem com certificação ISO 9001 de alta qualidade, obterá ajuda em todas as fases da tecnologia de fluxo de molde e terá um controle de qualidade rigoroso de alto nível para aumentar o valor em todo o processo de design e produção em massa. Não apenas aceitamos pedidos e os executamos, estamos envolvidos em cada etapa importante do desenvolvimento do produto.
20 anos de experiência em engenharia e mais de 5.000 estudos de caso
Trabalhamos com todos os tipos de termoplásticos de engenharia, incluindo PA66 PC POM e PEI. Nossos registros mostram que nossos produtos têm paredes muito finas de 0,8 mm a paredes muito altas de até 10 mm de paredes vazadas.
A vantagem da nossa moldagem por injeção de plásticos de engenharia é que estivemos expostos a muitas falhas, acumulamos um banco de dados de mais de 300 modos de falha possíveis para que possamos detectar problemas muito cedo na fase de projeto. Um exemplo é para materiais reforçados com fibra de vidro, o sistema verificará automaticamente o risco de desprendimento da fibra e avisará o ajuste da espessura da parede, se necessário.
Instalações de teste e padrões de entrega
- Certificado ISO 9001:2015 , relatório de inspeção completo fornecido para cada unidade.
- Máquina de medição por coordenadas Zeiss, tolerâncias de espessura de parede de fábrica ± 0,01 mm, desvio de uniformidade <3%.
- DFM + Moldflow gratuito oferecido com o orçamento, incluindo recomendações para ajustes de projeto e avisos de risco de projeto.
Nosso padrão de entrega de aprovação na moldagem experimental na primeira tentativa para serviços de moldagem por injeção personalizados vai além de apenas dizer que pode ser moldado. Nossos dados históricos mostram que a taxa de aprovação no primeiro teste de moldes que passaram por DFM completo e análise de fluxo do molde é de 92%, muito superior à média da indústria de 65%.
Perguntas frequentes
Q1: Por que o PA66 (Nylon) deve passar por um rigoroso pré-tratamento de secagem antes da moldagem por injeção de plásticos de engenharia?
PA66 (Nylon) é um termoplástico semicristalino extremamente polarizado. Quando exposto a um teor de umidade superior a 0,2%, a injeção do molde sob condições de alta temperatura levaria à hidrólise que cria poros, bem como estrias de prata. Também faz com que a resistência à tração do plástico caia acima de 30%. A JS Precision realiza secagem a vácuo a 80 graus Celsius por 4 horas, atinge um ponto de orvalho de -40 graus Celsius e o nível de umidade é mantido abaixo de 0,05%.
Q2: Quais níveis de tolerância seu serviço de moldagem por injeção personalizado pode garantir para componentes plásticos de engenharia?
A precisão da ferramenta de usinagem CNC e da eletroerosão a fio está em um nível de precisão do molde de +/- 0,005 mm. É complementado pela máquina injetora de circuito fechado. O desvio de tamanho do produto acabado é mantido de ±0,02 a ±0,05 mm de forma estável . Com a primeira amostra vem um relatório da máquina de medição por coordenadas Zeiss.
Q3: Como as resinas de engenharia reforçadas com fibra de vidro (GF) afetam a vida útil das ferramentas de moldes de injeção?
Como a fibra de vidro que se mistura ao material de moldagem tem uma dureza muito elevada, ela deve desgastar/arranhar a cavidade do molde, nas áreas erodidas . A JS Precision para produção em grande volume de componentes feitos parcialmente com fibra de vidro utiliza materiais de aço H13/S136 com níveis de dureza de pelo menos 52HRC. Os controles deslizantes facilmente desgastados são revestidos com PVD, proporcionando uma vida útil do molde de 500.000 a 1.000.000 ciclos.
Q4: Quais especificações de espessura de parede devem ser seguidas no projeto de componentes plásticos personalizados para eliminar marcas de encolhimento?
Recomenda-se espessura de parede de 1,5 a 3,5 mm. Mudanças repentinas na espessura da parede devem ser limitadas a 15% no máximo. Se um projeto deseja evitar paredes grossas devido ao encolhimento, uma boa solução é ter nervuras . A espessura da parede da raiz das nervuras não deve ser superior a 0,6 da espessura da parede principal. A JS Precision oferece serviço gratuito de DFM (Design for Manufacturing) para otimização de tais defeitos.
P5: Quais são os principais fatores de economia de custos com os quais você deve se preocupar na produção de injeção de alto volume?
O custo unitário muda com o número de cavidades, o canal selecionado e o ciclo de moldagem. Os moldes com diversas cavidades custam muito mais no início mas, pelo contrário, são muito mais económicos nos custos de processamento por unidade . JS Precision reduz o tempo de ciclo através da simulação do fluxo do molde e do projeto do canal de água. Como resultado, atinge o ponto de equilíbrio ideal com o manuseio de peças robóticas.
P6: Como a JS Precision consegue o controle de ventilação do molde em moldes de precisão para evitar queimaduras e vazios nas peças?
Projetamos diferentes ranhuras de ventilação para diferentes materiais: Selecionamos uma profundidade de ranhura de ventilação de 0,01 mm para PA66 para evitar o transbordamento e a profundidade da ranhura de ventilação para PC é escolhida como 0,02 mm. Também estamos usando um sistema de ventilação multissecional e de nível micrométrico para garantir a liberação rápida e estável do gás durante a produção de um grande número de produtos.
Q7: O que devo fazer para obter uma cotação precisa sobre moldagem por injeção personalizada da JS Precision?
Envie-nos seus desenhos 3D nos formatos STP/STEP/IGS, suas especificações de material, incluindo tipo e qualidade de material, e outras especificações, como volume de produção anual e faixa de tolerância . Em seguida, prepararemos para você uma cotação em camadas dentro de 12 a 24 horas.
P8: Quais métodos a JS Precision pode usar para verificação rastreável e verificação física de resinas poliméricas de alto desempenho?
Compre apenas de agentes legítimos como BASF, DuPont, Bayer, etc. Ao entrar na fábrica, solicite um certificado COA e utilize um testador de propriedade física e um analisador de umidade para amostragem, eliminando completamente a reciclagem secundária de materiais . Você pode diretamente carregue os desenhos para obter uma cotação e a JS Precision responderá rapidamente.
Resumo
Para superar as dificuldades na produção em massa de plásticos de engenharia de alto desempenho por meio de moldagem por injeção, é necessário contar com pesquisas rigorosas em ciência de materiais, compensação precisa de encolhimento, parâmetros geométricos DFM otimizados e seleção de aço para molde de têmpera que corresponda a condições de alto cisalhamento. Os detalhes de engenharia descritos neste guia são o caminho necessário para a criação de peças plásticas de precisão de alta qualidade e alta estabilidade .
Você quer estar pronto para produção em massa? Carregue seus arquivos 3D (STEP/IGS) para JS Precision. Nossa equipe de fábrica com certificação ISO 9001 em nossa fábrica de Dongguan fornecerá a você um relatório DFM e Moldflow gratuito que garantirá que a melhor solução de produção em massa seja encontrada dentro de 24 horas .

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Para Serviços de precisão JS , não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. É responsabilidade do comprador identificar requisitos técnicos específicos e solicite uma cotação formal de peças . Entre em contato conosco para mais informações.
Equipe de precisão JS
Soluções de fabricação personalizadas. Com mais de 15 anos de experiência atendendo mais de 1.000 clientes, somos especializados em alta precisão Usinagem CNC , fabricação de chapas metálicas , Impressão 3D , moldagem por injeção , e estampagem de metal . Tendo entregue com sucesso mais de 300.000 peças de precisão, mantemos uma taxa de entrega dentro do prazo de 99,2% em todos os projetos personalizados.
Nossas instalações estão equipadas com mais de 100 centros de usinagem de 5 eixos de última geração e possuem certificação ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes B2B em 150 países. Quer você precise de prototipagem de baixo volume ou personalização em grande escala, apoiamos seu projeto com prazos de entrega de apenas 24 horas. Escolher Precisão JS para eficiência, qualidade e profissionalismo incomparáveis.
Para saber mais ou enviar sua RFQ, visite nosso site: www.cncprotolabs.com
Recurso

