

Stampaggio ad iniezione di materie plastiche tecniche trasforma materiali termoplastici ad alte prestazioni (PA66 modificato, POM, PC) in componenti industriali di precisione con una tolleranza di ± 0,05 mm, eliminando vuoti e segni di ritiro.
Questa tecnica risolve il problema relativo alla produzione in serie di parti ad alta resistenza e dimensionalmente stabili, combinando il ritiro del materiale, stampi in acciaio temprato (≥52 HRC) con il controllo del processo a circuito chiuso.
Guida rapida per lo stampaggio a iniezione di materiali plastici
|
Decisione Dimensione/Materiale |
Parametri tecnici chiave |
Acciaio per stampi consigliato (HRC). |
Supporto JS Precision |
|---|---|---|---|
|
PA66 (rinforzato GF). |
Essiccare a 80°C per 4 ore; profondità dello sfiato ≤ 0,01 mm |
H13 (52-54) |
Essiccazione integrata + analisi del flusso |
|
POM (acetale). |
Ritiro della cristallinità fino al 2,0%, profondità di sfiato 0,015 mm |
S136 (lucidato a specchio) |
Compensazione del ritiro + dimensionamento della cavità |
|
PC (ad alto impatto). |
Alta viscosità, sensibile al taglio; temperatura dello stampo 80-120°C |
NAK80/S136 |
Controllo del calore di taglio + design antistress |
Risultati chiave
- Corrispondenza della durezza degli stampi: la plastica iniettata rinforzata con fibra di vetro richiede cavità dello stampo in acciaio duro come H13/S136 (≥52 HRC) a causa delle elevate forze di taglio delle fibre di vetro che provocano una grave usura da taglio degli utensili .
- Regolazione fisica: le dimensioni dello stampo devono essere regolate con precisione in base al ritiro della resina dovuto alla cristallizzazione e deve essere adottata una commutazione di mantenimento della pressione multistadio per ridurre al minimo i vuoti di ritiro.
- Controllo del flusso: lo sfiato ha una profondità di soli 0,01-0,015 mm . Il cancello e il canale vengono bilanciati tramite il bilanciamento del sistema di canali e viene eseguita l'analisi del flusso dello stampo.
Perché affidarsi ai servizi di stampaggio a iniezione personalizzati di JS Precision?
Attraverso la nostra esperienza di gruppo e la nostra conoscenza derivante da 15 anni di ingegneria dello stampaggio a iniezione di materie plastiche, si dovrebbe sapere che i fornitori di servizi di stampaggio a iniezione personalizzati veramente buoni sono quelli che tracciano dati ingegneristici tridimensionali (pretrattamento dei materiali, selezione dell'acciaio per stampi e processo a circuito chiuso) , oltre a fare affidamento su un metodo di prova ed errore basato sull'esperienza.
Ad esempio, nel progetto di sviluppo dell'alloggiamento della pompa per il trattamento delle acque industriali utilizzando PA66-GF30, è stato osservato che la porosità del materiale dopo lo stampaggio a iniezione era dell'8,2% senza pretrattamento con essiccazione . Anche in questo caso la resistenza alla trazione è risultata inferiore del 32% rispetto al valore teorico.
ISO9001:2015 , Sistema di Gestione della Qualità, menziona chiaramente: Stabilire un meccanismo di registrazione dei parametri tracciabili per il processo di produzione di massa di componenti stampati a iniezione e conservare i dati e le procedure chiave del processo fino alla fine del ciclo di vita del prodotto.
Per soddisfare i requisiti della norma, effettuiamo la simulazione del ritiro anisotropico e il test del contenuto di umidità del materiale prima ancora che lo stampo venga aperto, per progetto, per eliminare potenziali deviazioni dalla produzione di massa. Questo processo fa ora parte del database di consegna per i progetti di tecnopolimeri JS Precision 180+.
Scarica la Guida al pretrattamento dei materiali per stampaggio a iniezione di materie plastiche e alla selezione dello stampo per comprendere i parametri di essiccazione, le regole di abbinamento dell'acciaio per stampi e per valutare in anticipo la fattibilità del tuo servizio di stampaggio a iniezione personalizzato.
Come valutare le proprietà fisiche per la selezione dei materiali per lo stampaggio a iniezione?
Scelta dei materiali per lo stampaggio ad iniezione dovrebbero dare priorità alla valutazione della resistenza alla trazione, alla resistenza allo scorrimento viscoso, alla temperatura di distorsione termica (HDT) e al tasso di ritiro anisotropo per soddisfare i requisiti di lavoro delle parti industriali ad alto carico. Dovrebbe essere chiaro che un materiale potrebbe non funzionare altrettanto bene con un altro anche se messo nelle stesse condizioni di lavoro, la mancata scelta giusta spesso significa la necessità di sostituire ripetutamente parti e altri problemi costosi .
Dimensioni per la valutazione delle prestazioni principali
- PA66-GF30: controllare prima la resistenza alla trazione ASTM D638 (≥180MPa), quindi la temperatura di distorsione termica ASTM D648 (≥250℃) per confermare. È noto che la fibra di vetro provoca un restringimento anisotropo che darà solo circa 1/3 della velocità di restringimento nella direzione del flusso rispetto alla direzione orizzontale.
- POM: Focus sul basso attrito intrinseco del materiale e sulla resistenza all'usura. Il volume di usura dopo uno sfregamento prolungato dovrebbe essere ≤0,1 mm³/N·m. A causa del suo livello molto elevato di cristallinità , lo stampo deve essere progettato in modo da consentire un restringimento di circa il 2,0%.
- PC: I punti principali di questo polimero sarebbero la sua capacità di assorbire una maggiore quantità di energia d'impatto e anche il modo in cui reagisce alle forze di taglio. Dovrebbe avere una temperatura di distorsione termica di almeno ≥ 125 ℃ se caricato a 1,85 MPa . Le aree a pareti sottili del PC sono suscettibili al surriscaldamento da taglio che si traduce in un degrado, ecco perché la velocità di iniezione nel PC deve essere attentamente controllata.
Controllo dei rischi nel pretrattamento dei materiali:
La mancanza di un'asciugatura sufficiente del materiale porterà alla bruciatura da taglio del PA66 idrolizzato e del PC . JS Precision utilizza un deumidificatore con essiccazione sotto vuoto per l'essiccazione del PA66 a 80 ℃, per oltre 4 ore consecutive, con conseguente punto di rugiada ≤ -40 ℃ e il contenuto di umidità delle materie prime è stato mantenuto rigorosamente al di sotto dello 0,05% . La resistenza alla trazione di una parte realizzata con PA66 che non è stata sufficientemente essiccata diminuirà di oltre il 30% dopo lo stampaggio a iniezione.

Figura 1: Vari pellet di plastica tecnica colorata in provette.
Come prevenire il restringimento e la deformazione delle parti in plastica ad alta resistenza?
Evitare la deformazione del parti in plastica ad alta resistenza inizia fin dalla fase di progettazione garantendo uno spessore uniforme delle pareti, evitando spigoli vivi e fornendo bordi arrotondati, e compensando le dimensioni dello stampo in base alla legge del ritiro da cristallizzazione. Le cause profonde del restringimento e della deformazione possono essere eliminate dalla progettazione stessa . Nella pratica, però, anche se lo spessore della parete varia di oltre il 25%, è possibile regolare i parametri del processo solo in modo minore.
Cause fisiche di restringimento e deformazione:
Un improvviso cambiamento di spessore della parete congelerà prima lo strato superficiale mentre il nucleo sarà ancora in grado di contrarsi portando a tensioni di trazione. Deviazioni dello spessore delle pareti superiori al 15% potrebbero esporre una determinata posizione a un restringimento di quasi l'80%.
Tre regole di controllo quantitativo
Il servizio di stampaggio di materie plastiche richiede tre controlli quantitativi dal punto di vista della progettazione:
- Calcolo della compensazione della cavità dello stampo:
La dimensione della cavità dello stampo è determinata dalla formula Dm = Dp (1 + S) + Dp×S². (Dm - dimensione della cavità dello stampo. Dp - dimensione desiderata del pezzo. S - tasso di ritiro effettivo del materiale). Inoltre, considerare il rinforzo delle fibre che è una fonte di anisotropia. Per i polimeri semicristallini come il POM viene solitamente aggiunto uno 0,3-0,5% extra per compensare il ritiro .
- Rapporto spessore parete nervatura:
Per evitare punti spessi che potrebbero causare avvallamenti e deformazioni, il pavimento della nervatura non deve superare il 60% dello spessore collegato alla parete principale . In generale, l'altezza della nervatura dovrebbe essere 3 volte lo spessore della parete. Un'altezza eccessiva risulterà difficile da riempire.
- Taglio del cancello e bilanciamento della pressione:
L'esecuzione di un rapporto L/T del canale è il punto di partenza quando si tratta di Moldflow . Quindi i cancelli dovrebbero essere disposti in modo che la pressione sia distribuita uniformemente. Per ottenere l'equilibrio della pressione regolando anche il tempo di congelamento del cancello, considerare di mantenere almeno la stessa distribuzione della pressione dopo che il cancello è stato congelato. Se il rapporto L/T è superiore a 100:1 potrebbero essere necessari più gate.
Fondamentalmente ciò significa che gli stampi non sono più semplicemente basati sulle dimensioni delle parti ed è necessario apportare un'ulteriore compensazione rettangolare al progetto per tenere conto delle deviazioni della fibra di vetro. Senza tale tolleranza, le parti in plastica in fibra di vetro con pareti spesse inevitabilmente si restringono.
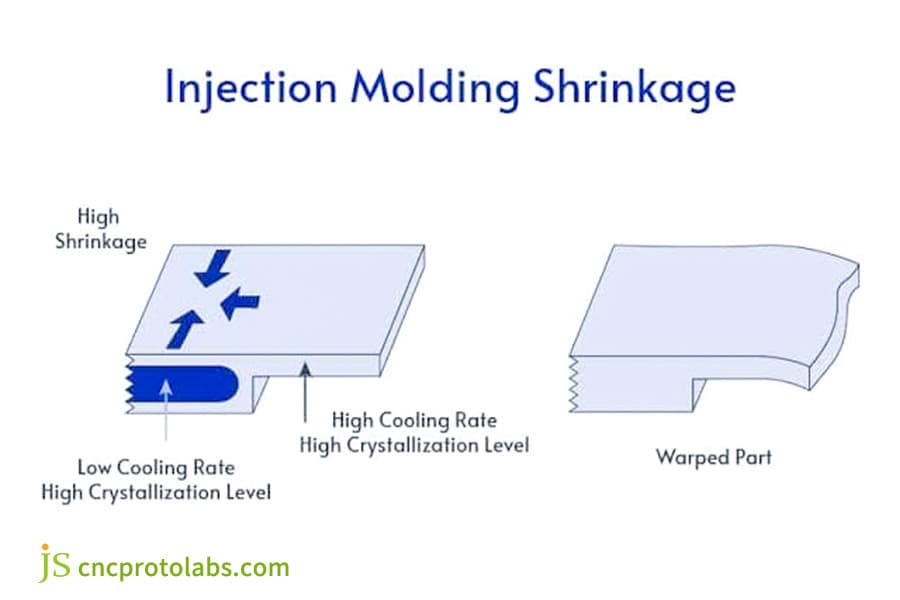
Figura 2: diagramma che mostra il restringimento dello stampaggio a iniezione.
Quali sono le linee guida DFM non negoziabili per la progettazione di componenti in plastica personalizzati?
IL progettazione personalizzata di componenti in plastica deve rispettare pienamente le specifiche relative all'angolo di sformo, al rapporto di spessore delle nervature e al raggio d'angolo sugli standard quantitativi per garantire uno sformamento regolare e una resistenza strutturale senza causare difetti nella produzione di massa . La violazione di questi standard è il motivo principale della rilavorazione dello stampo.
Linee di base fisiche DFM generali:
- Angolo di sformo: minimo 1°-2° per fori interni e superfici esterne. 1° ogni 10μm di profondità in caso di texture - per tenere sotto controllo i graffi da espulsione. Per maggiore sicurezza, per le cavità profonde (>30 mm), l'angolo di sformo non deve essere inferiore a 1,5°.
- Riduzione della tensione mediante arrotondamento degli angoli: gli spigoli vivi sono vietati negli angoli retti. Il raggio dell'angolo interno R e lo spessore della parete principale T devono soddisfare R/T≥0,25 per prevenire crepe sotto tensione. Per materiali rinforzati con fibra di vetro si consiglia R/T≥0,4.
- Spessore uniforme della parete: i cambiamenti drastici dello spessore della parete dovrebbero essere limitati al 15%. Le aree che devono essere spesse dovrebbero essere scavate e rinforzate per evitare lo spostamento del centro termico. Impostare una zona di transizione graduale se la differenza nello spessore della parete delle sezioni adiacenti è superiore a 0,5 mm.
Lista di controllo DFM per l'apertura pre-stampo JS Precision:
Una revisione del team di progettazione riguarderà l'angolo di sformo, la superficie di giunzione, le posizioni dei perni di espulsione e le previsioni della linea di saldatura, che possono anticipare il 98% dei potenziali difetti di progettazione. Per l'analisi DFM, combiniamo SolidWorks e Moldflow.
Carica i tuoi disegni 3D per ottenere un rapporto gratuito sulla revisione della conformità DFM della progettazione di componenti in plastica personalizzati e identificare in anticipo potenziali problemi di progettazione.
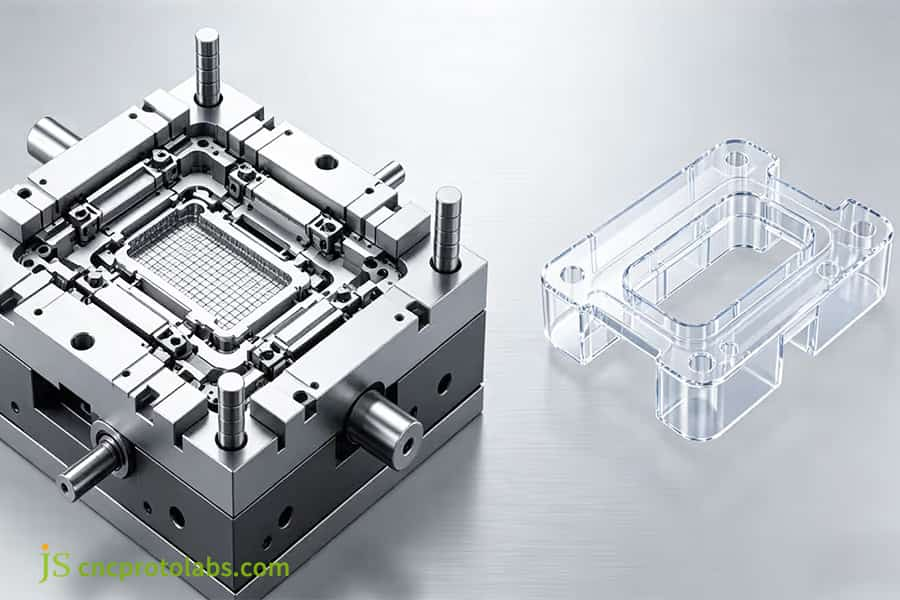
Figura 3: parti in plastica trasparente e stampo a iniezione.
Come ottenere tolleranze precise con il servizio di stampaggio a iniezione personalizzato?
Per ottenere tolleranze ultra precise di ±0,05 mm con servizio di stampaggio ad iniezione personalizzato (±0,02 mm nelle posizioni di accoppiamento locali), aiuta a coordinare e controllare la precisione della lavorazione dello stampo, la stabilità della temperatura dello stampo e i parametri della pressione di iniezione multistadio . Questi elementi sono tutti interdipendenti, la perdita del controllo di uno di essi porta a deviazioni dimensionali.
Controllo della lavorazione dello stampo ultrapreciso:
Le cavità dello stampo vengono lavorate utilizzando una combinazione di elettroerosione a filo lento ed elettroerosione a specchio, con la tolleranza mantenuta a ±0,005 mm. Per i materiali dello stampo viene selezionato acciaio temprato di almeno 52 HRC in modo da evitare la deformazione dello stampo dovuta all'alta pressione. Vengono mantenuti giochi degli inserti dello stampo inferiori a 0,01 mm per eliminare le bave.
Controllo della temperatura dello stampo e dell'iniezione a circuito chiuso:
- Temperatura dello stampo a circuito chiuso:
Viene utilizzato un riscaldatore automatico della temperatura dell'olio che mantiene la differenza di temperatura tra il canale e la cavità a un minimo di ±1℃ , garantendo che i tassi di ritiro siano gli stessi e che i materiali cristallini come il POM siano ben bilanciati. Quando la fluttuazione della temperatura dello stampo supera ± 2 ℃, la dimensione del materiale cristallino potrebbe arrivare fino a 0,05 mm.
- Mantenimento della pressione di iniezione a circuito chiuso:
Un sensore di pressione della cavità ad alta sensibilità è montato sulla macchina per lo stampaggio a iniezione a circuito chiuso con mantenimento della pressione. Il mantenimento della pressione cambierà in microsecondi quando il materiale fuso si sta indurendo per eliminare eventuali differenze nel volume di contrazione termica . Il punto di commutazione del mantenimento della pressione di precisione avrà un effetto diretto sul restringimento e sulla deformazione.
ISO 20457:2018 (Tolleranze per parti in plastica stampata): le parti stampate in plastica tecnica riempita con fibra di vetro devono corrispondere all'intervallo dimensionale attraverso le tolleranze, il ritiro anisotropo deve essere compensato con una tolleranza aggiuntiva da 0,01 a 0,02 mm.
Effettuiamo delle regolazioni precise a campione sulla base di questa norma in modo da garantire la precisione della consegna.
Contatta i nostri ingegneri per un'analisi e una valutazione gratuite del flusso dello stampo per verificare la fattibilità della tolleranza del tuo servizio di stampaggio a iniezione personalizzato.
Come prevenire l'usura e la corrosione degli utensili nello stampaggio a iniezione di materie plastiche?
La fibra di vetro e i ritardanti di fiamma emettono vapori acidi nello stampaggio a iniezione di plastica, che portano all'usura meccanica e alla corrosione chimica dello stampo. L'uso di acciaio legato ad alta tempra abbinato al trattamento superficiale è essenziale per prolungare la vita dello stampo. La longevità dello stampo è una riflessione diretta sul costo di produzione dell'articolo.
Meccanismi di usura e corrosione dello stampo
Quando la fibra di vetro è esposta a intense forze di taglio, abrade la cavità dello stampo e funziona come la carta vetrata. I ritardanti di fiamma rilasciano anche vapori acidi come l'HCl quando riscaldati a temperature elevate, provocando la corrosione della superficie dell'acciaio . L'acciaio ordinario P20 (HRC30) sviluppa bave dopo 100.000 cicli di stampo . Le parti in fibra di vetro sono ancora meno durevoli poiché raggiungono il limite più velocemente. L'area del punto di iniezione è il punto di rottura e l'usura provoca uno spessore di bava fino a 0,05 mm nelle parti usurate.
Selezione dell'acciaio per stampi e soluzioni per il trattamento superficiale
|
Grado di acciaio |
Durezza (HRC). |
Durata dell'usura (cicli). |
Resistenza alla corrosione |
|---|---|---|---|
|
P20 |
28-32 |
<100k |
Povero |
|
H13 (temprato) |
52-54 |
~300k |
Medio |
|
S136 (lucido). |
52-54 |
~500k |
Alto |
|
S136+PVD |
54-56 |
>800k |
Eccellente |
Abbiamo confrontato i risultati del monitoraggio dei dati di 800.000 cicli di produzione. Si scopre che l'erosione del cancello dell'acciaio rivestito S136 + PVD è solo un settimo dell'erosione dell'acciaio H13 non rivestito . Ciò consente di risparmiare circa $ 12.000 sui costi di apertura dello stampo secondario per set di stampi. Pertanto la configurazione S136+PVD è molto importante per i grandi volumiservizio di stampaggio di materie plastiche .
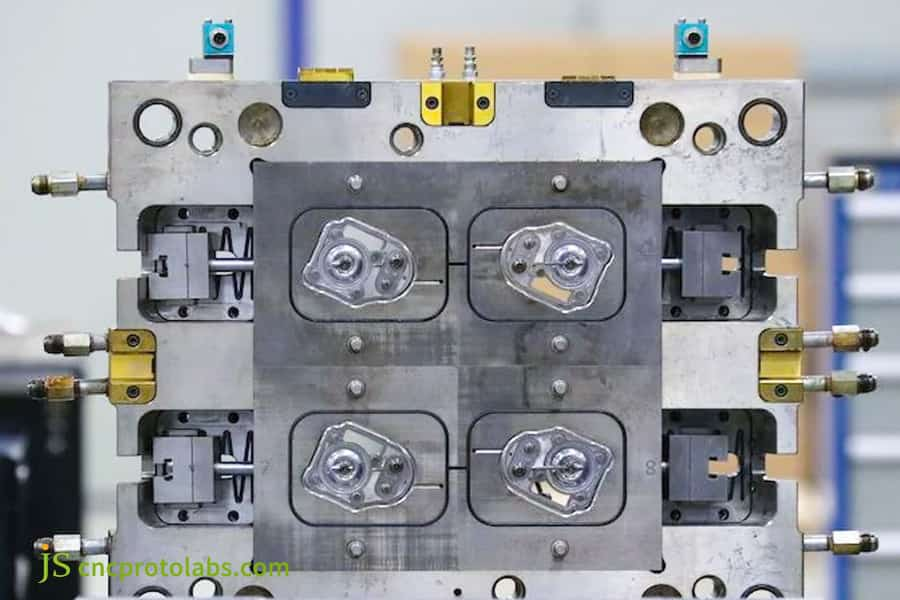
Figura 4: Stampo a iniezione in acciaio inossidabile in fabbrica.
Come calcolare le cavità dello stampo e la forza di chiusura per la produzione di elevati volumi di iniezione?
La decisione su quante cavità e il tonnellaggio richiesto per una produzione di iniezione ad alto volume dovrebbe essere presa mediante il calcolo del ROI che considera i fattori di area prevista, pressione della cavità e quantità di produzione annuale, in modo da bilanciare i costi di investimento iniziale da un lato e il costo unitario degli articoli prodotti dall'altro. Una selezione errata della cavità significa che l'unico risultato saranno stampi inattivi o non sufficienti per la produzione.
Logica per il calcolo della forza di bloccaggio dello stampo:
Forza di bloccaggio dello stampo richiesta = area prevista della parte (cm²) × pressione di iniezione (35-50 MPa per tecnopolimeri, media all'interno della cavità)
Questa è una formula che include un fattore di sicurezza del 15% per prevenire il flash. Con i materiali rinforzati con fibra di vetro, si consiglia di utilizzare il limite superiore (pressione maggiore) a causa della loro maggiore viscosità del fuso.
ROI della cavità e analisi del pareggio
Formula del costo unitario: Costo unitario = Costo dello stampo / Volume totale + Costo del singolo colpo. Confronto dei punti di pareggio per diversi numeri di cavità:
|
Conteggio delle cavità |
Costo iniziale dello stampo ($). |
Costo unitario ($). |
Volume annuale di pareggio (pz). |
|---|---|---|---|
|
1-cavità |
3.000 |
1.20 |
- |
|
2-cavità |
4.800 |
0,75 |
50.000 |
|
4-cavità |
8.500 |
0,48 |
80.000 |
Esempio di calcolo del tonnellaggio di chiusura dello stampo
Prendendo come esempio una superficie proiettata di 200 cm² e una pressione della cavità interna di 45 MPa, il tonnellaggio richiesto = 200 × 45 / 1000 × 1,15 ≈ 10,4 tonnellate. In realtà viene scelta una macchina da 120 tonnellate. La selezione del tonnellaggio per produzione di iniezione ad alto volume è necessario riservare un margine di sicurezza del 15%, tenendo conto della corsa di espulsione e delle dimensioni dello stampo.
Caso di studio JS Precision: eliminazione delle linee di saldatura e della porosità negli alloggiamenti delle pompe in nylon personalizzati
Un noto produttore di apparecchiature per il trattamento dell'acqua industriale si è imbattuto in un problema di produzione di un alloggiamento per pompa in PA66 rinforzato con fibra di vetro al 30% per la produzione in serie. I prodotti del fornitore precedente si rompevano costantemente sulle linee di saldatura sotto pressione e gran parte del materiale presentava porosità interna. Tali problemi hanno comportato un tasso di scarto del 22% e un grave ritardo nella consegna dell'intera macchina. Il cliente aveva fallito tre volte nel cambiare fornitore .
Difficoltà del cliente e analisi del problema
- Problema: le linee di saldatura del corpo della pompa PA66-GF30 si sono guastate sotto pressione, è apparsa una densa porosità interna e il tasso di scarto ha raggiunto il 22%.
- Causa principale: solo un singolo canale di colata diretto su un lato della cavità, con conseguente lento fronte di fusione e debole pressione alla convergenza, che ha causato scarsa resistenza della linea di saldatura, cattivo sistema di scarico che ha lasciato intrappolare il gas, che a sua volta ha causato la porosità . L'analisi del flusso nello stampo ha indicato che la temperatura nella regione della linea di saldatura era inferiore di 35°C rispetto alla temperatura del materiale principale.
La soluzione di JS Precision
Per superare queste sfide relative alla linea di saldatura e alla porosità nel tuo parti in plastica tecnica personalizzata , abbiamo introdotto questi metodi:
- Ottimizzazione della posizione del cancello: il cancello è stato modificato da un cancello diretto su un solo lato al cancello circolare centrale in base alla simulazione del riempimento del fluido con conseguente punto di convergenza del corridore bilanciato . Di conseguenza, la posizione della linea di saldatura è stata spostata in un'area priva di tensioni.
- Progettazione del sistema di scarico: l'ultimo punto d'incontro della linea di saldatura è stato realizzato con una scanalatura di scarico profonda 0,01 mm e larga 4 mm. Inoltre, è stato utilizzato un perno di espulsione a vuoto come ausilio per l'evacuazione . Dopo la modifica la pressione nella cavità è scesa a meno di 10 mbar.
- Pressione di mantenimento della temperatura dello stampo: la temperatura dell'olio dello stampo è stata portata a un livello più alto e la temperatura è stata mantenuta costante a 95 ℃. La variazione della pressione di mantenimento in più fasi ha consentito la distribuzione alternata delle fibre di vetro e ha impedito l'area di raccolta della resina sulla linea di saldatura.
Lezioni apprese:
La prima prova ha affrontato solo le linee di saldatura aumentando la velocità di iniezione che, sfortunatamente, ha causato la carbonizzazione locale del materiale. Rendendosi conto subito di questo errore, il team ha invertito la soluzione diminuendo la velocità di taglio locale e aumentando di conseguenza la temperatura del sistema di canali caldi e la temperatura dello stampo , e il problema è stato risolto in modo perfetto. Questa lezione evidenzia il fatto che i problemi relativi alla linea di saldatura sono una questione complessa piuttosto che una soluzione rapida.
Risultati finali
- Proprietà strutturale più forte del 45% nella parte saldata.
- Il tasso di errore batch scende al di sotto dello 0,2%.
- I tempi di consegna sono ridotti di 15 giorni.
Commenti del cliente: JS Precision non è un semplice impianto di lavorazione, comprende una profonda ingegneria. L'ottimizzazione del DFM ci ha consentito di risparmiare centinaia di migliaia di dollari in costi di modifica dello stampo.
Per ottenere soluzioni simili di ottimizzazione DFM dell'alloggiamento della pompa e rapporti di stampaggio di prova, carica i tuoi disegni a JS Precision e ricevi una valutazione gratuita e un preventivo personalizzato per le parti in plastica ingegneristica entro 24 ore.
Perché scegliere JS Precision come partner per lo stampaggio a iniezione di materie plastiche per l'ingegneria di precisione?
Se scegli JS Precision, trarrai vantaggio dall'utilizzo di macchine operatrici certificate ISO 9001 di alta qualità, dall'assistenza in ogni fase della tecnologia del flusso degli stampi e da un rigoroso controllo di qualità di alto livello per aumentare il valore attraverso l'intero processo di progettazione e produzione di massa. Non ci limitiamo semplicemente ad accettare gli ordini e ad eseguirli, ma siamo coinvolti in ogni fase importante dello sviluppo del prodotto.
20 anni di esperienza ingegneristica e oltre 5.000 casi di studio
Lavoriamo con tutti i tipi di materiali termoplastici tecnici, inclusi PA66 PC POM e PEI. I nostri dati mostrano che i nostri prodotti hanno pareti molto sottili da 0,8 mm a pareti molto alte fino a 10 mm di pareti scavate.
Il vantaggio del nostro stampaggio a iniezione di tecnopolimeri è che siamo stati esposti a molti guasti, abbiamo accumulato un database di oltre 300 possibili modalità di guasto in modo da poter rilevare i problemi molto presto nella fase di progettazione. Un esempio è quello dei materiali rinforzati con fibra di vetro, il sistema controllerà automaticamente il rischio di distacco delle fibre e, se necessario, avviserà la regolazione dello spessore della parete.
Strutture di test e standard di consegna
- Certificato ISO 9001:2015 , rapporto di ispezione completo fornito per ogni unità.
- Macchina di misura a coordinate Zeiss, tolleranze di fabbrica sullo spessore delle pareti ±0,01 mm, deviazione di uniformità <3%.
- DFM + Moldflow gratuiti offerti con il preventivo, inclusi consigli per aggiustamenti di progettazione e avvisi sui rischi di progettazione.
Il nostro standard di consegna che prevede il superamento dello stampaggio di prova al primo tentativo per il servizio di stampaggio a iniezione personalizzato va oltre la semplice affermazione che può essere stampato. I nostri dati storici mostrano che il tasso di primo passaggio di prova degli stampi sottoposti ad analisi DFM e flusso dello stampo completa è del 92%, molto superiore alla media del settore del 65%.
Domande frequenti
D1: Perché il PA66 (nylon) deve essere sottoposto a un rigoroso pretrattamento di essiccazione prima dello stampaggio a iniezione di tecnopolimeri?
PA66 (Nylon) è un materiale termoplastico semicristallino estremamente polarizzato. Se esposto a un contenuto di umidità superiore allo 0,2%, l'iniezione dello stampo in condizioni di alta temperatura porterebbe all'idrolisi che crea pori e striature d'argento. Inoltre, la resistenza alla trazione della plastica diminuisce di oltre il 30%. JS Precision esegue l'asciugatura sotto vuoto a 80 gradi Celsius per 4 ore, raggiunge un punto di rugiada di -40 gradi Celsius e il livello di umidità viene mantenuto al di sotto dello 0,05%.
Q2: Quali livelli di tolleranza può garantire il vostro servizio di stampaggio a iniezione personalizzato per i componenti in plastica tecnica?
La precisione dell'utensile di lavorazione CNC e dell'elettroerosione a filo raggiunge un livello di accuratezza dello stampo di +/- 0,005 mm. È completato dalla macchina per lo stampaggio a iniezione a ciclo chiuso. La deviazione dimensionale del prodotto finito viene mantenuta stabilmente tra ±0,02 e ±0,05 mm . Con il primo campione viene fornito un rapporto sulla macchina di misura a coordinate Zeiss.
D3: In che modo le resine tecniche rinforzate con fibra di vetro (GF) influiscono sulla durata degli utensili per stampi a iniezione?
Poiché la fibra di vetro che si mescola al materiale di stampaggio ha una durezza molto elevata, dovrebbe abradere/graffiare la cavità dello stampo, nelle zone erose . JS Precision per la produzione in grandi volumi di componenti realizzati parzialmente con fibra di vetro utilizza materiali in acciaio H13/S136 con livelli di durezza di almeno 52HRC. I cursori facilmente usurabili sono rivestiti in PVD, garantendo una durata utile dello stampo di 500.000-1.000.000 di cicli.
Q4: Quali specifiche di spessore della parete dovrebbero essere seguite nella progettazione di componenti in plastica personalizzati per eliminare i segni di ritiro?
Si consiglia uno spessore della parete compreso tra 1,5 e 3,5 mm. Le variazioni improvvise dello spessore della parete dovrebbero essere limitate al 15% massimo. Se un progetto vuole evitare pareti spesse a causa del restringimento, una buona soluzione è quella di avere delle nervature . Lo spessore della parete della radice delle costole non deve essere superiore a 0,6 dello spessore della parete principale. JS Precision offre un servizio DFM (Design for Manufacturing) gratuito per l'ottimizzazione di tali difetti.
D5: Quali sono i principali fattori di risparmio sui costi di cui dovresti preoccuparti per la produzione di elevati volumi di iniezione?
Il costo unitario cambia in base al numero di cavità, al canale selezionato e al ciclo di stampaggio. Gli stampi a più cavità costano molto di più all'inizio ma, al contrario, sono molto più economici nei costi unitari di lavorazione . JS Precision riduce i tempi di ciclo simulando il flusso dello stampo e progettando il canale dell'acqua. Di conseguenza, raggiunge il punto di pareggio ottimale con la movimentazione dei pezzi tramite robot.
D6: In che modo JS Precision ottiene il controllo dello sfiato degli stampi di precisione per evitare bruciature e vuoti delle parti?
Progettiamo diverse scanalature di sfiato per materiali diversi: selezioniamo una profondità della scanalatura di sfiato di 0,01 mm per PA66 per evitare il traboccamento e la profondità della scanalatura di sfiato per PC viene scelta come 0,02 mm. Stiamo inoltre utilizzando un sistema di ventilazione multi-sezione e di livello micrometrico per garantire un rilascio rapido e stabile del gas durante la produzione di un numero elevato di prodotti.
Q7: Cosa devo fare per ottenere un preventivo preciso sullo stampaggio a iniezione personalizzato da JS Precision?
Inviaci i tuoi disegni 3D nei formati STP/STEP/IGS, le specifiche del materiale, inclusi il tipo e il grado del materiale, e altre specifiche come il volume di produzione annuale e l'intervallo di tolleranza . Quindi prepareremo per te un preventivo a più livelli entro 12-24 ore.
D8: Quali metodi può utilizzare JS Precision per il controllo tracciabile e la verifica fisica delle resine polimeriche ad alte prestazioni?
Acquistare solo da agenti legittimi come BASF, DuPont, Bayer, ecc. Quando si entra in fabbrica, richiedere un certificato COA e utilizzare un tester delle proprietà fisiche e un analizzatore di umidità per il campionamento, eliminando completamente il riciclaggio secondario dei materiali . Puoi direttamente caricare i disegni per ottenere un preventivo e JS Precision risponderà rapidamente.
Riepilogo
Per superare le difficoltà nella produzione di massa di tecnopolimeri ad alte prestazioni attraverso lo stampaggio a iniezione, è necessario fare affidamento su una rigorosa ricerca nella scienza dei materiali, un'accurata compensazione del ritiro, parametri geometrici DFM ottimizzati e una selezione di acciaio per stampi da tempra che corrisponda a condizioni di taglio elevate. I dettagli tecnici descritti in questa guida rappresentano il percorso necessario per creare parti in plastica di precisione di alta qualità ed elevata stabilità .
Vuoi essere pronto per la produzione di massa? Carica i tuoi file 3D (STEP/IGS) a JS Precision. Il nostro team di fabbrica certificato ISO 9001 presso il nostro stabilimento di Dongguan ti fornirà un rapporto DFM e Moldflow gratuito che assicurerà che la migliore soluzione di produzione di massa venga trovata entro 24 ore .

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Per Servizi di precisione JS , non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. È responsabilità dell'acquirente identificare i requisiti tecnici specifici e richiedere un preventivo formale per le parti . Vi preghiamo di contattarci per ulteriori informazioni.
Squadra di precisione JS
Soluzioni di produzione personalizzate. Con oltre 15 anni di esperienza al servizio di più di 1.000 clienti, siamo specializzati nell'alta precisione Lavorazione CNC , fabbricazione di lamiere , Stampa 3D , stampaggio ad iniezione , E stampaggio metalli . Avendo consegnato con successo oltre 300.000 parti di precisione, manteniamo un tasso di consegna puntuale del 99,2% in tutti i progetti personalizzati.
La nostra struttura è dotata di oltre 100 centri di lavoro a 5 assi di ultima generazione ed è certificata ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti B2B in 150 paesi. Che tu abbia bisogno di prototipi in piccoli volumi o di personalizzazione su larga scala, supportiamo il tuo progetto con tempi di consegna fino a 24 ore. Scegliere Precisione JS per efficienza, qualità e professionalità senza pari.
Per saperne di più o inviare la tua richiesta di offerta, visita il nostro sito web: www.cncprotolabs.com
Risorsa

