

Инженерное литье пластмасс под давлением преобразует высокоэффективные термопластические материалы (модифицированный PA66, POM, PC) в прецизионные промышленные компоненты с допуском ± 0,05 мм, устраняя пустоты и следы усадки.
Этот метод решает проблему, связанную с проблемой массового производства высокопрочных деталей со стабильными размерами за счет сочетания усадки материала, форм из закаленной стали (≥52 HRC) с управлением процессом с обратной связью.
Краткий справочник по литью под давлением инженерных пластмасс
|
Решение Размер/Материал |
Ключевые технические параметры |
Рекомендуемая пресс-форма (HRC) |
Поддержка точности JS |
|---|---|---|---|
|
PA66 (усиленный GF) |
Сушить при температуре 80°C в течение 4 часов; глубина вентиляционного отверстия ≤0,01 мм |
Н13 (52-54) |
Интегрированная осушающая система + анализ потока |
|
ПОМ (Ацеталь) |
Усадка кристалличности до 2,0%, глубина отверстий 0,015 мм. |
S136 (Зеркальная полировка) |
Компенсация усадки + калибровка полости |
|
ПК (высокопрочный) |
Высокая вязкость, чувствительна к сдвигу; температура формы 80-120°C |
НАК80/С136 |
Контроль температуры сдвига + конструкция для снятия напряжений |
Ключевые выводы
- Соответствие твердости пресс-форм: для литьевых пластмасс, армированных стекловолокном, требуются полости форм из твердой стали, такой как H13/S136 (≥52 HRC), из-за высоких сил сдвига стекловолокон, которые приводят к серьезному износу инструментов при резании .
- Физическая регулировка: размеры формы должны быть точно отрегулированы с учетом усадки смолы из-за кристаллизации, а также необходимо использовать многоступенчатое переключение удержания давления, чтобы минимизировать усадочные пустоты.
- Контроль потока: глубина вентиляции составляет всего 0,01–0,015 мм . Ворота и бегунки балансируются посредством балансировки системы направляющих и анализа текучести пресс-формы.
Зачем полагаться на услуги JS Precision по индивидуальному литью под давлением?
Благодаря нашему групповому опыту и знаниям, полученным за 15 лет разработки литья пластмасс под давлением, следует знать, что действительно хорошими поставщиками услуг по индивидуальному литью под давлением являются те, кто отслеживает трехмерные инженерные данные (предварительная обработка материала, выбор стали для форм и замкнутый цикл процесса) , помимо того, что полагается на основанный на опыте метод проб и ошибок.
Например, в проекте разработки корпуса насоса для промышленной очистки воды с использованием PA66-GF30 было замечено, что пористость материала после литья под давлением составила 8,2% без предварительной обработки с сушкой . Прочность на разрыв в этом случае также оказалась на 32% ниже теоретического значения.
ИСО 9001:2015 , Система управления качеством, четко упоминает: Создать отслеживаемый механизм регистрации параметров для процесса массового производства компонентов, отлитых под давлением, и сохранять ключевые данные и процедуры процесса до конца жизненного цикла продукта.
Чтобы выполнить требования стандарта, мы проводим моделирование анизотропной усадки и тестирование содержания влаги в материале еще до открытия формы в рамках каждого проекта, чтобы исключить потенциальные отклонения при массовом производстве. Этот процесс теперь является частью базы данных поставок для проектов JS Precision 180+ по конструкционным пластмассам.
Загрузите Руководство по предварительной обработке материалов для литья под давлением инженерных пластмасс и выбору формы, чтобы понять параметры сушки, правила подбора стали для форм и заранее оценить осуществимость вашей индивидуальной услуги по литью под давлением.
Как оценить физические свойства при выборе материала для литья под давлением?
Выбор материала для литья под давлением следует уделять первоочередное внимание оценке прочности на разрыв, сопротивления ползучести, температуры тепловой деформации (HDT) и скорости анизотропной усадки, чтобы соответствовать рабочим требованиям промышленных деталей, подвергающихся высоким нагрузкам. Следует понимать, что один материал может не одинаково хорошо работать с другим, даже если их привести в одинаковое рабочее состояние, неправильный выбор часто означает необходимость неоднократной замены деталей и другие дорогостоящие проблемы .
Размеры для оценки базовой производительности
- PA66-GF30: Для подтверждения сначала проверьте прочность на разрыв по ASTM D638 (≥180 МПа), затем температуру тепловой деформации по ASTM D648 (≥250 ℃). Известно, что стекловолокно вызывает анизотропную усадку, которая дает только около 1/3 скорости усадки в направлении потока по сравнению с горизонтальным направлением.
- ПОМ: обратите внимание на присущие материалу низкое трение и устойчивость к износу. Объем износа после длительного трения должен составлять ≤0,1 мм³/Н·м. Из-за очень высокого уровня кристалличности форма должна быть спроектирована так, чтобы обеспечить усадку примерно на 2,0%.
- ПК: Основными моментами в отношении этого полимера являются его способность поглощать большую часть энергии удара, а также то, как он реагирует на силы сдвига. Он должен иметь температуру теплового искажения не менее ≥125 ℃ при нагрузке до 1,85 МПа . Тонкостенные участки ПК подвержены сдвиговому перегреву, что приводит к деградации, поэтому скорость впрыска ПК необходимо тщательно контролировать.
Контроль рисков при предварительной обработке материала:
Отсутствие достаточной сушки материала приведет к гидролизу PA66 и подгоранию ПК при сдвиге . JS Precision использует вакуумный осушитель для сушки PA66 при температуре 80 ℃ в течение более 4 часов непрерывно, в результате чего точка росы ≤-40 ℃, а влажность сырья поддерживается строго ниже 0,05% . Прочность на разрыв детали, изготовленной из PA66, которая не была достаточно высушена, после литья под давлением упадет более чем на 30%.

Рисунок 1: Гранулы инженерного пластика разного цвета в пробирках.
Как предотвратить усадку и коробление высокопрочных пластиковых деталей?
Во избежание деформации детали из высокопрочного пластика начинается с этапа проектирования с обеспечения равномерной толщины стенок, исключения острых углов и обеспечения закругленных краев, а также компенсации размеров формы на основе закона кристаллизационной усадки. Коренные причины усадки и деформации могут быть устранены в самом проекте . Однако в практических случаях, даже если толщина стенки варьируется более чем на 25 %, корректировать параметры процесса можно лишь с меньшим эффектом.
Физические причины усадки и деформации:
Внезапное изменение толщины стенки сначала заморозит поверхностный слой, тогда как сердцевина все равно сможет сжиматься, что приведет к возникновению растягивающих напряжений. Отклонения толщины стенки, превышающие 15 %, могут привести к усадке данного места почти на 80 %.
Три правила количественного контроля
Услуга инженерного литья пластмасс требует трех количественных проверок со стороны проектирования:
- Расчет компенсации полости пресс-формы:
Размер полости формы определяется по формуле Dm = Dp (1 + S) + Dp×S². (Dm - размер полости формы. Dp - желаемый размер детали. S - фактическая степень усадки материала). Также обратите внимание на армирование волокнами, которое является источником анизотропии. Для полукристаллических полимеров, таких как ПОМ, обычно добавляют дополнительно 0,3–0,5% для компенсации усадки .
- Коэффициент толщины стенки ребра:
Во избежание образования утолщений, которые могут привести к образованию раковин и деформации, ребро пола не должно превышать 60 % толщины соединения основной стены . Как правило, высота ребра должна быть в 3 раза больше толщины стены. Слишком большая высота приведет к затруднению наполнения.
- Сдвиг ворот и баланс давления:
Определение соотношения L/T литника является отправной точкой , когда речь идет о Moldflow . Тогда ворота следует расположить так, чтобы давление распределялось равномерно. Для достижения баланса давления путем регулировки времени замораживания ворот также рассмотрите возможность поддержания как минимум равного распределения давления после замораживания ворот. Если соотношение L/T превышает 100:1, вам может потребоваться больше ворот.
По сути, это означает, что формы больше не основаны просто на размерах деталей, и необходимо внести в конструкцию дополнительную прямоугольную компенсацию, чтобы учесть отклонения стекловолокна. Без такого припуска детали из стеклопластика с толстыми стенками неизбежно сжимаются.
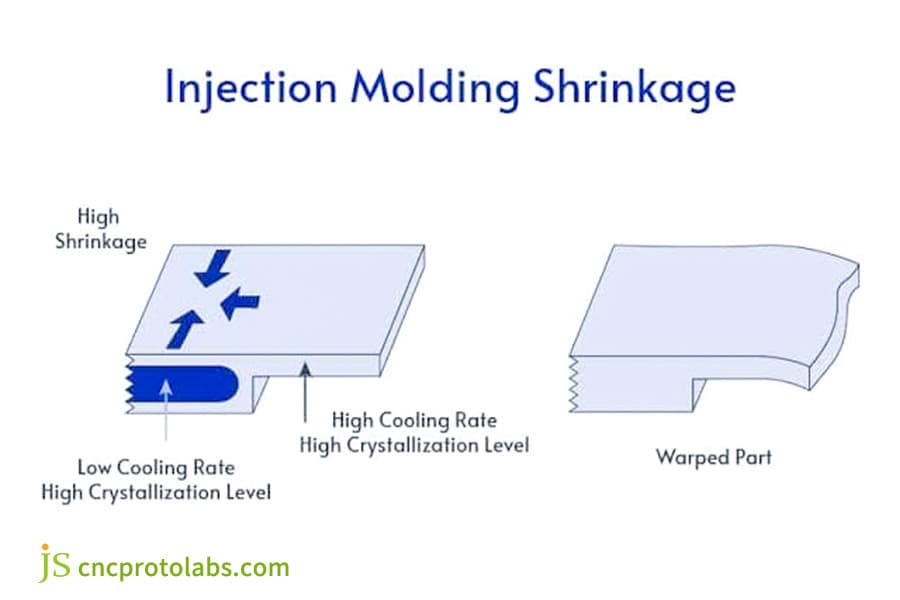
Рисунок 2: Диаграмма, показывающая усадку при литьевом формовании.
Каковы не подлежащие обсуждению рекомендации DFM по индивидуальному проектированию пластиковых компонентов?
индивидуальный дизайн пластиковых компонентов должен полностью соответствовать углу уклона, соотношению толщины ребер и характеристикам углового радиуса количественных стандартов, чтобы гарантировать плавное извлечение из формы и прочность конструкции, не вызывая дефектов массового производства . Нарушение этих стандартов является основной причиной переделки пресс-форм.
Общие физические базовые показатели DFM:
- Угол уклона: минимум 1°-2° для внутренних отверстий и внешних поверхностей. 1° на каждые 10 мкм глубины в случае текстур – чтобы держать под контролем царапины, возникающие при выбросе. Для большей безопасности при глубоких полостях (>30 мм) угол уклона должен быть не менее 1,5°.
- Снятие напряжения за счет закругления углов: острые края под прямым углом запрещены. Радиус внутреннего угла R и толщина основной стенки T должны удовлетворять R/T≥0,25 , чтобы предотвратить появление трещин под напряжением. Для материалов, армированных стекловолокном, рекомендуется R/T≥0,4.
- Равномерная толщина стенок: Резкие изменения толщины стенок должны быть ограничены 15%. Области, которые будут иметь большую толщину, должны быть углублены и усилены, чтобы избежать смещения теплового центра. Устанавливают зону плавного перехода, если разница в толщине стенок соседних участков составляет более 0,5 мм.
Контрольный список DFM для открытия предварительной формы JS Precision:
Анализ группы проектировщиков будет охватывать угол уклона, поверхность разъема, положение выталкивателя и прогнозы линий сварного шва, что позволяет предвидеть 98% потенциальных дефектов конструкции. Для анализа DFM мы объединяем SolidWorks и Moldflow.
Загрузите свои 3D-чертежи, чтобы получить бесплатный отчет о проверке соответствия DFM конструкции пластиковых компонентов по индивидуальному заказу и заранее выявить потенциальные проблемы проектирования.
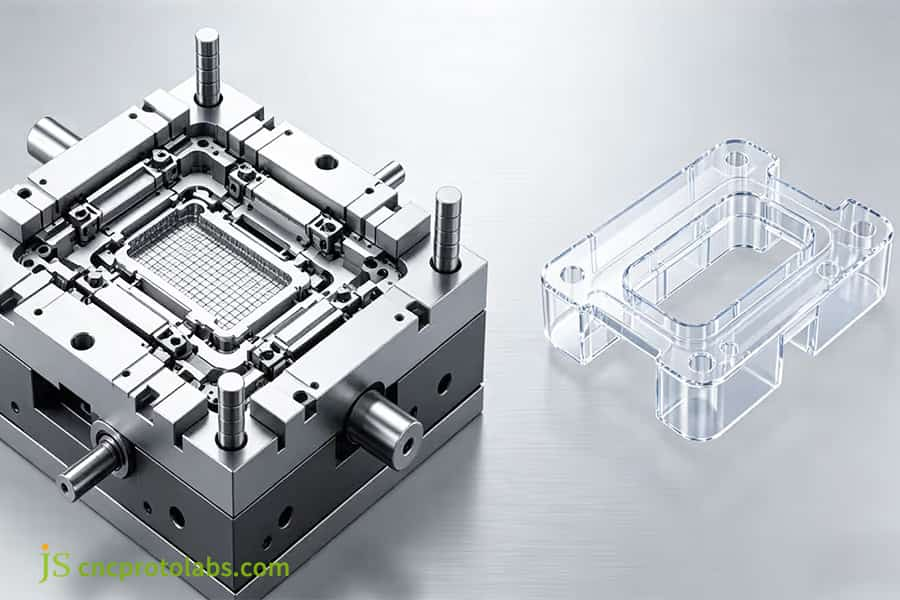
Рисунок 3: Прозрачные пластиковые детали и пресс-форма.
Как добиться точных допусков с помощью услуги литья под давлением на заказ?
Для достижения сверхточных допусков ±0,05 мм с услуги индивидуального литья под давлением (±0,02 мм в местах локального сопряжения) он помогает координировать и контролировать точность обработки пресс-формы, стабильность температуры пресс-формы и параметры многоступенчатого давления впрыска . Все эти элементы взаимозависимы, отсутствие контроля над каким-либо из них приводит к отклонениям размеров.
Сверхточный контроль обработки пресс-формы:
Полости пресс-формы обрабатываются с использованием комбинации медленной проволочной электроэрозионной обработки и зеркальной электроэрозионной обработки с допуском ±0,005 мм. В качестве материалов форм выбирают закаленную сталь твердостью не менее 52 HRC, чтобы предотвратить деформацию формы из-за высокого давления. Зазоры между вставками пресс-формы должны составлять менее 0,01 мм для предотвращения заусенцев.
Замкнутый контур управления температурой пресс-формы и впрыском:
- Температура пресс-формы в замкнутом контуре:
Используется автоматический нагреватель температуры масла, который поддерживает разницу температур между рабочим колесом и полостью на уровне минимум ±1 ℃ , гарантируя одинаковую степень усадки и хорошую сбалансированность кристаллических материалов, таких как ПОМ. Когда колебания температуры формы превышают ±2 ℃, размер кристаллического материала может достигать 0,05 мм.
- Удержание давления впрыска в замкнутом контуре:
На термопластавтомате замкнутого цикла с удержанием давления установлен высокочувствительный датчик давления в полости. Удержание давления будет меняться за микросекунды по мере затвердевания расплава, чтобы устранить любые различия в объеме термической усадки . Точная точка переключения удержания давления будет иметь прямое влияние на усадку и коробление.
ИСО 20457:2018 (Допуски для формованных пластиковых деталей): Литые детали из инженерного пластика, наполненные стекловолокном, должны соответствовать размерному диапазону допусков, анизотропная усадка должна компенсироваться дополнительным допуском на 0,01–0,02 мм.
Мы выполняем первые выборочные точные настройки на основе этого стандарта , чтобы гарантировать точность поставки.
Свяжитесь с нашими инженерами для бесплатного анализа и оценки текучести пресс-формы, чтобы убедиться в возможности допусков вашей индивидуальной услуги по литью под давлением.
Как предотвратить износ инструментов и коррозию при литье инженерных пластмасс под давлением?
Стекловолокно и антипирены выделяют пары кислоты при литье пластмасс под давлением, которые приводят к механическому износу и химической коррозии формы. Использование высокозакаленной легированной стали в сочетании с обработкой поверхности имеет важное значение для продления срока службы формы. Долговечность формы напрямую влияет на стоимость изготовления изделия.
Износ пресс-формы и механизмы коррозии
Когда стекловолокно подвергается интенсивным усилиям сдвига, оно истирает полость формы и действует как наждачная бумага. Антипирены также выделяют пары кислоты, такие как HCl, при нагревании до высоких температур, что приводит к коррозии стальной поверхности . Обычная сталь P20 (HRC30) образует облом после 100 000 циклов формования . Детали из стекловолокна еще менее долговечны, так как быстрее достигают предела прочности. Зона затвора является местом разрушения, а износ приводит к толщине заусенцев в изношенных деталях до 0,05 мм.
Решения по выбору стали для пресс-форм и обработке поверхности
|
Марка стали |
Твердость (HRC) |
Срок службы (циклов) |
Коррозионная стойкость |
|---|---|---|---|
|
P20 |
28-32 |
<100 тыс. |
Бедный |
|
H13 (Закаленный) |
52-54 |
~300 тыс. |
Середина |
|
S136 (Полированный) |
52-54 |
~500 тыс. |
Высокий |
|
С136 + ПВД |
54-56 |
>800 тыс. |
Отличный |
Мы сравнили результаты отслеживания данных 800 000 производственных циклов. Оказывается, что литниковая эрозия стали с покрытием S136 + PVD составляет лишь одну седьмую от эрозии стали H13 без покрытия . Это сэкономит вам около 12 000 долларов США на открытии вторичной формы на комплект пресс-форм. Поэтому конфигурация S136+PVD очень важна для крупносерийного производства.услуги по литью инженерных пластмасс .
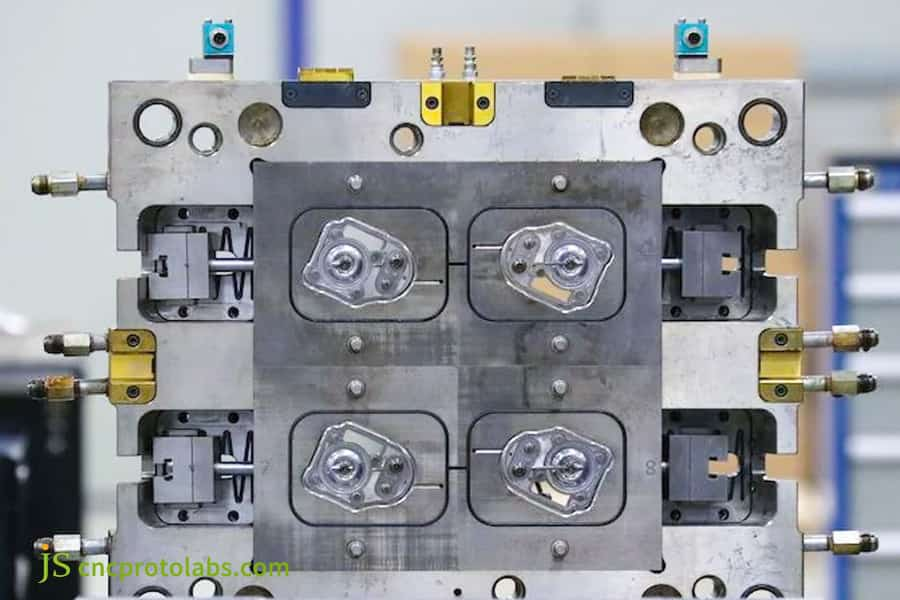
Рисунок 4: Пресс-форма из нержавеющей стали на заводе.
Как рассчитать полости пресс-формы и силу смыкания для крупносерийного литья под давлением?
Решение о количестве полостей и необходимом тоннаже для высокообъемного литьевого производства должно приниматься путем расчета рентабельности инвестиций, который учитывает факторы проектируемой площади, давления в полости и годового объема производства, таким образом, первоначальные инвестиционные затраты должны быть сбалансированы с одной стороны, а себестоимость единицы продукции - с другой. Неправильный выбор полости означает, что единственным результатом будет то, что формы будут простаивать или их будет недостаточно для производства.
Логика расчета силы зажима пресс-формы:
Требуемая сила зажима пресс-формы = Проектируемая площадь детали (см²) × давление впрыска (35–50 МПа для конструкционных пластиков, усредненное внутри полости)
Эта формула включает 15%-ный коэффициент безопасности для предотвращения вспышки. Для материалов, армированных стекловолокном, рекомендуется использовать верхний предел (более высокое давление), поскольку у них более высокая вязкость расплава.
Окупаемость инвестиций в полости и анализ безубыточности
Формула стоимости единицы продукции: Стоимость единицы = Стоимость пресс-формы / Общий объем + Стоимость одной порции. Сравнение точек безубыточности для разных номеров гнезд:
|
Количество полостей |
Первоначальная стоимость пресс-формы ($) |
Стоимость единицы ($) |
Годовой объем безубыточности (шт.) |
|---|---|---|---|
|
1-полость |
3000 |
1.20 |
- |
|
2-полость |
4800 |
0,75 |
50 000 |
|
4-полость |
8500 |
0,48 |
80 000 |
Пример расчета тоннажа закрытия формы
Если взять в качестве примера проектируемую площадь 200 см² и давление во внутренней полости 45 МПа, то требуемый тоннаж = 200×45/1000×1,15 ≈ 10,4 тонны. Фактически выбрана машина 120 тонн. Выбор тоннажа для инъекционное производство в больших объемах необходимо зарезервировать запас прочности в 15% с учетом хода выталкивания и размера формы.
Пример использования JS Precision: устранение сварных швов и пористости в нестандартных нейлоновых корпусах насосов
Известный производитель промышленного оборудования для очистки воды столкнулся с проблемой массового производства корпуса насоса PA66, на 30% армированного стекловолокном. Продукция предыдущего поставщика постоянно разрушалась в местах сварки под давлением, и большая часть материала имела внутреннюю пористость. Такие проблемы привели к 22% брака и серьезной задержке поставки всей машины. Заказчику трижды не удавалось сменить поставщика .
Трудности заказчика и анализ проблемы
- Проблема: сварные швы корпуса насоса PA66-GF30 разрушились под давлением, появилась плотная внутренняя пористость, процент брака достигал 22%.
- Основная причина: только один прямой литник на одной стороне полости, что привело к медленному фронту плавления и слабому давлению в месте схождения, что привело к плохой прочности линии сварного шва, плохой выхлопной системе, которая позволяла удерживать газ, что, в свою очередь, вызывало пористость . Анализ текучести пресс-формы показал, что температура в области линии сварного шва была на 35 ℃ ниже, чем температура основного материала.
Решение JS Precision
Чтобы преодолеть проблемы с линиями сварных швов и пористостью в вашем пластиковые детали по индивидуальному заказу мы представили эти методы:
- Оптимизация расположения литников: ворот был изменен с односторонних прямых ворот на центральные круглые ворота на основе моделирования заполнения жидкостью, что привело к сбалансированной точке схождения бегунков . В результате положение линии сварного шва сместилось в свободную от напряжений зону.
- Конструкция выхлопной системы: В последней точке соединения линии сварки была вырезана выхлопная канавка глубиной 0,01 мм и шириной 4 мм. Кроме того, для облегчения эвакуации использовался вакуумный выталкиватель . После модификации давление в полости упало до менее 10 мбар.
- Давление поддержания температуры в форме: температура масла в форме была повышена до более высокого уровня, а температура поддерживалась постоянной на уровне 95 ℃. Многоступенчатое изменение давления выдержки позволило добиться попеременного распределения стекловолокон и предотвратить образование скоплений смолы на линии сварки.
Извлеченные уроки:
В первом испытании были затронуты только линии сварки за счет увеличения скорости впрыска, что, к сожалению, привело к локальному обугливанию материала. Сразу осознав эту ошибку, команда изменила решение , уменьшив локальную скорость сдвига и, в свою очередь, повысив температуру горячеканальной системы и температуру пресс-формы , и проблема была решена идеальным образом. В этом уроке подчеркивается тот факт, что проблемы с линиями сварки — это более сложная задача, чем решение проблем, связанных с ускорением.
Окончательные результаты
- Структурные свойства свариваемой части на 45 % прочнее.
- Уровень пакетных ошибок снижается ниже 0,2%.
- Срок доставки сокращается на 15 дней.
Комментарий клиента: JS Precision — это не просто перерабатывающее предприятие, это глубокая инженерия. Оптимизация DFM сэкономила нам сотни тысяч долларов на модификациях пресс-форм.
Чтобы получить аналогичные решения по оптимизации корпуса насоса DFM и отчеты об опытном формовании, загрузите свои рисунки в JS Precision и получите бесплатную оценку и ценовое предложение на изготовление пластиковых деталей по индивидуальному заказу в течение 24 часов.
Почему стоит выбрать JS Precision в качестве партнера по прецизионному литью пластмасс под давлением?
Если вы выберете JS Precision, вы получите выгоду от использования высококачественных обрабатывающих станков, сертифицированных по стандарту ISO 9001, получения помощи на каждом этапе технологии формования и строгого контроля качества на высоком уровне для повышения эффективности на протяжении всего процесса проектирования и массового производства. Мы не просто принимаем заказы и выполняем их, мы участвуем на каждом важном этапе разработки продукта.
20 лет инженерного опыта и более 5000 тематических исследований
Мы работаем со всеми типами инженерных термопластов, включая PA66 PC POM и PEI. Наши записи показывают, что наши продукты имеют стенки от очень тонких (0,8 мм) до очень высоких (до 10 мм) полых стенок.
Преимущество нашего метода литья под давлением конструкционных пластмасс заключается в том, что мы сталкивались со многими сбоями. Мы накопили базу данных, содержащую более 300 возможных видов сбоев, поэтому мы можем обнаружить проблемы на самом раннем этапе проектирования. Например, для материалов, армированных стекловолокном, система автоматически проверит риск отслоения волокна и при необходимости предупредит о необходимости регулировки толщины стенки.
Испытательные мощности и стандарты поставки
- Сертифицирован по стандарту ISO 9001:2015 , для каждого устройства предоставляется полный отчет о проверке.
- Координатно-измерительная машина Zeiss, заводские допуски по толщине стенок ±0,01 мм, отклонение от однородности <3%.
- Вместе с предложением предлагается бесплатный пакет DFM + Moldflow, включая рекомендации по корректировке конструкции и предупреждения о рисках при проектировании.
Наш стандарт доставки, заключающийся в прохождении пробного формования с первого раза для услуги индивидуального литья под давлением, выходит за рамки простого утверждения, что его можно отлить. Наши исторические данные показывают, что показатель прохождения первого испытания пресс-форм, прошедших полный анализ DFM и текучести пресс-формы, составляет 92 %, что намного выше среднего показателя по отрасли (65 %).
Часто задаваемые вопросы
Вопрос 1: Почему PA66 (нейлон) должен подвергаться строгой предварительной сушке перед литьем под давлением инженерных пластиков?
PA66 (нейлон) представляет собой чрезвычайно поляризованный полукристаллический термопласт. При воздействии влажности более 0,2% инъекция формованной формы в условиях высокой температуры может привести к гидролизу, который создает поры, а также полосы серебра. Это также приводит к падению прочности пластика на разрыв более чем на 30%. JS Precision проводит вакуумную сушку при температуре 80 градусов по Цельсию в течение 4 часов, достигает точки росы -40 градусов по Цельсию и поддерживает уровень влажности ниже 0,05%.
Вопрос 2: Какие уровни допуска может гарантировать ваша служба литья под давлением для компонентов из инженерного пластика?
Точность обрабатывающего инструмента с ЧПУ и электроэрозионной обработки проволоки находится на уровне точности пресс-формы +/- 0,005 мм. Его дополняет литьевая машина замкнутого цикла. Отклонение размера готового продукта стабильно поддерживается в пределах от ±0,02 до ±0,05 мм . Вместе с первым образцом поставляется отчет координатно-измерительной машины Zeiss.
Вопрос 3: Как инженерные смолы, армированные стекловолокном (GF), влияют на срок службы инструментов для литьевых форм?
Поскольку стекловолокно, которое примешивается к формовочному материалу, имеет очень высокую твердость, оно должно истирать/царапать полость формы в эродированных областях . Компания JS Precision для крупносерийного производства компонентов, частично изготовленных из стекловолокна, использует стальные материалы H13/S136 с уровнем твердости не менее 52HRC. Легко изнашиваемые ползунки имеют PVD-покрытие, что обеспечивает срок службы пресс-формы 500 000–1 000 000 циклов.
Вопрос 4. Какие требования к толщине стенок следует соблюдать при проектировании нестандартных пластиковых компонентов, чтобы исключить следы усадки?
Рекомендуемая толщина стенок составляет от 1,5 до 3,5 мм. Внезапные изменения толщины стенок должны быть ограничены максимум 15%. Если в конструкции необходимо избежать толстых стенок из-за усадки, хорошим решением будет наличие ребер . Толщина стенки корня ребра не должна превышать 0,6 толщины основной стенки. JS Precision предлагает бесплатную услугу DFM (Проектирование для производства) для оптимизации таких дефектов.
Вопрос 5: Каковы основные факторы экономии затрат, на которые вам следует обратить внимание при производстве впрыском больших объемов?
Стоимость единицы продукции меняется в зависимости от количества полостей, выбранного литника и цикла формования. Формы с несколькими полостями на начальном этапе стоят гораздо дороже, но, наоборот, они гораздо экономичнее по затратам на обработку единицы продукции . JS Precision сокращает время цикла за счет моделирования течения пресс-формы и проектирования каналов для воды. В результате достигается оптимальная точка безубыточности при обработке деталей роботом.
Вопрос 6. Как JS Precision обеспечивает контроль вентиляции пресс-форм в прецизионных формах, чтобы предотвратить пригорание деталей и образование пустот?
Мы проектируем различные вентиляционные канавки для разных материалов: мы выбираем глубину вентиляционных канавок 0,01 мм для PA66, чтобы избежать перелива, а глубину вентиляционных канавок для ПК выбираем равной 0,02 мм. Мы также используем многосекционную систему вентиляции микрометрового уровня, чтобы обеспечить быстрое и стабильное выделение газа при производстве большого количества продуктов.
Вопрос 7: Что мне нужно сделать, чтобы получить точную расценку на литье под давлением от JS Precision?
Отправьте нам свои 3D-чертежи в форматах STP/STEP/IGS, характеристики вашего материала, включая тип и марку материала, а также другие характеристики, такие как годовой объем производства и диапазон допусков . Затем мы подготовим для вас многоуровневое предложение в течение 12-24 часов.
Вопрос 8. Какие методы может использовать JS Precision для прослеживаемой проверки и физической проверки высокоэффективных полимерных смол?
Покупайте только у законных агентов, таких как BASF, DuPont, Bayer и т. д. При входе на завод запросите сертификат подлинности и используйте тестер физических свойств и анализатор влажности для отбора проб, что полностью исключает вторичную переработку материалов . Вы можете напрямую загрузить рисунки чтобы получить ценовое предложение, и JS Precision быстро ответит.
Краткое содержание
Чтобы преодолеть трудности в массовом производстве высокоэффективных конструкционных пластиков методом литья под давлением, необходимо полагаться на тщательные исследования в области материаловедения, точную компенсацию усадки, оптимизированные геометрические параметры DFM и выбор стали для закалки, соответствующей условиям высокого сдвига. Подробности проектирования, описанные в этом руководстве, являются необходимым путем к созданию высококачественных и прецизионных пластиковых деталей .
Хотите быть готовым к массовому производству? Загрузите свои 3D-файлы (STEP/IGS) в JS Precision. Наша заводская команда, сертифицированная по стандарту ISO 9001 на нашем заводе в Дунгуане, предоставит вам бесплатный отчет DFM и Moldflow, который позволит убедиться, что лучшее решение для массового производства будет найдено в течение 24 часов .

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. Для JS Прецизионные услуги , нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Покупатель несет ответственность за определение конкретных технических требований и запросить официальное предложение запчастей . Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Команда точности JS
Индивидуальные производственные решения. Обладая более чем 15-летним опытом обслуживания более 1000 клиентов, мы специализируемся на высокоточных обработка с ЧПУ , изготовление листового металла , 3D-печать , литье под давлением , и штамповка металла . Успешно поставив более 300 000 прецизионных деталей, мы обеспечиваем своевременную доставку на 99,2% во всех индивидуальных проектах.
Наше предприятие оснащено более чем 100 современными 5-осевыми обрабатывающими центрами и сертифицировано по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения B2B-клиентам в 150 странах. Независимо от того, требуется ли вам мелкосерийное прототипирование или крупномасштабная индивидуализация, мы поддержим ваш проект, сократив время выполнения заказа до 24 часов. Выбирать JS Точность за непревзойденную эффективность, качество и профессионализм.
Чтобы узнать больше или отправить запрос, посетите наш сайт: www.cncprotolabs.com
Ресурс

