

Technischer Kunststoffspritzguss wandelt hochleistungsfähige thermoplastische Materialien (modifiziertes PA66, POM, PC) in präzise Industriebauteile mit einer Toleranz von ± 0,05 mm um und eliminiert Hohlräume und Schrumpfspuren.
Diese Technik löst das Problem, dass die Massenproduktion von hochfesten, formstabilen Teilen eine Herausforderung darstellt, indem sie die Materialschrumpfung, Formen aus gehärtetem Stahl (≥52 HRC) mit einer Prozesssteuerung im geschlossenen Regelkreis kombiniert.
Kurzreferenz zum Spritzgießen technischer Kunststoffe
|
Entscheidungsdimension / Material |
Wichtige technische Parameter |
Empfohlener Formstahl (HRC). |
JS Precision-Unterstützung |
|---|---|---|---|
|
PA66 (GF-verstärkt). |
4 Stunden bei 80 °C trocknen; Entlüftungstiefe ≤0,01 mm |
H13 (52-54) |
Integrierte Trockenmitteltrocknung + Durchflussanalyse |
|
POM (Acetal). |
Kristallinitätsschrumpfung bis zu 2,0 %, Entlüftungstiefe 0,015 mm |
S136 (Hochglanzpoliert) |
Schrumpfkompensation + Hohlraumdimensionierung |
|
PC (High-Impact). |
Hohe Viskosität, scherempfindlich; Formtemperatur 80-120°C |
NAK80 / S136 |
Scherwärmekontrolle + Spannungsabbaudesign |
Wichtigste Erkenntnisse
- Härteanpassung der Formen: Glasfaserverstärkte Spritzgusskunststoffe erfordern Formhohlräume aus hartem Stahl wie H13/S136 (≥52 HRC), da die Glasfasern hohe Scherkräfte aufweisen, die zu starkem Schneidverschleiß der Werkzeuge führen .
- Physikalische Anpassung: Die Formabmessungen müssen genau an die Harzschrumpfung aufgrund der Kristallisation angepasst werden, und es müssen mehrstufige Druckhalteschaltungen eingesetzt werden, um Schrumpfhohlräume zu minimieren.
- Kontrolle des Durchflusses: Die Entlüftung ist nur 0,01–0,015 mm tief . Anguss und Angusskanal werden über das Auswuchten des Angusssystems ausgeglichen und es wird eine Formflussanalyse durchgeführt.
Warum sollten Sie sich auf die kundenspezifischen Spritzgussdienstleistungen von JS Precision verlassen?
Aufgrund unserer Gruppenerfahrung und unseres Wissens aus 15 Jahren im Bereich des technischen Kunststoffspritzgusses sollte man wissen, dass wirklich gute kundenspezifische Spritzgussdienstleister diejenigen sind, die dreidimensionale Konstruktionsdaten (Materialvorbehandlung, Formstahlauswahl und geschlossener Prozesskreislauf) verfolgen und sich zusätzlich auf erfahrungsbasierte Versuch-und-Irrtum-Methoden verlassen.
Beispielsweise wurde im Pumpengehäuse-Entwicklungsprojekt für die industrielle Wasseraufbereitung unter Verwendung von PA66-GF30 beobachtet, dass die Porosität des Materials nach dem Spritzgießen ohne Vorbehandlung mit Trocknung 8,2 % betrug. Auch die Zugfestigkeit lag in diesem Fall um 32 % unter dem theoretischen Wert.
ISO 9001:2015 , Qualitätsmanagementsystem, besagt eindeutig: Einrichtung eines nachverfolgbaren Parameteraufzeichnungsmechanismus für den Massenproduktionsprozess von Spritzgusskomponenten und Aufbewahrung wichtiger Prozessdaten und -verfahren bis zum Ende des Produktlebenszyklus.
Um die Anforderungen der Norm zu erfüllen, führen wir pro Projekt die Simulation der anisotropen Schrumpfung und die Prüfung des Materialfeuchtigkeitsgehalts bereits vor dem Öffnen der Form durch, um mögliche Abweichungen bei der Massenproduktion auszuschließen. Dieser Prozess ist jetzt Teil der Lieferdatenbank für JS Precision 180+ technische Kunststoffprojekte.
Laden Sie den Leitfaden zur Vorbehandlung von Spritzgussmaterialien für technische Kunststoffe und zur Formauswahl herunter, um Trocknungsparameter und Regeln für die Abstimmung von Formstahl zu verstehen und die Machbarkeit Ihres individuellen Spritzgussservices im Voraus zu beurteilen.
Wie lassen sich physikalische Eigenschaften für die Materialauswahl beim Spritzgießen bewerten?
Materialauswahl für Spritzguss sollten der Bewertung von Zugfestigkeit, Kriechfestigkeit, Wärmeformbeständigkeit (HDT) und anisotroper Schrumpfrate Priorität einräumen, um den Arbeitsanforderungen hochbelasteter Industrieteile gerecht zu werden. Es sollte klar sein, dass ein Material mit einem anderen möglicherweise nicht gleich gut funktioniert, selbst wenn beide in den gleichen Betriebszustand gebracht werden. Wenn nicht die richtige Wahl getroffen wird , müssen häufig Teile wiederholt ausgetauscht werden und es treten andere kostspielige Probleme auf .
Dimensionen für die Kernleistungsbewertung
- PA66-GF30: Überprüfen Sie zuerst die Zugfestigkeit nach ASTM D638 (≥180 MPa) und dann zur Bestätigung die Wärmeformbeständigkeit nach ASTM D648 (≥250℃). Es ist bekannt, dass Glasfasern eine anisotrope Schrumpfung verursachen, die in Fließrichtung im Vergleich zur horizontalen Richtung nur etwa ein Drittel der Schrumpfungsrate ergibt .
- POM: Der Schwerpunkt liegt auf der inhärenten geringen Reibung und Verschleißfestigkeit des Materials. Das Verschleißvolumen nach längerem Reiben sollte ≤0,1mm³/N·m betragen. Aufgrund des sehr hohen Kristallinitätsgrades muss die Form so ausgelegt sein, dass eine Schrumpfung von etwa 2,0 % möglich ist.
- PC: Die Hauptpunkte dieses Polymers wären seine Fähigkeit, große Mengen an Aufprallenergie zu absorbieren und auch wie es auf Scherkräfte reagiert. Bei einer Belastung von 1,85 MPa sollte es eine Wärmeformbeständigkeit von mindestens ≥125℃ aufweisen. Dünnwandige PC-Bereiche sind anfällig für Scherüberhitzung, die zu einer Verschlechterung führt. Aus diesem Grund muss die Einspritzgeschwindigkeit des PCs sorgfältig kontrolliert werden.
Risikokontrolle in der Materialvorbehandlung:
Wenn das Material nicht ausreichend getrocknet wird, kommt es zur Hydrolyse von PA66 und zum Verbrennen von PC durch Scherung . JS Precision verwendet einen Vakuumtrocknungs-Luftentfeuchter für PA66, der über 4 Stunden kontinuierlich bei 80 °C trocknet, was zu einem Taupunkt von ≤ -40 °C führt und der Feuchtigkeitsgehalt des Rohmaterials streng unter 0,05 % gehalten wird . Die Zugfestigkeit eines Teils aus PA66, das nicht ausreichend getrocknet wurde, sinkt nach dem Spritzgießen um über 30 %.

Abbildung 1: Verschiedene farbige technische Kunststoffpellets in Reagenzgläsern.
Wie kann Schrumpfung und Verzug bei hochfesten Kunststoffteilen verhindert werden?
Vermeidung von Verformungen hochfeste Kunststoffteile beginnt in der Entwurfsphase mit der Sicherstellung einer gleichmäßigen Wandstärke, der Vermeidung scharfer Ecken und der Bereitstellung abgerundeter Kanten sowie der Kompensation der Formabmessungen auf der Grundlage des Kristallisationsschrumpfungsgesetzes. Die Grundursachen für Schrumpfung und Verzug können bereits beim Design beseitigt werden . Selbst wenn die Wandstärke um mehr als 25 % schwankt, können die Prozessparameter in der Praxis jedoch nur in geringerem Maße angepasst werden.
Physikalische Ursachen für Schrumpfung und Verzug:
Bei einer plötzlichen Änderung der Wandstärke gefriert zunächst die Oberflächenschicht, während der Kern noch schrumpfen kann, was zu Zugspannungen führt. Wanddickenabweichungen von mehr als 15 % können dazu führen, dass eine bestimmte Stelle um fast 80 % schrumpft.
Drei quantitative Kontrollregeln
Der technische Kunststoffformservice erfordert drei quantitative Kontrollen vom Designende aus:
- Berechnung der Formhohlraumkompensation:
Die Größe des Formhohlraums wird durch die Formel Dm = Dp (1 + S) + Dp×S² bestimmt. (Dm – Abmessung des Formhohlraums. Dp – die gewünschte Größe des Teils. S – die tatsächliche Schrumpfrate des Materials). Berücksichtigen Sie auch die Faserverstärkung, die eine Quelle der Anisotropie darstellt. Bei teilkristallinen Polymeren wie POM werden normalerweise zusätzlich 0,3–0,5 % zur Schrumpfungskompensation hinzugefügt .
- Verhältnis der Rippenwandstärke:
Um zu verhindern, dass dicke Stellen zu Einfallstellen und Verformungen führen, sollte der Rippenboden 60 % der Dicke der Hauptwandverbindung nicht überschreiten . Im Allgemeinen sollte die Rippenhöhe das 3-fache der Wandstärke betragen. Eine zu große Höhe führt zu einer schwierigen Befüllung.
- Torscher- und Druckausgleich:
Die Ermittlung des Anguss-L/T-Verhältnisses ist der Ausgangspunkt für Moldflow . Dann sollten die Tore so angeordnet werden, dass der Druck gleichmäßig verteilt wird. Um den Druckausgleich durch Anpassung der Einfrierzeit des Angusses zu erreichen, sollten Sie auch nach dem Einfrieren des Angusses eine mindestens gleichmäßige Druckverteilung aufrechterhalten. Wenn das L/T-Verhältnis über 100:1 liegt, benötigen Sie möglicherweise mehr Tore.
Im Wesentlichen bedeutet dies, dass Formen nicht mehr nur auf den Abmessungen der Teile basieren und es notwendig ist , eine zusätzliche rechtwinklige Kompensation des Designs vorzunehmen , um Glasfaserabweichungen zu berücksichtigen. Ohne ein solches Aufmaß schrumpfen dickwandige Glasfaserkunststoffteile zwangsläufig.
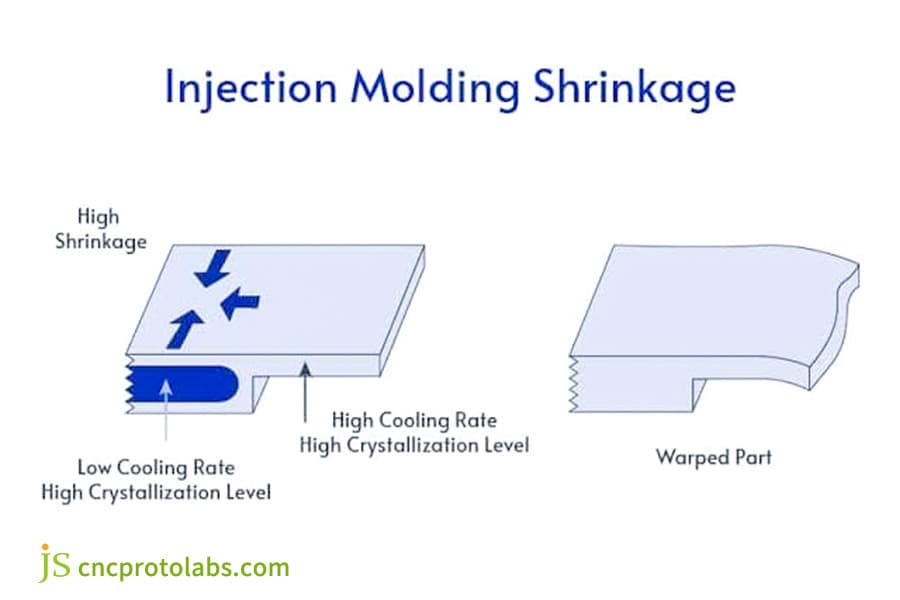
Abbildung 2: Diagramm, das die Schrumpfung beim Spritzgießen zeigt.
Was sind die nicht verhandelbaren DFM-Richtlinien für das Design kundenspezifischer Kunststoffkomponenten?
Der Kundenspezifisches Design von Kunststoffkomponenten müssen den Formschräge-, Rippendickenverhältnis- und Eckradiusspezifikationen der quantitativen Standards vollständig entsprechen, um ein reibungsloses Entformen und strukturelle Festigkeit zu gewährleisten, ohne dass es zu Massenproduktionsfehlern kommt . Der Verstoß gegen diese Standards ist der häufigste Grund für die Überarbeitung von Formen.
Allgemeine physikalische DFM-Grundlagen:
- Entformungswinkel: mindestens 1°-2° für Innenlöcher und Außenflächen. 1° pro 10μm Tiefe bei Texturen – um Auswurfkratzer unter Kontrolle zu halten. Um auf der sicheren Seite zu sein, sollte der Entformungswinkel bei tiefen Hohlräumen (>30 mm) nicht weniger als 1,5° betragen.
- Spannungsabbau durch Eckenverrundung: Scharfe Kanten sind im rechten Winkel verboten. Der Inneneckenradius R und die Hauptwandstärke T müssen R/T≥0,25 erfüllen, um Risse unter Spannung zu verhindern. Für glasfaserverstärkte Materialien wird R/T≥0,4 empfohlen.
- Gleichmäßige Wandstärke: Drastische Veränderungen der Wandstärke sollten auf 15 % begrenzt werden. Dicke Bereiche sollten ausgehöhlt und verstärkt werden, um eine Verschiebung des thermischen Zentrums zu vermeiden. Richten Sie eine allmähliche Übergangszone ein, wenn der Unterschied in der Wandstärke benachbarter Abschnitte mehr als 0,5 mm beträgt.
JS Precision Pre-Mold Opening DFM-Checkliste:
Bei einer Überprüfung durch das Designteam werden Entformungswinkel, Trennfläche, Auswerferstiftpositionen und Schweißnahtvorhersagen berücksichtigt, wodurch 98 % der potenziellen Designfehler vorhergesehen werden können. Für die DFM-Analyse kombinieren wir SolidWorks plus Moldflow.
Laden Sie Ihre 3D-Zeichnungen hoch, um einen kostenlosen DFM-Konformitätsprüfungsbericht für das Design individueller Kunststoffkomponenten zu erhalten und potenzielle Designprobleme im Voraus zu identifizieren.
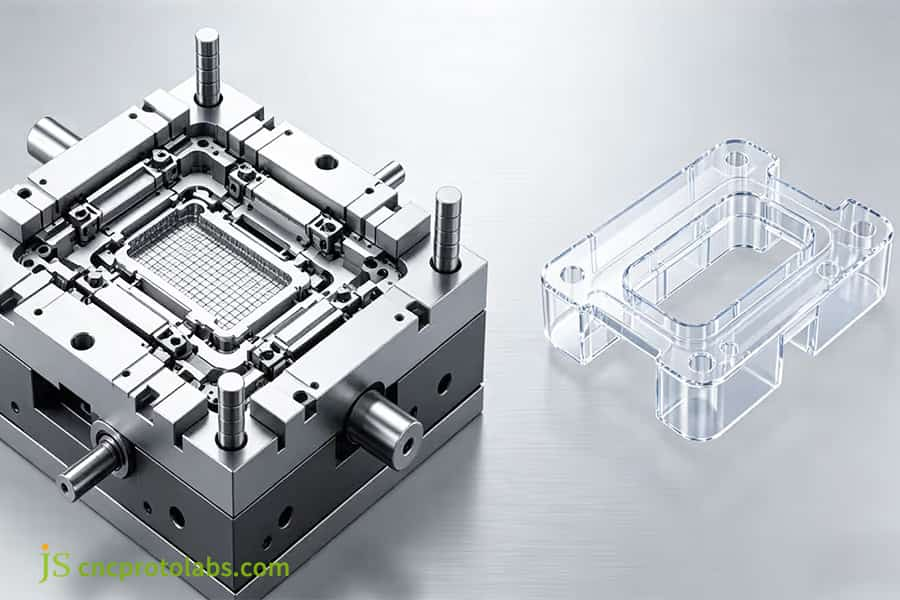
Abbildung 3: Transparente Kunststoffteile und Spritzgussform.
Wie erreicht man mit einem kundenspezifischen Spritzgussservice präzise Toleranzen?
Um ultrapräzise Toleranzen von ±0,05 mm zu erreichen Maßgeschneiderter Spritzgussservice (±0,02 mm an lokalen Passpositionen) hilft es , die Verarbeitungsgenauigkeit der Form, die Temperaturstabilität der Form und die Parameter des mehrstufigen Einspritzdrucks zu koordinieren und zu steuern. Diese Elemente sind alle voneinander abhängig. Die fehlende Kontrolle über eines dieser Elemente führt zu Maßabweichungen.
Hochpräzise Steuerung der Formenbearbeitung:
Formhohlräume werden mit einer Kombination aus langsamem Drahterodieren und Spiegelerodieren bearbeitet, wobei die Toleranz bei ±0,005 mm gehalten wird. Als Formwerkstoff wird gehärteter Stahl mit mindestens 52 HRC gewählt, damit Formverformungen durch hohen Druck verhindert werden. Zur Unterdrückung von Graten werden Formeinsatzabstände von weniger als 0,01 mm eingehalten.
Formtemperatur- und Einspritzregelung:
- Werkzeugtemperatur im geschlossenen Regelkreis:
Es kommt eine automatische Öltemperaturheizung zum Einsatz, die den Temperaturunterschied zwischen Angusskanal und Kavität auf einem Minimum von ±1 °C hält und so gewährleistet, dass die Schrumpfungsraten gleich sind und kristalline Materialien wie POM gut ausbalanciert sind. Wenn die Formtemperaturschwankung ±2℃ überschreitet, kann die Abmessung des kristallinen Materials bis zu 0,05 mm betragen.
- Einspritzdruck im geschlossenen Regelkreis halten:
An der druckhaltenden Spritzgießmaschine mit geschlossenem Kreislauf ist ein hochempfindlicher Werkzeuginnendrucksensor montiert. Die Druckhaltung ändert sich in Mikrosekunden, wenn die Schmelze aushärtet, um etwaige Unterschiede im thermischen Schrumpfvolumen auszugleichen . Der präzise Druckhalteschaltpunkt wirkt sich direkt auf Schrumpfung und Verzug aus.
ISO 20457:2018 (Toleranzen für Formteile aus Kunststoff): Formteile aus technischen Kunststoffen mit Glasfaserfüllung müssen dem Maßbereich durch Toleranzen entsprechen, anisotrope Schrumpfung ist durch eine zusätzliche Toleranz von 0,01 bis 0,02 mm auszugleichen.
Auf Basis dieser Norm führen wir erstmustergenaue Justierungen durch, sodass die Liefertreue gewährleistet ist.
Kontaktieren Sie unsere Ingenieure für eine kostenlose Formflussanalyse und -bewertung, um die Toleranztoleranz Ihres individuellen Spritzgussservices zu überprüfen.
Wie kann Werkzeugverschleiß und Korrosion beim Spritzgießen technischer Kunststoffe verhindert werden?
Glasfasern und Flammschutzmittel geben beim Kunststoffspritzguss Säuredämpfe ab, die zu mechanischem Verschleiß und chemischer Korrosion der Form führen. Die Verwendung von hochgehärtetem legiertem Stahl in Kombination mit einer Oberflächenbehandlung ist für die Verlängerung der Lebensdauer der Form unerlässlich . Die Langlebigkeit der Form spiegelt sich direkt in den Herstellungskosten des Artikels wider.
Formenverschleiß und Korrosionsmechanismen
Wenn Glasfasern starken Scherkräften ausgesetzt werden, reiben sie den Formhohlraum ab und wirken wie Sandpapier. Flammschutzmittel geben beim Erhitzen auf hohe Temperaturen außerdem Säuredämpfe wie HCl ab, was zur Korrosion der Stahloberfläche führt . Gewöhnlicher P20-Stahl (HRC30) entwickelt nach 100.000 Formzyklen Grate . Glasfaserteile sind noch weniger haltbar, da sie schneller an ihre Grenzen stoßen. Der Anschnittbereich ist die Fehlerstelle und Verschleiß führt bei verschlissenen Teilen zu einer Gratdicke von bis zu 0,05 mm.
Formenstahlauswahl und Lösungen für die Oberflächenbehandlung
|
Stahlsorte |
Härte (HRC). |
Tragelebensdauer (Zyklen). |
Korrosionsbeständigkeit |
|---|---|---|---|
|
P20 |
28-32 |
<100.000 |
Arm |
|
H13 (vergütet). |
52-54 |
~300.000 |
Medium |
|
S136 (poliert). |
52-54 |
~500.000 |
Hoch |
|
S136 + PVD |
54-56 |
>800.000 |
Exzellent |
Wir haben die Ergebnisse von Trackingdaten aus 800.000 Produktionszyklen verglichen. Es stellt sich heraus, dass die Anschnitterosion des mit S136 + PVD beschichteten Stahls nur ein Siebtel der Erosion des unbeschichteten H13-Stahls beträgt. Dadurch sparen Sie pro Formsatz etwa 12.000 US-Dollar an Kosten für die sekundäre Formöffnung. Daher ist die S136+PVD-Konfiguration für große Volumina sehr wichtigFormgebungsservice für technische Kunststoffe .
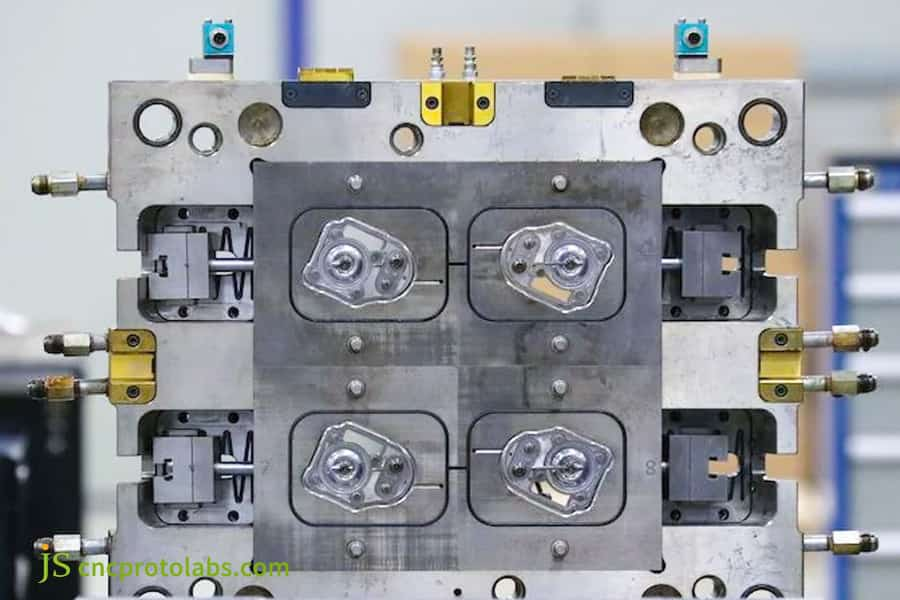
Abbildung 4: Edelstahl-Spritzgussform in der Fabrik.
Wie berechnet man Formhohlräume und Schließkraft für die Spritzgussproduktion mit hohen Stückzahlen?
Die Entscheidung, wie viele Kavitäten und die erforderliche Tonnage für eine großvolumige Spritzgussproduktion erforderlich sind, sollte durch eine ROI-Berechnung getroffen werden, die die Faktoren projizierte Fläche, Kavitätendruck und jährliche Produktionsmenge berücksichtigt, wodurch die anfänglichen Investitionskosten auf der einen Seite und die Stückkosten der produzierten Artikel auf der anderen Seite ausgeglichen werden. Eine falsche Kavitätsauswahl führt nur dazu, dass die Formen nicht mehr in Betrieb sind oder nicht mehr ausreichen, um zu produzieren.
Logik für die Berechnung der Formschließkraft:
Erforderliche Formschließkraft = Projizierte Teilfläche (cm²) × Einspritzdruck (35–50 MPa für technische Kunststoffe, gemittelt innerhalb der Kavität)
Dabei handelt es sich um eine Formel, die einen Sicherheitsfaktor von 15 % zur Verhinderung von Blitzen enthält. Bei glasfaserverstärkten Materialien empfiehlt sich aufgrund der höheren Schmelzviskosität die Verwendung der Obergrenze (höherer Druck).
Kavitäten-ROI und Break-Even-Analyse
Formel für die Stückkosten: Stückkosten = Formkosten / Gesamtvolumen + Einzelschusskosten. Vergleich der Break-Even-Punkte für verschiedene Kavitätenzahlen:
|
Hohlraumanzahl |
Anfängliche Formkosten ($). |
Stückkosten ($). |
Breakeven-Jahresvolumen (Stück). |
|---|---|---|---|
|
1 Hohlraum |
3.000 |
1,20 |
- |
|
2 Hohlräume |
4.800 |
0,75 |
50.000 |
|
4-fach |
8.500 |
0,48 |
80.000 |
Beispiel für die Berechnung der Formschließtonnage
Am Beispiel einer projizierten Fläche von 200 cm² und einem Hohlrauminnendruck von 45 MPa beträgt die erforderliche Tonnage = 200 × 45 / 1000 × 1,15 ≈ 10,4 Tonnen. Tatsächlich wird eine Maschine von 120 Tonnen gewählt. Die Tonnageauswahl für Großserien-Spritzgussproduktion muss unter Berücksichtigung des Auswurfhubs und der Formgröße einen Sicherheitsspielraum von 15 % einhalten.
JS Precision-Fallstudie: Beseitigung von Schweißnähten und Porosität in kundenspezifischen Nylon-Pumpengehäusen
Ein bekannter Hersteller industrieller Wasseraufbereitungsanlagen stieß auf ein Produktionsproblem bei der Massenproduktion von 30 % glasfaserverstärkten PA66-Pumpengehäusen. Die Produkte des vorherigen Lieferanten versagten ständig unter Druck an den Schweißnähten und es wurde festgestellt, dass ein großer Teil des Materials innere Porosität aufwies. Solche Probleme führten zu einer Ausschussrate von 22 % und einer erheblichen Verzögerung bei der Lieferung der gesamten Maschine. Dreimal war der Kunde beim Lieferantenwechsel gescheitert .
Schwierigkeiten des Kunden und Analyse des Problems
- Problem: Die Schweißnähte des PA66-GF30-Pumpengehäuses versagten unter Druck, es trat eine dichte innere Porosität auf und die Ausschussrate erreichte bis zu 22 %.
- Grundursache: Nur ein einziger direkter Anguss auf einer Seite der Kavität, was zu einer langsamen Schmelzfront und einem schwachen Druck an der Konvergenz führt, was zu einer schlechten Bindenahtfestigkeit führt, ein schlechtes Abgassystem, das das Gas einschließt, was wiederum die Porosität verursacht . Die Formflussanalyse ergab, dass die Temperatur im Bereich der Schweißnaht 35 °C niedriger war als die Hauptmaterialtemperatur.
Die Lösung von JS Precision
Um diese Herausforderungen in Bezug auf Schweißnaht und Porosität in Ihrem Unternehmen zu meistern kundenspezifische technische Kunststoffteile , wir haben diese Methoden eingeführt:
- Optimierung der Anschnittposition: Der Anguss wurde von einem einseitigen direkten Anguss zu einem zentralen kreisförmigen Anguss geändert, basierend auf der Flüssigkeitsfüllungssimulation, was zu einem ausgeglichenen Konvergenzpunkt des Angusskanals führte. Dadurch wurde die Position der Schweißnaht in einen spannungsfreien Bereich verschoben.
- Design der Abgasanlage: Der letzte Treffpunkt der Schweißlinie wurde mit einer 0,01 mm tiefen und 4 mm breiten Abgasnut bearbeitet. Als Evakuierungshilfe wurde auch ein Vakuum-Auswerferstift verwendet . Nach der Modifikation sank der Hohlraumdruck auf weniger als 10 mbar.
- Formtemperatur-Haltedruck: Die Formöltemperatur wurde auf ein höheres Niveau angehoben und die Temperatur konstant bei 95 °C gehalten. Die mehrstufige Änderung des Haltedrucks ermöglichte eine abwechselnde Verteilung der Glasfasern und verhinderte eine Harzansammlung an der Schweißnaht.
Gelernte Lektionen:
Beim ersten Versuch wurden Schweißnähte nur durch eine Erhöhung der Einspritzgeschwindigkeit behoben, was leider dazu führte, dass das Material lokal verkohlte. Das Team erkannte diesen Fehler sofort und machte eine Umkehrung der Lösung, indem es die lokale Scherrate verringerte und dadurch die Temperatur des Heißkanalsystems und der Form erhöhte , und das Problem wurde auf perfekte Weise gelöst. In dieser Lektion wird deutlich, dass Probleme mit Bindenähten eine komplexe Angelegenheit sind und keine schnelle Lösung.
Endgültige Ergebnisse
- 45 % stärkere Struktureigenschaft am Schweißteil.
- Die Chargenfehlerrate sinkt unter 0,2 %.
- Die Lieferzeit verkürzt sich um 15 Tage.
Kundenkommentare: JS Precision ist keine bloße Verarbeitungsanlage, sie verstehen tiefgreifende Technik. Durch die DFM-Optimierung konnten wir Hunderttausende an Kosten für Formmodifikationen einsparen.
Um ähnliche DFM-Optimierungslösungen für Pumpengehäuse und Testformberichte zu erhalten, Laden Sie Ihre Zeichnungen hoch Wenden Sie sich an JS Precision und erhalten Sie innerhalb von 24 Stunden eine kostenlose Bewertung und ein Angebot für maßgeschneiderte technische Kunststoffteile.
Warum sollten Sie JS Precision als Ihren Partner für den Präzisionskunststoffspritzguss wählen?
Wenn Sie sich für JS Precision entscheiden, profitieren Sie von der Verwendung hochwertiger, nach ISO 9001 zertifizierter Bearbeitungsmaschinen, der Unterstützung in jeder Phase der Formflusstechnologie und einer strengen Qualitätskontrolle auf höchstem Niveau, um den Wert während des gesamten Design- und Massenproduktionsprozesses zu steigern . Wir nehmen nicht nur Aufträge entgegen und führen sie aus, sondern sind in alle wichtigen Phasen der Produktentwicklung eingebunden.
20 Jahre Erfahrung im Ingenieurwesen und mehr als 5.000 Fallstudien
Wir arbeiten mit allen Arten technischer Thermoplaste, einschließlich PA66 PC POM und PEI. Unsere Aufzeichnungen zeigen, dass unsere Produkte sehr dünne Wandstärken von 0,8 mm bis hin zu sehr hohen Wandstärken von bis zu 10 mm und ausgehöhlte Wände aufweisen.
Der Vorteil unseres Spritzgießens technischer Kunststoffe besteht darin, dass wir vielen Fehlern ausgesetzt waren. Wir haben eine Datenbank mit mehr als 300 möglichen Fehlerarten aufgebaut, sodass wir Probleme schon sehr früh in der Entwurfsphase erkennen können. Beispielsweise prüft das System bei glasfaserverstärkten Materialien automatisch, ob die Gefahr einer Faserablösung besteht, und warnt bei Bedarf vor einer Anpassung der Wandstärke.
Prüfeinrichtungen und Lieferstandards
- Zertifiziert nach ISO 9001:2015 , vollständiger Inspektionsbericht für jede Einheit.
- Zeiss-Koordinatenmessgerät, werkseitige Wandstärkentoleranzen ±0,01 mm, Gleichmäßigkeitsabweichung <3 %.
- Kostenloses DFM + Moldflow wird mit dem Angebot angeboten, einschließlich Empfehlungen für Designanpassungen und Warnungen vor Designrisiken.
Unser Lieferstandard, beim kundenspezifischen Spritzgussservice auf Anhieb das Probeformen zu bestehen, geht über die bloße Aussage hinaus, dass es geformt werden kann. Unsere historischen Daten zeigen, dass die Erstversuchsquote von Formen, die einer vollständigen DFM- und Formflussanalyse unterzogen wurden, bei 92 % liegt und damit weit über dem Branchendurchschnitt von 65 % liegt.
FAQs
F1: Warum muss PA66 (Nylon) vor dem Spritzgießen technischer Kunststoffe einer strengen Trocknungsvorbehandlung unterzogen werden?
PA66 (Nylon) ist ein extrem polarisierter teilkristalliner Thermoplast. Bei einem Feuchtigkeitsgehalt von mehr als 0,2 % würde das Einspritzen des Formteils unter Hochtemperaturbedingungen zu einer Hydrolyse führen, die zur Bildung von Poren und Silberstreifen führt. Außerdem sinkt die Zugfestigkeit von Kunststoff um über 30 %. JS Precision führt 4 Stunden lang eine Vakuumtrocknung bei 80 Grad Celsius durch, erreicht einen Taupunkt von -40 Grad Celsius und der Feuchtigkeitsgehalt wird unter 0,05 % gehalten.
F2: Welche Toleranzgrenzen kann Ihr kundenspezifischer Spritzgussservice für technische Kunststoffkomponenten garantieren?
Die Präzision von CNC-Bearbeitungswerkzeugen und Drahterodiermaschinen liegt bei einer Formgenauigkeit von +/- 0,005 mm. Ergänzt wird es durch die Closed-Loop-Spritzgießmaschine. Die Größenabweichung des fertigen Produkts wird stabil auf ±0,02 bis ±0,05 mm gehalten . Mit dem ersten Muster liegt ein Zeiss-Koordinatenmessgerät-Gutachten bei.
F3: Wie wirken sich glasfaserverstärkte technische Harze auf die Lebensdauer von Spritzgusswerkzeugen aus?
Da die Glasfasern, die in das Formmaterial eingemischt werden, eine sehr hohe Härte haben, sollten sie in den erodierten Bereichen den Formhohlraum abschleifen/zerkratzen . JS Precision verwendet für die Großserienproduktion von Bauteilen, die teilweise aus Glasfaser bestehen, H13/S136-Stahlmaterialien mit Härtegraden von mindestens 52 HRC. Leicht verschlissene Schieber sind PVD-beschichtet, was eine Formlebensdauer von 500.000–1.000.000 Zyklen ermöglicht.
F4: Welche Wandstärkenspezifikationen sollten bei der Konstruktion kundenspezifischer Kunststoffkomponenten befolgt werden, um Schrumpfspuren zu vermeiden?
Empfohlen wird eine Wandstärke von 1,5 bis 3,5 mm. Plötzliche Wandstärkenänderungen sollten auf maximal 15 % begrenzt werden. Wenn bei der Konstruktion dicke Wände aufgrund von Schrumpfung vermieden werden sollen, ist die Verwendung von Rippen eine gute Lösung . Die Wandstärke der Rippenwurzel sollte nicht mehr als 0,6 der Hauptwandstärke betragen. JS Precision bietet einen kostenlosen DFM-Service (Design for Manufacturing) zur Optimierung solcher Fehler an.
F5: Was sind die wichtigsten Kosteneinsparungsfaktoren, die Sie bei der Spritzgussproduktion in großen Mengen berücksichtigen sollten?
Die Stückkosten ändern sich mit der Anzahl der Kavitäten, dem ausgewählten Angusskanal und dem Formzyklus. Die Formen mit mehreren Kavitäten kosten am Anfang viel mehr, sind aber im Gegenteil viel wirtschaftlicher hinsichtlich der Verarbeitungskosten pro Einheit . JS Precision verkürzt die Zykluszeit durch Formflusssimulation und Wasserkanaldesign. Dadurch wird beim Roboter-Teilehandling der optimale Break-Even-Point erreicht.
F6: Wie erreicht JS Precision eine Formentlüftungskontrolle in Präzisionsformen, um Teileverbrennungen und Hohlräume zu verhindern?
Wir entwerfen unterschiedliche Entlüftungsnuten für unterschiedliche Materialien: Wir wählen eine Entlüftungsnuttiefe von 0,01 mm für PA66, um ein Überlaufen zu vermeiden, und die Entlüftungsnuttiefe für PC beträgt 0,02 mm. Wir verwenden außerdem ein mehrteiliges und mikrometergenaues Entlüftungssystem, um eine schnelle und stabile Gasfreisetzung während der Produktion einer großen Anzahl von Produkten zu gewährleisten.
F7: Was muss ich tun, um von JS Precision ein genaues Angebot für kundenspezifisches Spritzgießen zu erhalten?
Senden Sie uns Ihre 3D-Zeichnungen in den Formaten STP/STEP/IGS, Ihre Materialspezifikationen einschließlich Materialtyp und Materialqualität sowie andere Spezifikationen wie das jährliche Produktionsvolumen und den Toleranzbereich . Anschließend erstellen wir für Sie innerhalb von 12–24 Stunden ein umfassendes Angebot.
F8: Welche Methoden kann JS Precision zur rückverfolgbaren Kontrolle und physischen Verifizierung von Hochleistungspolymerharzen verwenden?
Kaufen Sie nur bei legitimen Vertretern wie BASF, DuPont, Bayer usw. Fordern Sie beim Betreten der Fabrik ein COA-Zertifikat an und verwenden Sie einen Prüfer für physikalische Eigenschaften und einen Feuchtigkeitsanalysator für die Probenahme, wodurch das sekundäre Recycling von Materialien vollständig vermieden wird . Sie können direkt Laden Sie die Zeichnungen hoch um ein Angebot einzuholen, und JS Precision wird schnell antworten.
Zusammenfassung
Um die Schwierigkeiten bei der Massenproduktion von technischen Hochleistungskunststoffen durch Spritzgießen zu überwinden, ist es notwendig, sich auf strenge materialwissenschaftliche Forschung, eine genaue Schrumpfungskompensation, optimierte DFM-Geometrieparameter und die Auswahl eines Abschreckformstahls zu verlassen, der den Bedingungen hoher Scherung entspricht. Die in diesem Leitfaden beschriebenen technischen Details sind der notwendige Weg zur Herstellung hochwertiger, hochstabiler Präzisionskunststoffteile .
Möchten Sie für die Massenproduktion gerüstet sein? Laden Sie Ihre 3D-Dateien hoch (STEP/IGS) zu JS Precision. Unser ISO 9001-zertifiziertes Fabrikteam in unserem Werk in Dongguan stellt Ihnen einen kostenlosen DFM- und Moldflow-Bericht zur Verfügung, der sicherstellt, dass innerhalb von 24 Stunden die beste Lösung für die Massenproduktion gefunden wird .

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. Für JS Precision Services Es gibt keine ausdrücklichen oder stillschweigenden Zusicherungen oder Gewährleistungen hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es liegt in der Verantwortung des Käufers, spezifische technische Anforderungen zu ermitteln und zu ermitteln Fordern Sie ein formelles Teileangebot an . Bitte kontaktieren Sie uns für weitere Informationen.
JS Precision-Team
Kundenspezifische Fertigungslösungen. Mit über 15 Jahren Erfahrung in der Betreuung von mehr als 1.000 Kunden sind wir auf Hochpräzision spezialisiert CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Und Metallstanzen . Nachdem wir über 300.000 Präzisionsteile erfolgreich geliefert haben, können wir bei allen kundenspezifischen Projekten eine Pünktlichkeitsquote von 99,2 % gewährleisten.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir liefern schnelle, effiziente und qualitativ hochwertige Fertigungslösungen für B2B-Kunden in 150 Ländern. Ganz gleich, ob Sie Kleinserien-Prototyping oder groß angelegte Individualisierungen benötigen, wir unterstützen Ihr Projekt mit Vorlaufzeiten von nur 24 Stunden. Wählen JS Präzision für beispiellose Effizienz, Qualität und Professionalität.
Um mehr zu erfahren oder Ihre Angebotsanfrage einzureichen, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

