

Precisión de fabricación de engranajes cónicos tiene un impacto significativo en la vida y el ruido de los sistemas de transmisión de diferentes tipos. Cuando los ingenieros diseñan, a menudo enfrentan el desafío de equilibrar la selección de engranajes nivelados en espiral, la precisión DIN y los costos de producción.
Esta guía profundizará en todo el proceso de fabricación de engranajes cónicos y, utilizando experiencia de producción real, divulgará las principales estrategias de control de costos en el mecanizado de engranajes cónicos, asegurando así que las etapas de diseño y producción estén completamente alineadas con los requisitos operativos reales.
Descripción rápida de las respuestas principales
| Dimensiones del núcleo | Respuestas clave | Valor para ti |
| Selección de ruta de proceso | Las cuatro etapas del proceso de fabricación de engranajes cónicos son forja/corte → mecanizado en desbaste → tratamiento térmico → mecanizado de precisión, y la precisión se correlaciona positivamente con el costo. | Seleccione el proceso en función de los requisitos de precisión para evitar pagar tarifas excesivas por una precisión innecesaria. |
| Selección del tipo de engranaje | Además del hecho de que los engranajes cónicos en espiral reducen el nivel de ruido en un 30%, también son capaces de soportar una carga mayor; los engranajes rectos, por el contrario, son un 50% más baratos y, por lo tanto, pueden ser una opción económica para situaciones de carga ligera y baja velocidad. | Asegúrese de adaptar con precisión las condiciones de trabajo para no realizar demasiado ni estar bajo carga. |
| Decisiones sobre el método de fabricación | Utilice fresado de forma cuando tenga un lote pequeño, tallado frontal para un lote grande y se requiere rectificado de engranajes para una precisión de DIN 5 y superior . | Selecciona el más adecuado métodos de fabricación de engranajes cónicos dependiendo de la escala de producción y la precisión . |
| Evaluación de proveedores | Verifique el equipo principal (Gleason/Klingberg), examine el sistema de calidad (ISO/IATF) y verifique las capacidades de prueba (inspección completa CMM). | Obtenga una tabla de evaluación razonable para identificar el fabricante de engranajes cónicos más confiable. |
Conclusiones clave:
- Umbral de precisión:
DIN Grado 5 ha supuesto un punto de inflexión en la industria manufacturera. Si los niveles de precisión son más altos, entonces es necesario rectificar los engranajes , lo que generará un aumento del 40-60% en el costo de procesamiento.
- Reducción de costos de diseño:
La intervención del DFM en la etapa inicial del proyecto ayuda a reducir la optimización y la estandarización del ángulo de presión, por lo que el costo de las herramientas se puede reducir entre un 20 y un 30 %.
- Vida material:
La carburación y el enfriamiento (superficie HRC 58-62, núcleo HRC 25-40) están más alineados con la funcionalidad de escenarios de carga pesada que el endurecimiento por inducción, por lo que tienen el potencial de aumentar la vida útil del engranaje en más de un 30% .
- Precios por lotes:
La fabricación de engranajes personalizados requiere costos de depuración compartidos, y aumentar el tamaño del lote de 10 a 100 piezas puede reducir el costo por pieza entre un 40% y un 60%.
¿Por qué confiar en este artículo? Más de 20 años de JS Precision en la fabricación de engranajes cónicos
JS Precision ha desempeñado un papel central en el campo de la transmisión de precisión durante más de 20 años y ha entregado más de medio millón de productos de engranajes cónicos en espiral . JS Precision tiene un gran conocimiento técnico y enfrenta el desafío de diseñar engranajes cónicos y mecanizado de engranajes que se ajusten perfectamente a las industrias automotriz, maquinaria de construcción, robótica y aeroespacial en todo el mundo.
Todo el contenido de este artículo es el resultado de la producción genuina, los datos de procesos reales y las soluciones industriales de JS Precision. No es una mera recopilación teórica, sino que pretende revelar los puntos técnicos centrales y los secretos del control de costes de la fabricación de engranajes cónicos.
En cuanto a los estándares de precisión e inspección de engranajes, JS Precision garantiza el pleno cumplimiento de las Especificación de precisión de engranajes ISO 1328-1 , lo que hace que los errores de perfil y dirección de los dientes de cada producto sean incluso menores que los requeridos por los más altos estándares de la industria.
Durante los últimos 20 años, JS Precision ha resuelto los problemas de miles de clientes en el mecanizado de engranajes planetarios, desde engranajes cónicos rectos personalizados de baja velocidad y carga ligera, hasta la producción en masa de engranajes planetarios en espiral de alta velocidad y servicio pesado, hasta el mecanizado de engranajes de ultra alta precisión DIN nivel 3, todo lo cual ha formado un sistema de proceso estandarizado y replicable.
Para abordar las necesidades personalizadas de la fabricación de engranajes personalizados, JS Precision también ha establecido un equipo de ingeniería de respuesta rápida capaz de completar la solución del proceso a partir del análisis del dibujo en 72 horas.
Elegir un fabricante confiable de engranajes cónicos es crucial para el éxito de su sistema de transmisión. Si tiene dificultades con la selección de procesos y el control de costos en la fabricación de engranajes cónicos, comuníquese directamente con los ingenieros de aplicaciones de JS Precision para obtener una consulta personalizada y gratuita sobre el proceso. Deje que su equipo profesional le ayude a evitar errores en el diseño y la producción.
¿Qué es el proceso de fabricación de engranajes cónicos y por qué es importante?
El aspecto científico del proceso de fabricación de engranajes cónicos es lo que en última instancia afecta el rendimiento de los engranajes. Cada paso en el mecanizado de engranajes influye en el equilibrio entre precisión, durabilidad y costo; es básicamente un problema de ingeniería de sistemas con cada pieza interconectada.
Cuatro etapas del proceso central
El proceso completo de fabricación de engranajes cónicos consta de cuatro etapas principales: forjado/cortado, mecanizado en desbaste, tratamiento térmico y mecanizado de acabado. Estas etapas son críticas para determinar la precisión final y el costo de un producto y, por lo tanto, son la base para el siguiente paso de procesamiento.
Decisiones de ruta de proceso para mecanizado duro y blando
El mecanizado de engranajes cónicos consta de dos partes: mecanizado blando (antes del tratamiento térmico) y mecanizado duro (después del tratamiento térmico):
- El mecanizado suave utiliza herramientas de acero o carburo de alta velocidad , que son muy eficientes y pueden dar una precisión inferior a DIN 7.
- El mecanizado en duro utiliza muelas de CBN o herramientas cerámicas, que aunque caras, pueden alcanzar una precisión de hasta DIN 3 y son capaces de corregir la deformación por tratamiento térmico.
Puntos clave de intervención y selección de tecnología para el tratamiento térmico
La vida útil de un engranaje depende en gran medida del tratamiento térmico, por lo que se debe elegir en función de los requisitos:
- La carburación y el enfriamiento dan una superficie con HRC de 58-62, y el núcleo tiene un HRC de 25-40, lo que proporciona buena tenacidad y es capaz de soportar cargas pesadas.
- Las superficies endurecidas por inducción tienen una HRC de superficie de 50-55, son un 30% más baratas y son adecuadas para engranajes de acero de carbono medio con bajas velocidades y cargas ligeras.
¿Cómo elegir entre engranajes cónicos rectos y en espiral?
La decisión sobre el perfil del diente es la fase inicial en el diseño de la fabricación de engranajes cónicos. Los engranajes cónicos rectos y los engranajes cónicos en espiral tienen características muy diferentes en términos de rendimiento, costo y uso. La elección incorrecta del perfil puede provocar problemas de ruido, daños prematuros o gastos de dinero innecesarios .
Engranajes cónicos rectos: una opción simple, confiable y rentable
Los engranajes cónicos de reducción recta tienen una estructura simple y son muy eficientes de fabricar. Los dientes son rectos y la malla es un punto de contacto. Se pueden utilizar en situaciones de carga ligera y baja velocidad con velocidades lineales <5 m/s, y el coste de una unidad es entre un 30 y un 50 % menor que el de una engranaje cónico espiral .
Engranaje cónico en espiral: el rey del rendimiento de alta velocidad y servicio pesado
Los engranajes cónicos en espiral están definidos por las líneas de dientes helicoidales y el engrane de contacto de la línea, lo que resulta en la mayor suavidad de funcionamiento y bajo nivel de ruido .
Si bien se necesita una alta precisión de fabricación, estos engranajes son adecuados para situaciones de carga pesada y alta velocidad donde velocidades lineales >20 m/s, y pueden transportar más de un 30 % más de carga que los engranajes cónicos rectos.
Engranaje cónico espiral de grado cero: selección técnica de la solución de compromiso
Ángulo de hélice del diente de arco de cero grados = 0 °, lo que significa que combinan las características de los engranajes rectos en términos de baja fuerza axial y las de los engranajes espirales en términos de suavidad.
El método de producción es esencialmente el mismo que el de los engranajes cónicos en espiral, lo que hace que estos engranajes sean adecuados para fines muy especiales en los que el juego de fuerzas axiales debe ser extremadamente pequeño y el funcionamiento debe ser muy suave.
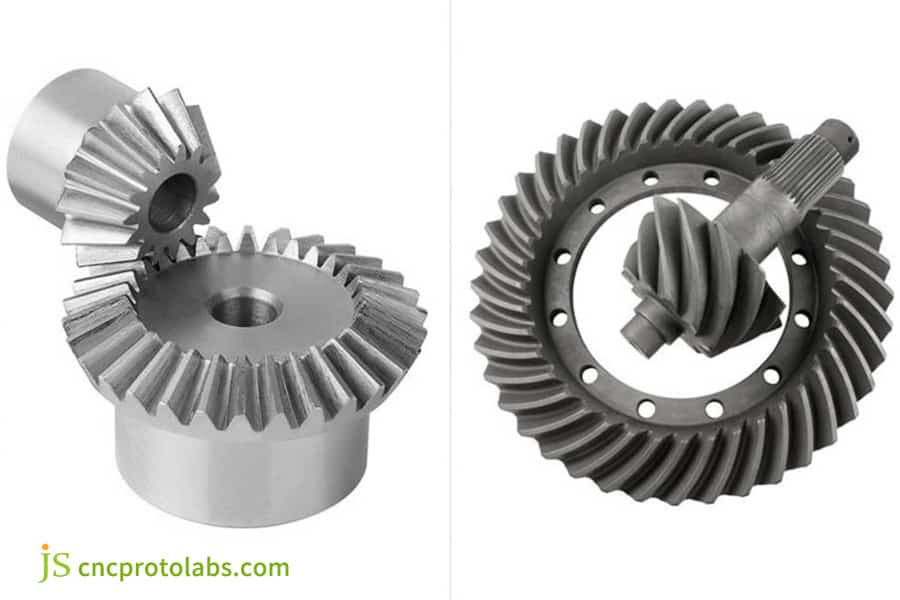
Figura 1: Una comparación visual de dos diseños de juegos de engranajes cónicos: un juego de engranajes cónicos de dientes rectos (izquierda) y un juego de engranajes cónicos en espiral (derecha), que muestra sus diferentes geometrías de dientes.
¿Cómo elegir los métodos de fabricación de engranajes cónicos adecuados para su proyecto?
La decisión sobre los métodos de fabricación de engranajes cónicos generalmente está influenciada por el volumen de producción, la precisión y el presupuesto. Al elegir el método correcto, se pueden ahorrar costos en más del 40% y aún así mantener el nivel de precisión.
Fresado frontal versus tallado por fresado frontal: dos métodos de corte principales
- planeado es un proceso de indexación intermitente que logra una precisión DIN 5 y es ideal para lotes pequeños y medianos de engranajes cónicos en espiral de alta precisión.
- Tallado de cara Al ser un proceso de indexación continuo, tiene una eficiencia superior al 30% y se utiliza para la producción de engranajes automotrices a gran escala.
Corte de formas frente a corte generado: el tamaño del lote determina qué proceso utilizar
- Las fresas de forma son muy económicas (entre 800 y 1500 dólares estadounidenses por juego), pero también antieconómicas, por lo que son buenas para módulos >8 mm y lotes <10 muestras .
- Las cortadoras generadoras garantizan una precisión estable (DIN 6) y una alta productividad y son adecuadas para proyectos con un volumen de producción de decenas de miles de piezas o más .
Matriz de decisión de precisión × producción × presupuesto
| Índice de costo relativo | Producción anual | Proceso recomendado | Índice de costo relativo |
| DIN 8-9 | <100 piezas | fresado de formas | 1.0 |
| DIN 6-7 | 100-5000 piezas | Fresado frontal | 1.8-2.2 |
| DIN 5 y superior | >5000 piezas | Tallado frontal + rectificado de engranajes | 3.0-4.5 |
| DIN 3-4 | Cualquier | Equipo de molienda de engranajes dedicado | 5.0+ |
JS Precision posee un conjunto completo de equipos de procesamiento para métodos de fabricación de engranajes cónicos, que incluyen fresado de formas, fresado frontal, fresado frontal y rectificado de engranajes. Si desea saber qué método de procesamiento es adecuado para su proyecto, puede calcular sus costos de producción de forma gratuita y obtener una solución de proceso rentable.
¿Cómo afectan las calidades de precisión (AGMA/Din) a toda la cadena de producción?
Los grados de precisión según las normas AGMA y DIN son aspectos vitales que atraviesan cada parte del mecanizado de engranajes cónicos. La calidad de los productos depende en gran medida de ellos. Establecen los límites de las herramientas de corte, el proceso, la inspección y, por tanto, los costes asociados .
Se recomienda a los ingenieros que elijan el que se adapte a sus necesidades sin perseguir ciegamente la calificación más alta.
Grados de precisión: una explicación sencilla de las normas AGMA y DIN
AGMA y DIN son los dos principales estándares de precisión de engranajes en todo el mundo con un sistema de grados bien transitado. Es normal que al subir un paso en cada nivel de precisión, los costos de procesamiento aumenten entre un 15 y un 25%.
Las principales correspondencias se exponen a continuación:
- Grado AGMA Q6 = grado DIN 7, ideal para uso general transmisión industrial .
- Grado AGMA Q8 = grado DIN 6, ideal para transmisión general de automóviles.
- Grado AGMA Q10 = grado DIN 4, ideal para aplicaciones premium como la aeroespacial.
¿Cuándo es necesario moler?
Para obtener niveles de precisión de DIN 5 o AGMA 12 y superiores, la deformación por tratamiento térmico debe rectificarse mediante rectificado de engranajes. El rectificado reduce la rugosidad y el sonido de la superficie , pero también aumenta la inversión en equipos y el tiempo de trabajo.
Plan de inspección: ¿muestreo o inspección completa?
La precisión determina el plan de inspección:
- Para DIN 7 e inferiores, muestreo por lotes (5-10%) + control SPC.
- Para DIN 5-6, inspección completa de la primera pieza + 20% de muestreo.
- Para DIN 4 y superiores, se requiere una inspección completa del 100% y un informe CMM.
Si desea comprender los costos específicos de mecanizado de engranajes cónicos en diferentes niveles de precisión, puede comunicarse con los ingenieros de JS Precision para obtener una tabla comparativa detallada de costos de precisión para comprender claramente la inversión y el retorno de cada nivel de precisión.
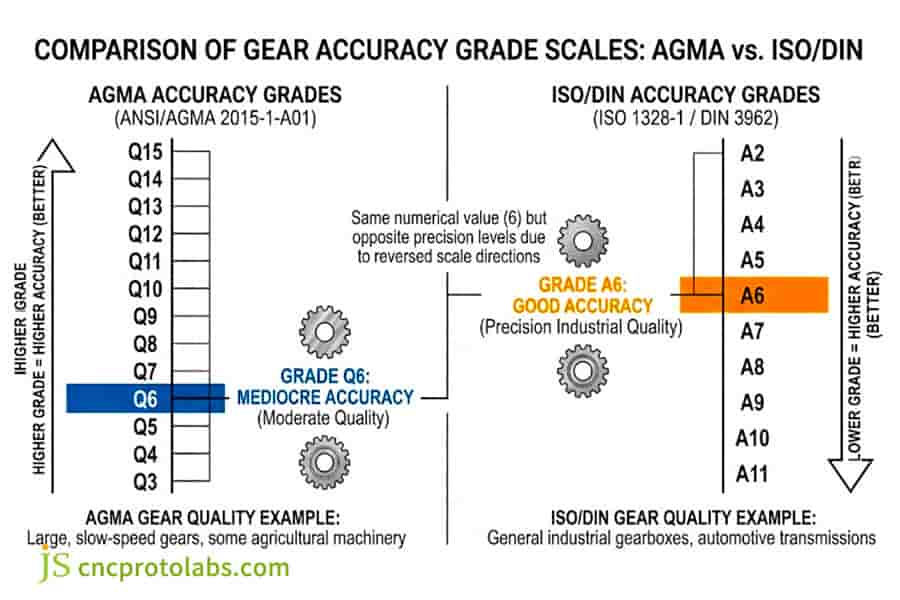
Figura 2: Una infografía que compara los estándares de grados de precisión de engranajes AGMA (Q3-Q15) e ISO/DIN (A2-A11), con ejemplos de aplicaciones para grados específicos.
¿Cuáles son los secretos para equilibrar los costos en la fabricación de engranajes personalizados?
Los costos de fabricación de engranajes personalizados son bastante altos. Una estrategia para mantener los costos básicos bajo control es "reducir los costos en la fuente de diseño y controlar los costos durante el proceso", combinando rendimiento y costo a través de la optimización del diseño, los lotes y los materiales.
Diseño para fabricación: unos pocos pequeños cambios pueden reducir considerablemente los costos
Realizar algunos ajustes simples en la fase de diseño puede reducir los costos de herramientas entre un 20 y un 30 % sin pérdida de rendimiento. Las direcciones principales son:
- Ajuste del radio de filete de raíz (0,3-0,4 del módulo) para herramientas estándar.
- Mantener un ángulo de presión estándar de 20 para minimizar la necesidad de herramientas personalizadas.
- Estandarizar el diseño del orificio interno para que coincida con el utillaje universal.
El efecto del tamaño del lote: distribución de los costos fijos
Fabricación de engranajes a medida. implica un costo inicial fijo de algunos elementos (tarifas de programación y depuración de $200-500/hora, y tarifas de herramientas personalizadas de $800-3000/juego). La mayor distribución de costos al menor número de piezas se da con 1-10 piezas, el mayor rendimiento de costos con 10-50 piezas y una caída del 40-60% en el costo por pieza con 50-100 piezas.
Para demostrar más claramente las diferencias de costos relacionadas con diferentes tamaños de lote, materiales y niveles de precisión en la fabricación de engranajes personalizados, la siguiente es una tabla de comparación de datos compilada por JS Precision:
| Lote de producción (piezas) | Tipo de material | Nivel de precisión | Costo unitario del material (USD) | Costo unitario de procesamiento (USD) | Costo unitario de inspección (USD) |
| 10 | 20CrMnTi (Nacional) | Grado 7 | 18.5 | 45.2 | 4.8 |
| 10 | 8620 (importado) | Grado 5 | 24.1 | 89,7 | 12.3 |
| 50 | 20CrMnTi (Nacional) | Grado 6 | 17.8 | 58,9 | 8.5 |
| 50 | 8620 (importado) | Grado 4 | 23,5 | 126,8 | 21.7 |
| 100 | 20CrMnTi (Nacional) | Grado 5 | 17.2 | 65,3 | 10.2 |
| 100 | 8620 (importado) | Grado 3 | 22.8 | 158,4 | 28,9 |
Selección de materiales: costos a corto y largo plazo de los materiales importados frente a los nacionales
Los costes de materiales suelen representar entre el 20 y el 30% del total.
- Los materiales importados como el 8620 son un 30% más costosos; sin embargo, la consistencia de los materiales de un lote a otro es mejor.
- Los materiales nacionales de primera categoría como 20CrMnTi no solo tienen una ventaja de costos sino que también, según las pruebas de JS Precision, son capaces de cumplir con los requisitos de la maquinaria automotriz y de construcción.
Identificación de costos ocultos
Los costos ocultos de la fabricación de engranajes personalizados pueden alcanzar hasta el 8-12% y estos incluyen principalmente tarifas por las pruebas de CMM, embalaje a prueba de óxido y seguro, además de transporte en vehículos exclusivo para engranajes de alta gama.
¿Cuándo es la fabricación de engranajes personalizados la solución óptima?
Engranajes estándar Son baratos y tienen plazos de entrega rápidos, pero no siempre satisfacen todos los requisitos del trabajo. En tal caso, la fabricación de engranajes personalizados es el mejor camino a seguir, ya que los fabricantes especializados pueden mejorar el rendimiento y la confiabilidad del sistema de transmisión.
Análisis del punto de inflexión de costos entre productos estándar y personalizados
La fabricación de engranajes personalizados se vuelve más rentable que los productos estándar si se cumple alguna de las siguientes condiciones:
- Módulo <0,5 o >10.
- Se requieren materiales especiales para la resistencia a la corrosión a altas temperaturas.
- El espacio limitado para el equipo requiere dimensiones no estándar.
- Un NVH alto requiere una modificación de la marcha.
Optimización del diseño personalizado: cumplimiento de condiciones operativas específicas
JS Precision es capaz de cambiar los perfiles de los engranajes para adaptarse a las condiciones de funcionamiento, por ejemplo, recortar la punta de los dientes para reducir el ruido y abultar el perfil de los dientes (5-15 μm) para optimizar el área de contacto, lo que mejora significativamente la vida útil de los engranajes (más del 30 %).
El valor de la co-ingeniería
El diseño colaborativo temprano con los fabricantes puede descubrir riesgos de procesamiento de antemano, disminuir los costos, acortar el ciclo de desarrollo en un 25 % y acelerar el lanzamiento del producto.
Si tiene requisitos de equipo personalizados, puede envía tus dibujos a JS Precision . Nuestros ingenieros analizarán los dibujos en un plazo de 3 días hábiles y proporcionarán un diseño personalizado y un plan de optimización de procesos.
¿Cómo evaluar y seleccionar un fabricante de engranajes cónicos calificado?
Elegir un fabricante de engranajes cónicos con experiencia sigue siendo un factor importante para el éxito de un proyecto. Debe evaluar al fabricante en cuatro áreas: tecnología, calidad, pruebas y producción en masa, que en conjunto forman un marco lógico.
Lista de verificación para la evaluación de la capacidad técnica
La capacidad técnica es el aspecto más crítico. Algunos de los criterios de evaluación esenciales son:
- Equipo principal: ¿Tiene el fabricante de engranajes máquinas herramienta especializadas como Gleason o Klingberg?
- Papeleo del proceso: ¿Puede el fabricante proporcionar diagramas de flujo del proceso con un alto nivel de detalle y planes de control de calidad?
- Equipo de ingeniería: ¿Puede el fabricante proporcionar servicios de análisis DFM , modificación de engranajes y análisis de fallas?
El papel de la certificación del sistema de calidad
Norma ISO 9001:2015 es un estándar mínimo obligatorio. IATF 16949 está diseñado para la industria automotriz y AS9100D es para la industria aeroespacial, alineándose con diferentes requisitos de capacidad industrial.
Comprobación de las instalaciones de prueba
Las pruebas son la parte más importante del control de calidad. Debemos averiguar si el proveedor posee un centro de medición de engranajes, si puede proporcionar informes de prueba que sean rastreables y si tiene formas de probar la dureza del tratamiento térmico.
Flexibilidad en la producción de muestras y capacidades de producción en masa
Los fabricantes de primer nivel deberían tener capacidades de producción completas:
- Se suministran de 1 a 10 muestras en un plazo de 2 a 3 semanas.
- 100-1000 muestras con control SPC.
- Más de 10.000 muestras con trazabilidad en línea de producción automatizada.

Figura 3: Un gran engranaje cónico en espiral sometido a una operación de medición o mecanizado de precisión en un torno industrial en una instalación de fabricación.
Estudio de caso de JS Precision: avance en la reducción del costo de los engranajes cónicos en una caja de engranajes de energía eólica en un 35 %
Desafío
Uno de los engranajes cónicos en espiral de la caja de cambios de 2MW de la compañía de energía eólica (material: 18CrNiMo7-6, módulo: 8, ángulo de hélice: 25) estaba desalineado en el punto de contacto y el engranaje falló antes debido a ello. El plazo de entrega del proveedor original era de 24 semanas y el proveedor se negó a realizar ninguna optimización , lo que resultó en altos costos de importación.
Solución
JS Precision, después de la facilitación, se ocupó de todo proceso de fabricación de engranajes cónicos optimización y también aprovechó sus capacidades de optimización del diseño de fabricación de engranajes personalizados para desarrollar una solución:
1.Optimización DFM:
Cambiando el abultamiento del perfil del diente de 12μm a 8μm, señalando con precisión la optimización de la posición de la superficie de contacto, reduciendo la profundidad de la capa carburada de 1,2±0,3mm a 1,2±0,15mm, mejorando así la capacidad de carga del engranaje.
2.Actualización del proceso:
El proceso toma la cadena de " fresado frontal de precisión + carburación y enfriamiento + rectificado CNC", el margen de rectificado se controla estrictamente a 0,15 mm , se corrige la deformación del tratamiento térmico y se garantiza la precisión del engranaje.
3.Integración de la cadena de suministro:
Elegimos un acero premium 18CrNiMo7-6 de Baosteel que, después de nuestras exhaustivas pruebas y certificación, reemplazó a los importados, reduciendo así el costo de las materias primas en un 22% directamente.
4.Mejor comprobación:
Incorporación de inspección de precisión 100% CMM + inspección de rodadura del área de contacto para verificar que el área de contacto de cada engranaje cumple con los requisitos de diseño , lo que da como resultado que la tasa de aprobación del lote aumente a más del 99,2%.
Resultados
Gracias a la optimización completa del proceso, la vida útil del engranaje de cuello en espiral aumentó en más del 40 %, la tasa de defectos disminuyó del 3,5 % a menos del 0,8 %, el costo integral de adquisición se redujo en un 35 % y el tiempo de entrega se mantuvo estable en 14 semanas.
Si también enfrenta problemas como fallas tempranas en los engranajes, altos costos y demoras en la entrega, puede enviar los puntos débiles y las necesidades de su proyecto a JS Precision. Los ingenieros personalizarán una solución para usted. También puede ver más historias de éxito de la industria para comprender la fortaleza técnica de JS Precision.

Figura 4: Tres diferentes engranajes cónicos en espiral hechos de metal, exhibidos sobre un fondo blanco, mostrando sus intrincados dientes y superficies acabadas.
Preguntas frecuentes
P1: ¿Cuál es la diferencia fundamental entre los engranajes cónicos rectos y los engranajes cónicos en espiral?
Los engranajes cónicos rectos son más fáciles y económicos de fabricar y, por lo tanto, son aptos para situaciones de carga ligera y baja velocidad, los engranajes cónicos en espiral proporcionan un funcionamiento silencioso, alta capacidad de carga y un engrane suave, por lo que son preferibles para aplicaciones de carga pesada y alta velocidad.
P2: ¿Cómo elegir entre endurecimiento por inducción y endurecimiento por carburación?
El endurecimiento por inducción (bajo costo) es una opción para engranajes de carga ligera y baja velocidad de acero con medio carbono, el endurecimiento por carburación es necesario para engranajes de carga pesada de acero con baja aleación de carbono, lo que le dará a la superficie una dureza muy alta y al núcleo una buena tenacidad.
P3: ¿Cuál es la cantidad mínima de pedido para engranajes cónicos personalizados en lotes pequeños?
JS Precision puede realizar fabricación de engranajes personalizados con un pedido mínimo de 1 pieza . Para entre 1 y 10 piezas, es necesario compartir los costos de desarrollo. De 10 a 50 piezas son más rentables.
P4: ¿Cuáles son los principales componentes de la fabricación de engranajes cónicos que contribuyen a los costos?
Los principales costos de fabricación de engranajes cónicos residen en las herramientas de corte (20-30%), el tratamiento térmico (15-25%), el mecanizado (30-40%) y la inspección (10-15%).
P5: ¿Cuánto tiempo se requiere para obtener una muestra después de que se proporcionen los dibujos?
El plazo de entrega para muestras de engranajes cónicos estándar es de 2 a 3 semanas . Debido al largo proceso de depuración, el tiempo de entrega para engranajes de cuello en espiral con formas complejas es de 3 a 4 semanas .
P6: ¿Cuáles son los modos de falla típicos de los engranajes cónicos?
Las picaduras en la superficie del diente, la fractura de la raíz del diente y el desgaste son los modos de falla típicos de los engranajes cónicos. Estos se deben principalmente a una lubricación insuficiente, sobrecarga, falta de dureza o mala lubricación, respectivamente.
P7: ¿Por qué existe una diferencia de precio tan grande para los engranajes cónicos?
La diferencia de precio en los engranajes cónicos se atribuye principalmente a cuatro factores principales: materiales utilizados en la fabricación de engranajes cónicos, grado de precisión, proceso de tratamiento térmico y volumen de producción.
P8: ¿Cuáles son los requisitos especiales para el embalaje de exportación?
Los engranajes cónicos exportados deben tener un embalaje a prueba de óxido, aceite preventivo contra la oxidación + papel inhibidor de oxidación en fase de vapor + caja de madera. Los engranajes de precisión que se envían por mar requieren además un envasado al vacío.
P9: ¿Cómo puedo obtener una cotización para la fabricación de engranajes cónicos?
Envíe sus dibujos de diseño. y especificaciones (material, grado de precisión, cantidad, etc.). JS Precision proporciona un análisis DFM gratuito y una cotización detallada, generalmente dentro de las 24 horas. Tenga en cuenta que el tamaño del lote afecta significativamente el costo unitario.
Resumen
La fabricación de engranajes cónicos es un proyecto técnicamente elaborado que convierte los principios de ingeniería en una práctica precisa de geometría, ciencia de materiales y tratamiento térmico.
Desde la elección de los procesos adecuados para el mecanizado de engranajes hasta el diseño de los perfiles de los dientes de los engranajes cónicos en espiral y, finalmente, el control de costes en la fabricación de engranajes personalizados, donde todo debe adaptarse estrictamente a las condiciones de funcionamiento.
Elegir el proceso preciso, el perfil del diente y el fabricante de engranajes cónicos juega un papel vital en el cumplimiento de los objetivos de rendimiento y costos deseados.
JS Precision ha estado profundamente involucrado en la fabricación de engranajes cónicos durante más de veinte años, brindando soporte en todo el proceso, desde el diseño hasta la producción en masa. Si tiene necesidades relacionadas, considere asociarse con JS Precision y dejar que nuestro equipo profesional lo capacite.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

