

Precisione di produzione di ingranaggi conici ha un impatto significativo sulla vita e sul rumore dei sistemi di trasmissione di diverso tipo. Quando gli ingegneri progettano, spesso affrontano la sfida di bilanciare la scelta degli ingranaggi a spirale, la precisione DIN e i costi di produzione.
Questa guida approfondirà l'intero processo di produzione degli ingranaggi conici e, utilizzando l'esperienza di produzione reale, illustrerà le principali strategie di controllo dei costi nella lavorazione degli ingranaggi conici, assicurandosi così che le fasi di progettazione e produzione siano completamente allineate con i reali requisiti operativi.
Panoramica rapida delle risposte principali
| Dimensioni fondamentali | Risposte chiave | Valore per te |
| Selezione del percorso del processo | Le quattro fasi del processo di produzione degli ingranaggi conici sono forgiatura/taglio → lavorazione di sgrossatura → trattamento termico → lavorazione di precisione e la precisione è correlata positivamente al costo. | Seleziona il processo in base ai requisiti di precisione per evitare di pagare tariffe eccessive per una precisione non necessaria. |
| Selezione del tipo di ingranaggio | Oltre al fatto che gli ingranaggi conici a spirale riducono il livello di rumore del 30%, sono anche in grado di sopportare un carico maggiore, gli ingranaggi cilindrici, al contrario, sono più economici del 50% e quindi possono essere un'opzione economica per situazioni a bassa velocità e carico leggero. | Assicurati di abbinare accuratamente le condizioni di lavoro per non lavorare troppo né essere sotto carico. |
| Decisioni sui metodi di produzione | Utilizzare la fresatura di forma quando si dispone di un lotto piccolo, la dentatura frontale per un lotto grande e la rettifica di ingranaggi è necessaria per una precisione pari a DIN 5 e superiore . | Seleziona il più adatto metodi di produzione degli ingranaggi conici a seconda della scala di produzione e della precisione . |
| Valutazione dei fornitori | Controllare l'attrezzatura principale (Gleason/Klingberg), esaminare il sistema di qualità (ISO/IATF) e verificare le capacità di test (ispezione completa CMM). | Ottieni una griglia di valutazione ragionevole per identificare il produttore di ingranaggi conici più affidabile. |
Punti chiave:
- Soglia di precisione:
Il grado 5 DIN ha rappresentato un punto di svolta nel settore manifatturiero. Se i livelli di precisione sono più elevati, è necessaria la rettifica degli ingranaggi , il che comporterà un aumento del 40-60% dei costi di lavorazione.
- Riduzione dei costi di progettazione:
L'intervento del DFM nella fase iniziale del progetto contribuisce a ridurre l'ottimizzazione e la standardizzazione dell'angolo di pressione, pertanto i costi degli utensili possono essere ridotti del 20-30%.
- Vita materiale:
La carburazione e la tempra (superficie HRC 58-62, nucleo HRC 25-40) sono più allineate alla funzionalità di scenari di carico pesante rispetto alla tempra a induzione, quindi hanno il potenziale di aumentare la durata degli ingranaggi di oltre il 30% .
- Prezzo in lotti:
La produzione di ingranaggi personalizzati richiede costi di debug condivisi e l'aumento delle dimensioni del lotto da 10 a 100 pezzi può ridurre il costo per pezzo del 40-60%.
Perché fidarsi di questo articolo? Oltre 20 anni di JS Precision nella produzione di ingranaggi conici
JS Precision ricopre un ruolo centrale nel campo delle trasmissioni di precisione da oltre 20 anni e ha fornito più di mezzo milione di prodotti per ingranaggi conici a spirale . JS Precision dispone di un grande know-how tecnico e affronta la sfida di progettare ingranaggi conici e lavorazione di ingranaggi adatti ai settori automobilistico, delle macchine edili, della robotica e aerospaziale in tutto il mondo.
Tutti i contenuti di questo articolo derivano dalla produzione autentica, dai dati di processo reali e dalle soluzioni di settore di JS Precision. Non si tratta di una mera compilazione teorica, ma mira piuttosto a rivelare i punti tecnici fondamentali e i segreti del controllo dei costi della produzione di ingranaggi conici.
Per quanto riguarda gli standard di precisione e ispezione degli ingranaggi, JS Precision garantisce il pieno rispetto del Specifica di precisione degli ingranaggi ISO 1328-1 , rendendo così gli errori di profilo e direzione dei denti di ciascun prodotto addirittura inferiori a quelli richiesti dai più elevati standard di settore.
Negli ultimi 20 anni, JS Precision ha risolto i problemi di migliaia di clienti nella lavorazione di ingranaggi planetari, dagli ingranaggi conici cilindrici personalizzati a bassa velocità e carico leggero, alla produzione in serie di ingranaggi planetari a spirale ad alta velocità e per carichi pesanti, alla lavorazione di ingranaggi ad altissima precisione di livello DIN 3, che hanno tutti formato un sistema di processo standardizzato e replicabile.
Per soddisfare le esigenze personalizzate della produzione di ingranaggi personalizzati, JS Precision ha inoltre creato un team di ingegneri a risposta rapida in grado di completare l'output della soluzione di processo dall'analisi dei disegni entro 72 ore.
La scelta di un produttore affidabile di ingranaggi conici è fondamentale per il successo del proprio sistema di trasmissione. Se hai difficoltà con la selezione del processo e il controllo dei costi nella produzione di ingranaggi conici, contatta direttamente gli ingegneri applicativi di JS Precision per una consulenza individuale gratuita sul processo. Lascia che il loro team di professionisti ti aiuti a evitare errori nella progettazione e nella produzione.
Qual è il processo di produzione degli ingranaggi conici e perché è importante?
L'aspetto scientifico del processo di produzione degli ingranaggi conici è ciò che in definitiva influenza la resa degli ingranaggi. Ogni fase della lavorazione degli ingranaggi influenza il compromesso tra precisione, durata e costi; si tratta fondamentalmente di un problema di ingegneria del sistema con ogni parte interconnessa.
Quattro fasi fondamentali del processo
Il processo completo di produzione degli ingranaggi conici è costituito da quattro fasi principali: forgiatura/tranciatura, sgrossatura, trattamento termico e lavorazione di finitura. Queste fasi sono fondamentali per determinare l'accuratezza finale e il costo di un prodotto e pertanto costituiscono la base per la fase di lavorazione successiva.
Decisioni sul percorso del processo per la lavorazione dolce e dura
La lavorazione degli ingranaggi conici è composta da due parti: lavorazione morbida (prima del trattamento termico) e lavorazione dura (dopo il trattamento termico):
- Si avvale della lavorazione morbida utensili in acciaio rapido o metallo duro , che sono molto efficienti e possono fornire una precisione inferiore a DIN 7.
- La lavorazione del duro si avvale dell'utilizzo di mole in CBN o di utensili ceramici, che seppur costosi, possono raggiungere precisione fino a DIN 3 e sono in grado di correggere le deformazioni dovute al trattamento termico.
Punti chiave di intervento e selezione della tecnologia per il trattamento termico
La vita di un ingranaggio dipende in gran parte dal trattamento termico, quindi va scelto in base alle esigenze:
- La carburazione e la tempra danno una superficie con HRC di 58-62, e il nucleo ha un HRC di 25-40, conferendo così una buona tenacità e resistendo a carichi pesanti.
- Le superfici temprate a induzione hanno un HRC superficiale di 50-55, sono più economiche del 30% e sono adatte per ingranaggi in acciaio al carbonio medio con basse velocità e carichi leggeri.
Come scegliere tra ingranaggi conici diritti e a spirale?
La decisione sul profilo del dente è la fase iniziale nella progettazione della produzione di ingranaggi conici. Gli ingranaggi conici diritti e gli ingranaggi conici a spirale hanno caratteristiche molto diverse in termini di prestazioni, costi e utilizzo. La scelta sbagliata del profilo può causare problemi di rumore, danni precoci o inutili spese di denaro .
Ingranaggi conici dritti: una scelta semplice, affidabile ed economicamente vantaggiosa
Gli ingranaggi conici a riduzione diritta hanno una struttura semplice e sono molto efficienti da produrre. I denti sono dritti e la rete è a contatto puntuale. Possono essere utilizzati in situazioni di bassa velocità e carico leggero con velocità lineari <5 m/s e il costo di un'unità è inferiore del 30-50% rispetto a quello di un ingranaggio conico a spirale .
Ingranaggi conici a spirale: il re delle prestazioni ad alta velocità e per impieghi gravosi
Gli ingranaggi conici a spirale sono definiti dalle linee dei denti elicoidali e dall'ingranamento dei contatti delle linee, che si traducono nella massima fluidità di funzionamento e basso livello di rumore .
Sebbene sia necessaria un'elevata precisione di produzione, questi ingranaggi sono adatti per situazioni ad alta velocità e carichi pesanti in cui velocità lineari >20 m/s e possono sopportare oltre il 30% di carico in più rispetto agli ingranaggi conici diritti.
Ingranaggi conici a spirale Zero Degree: selezione tecnica della soluzione di compromesso
Angolo elica del dente dell'arco pari a zero gradi = 0 °, il che significa che fondono le caratteristiche degli ingranaggi diritti in termini di bassa forza assiale e quelle degli ingranaggi a spirale in termini di scorrevolezza.
Il metodo di produzione è essenzialmente lo stesso degli ingranaggi conici a spirale, il che rende questi ingranaggi adatti a scopi molto speciali dove il gioco delle forze assiali deve essere estremamente ridotto e il funzionamento deve essere molto regolare.
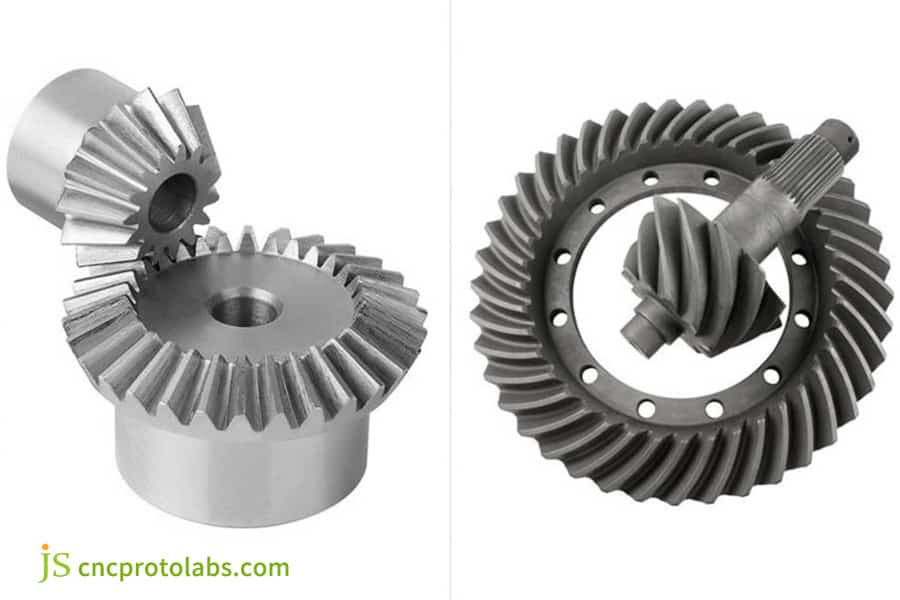
Figura 1: Un confronto visivo di due modelli di ingranaggi conici: un set di ingranaggi conici a denti diritti (a sinistra) e un set di ingranaggi conici a spirale (a destra), che mostra le diverse geometrie dei denti.
Come scegliere i metodi di produzione di ingranaggi conici giusti per il tuo progetto?
La decisione sui metodi di produzione degli ingranaggi conici è generalmente influenzata dal volume di produzione, dalla precisione e dal budget. Scegliendo il metodo giusto, è possibile risparmiare sui costi di oltre il 40% mantenendo comunque il livello di precisione.
Spianatura e molatura a molatura: due principali metodi di taglio
- Fresatura frontale è un processo di indicizzazione intermittente che raggiunge la precisione DIN 5 ed è ideale per lotti medio-piccoli di ingranaggi conici a spirale di alta precisione.
- Hobbing del viso essendo un processo di indicizzazione continuo, ha un'efficienza superiore al 30% e viene utilizzato per la produzione di ingranaggi automobilistici su larga scala.
Taglio di forma e taglio di generazione: la dimensione del lotto determina quale processo utilizzare
- Le frese per formatura sono molto economiche (800-1500 dollari USA/set) ma anche antieconomiche, quindi sono adatte per moduli >8 mm e lotti <10 campioni .
- Le frese generatrici garantiscono precisione stabile (DIN 6) e alta produttività e sono adatte per progetti con volumi di produzione a livello di decine di migliaia di pezzi o più .
Precisione × Risultato × Matrice decisionale di bilancio
| Indice di costo relativo | Produzione annuale | Processo consigliato | Indice di costo relativo |
| DIN 8-9 | <100 pezzi | Fresatura di forme | 1.0 |
| DIN 6-7 | 100-5000 pezzi | Fresatura frontale | 1.8-2.2 |
| DIN 5 e superiori | >5000 pezzi | Hobbing frontale + Rettifica ingranaggi | 3.0-4.5 |
| DIN 3-4 | Qualunque | Attrezzature dedicate alla rettifica di ingranaggi | 5.0+ |
JS Precision possiede una serie completa di apparecchiature di lavorazione per i metodi di produzione di ingranaggi conici, tra cui fresatura di forma, fresatura frontale, dentatura frontale e rettifica di ingranaggi. Se volete sapere quale metodo di lavorazione è adatto al vostro progetto, potete calcolare gratuitamente i costi di produzione e ottenere una soluzione di processo economicamente vantaggiosa.
In che modo le qualità di precisione (AGMA/Din) influiscono sull'intera catena di produzione?
I gradi di precisione secondo gli standard AGMA e DIN sono aspetti vitali che attraversano ogni parte della lavorazione degli ingranaggi conici. La qualità dei prodotti dipende molto da loro. Stabiliscono i limiti per gli utensili da taglio, il processo, l'ispezione e quindi i costi associati .
Si consiglia agli ingegneri di scegliere quello che soddisfa le loro esigenze senza inseguire ciecamente il voto più alto.
Gradi di precisione: una semplice spiegazione degli standard AGMA e DIN
AGMA e DIN sono i due principali standard di precisione per gli ingranaggi a livello mondiale con un sistema di qualità ben modificato. È normale che quando si sale di un livello in ciascun livello di precisione, i costi di elaborazione aumenteranno del 15-25%.
Di seguito si riportano le principali corrispondenze:
- Grado AGMA Q6 = grado DIN 7, ideale per uso generale trasmissione industriale .
- Grado AGMA Q8 = grado DIN 6, ideale per trasmissioni generali di automobili.
- Grado AGMA Q10 = grado DIN 4, ideale per applicazioni premium come il settore aerospaziale.
Quando è necessaria la macinazione?
Per ottenere livelli di precisione pari a DIN 5 o AGMA 12 e superiori, la deformazione del trattamento termico deve essere rettificata mediante rettifica degli ingranaggi. La rettifica riduce la ruvidità e il rumore della superficie , ma aumenta anche l'investimento in attrezzature e il tempo di lavoro.
Piano di ispezione: campionamento o ispezione completa?
La precisione determina il piano di ispezione:
- Per DIN 7 e inferiori, campionamento in lotti (5-10%) + controllo SPC.
- Per DIN 5-6, ispezione completa del primo pezzo + campionatura del 20%.
- Per DIN 4 e superiori sono richiesti un'ispezione completa al 100% e un rapporto CMM.
Se vuoi capire i costi specifici di lavorazione di ingranaggi conici a diversi livelli di precisione, è possibile contattare gli ingegneri JS Precision per ottenere una tabella dettagliata di confronto precisione-costi per comprendere chiaramente l'investimento e il rendimento per ciascun livello di precisione.
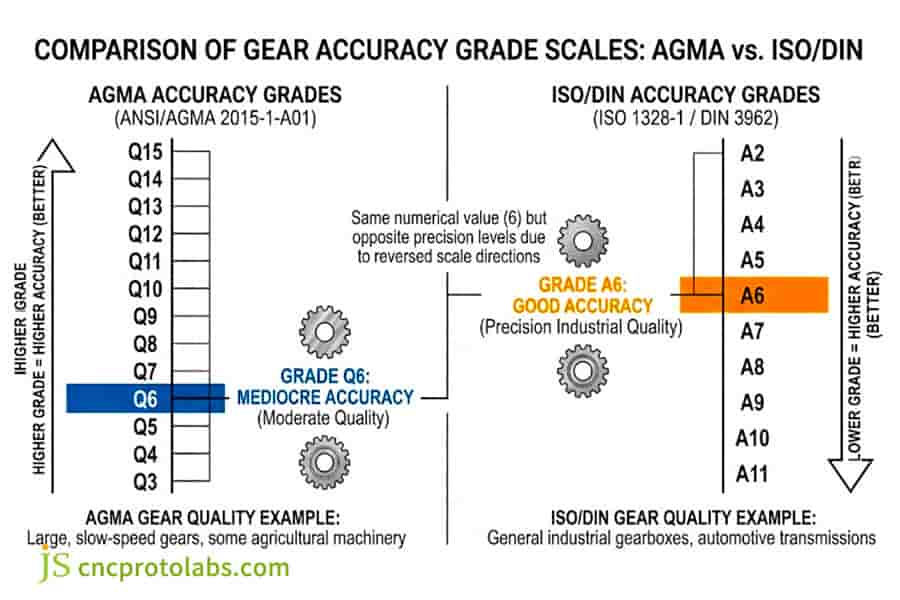
Figura 2: Un'infografica che confronta gli standard di precisione degli ingranaggi AGMA (Q3-Q15) e ISO/DIN (A2-A11), con esempi di applicazioni per gradi specifici.
Quali sono i segreti per bilanciare i costi nella produzione di ingranaggi personalizzati?
I costi per la produzione di ingranaggi personalizzati sono piuttosto elevati. Una strategia per tenere sotto controllo i costi principali è "ridurre i costi all'origine della progettazione e controllare i costi durante il processo", combinando prestazioni e costi attraverso l'ottimizzazione della progettazione, del lotto e dei materiali.
Progettazione per la produzione: alcune piccole modifiche possono ridurre notevolmente i costi
L'esecuzione di alcune semplici modifiche alla fase di progettazione può ridurre i costi degli utensili del 20-30% senza perdita di prestazioni. Le direzioni principali sono:
- Regolazione del raggio del raccordo della radice (0,3-0,4 del modulo) per utensili standard.
- Mantenere un angolo di pressione standard di 20 per ridurre al minimo la necessità di strumenti personalizzati.
- Standardizzazione del design del foro interno per adattarlo agli utensili universali.
L'effetto della dimensione del lotto: ripartizione dei costi fissi
Produzione di ingranaggi personalizzati comporta un costo iniziale fisso di alcuni elementi (costi di programmazione e debug di $ 200-500/ora e costi di strumenti personalizzati di $ 800-3000/set). La massima distribuzione dei costi per il minor numero di pezzi si ottiene con 1-10 pezzi, la prestazione in termini di costi più elevata con 10-50 pezzi e una riduzione del costo per pezzo del 40-60% con 50-100 pezzi.
Per dimostrare più chiaramente le differenze di costo relative alle diverse dimensioni dei lotti, ai materiali e ai livelli di precisione nella produzione di ingranaggi personalizzati, quella che segue è una tabella di confronto dei dati compilata da JS Precision:
| Lotto di produzione (pezzi) | Tipo materiale | Livello di precisione | Costo materiale unitario (USD) | Costo di elaborazione unitario (USD) | Costo di ispezione dell'unità (USD) |
| 10 | 20CrMnTi (domestico) | Grado DIN 7 | 18.5 | 45.2 | 4.8 |
| 10 | 8620 (importato) | Grado DIN 5 | 24.1 | 89,7 | 12.3 |
| 50 | 20CrMnTi (domestico) | Grado DIN 6 | 17.8 | 58.9 | 8.5 |
| 50 | 8620 (importato) | Grado DIN 4 | 23.5 | 126,8 | 21.7 |
| 100 | 20CrMnTi (domestico) | Grado DIN 5 | 17.2 | 65.3 | 10.2 |
| 100 | 8620 (importato) | Grado DIN 3 | 22.8 | 158.4 | 28.9 |
Selezione dei materiali: costi a breve e lungo termine dei materiali importati rispetto a quelli nazionali
I costi dei materiali in genere rappresentano il 20-30% del totale.
- I materiali importati come l'8620 sono il 30% più costosi, tuttavia, la consistenza dei materiali da un lotto all'altro è migliore.
- I materiali domestici di prima qualità come il 20CrMnTi non solo presentano un vantaggio in termini di costi ma, sulla base dei test JS Precision, sono anche in grado di soddisfare i requisiti dei macchinari automobilistici e edili.
Identificazione dei costi nascosti
I costi nascosti della produzione di ingranaggi personalizzati possono arrivare fino all'8-12% e comprendono principalmente le spese per i test CMM, l'imballaggio antiruggine e l'assicurazione, oltre al trasporto di veicoli dedicati per gli ingranaggi di fascia alta.
Quando la produzione di ingranaggi personalizzati è la soluzione ottimale?
Ingranaggi standard costano poco e hanno tempi di consegna rapidi ma non sempre soddisfano tutte le esigenze del lavoro. In tal caso, la produzione di ingranaggi personalizzati è la soluzione migliore poiché i produttori specializzati possono migliorare le prestazioni e l’affidabilità del sistema di trasmissione.
Analisi del punto di flessione dei costi tra prodotti standard e personalizzati
La produzione di ingranaggi personalizzati diventa più conveniente rispetto ai prodotti standard se viene soddisfatta una qualsiasi delle seguenti condizioni:
- Modulo <0,5 o >10.
- Sono necessari materiali speciali per la resistenza alla corrosione ad alta temperatura.
- Lo spazio limitato per le apparecchiature richiede dimensioni non standard.
- Un NVH elevato richiede la modifica degli ingranaggi.
Ottimizzazione della progettazione personalizzata: rispetto di condizioni operative specifiche
JS Precision è in grado di modificare i profili degli ingranaggi per adattarli alle condizioni operative, ad esempio il taglio della punta dei denti per ridurre il rumore e il rigonfiamento del profilo dei denti (5-15μm) per l'ottimizzazione dell'area di contatto, aumentando così significativamente la durata degli ingranaggi (oltre il 30%).
Il valore della coingegneria
La progettazione collaborativa precoce con i produttori può scoprire in anticipo i rischi di lavorazione, ridurre i costi, abbreviare il ciclo di sviluppo del 25% e accelerare il lancio del prodotto.
Se hai requisiti di equipaggiamento personalizzati, puoi farlo invia i tuoi disegni a JS Precision . I nostri ingegneri analizzeranno i disegni entro 3 giorni lavorativi e forniranno un piano personalizzato di progettazione e ottimizzazione dei processi.
Come valutare e selezionare un produttore qualificato di ingranaggi conici?
La scelta di un produttore esperto di ingranaggi conici rimane un fattore significativo per un progetto di successo. Dovresti valutare il produttore in quattro aree: tecnologia, qualità, test e produzione di massa, che nel loro insieme formano un quadro logico.
Lista di controllo per la valutazione della capacità tecnica
La capacità tecnica è l’aspetto più critico. Alcuni dei criteri di valutazione essenziali sono:
- Attrezzature principali: il produttore di ingranaggi ha macchine utensili specializzate come Gleason o Klingberg?
- Documentazione del processo: il produttore è in grado di fornire diagrammi di flusso del processo con un elevato livello di dettaglio e piani di controllo della qualità?
- Team di ingegneri: il produttore può fornire servizi di analisi DFM , modifica degli ingranaggi e analisi dei guasti?
Il ruolo della certificazione del sistema qualità
ISO9001:2015 è uno standard minimo obbligatorio. IATF 16949 è progettato per l'industria automobilistica, mentre AS9100D è per l'industria aerospaziale, allineandosi a diversi requisiti di capacità industriale.
Controllo delle strutture di test
Il testing è la parte più significativa del controllo qualità. Dobbiamo scoprire se il fornitore possiede un centro di misurazione degli ingranaggi, è in grado di fornire rapporti di prova tracciabili e dispone di metodi per testare la durezza del trattamento termico.
Flessibilità nella produzione di campioni e capacità di produzione di massa
I produttori di prim’ordine dovrebbero avere capacità di produzione complete:
- 1-10 campioni forniti entro 2-3 settimane.
- 100-1000 campioni con controllo SPC.
- Oltre 10.000 campioni con tracciabilità automatizzata della linea di produzione.

Figura 3: Un grande ingranaggio conico a spirale sottoposto a un'operazione di lavorazione o misurazione di precisione su un tornio industriale in un impianto di produzione.
Caso di studio JS Precision: innovazione nella riduzione del costo degli ingranaggi conici in un riduttore per energia eolica del 35%
Sfida
Uno degli ingranaggi conici a spirale del riduttore da 2 MW della società di energia eolica (materiale: 18CrNiMo7-6, modulo: 8, angolo dell'elica: 25) era disallineato nel punto di contatto e per questo motivo l'ingranaggio si è guastato prima. Il tempo di consegna del fornitore originale era di 24 settimane e il fornitore si è rifiutato di effettuare qualsiasi ottimizzazione , il che ha comportato elevati costi di importazione.
Soluzione
JS Precision, dopo la facilitazione, si è occupata del tutto processo di produzione degli ingranaggi conici ottimizzazione e ha anche sfruttato le proprie capacità di ottimizzazione della progettazione della produzione di ingranaggi personalizzati per sviluppare una soluzione:
1.Ottimizzazione DFM:
Modificando il rigonfiamento del profilo del dente da 12μm a 8μm, individuando con precisione l'ottimizzazione della posizione della superficie di contatto, restringendo la profondità dello strato cementato da 1,2±0,3mm a 1,2±0,15mm, migliorando così la capacità di carico dell'ingranaggio.
2.Aggiornamento del processo:
Il processo prende la catena di " fresatura frontale di precisione + cementazione e tempra + rettifica CNC, la tolleranza di rettifica è rigorosamente controllata a 0,15 mm , la deformazione del trattamento termico viene corretta e la precisione degli ingranaggi è assicurata.
3.Integrazione della catena di fornitura:
Abbiamo scelto un acciaio premium 18CrNiMo7-6 di Baosteel che, dopo i nostri approfonditi test e certificazione, ha sostituito quelli importati, riducendo così direttamente il costo delle materie prime del 22%.
4. Controllo migliore:
Incorporazione dell'ispezione di precisione CMM al 100% + ispezione a rotazione dell'area di contatto per verificare che l'area di contatto di ciascun ingranaggio sia conforme ai requisiti di progettazione , con conseguente aumento del tasso di passaggio del lotto a oltre il 99,2%.
Risultati
Attraverso l'ottimizzazione completa del processo, la durata a fatica dell'ingranaggio con collo spiroidale è stata aumentata di oltre il 40%, il tasso di difetti è diminuito dal 3,5% a meno dello 0,8%, i costi di approvvigionamento complessivi sono stati ridotti del 35% e i tempi di consegna sono rimasti stabili entro 14 settimane.
Se affronti anche problemi come guasti precoci agli ingranaggi, costi elevati e ritardi nella consegna, puoi inviare i punti critici e le esigenze del tuo progetto a JS Precision. Gli ingegneri personalizzeranno una soluzione per te. Puoi anche visualizzare altre storie di successo del settore per comprendere la forza tecnica di JS Precision.

Figura 4: Tre diversi ingranaggi conici a spirale in metallo, visualizzati su uno sfondo bianco, che mostrano i loro denti intricati e le superfici finite.
Domande frequenti
Q1: Qual è la differenza fondamentale tra ingranaggi conici diritti e ingranaggi conici a spirale?
Gli ingranaggi conici dritti sono più facili ed economici da realizzare e quindi adatti a situazioni di bassa velocità e carico leggero, gli ingranaggi conici a spirale forniscono un funzionamento silenzioso, elevata capacità di carico e ingranamento regolare, quindi sono preferibili per applicazioni ad alta velocità e carichi pesanti.
Q2: Come scegliere tra tempra ad induzione e tempra per cementazione?
L'indurimento a induzione (a basso costo) è un'opzione per ingranaggi a bassa velocità e carico leggero in acciaio a medio carbonio, l'indurimento per cementazione è necessario per ingranaggi per carichi pesanti in acciaio legato a basso tenore di carbonio, che conferirà alla superficie una durezza molto elevata e al nucleo una buona tenacità.
Q3: Qual è la quantità minima dell'ordine per gli ingranaggi conici personalizzati in piccoli lotti?
JS Precision può realizzare la produzione di ingranaggi personalizzati con un ordine minimo di 1 pezzo . Per 1-10 pezzi, i costi di sviluppo devono essere condivisi. 10-50 pezzi sono la soluzione più conveniente.
D4: Quali sono i principali componenti della produzione di ingranaggi conici che contribuiscono ai costi?
I costi principali della produzione di ingranaggi conici risiedono negli utensili da taglio (20-30%), nel trattamento termico (15-25%), nella lavorazione meccanica (30-40%) e nell'ispezione (10-15%).
Q5: Quanto tempo è necessario per ottenere un campione dopo la fornitura dei disegni?
Il tempo di consegna per i campioni di ingranaggi conici standard è di 2-3 settimane . A causa del lungo processo di debug, il tempo di consegna per gli ingranaggi con collo a spirale di forma complessa è di 3-4 settimane .
Q6: Quali sono le tipiche modalità di guasto degli ingranaggi conici?
Vaiolatura della superficie del dente, frattura della radice del dente e usura sono le tipiche modalità di guasto degli ingranaggi conici. Questi sono dovuti principalmente rispettivamente a lubrificazione insufficiente, sovraccarico, mancanza di durezza o scarsa lubrificazione.
Q7: Perché c'è una differenza di prezzo così grande per gli ingranaggi conici?
La differenza di prezzo negli ingranaggi conici è principalmente attribuita a quattro fattori principali: materiali utilizzati nella produzione di ingranaggi conici, grado di precisione, processo di trattamento termico e volume di produzione.
Q8: Quali sono i requisiti speciali per l'imballaggio per l'esportazione?
Gli ingranaggi conici esportati devono essere imballati a prova di ruggine, olio antiruggine + carta antiruggine in fase vapore + cassa di legno. Gli ingranaggi di precisione destinati alla spedizione via mare necessitano inoltre di un imballaggio sottovuoto.
Q9: Come posso ottenere un preventivo per la produzione di ingranaggi conici?
Invia i tuoi disegni di progettazione e specifiche (materiale, grado di precisione, quantità, ecc.). JS Precision fornisce un'analisi DFM gratuita e un preventivo dettagliato, in genere entro 24 ore. Tieni presente che la dimensione del lotto influisce in modo significativo sul costo unitario.
Riepilogo
La produzione di ingranaggi conici è un progetto tecnicamente elaborato che converte i principi ingegneristici in una geometria precisa, scienza dei materiali e pratica di trattamento termico.
Si va dalla scelta dei giusti processi per la lavorazione degli ingranaggi alla progettazione dei profili dei denti degli ingranaggi conici a spirale e infine al controllo dei costi nella produzione di ingranaggi personalizzati, dove tutto deve essere rigorosamente adattato alle condizioni operative.
Scegliere il processo accurato, il profilo del dente e il produttore di ingranaggi conici svolge un ruolo fondamentale nel raggiungimento degli obiettivi di prestazioni e costi desiderati.
JS Precision è profondamente coinvolta nella produzione di ingranaggi conici da oltre vent'anni, fornendo supporto per l'intero processo, dalla progettazione alla produzione di massa. Se hai esigenze correlate, valuta la possibilità di collaborare con JS Precision e lasciare che il nostro team di professionisti ti dia potere.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di precisione JS
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

