

Précision de fabrication d'engrenages coniques a un impact significatif sur la durée de vie et le bruit des systèmes de transmission de différents types. Lorsque les ingénieurs conçoivent, ils sont souvent confrontés au défi d'équilibrer le choix des engrenages à niveau hélicoïdal, la précision DIN et les coûts de production.
Ce guide approfondira l'ensemble du processus de fabrication des engrenages coniques et, en s'appuyant sur une expérience de production réelle, divulguera les principales stratégies de contrôle des coûts dans l'usinage des engrenages coniques, garantissant ainsi que les étapes de conception et de production sont pleinement alignées sur les exigences opérationnelles réelles.
Aperçu rapide des réponses principales
| Dimensions principales | Réponses clés | Valeur pour vous |
| Sélection du chemin de processus | Les quatre étapes du processus de fabrication des engrenages coniques sont le forgeage/découpe → usinage grossier → traitement thermique → usinage de précision, et la précision est positivement corrélée au coût. | Sélectionnez le processus en fonction des exigences de précision pour éviter de payer des frais excessifs pour une précision inutile. |
| Sélection du type de vitesse | Outre le fait que les engrenages coniques hélicoïdaux réduisent le niveau sonore de 30 %, ils sont également capables de supporter une charge plus élevée, les engrenages droits, au contraire, sont 50 % moins chers et peuvent donc constituer une option économique pour les situations de faible vitesse et de charge légère. | Assurez-vous de correspondre avec précision aux conditions de travail afin de ne pas être trop performant ni sous-chargé. |
| Décisions relatives aux méthodes de fabrication | Utilisez le fraisage de forme lorsque vous avez un petit lot, le taillage de surface pour un grand lot et la rectification d'engrenages est requise pour une précision de DIN 5 et supérieure . | Sélectionnez le plus approprié méthodes de fabrication des engrenages coniques en fonction de l' échelle de production et de la précision . |
| Évaluation des fournisseurs | Vérifiez l'équipement de base (Gleason/Klingberg), examinez le système qualité (ISO/IATF) et vérifiez les capacités de test (inspection complète CMM). | Obtenez une grille d’évaluation raisonnable pour identifier le fabricant d’engrenages coniques le plus fiable. |
Points clés à retenir :
- Seuil de précision :
Le niveau DIN 5 a marqué un tournant dans l'industrie manufacturière. Si les niveaux de précision sont plus élevés, alors la rectification des engrenages est nécessaire , ce qui entraînera une augmentation de 40 à 60 % du coût de traitement.
- Réduction des coûts de conception :
L'intervention de DFM au début du projet contribue à l'optimisation des contre-dépouilles et à la standardisation de l'angle de pression, ce qui permet de réduire le coût de l'outillage de 20 à 30 %.
- Durée de vie matérielle :
La cémentation et la trempe (surface HRC 58-62, noyau HRC 25-40) sont plus adaptées à la fonctionnalité des scénarios de charges lourdes que le durcissement par induction et ont donc le potentiel d' augmenter la durée de vie des engrenages de plus de 30 % .
- Prix de lots :
La fabrication d'engrenages personnalisés nécessite des coûts de débogage partagés, et l'augmentation de la taille du lot de 10 à 100 pièces peut réduire le coût par pièce de 40 à 60 %.
Pourquoi faire confiance à cet article ? Plus de 20 ans d'expérience dans la fabrication d'engrenages coniques de JS Precision
JS Precision joue un rôle central dans le domaine des transmissions de précision depuis plus de 20 ans et a livré plus d'un demi-million de produits d'engrenages coniques en spirale . JS Precision possède un grand savoir-faire technique et relève le défi de concevoir des engrenages coniques et de l'usinage d'engrenages parfaitement adaptés aux industries de l'automobile, des machines de construction, de la robotique et de l'aérospatiale du monde entier.
Tout le contenu de cet article résulte de la véritable production, des données de processus réelles et des solutions industrielles de JS Precision. Il ne s’agit pas d’une simple compilation théorique, mais vise plutôt à révéler les points techniques fondamentaux et les secrets de contrôle des coûts de la fabrication des engrenages coniques.
Concernant les normes de précision et d'inspection des engrenages, JS Precision accorde le plein respect des Spécification de précision des engrenages ISO 1328-1 , rendant ainsi les erreurs de profil et de direction des dents de chaque produit encore plus faibles que celles requises par les normes industrielles les plus élevées.
Au cours des 20 dernières années, JS Precision a résolu les problèmes de milliers de clients dans l'usinage d'engrenages planétaires, depuis les engrenages coniques droits personnalisés à faible vitesse et à charge légère, jusqu'à la production en série d'engrenages planétaires en spirale à grande vitesse et robustes, en passant par l'usinage d'engrenages de très haute précision DIN niveau 3, qui ont tous formé un système de processus standardisé et reproductible.
Pour répondre aux besoins personnalisés de la fabrication d'engrenages personnalisés, JS Precision a également mis en place une équipe d'ingénierie à réponse rapide, capable de finaliser la solution de processus issue de l'analyse des dessins dans un délai de 72 heures.
Le choix d’un fabricant d’engrenages coniques fiable est crucial pour le succès de votre système de transmission. Si vous rencontrez des difficultés avec la sélection des processus et le contrôle des coûts dans la fabrication d'engrenages coniques, contactez directement les ingénieurs d'application de JS Precision pour une consultation individuelle gratuite sur les processus. Laissez leur équipe de professionnels vous aider à éviter les pièges de la conception et de la production.
Quel est le processus de fabrication des engrenages coniques et pourquoi est-il important ?
L’aspect scientifique du processus de fabrication des engrenages coniques est ce qui affecte en fin de compte le rendement des engrenages. Chaque étape de l'usinage des engrenages influence le compromis entre précision, durabilité et coût. Il s'agit essentiellement d'un problème d'ingénierie système dans lequel chaque pièce est interconnectée.
Quatre étapes de processus principales
Le processus complet de fabrication des engrenages coniques comprend quatre étapes principales : forgeage/découpage, usinage grossier, traitement thermique et usinage de finition. Ces étapes sont essentielles pour déterminer la précision finale et le coût d'un produit et constituent donc la base de l'étape de traitement suivante.
Décisions d'itinéraire de processus pour l'usinage doux et dur
L'usinage des engrenages coniques comporte deux parties : l'usinage doux (avant traitement thermique) et l'usinage dur (après traitement thermique) :
- L'usinage doux utilise outils en acier rapide ou en carbure , qui sont très efficaces et peuvent donner une précision inférieure à DIN 7.
- L'usinage dur utilise des meules en CBN ou des outils en céramique qui, bien que coûteux, peuvent atteindre une précision jusqu'à DIN 3 et sont capables de corriger les déformations dues au traitement thermique.
Points d'intervention clés et sélection de technologies pour le traitement thermique
Dans une large mesure, la durée de vie d'un engrenage dépend du traitement thermique, c'est pourquoi il doit être choisi en fonction des exigences :
- La carburation et la trempe donnent une surface avec un HRC de 58 à 62, et le noyau a un HRC de 25 à 40, donnant ainsi une bonne ténacité et étant capable de supporter de lourdes charges.
- Les surfaces trempées par induction ont un HRC de surface de 50 à 55, sont 30 % moins chères et conviennent aux engrenages en acier au carbone moyen avec de faibles vitesses et des charges légères.
Comment choisir entre un engrenage conique droit et un engrenage conique en spirale ?
Le choix du profil des dents constitue la phase initiale de la conception de la fabrication des engrenages coniques. Les engrenages coniques droits et les engrenages coniques en spirale ont des caractéristiques très différentes en termes de performances, de coût et d'utilisation. Un mauvais choix de profil peut entraîner des problèmes de bruit, des dommages précoces ou des dépenses inutiles .
Engrenages coniques droits : un choix simple, fiable et rentable
Les engrenages coniques à réduction droite ont une structure simple et sont très efficaces à fabriquer. Les dents sont droites et le maillage est en contact ponctuel. Ils peuvent être utilisés dans des situations de faible vitesse et de charge légère avec des vitesses linéaires <5 m/s, et le coût d'une unité est 30 à 50 % inférieur à celui d'un engrenage conique en spirale .
Engrenage conique en spirale : le roi des performances à grande vitesse et robustesse
Les engrenages coniques en spirale sont définis par les lignes de dents hélicoïdales et le maillage de contact des lignes, ce qui se traduit par une douceur de fonctionnement la plus élevée et un faible niveau de bruit .
Bien qu'une haute précision de fabrication soit nécessaire, ces engrenages conviennent aux situations de vitesse élevée et de charges lourdes où les vitesses linéaires sont > 20 m/s, et ils peuvent supporter plus de 30 % de charge en plus que les engrenages coniques droits.
Engrenage conique hélicoïdal à zéro degré : sélection technique d'une solution de compromis
Angle d'hélice de dent en arc de zéro degré = 0 °, ce qui signifie qu'ils mélangent les caractéristiques des engrenages droits en termes de faible force axiale et celles des engrenages hélicoïdaux en termes de douceur.
La méthode de production est essentiellement la même que celle des engrenages coniques hélicoïdaux, ce qui rend ces engrenages adaptés à des applications très spéciales où le jeu de force axiale doit être extrêmement faible et le fonctionnement doit être très fluide.
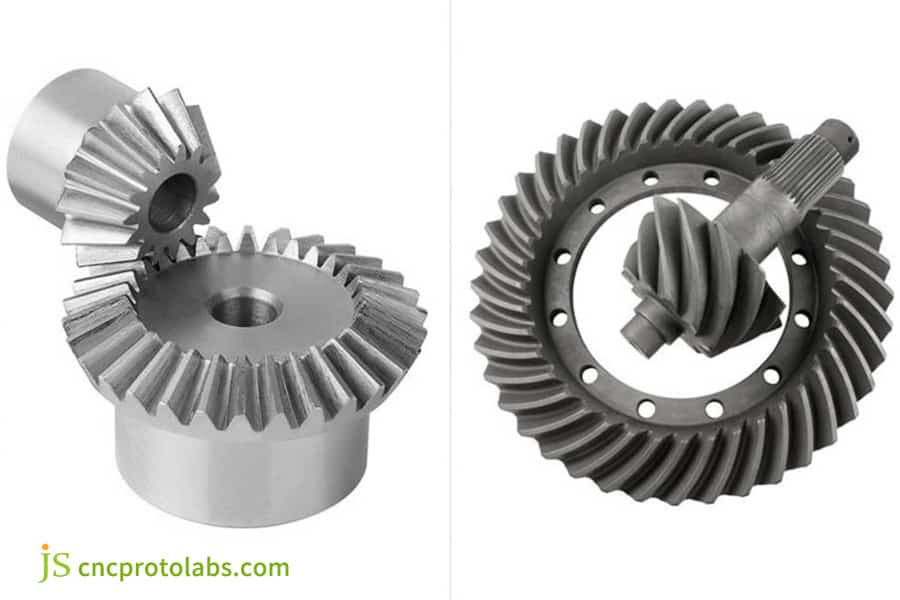
Figure 1 : Une comparaison visuelle de deux modèles d'engrenages coniques : un ensemble d'engrenages coniques à dents droites (à gauche) et un ensemble d'engrenages coniques en spirale (à droite), montrant leurs différentes géométries de dents.
Comment choisir les bonnes méthodes de fabrication d’engrenages coniques pour votre projet ?
La décision concernant les méthodes de fabrication des engrenages coniques est généralement influencée par le volume de production, la précision et le budget. En choisissant la bonne méthode, on peut économiser les coûts de plus de 40 % tout en conservant le niveau de précision.
Fraisage de face ou fraisage de face : deux méthodes de coupe majeures
- Fraisage du visage est un processus d'indexation intermittent qui atteint la précision DIN 5 et est idéal pour les petits et moyens lots d'engrenages coniques en spirale de haute précision.
- Visage tatoué étant un processus d'indexation continu, il est efficace à plus de 30 % et est utilisé pour la production d'engrenages automobiles à grande échelle.
Découpe de formulaire ou génération de découpe : la taille du lot détermine le processus à utiliser
- Les fraises de forme sont très bon marché (800-1 500 $ US/jeu) mais également peu économiques, elles conviennent donc aux modules > 8 mm et aux lots < 10 échantillons .
- Les fraises génératrices garantissent une précision stable (DIN 6) et une productivité élevée et sont adaptées aux projets avec un volume de production de plusieurs dizaines de milliers de pièces ou plus .
Précision × Résultat × Matrice de décision budgétaire
| Indice de coût relatif | Production annuelle | Processus recommandé | Indice de coût relatif |
| DIN 8-9 | <100 pièces | Fraisage de forme | 1.0 |
| DIN 6-7 | 100-5000 pièces | Fraisage du visage | 1.8-2.2 |
| DIN 5 et plus | >5000 pièces | Taillage de visage + meulage d'engrenages | 3,0-4,5 |
| DIN 3-4 | N'importe lequel | Équipement de meulage d'engrenages dédié | 5.0+ |
JS Precision possède un ensemble complet d'équipements de traitement pour les méthodes de fabrication d'engrenages coniques, notamment le fraisage de forme, le fraisage de faces, le taillage de faces et la rectification d'engrenages. Si vous souhaitez savoir quelle méthode de traitement convient à votre projet, vous pouvez calculer gratuitement vos coûts de production et obtenir une solution de processus rentable.
Comment les nuances de précision (AGMA/Din) affectent-elles l’ensemble de la chaîne de production ?
Les nuances de précision selon les normes AGMA et DIN sont des aspects essentiels qui concernent chaque étape de l'usinage des engrenages coniques. La qualité des produits en dépend largement. Ils fixent les limites des outils de coupe, du processus, de l'inspection et donc des coûts associés .
Il est conseillé aux ingénieurs de choisir celui qui répond à leurs besoins sans rechercher aveuglément le grade le plus élevé.
Nuances de précision : une explication simple des normes AGMA et DIN
AGMA et DIN sont les deux principales normes de précision des engrenages au monde avec un système de qualité bien adapté. Il est normal qu'en augmentant d'un niveau de précision les coûts de traitement augmentent de 15 à 25 %.
Les principales correspondances sont indiquées ci-dessous :
- Grade AGMA Q6 = grade DIN 7, idéal pour les applications générales transmission industrielle .
- Grade AGMA Q8 = grade DIN 6, idéal pour la transmission automobile générale.
- Grade AGMA Q10 = grade DIN 4, idéal pour les applications haut de gamme comme l'aérospatiale.
Quand le broyage est-il nécessaire ?
Pour obtenir des niveaux de précision DIN 5 ou AGMA 12 et plus, la déformation due au traitement thermique doit être rectifiée par rectification des engrenages. Le meulage réduit la rugosité de la surface et le bruit , mais augmente également l'investissement en équipement et le temps de travail.
Plan d'inspection : échantillonnage ou inspection complète ?
Précision détermine le plan d’inspection :
- Pour DIN 7 et inférieur, échantillonnage par lots (5-10%) + contrôle SPC.
- Pour DIN 5-6, contrôle complet de la première pièce + 20% d'échantillonnage.
- Pour DIN 4 et supérieur, une inspection complète à 100 % et un rapport CMM sont requis.
Si vous souhaitez comprendre les coûts spécifiques de usinage d'engrenages coniques à différents niveaux de précision, vous pouvez contacter les ingénieurs de JS Precision pour obtenir un tableau de comparaison précision-coût détaillé afin de comprendre clairement l'investissement et le retour pour chaque niveau de précision.
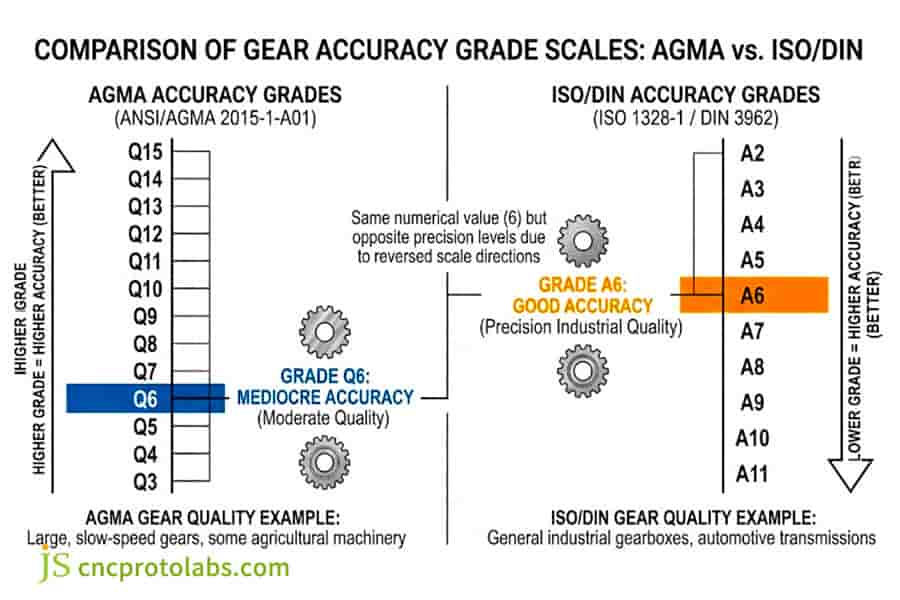
Figure 2 : Une infographie comparant les normes de qualité d'engrenage AGMA (Q3-Q15) et ISO/DIN (A2-A11), avec des exemples d'applications pour des qualités spécifiques.
Quels sont les secrets pour équilibrer les coûts dans la fabrication d’équipements personnalisés ?
Les coûts de fabrication d’engrenages sur mesure sont assez élevés. Une stratégie pour garder les coûts de base sous contrôle consiste à « réduire les coûts à la source de la conception et à contrôler les coûts pendant le processus », en combinant performances et coûts grâce à l'optimisation de la conception, des lots et des matériaux.
Conception pour la fabrication : quelques petits changements peuvent réduire considérablement les coûts
Effectuer quelques ajustements simples lors de la phase de conception peut réduire les coûts d’outillage de 20 à 30 % sans perte de performances. Les principales orientations sont :
- Réglage du rayon du congé de racine (0,3-0,4 du module) pour les outils standards.
- Conserver un angle de pression standard de 20 pour minimiser le besoin d'outillage personnalisé.
- Standardiser la conception du trou interne pour correspondre à l’outillage universel.
L'effet de la taille du lot : répartir les coûts fixes
Fabrication d'engrenages sur mesure implique un coût initial fixe de quelques éléments (frais de programmation et de débogage de 200 à 500 $/heure et frais d'outillage personnalisé de 800 à 3 000 $/ensemble). La plus grande répartition des coûts sur le plus petit nombre de pièces est avec 1 à 10 pièces, la performance de coût la plus élevée avec 10 à 50 pièces et une baisse de 40 à 60 % du coût par pièce avec 50 à 100 pièces.
Pour démontrer plus clairement les différences de coûts liées aux différentes tailles de lots, matériaux et niveaux de précision dans la fabrication d'engrenages personnalisés, voici un tableau de comparaison de données compilé par JS Precision :
| Lot de production (pièces) | Type de matériau | Niveau de précision | Coût unitaire des matériaux (USD) | Coût de traitement unitaire (USD) | Coût d'inspection unitaire (USD) |
| 10 | 20CrMnTi (domestique) | DIN classe 7 | 18,5 | 45.2 | 4.8 |
| 10 | 8620 (importé) | DIN Classe 5 | 24.1 | 89,7 | 12.3 |
| 50 | 20CrMnTi (domestique) | DIN Classe 6 | 17.8 | 58,9 | 8.5 |
| 50 | 8620 (importé) | DIN Classe 4 | 23,5 | 126,8 | 21.7 |
| 100 | 20CrMnTi (domestique) | DIN Classe 5 | 17.2 | 65,3 | 10.2 |
| 100 | 8620 (importé) | DIN Classe 3 | 22,8 | 158,4 | 28,9 |
Sélection des matériaux : coûts à court et à long terme des matériaux importés par rapport aux matériaux nationaux
Les coûts des matériaux représentent généralement 20 à 30 % du total.
- Les matériaux importés comme le 8620 sont 30% plus chers, cependant, la cohérence des matériaux d'un lot à l'autre est meilleure.
- Les matériaux nationaux de premier ordre comme le 20CrMnTi présentent non seulement un avantage en termes de coût, mais également, sur la base des tests JS Precision, sont capables de répondre aux exigences des machines automobiles et des machines de construction.
Identification des coûts cachés
Les coûts cachés de la fabrication d'engrenages sur mesure peuvent atteindre jusqu'à 8 à 12 % et comprennent principalement les frais de test CMM, d'emballage antirouille et d'assurance ainsi que le transport de véhicules dédiés aux engrenages haut de gamme.
Quand la fabrication d’engrenages sur mesure est-elle la solution optimale ?
Engrenages standards sont bon marché et ont des délais de livraison rapides mais ne satisfont pas toujours à toutes les exigences du travail. Dans un tel cas, la fabrication d’engrenages sur mesure est la meilleure solution, car les fabricants spécialisés peuvent améliorer les performances et la fiabilité du système de transmission.
Analyse du point d'inflexion des coûts entre les produits standard et personnalisés
La fabrication d'engrenages sur mesure devient plus rentable que les produits standards si l'une des conditions suivantes est remplie :
- Module <0,5 ou >10.
- Des matériaux spéciaux sont nécessaires pour la résistance à la corrosion à haute température.
- L'espace limité de l'équipement nécessite des dimensions non standard.
- Un NVH élevé nécessite une modification des équipements.
Optimisation de la conception personnalisée : réponse à des conditions de fonctionnement spécifiques
JS Precision est capable de modifier les profils d'engrenages en fonction des conditions de fonctionnement, par exemple en taillant la pointe des dents pour réduire le bruit et en renflant le profil des dents (5 à 15 μm) pour optimiser la zone de contact, améliorant ainsi considérablement la durée de vie des engrenages (plus de 30 %).
La valeur de la co-ingénierie
Une conception collaborative précoce avec les fabricants peut découvrir à l'avance les risques de traitement, réduire les coûts, raccourcir le cycle de développement de 25 % et accélérer le lancement du produit.
Si vous avez des exigences personnalisées en matière d'équipement, vous pouvez envoyez vos dessins à JS Precision . Nos ingénieurs analyseront les dessins dans un délai de 3 jours ouvrables et fourniront un plan de conception personnalisé et d'optimisation des processus.
Comment évaluer et sélectionner un fabricant d’engrenages coniques qualifié ?
Le choix d’un fabricant d’engrenages coniques expérimenté reste un facteur important pour la réussite d’un projet. Vous devez évaluer le fabricant dans quatre domaines : la technologie, la qualité, les tests et la production de masse, qui forment ensemble un cadre logique.
Liste de contrôle pour l'évaluation des capacités techniques
La capacité technique est l’aspect le plus critique. Certains des critères d’évaluation essentiels sont :
- Équipement majeur : Le fabricant d'engrenages dispose-t-il de machines-outils spécialisées telles que Gleason ou Klingberg ?
- Documents de processus : le fabricant est-il en mesure de fournir des diagrammes de flux de processus très détaillés et des plans de contrôle qualité ?
- Équipe d'ingénierie : le fabricant peut-il fournir des services d'analyse DFM , de modification des engrenages et d'analyse des défaillances ?
Le rôle de la certification du système qualité
ISO 9001:2015 est une norme minimale obligatoire. L'IATF 16949 est conçu pour l'industrie automobile et l'AS9100D est destiné à l'industrie aérospatiale, s'alignant sur différentes exigences de capacité industrielle.
Vérification des installations de test
Les tests constituent la partie la plus importante du contrôle qualité. Nous devons déterminer si le fournisseur possède un centre de mesure des engrenages, est en mesure de fournir des rapports de test traçables et dispose de moyens pour tester la dureté du traitement thermique.
Flexibilité dans la production d’échantillons et les capacités de production de masse
Les fabricants de premier ordre doivent disposer de capacités de production complètes :
- 1 à 10 échantillons fournis dans un délai de 2 à 3 semaines.
- 100 à 1 000 échantillons avec contrôle SPC.
- Plus de 10 000 échantillons avec traçabilité automatisée des lignes de production.

Figure 3 : Un grand engrenage conique en spirale soumis à une opération d'usinage ou de mesure de précision sur un tour industriel dans une usine de fabrication.
Étude de cas JS Precision : percée dans la réduction de 35 % du coût des engrenages coniques dans une boîte de vitesses d'énergie éolienne
Défi
L'un des engrenages coniques en spirale du réducteur de 2 MW de l'entreprise éolienne (matériau : 18CrNiMo7-6, module : 8, angle d'hélice : 25) était mal aligné au point de contact, et l'engrenage est tombé en panne plus tôt à cause de cela. Le délai de livraison du fournisseur initial était de 24 semaines et celui-ci a refusé de procéder à toute optimisation , ce qui a entraîné des coûts d'importation élevés.
Solution
JS Precision, après la facilitation, s'est occupé de l'ensemble processus de fabrication des engrenages coniques optimisation et a également tiré parti de ses capacités d'optimisation de la conception de la fabrication d'engrenages personnalisés pour développer une solution :
1.Optimisation DFM :
Modification du renflement du profil de la dent de 12 μm à 8 μm, identification précise de l'optimisation de la position de la surface de contact, réduction de la profondeur de la couche carburée de 1,2 ± 0,3 mm à 1,2 ± 0,15 mm, améliorant ainsi la capacité de charge de l'engrenage.
2. Mise à niveau du processus :
Le processus prend la chaîne de " fraisage de face d'extrémité de précision + cémentation et trempe + meulage CNC, la tolérance de meulage est strictement contrôlée à 0,15 mm , la déformation du traitement thermique est corrigée et la précision des engrenages est assurée.
3. Intégration de la chaîne d'approvisionnement :
Nous avons choisi un acier premium 18CrNiMo7-6 de Baosteel qui, après nos tests et certifications approfondis, a remplacé ceux importés, réduisant ainsi directement le coût des matières premières de 22 %.
4. Meilleure vérification :
Incorporation d'une inspection de précision 100 % CMM + inspection par roulement de la zone de contact afin de vérifier que la zone de contact de chaque engrenage est conforme aux exigences de conception , ce qui entraîne une augmentation du taux de réussite des lots à plus de 99,2 %.
Résultats
Grâce à l'optimisation complète du processus, la durée de vie de l'engrenage à col hélicoïdal a été augmentée de plus de 40 %, le taux de défauts a diminué de 3,5 % à moins de 0,8 %, le coût global d'approvisionnement a été réduit de 35 % et le délai de livraison est resté stable dans les 14 semaines.
Si vous êtes également confronté à des problèmes tels qu'une défaillance précoce des équipements, des coûts élevés et des retards de livraison, vous pouvez envoyer les problèmes et les besoins de votre projet à JS Precision. Les ingénieurs personnaliseront une solution pour vous. Vous pouvez également consulter d'autres réussites du secteur pour comprendre la force technique de JS Precision.

Figure 4 : Trois engrenages coniques hélicoïdaux différents en métal, affichés sur un fond blanc, mettant en valeur leurs dents complexes et leurs surfaces finies.
FAQ
Q1 : Quelle est la différence fondamentale entre les engrenages coniques droits et les engrenages coniques en spirale ?
Les engrenages coniques droits sont plus faciles et moins chers à fabriquer et conviennent donc aux situations de faible vitesse et de charge légère. Les engrenages coniques en spirale offrent un fonctionnement silencieux, une capacité de charge élevée et un maillage fluide, ils sont donc préférables pour les applications à grande vitesse et à charge lourde.
Q2 : Comment choisir entre le durcissement par induction et le durcissement par carburation ?
Le durcissement par induction (faible coût) est une option pour les engrenages à faible vitesse et à charge légère en acier au carbone moyen, le durcissement par carburation est nécessaire pour les engrenages à forte charge en acier allié à faible teneur en carbone, ce qui donnera à la surface une dureté très élevée et au noyau une bonne ténacité.
Q3 : Quelle est la quantité minimum de commande pour les engrenages coniques personnalisés en petits lots ?
JS Precision peut fabriquer des engrenages sur mesure avec une commande minimum de 1 pièce . Pour 1 à 10 pièces, les coûts de développement doivent être partagés. 10 à 50 pièces sont les plus rentables.
Q4 : Quels sont les principaux composants de la fabrication d’engrenages coniques qui contribuent aux coûts ?
Les principaux coûts de fabrication des engrenages coniques résident dans les outils de coupe (20 à 30 %), le traitement thermique (15 à 25 %), l'usinage (30 à 40 %) et l'inspection (10 à 15 %).
Q5 : Combien de temps faut-il pour obtenir un échantillon une fois les dessins fournis ?
Le délai de livraison pour les échantillons d'engrenages coniques standard est de 2 à 3 semaines . En raison du long processus de débogage, le délai de livraison pour les engrenages à col hélicoïdal de forme complexe est de 3 à 4 semaines .
Q6 : Quels sont les modes de défaillance typiques des engrenages coniques ?
Les piqûres à la surface des dents, la fracture de la racine des dents et l'usure sont les modes de défaillance typiques des engrenages coniques. Ceux-ci sont principalement dus à une lubrification insuffisante, à une surcharge, à un manque de dureté ou à une mauvaise lubrification, respectivement.
Q7 : Pourquoi y a-t-il une si grande différence de prix pour les engrenages coniques ?
La différence de prix des engrenages coniques est principalement attribuée à quatre facteurs principaux : les matériaux utilisés dans la fabrication des engrenages coniques, la qualité de précision, le processus de traitement thermique et le volume de production.
Q8 : Quelles sont les exigences particulières pour les emballages d’exportation ?
Les engrenages coniques exportés doivent être un emballage antirouille, une huile antirouille + un papier inhibiteur de rouille en phase vapeur + une caisse en bois. Les engrenages de précision destinés à être expédiés par voie maritime nécessitent en outre un emballage sous vide.
Q9 : Comment puis-je obtenir un devis pour la fabrication d'engrenages coniques ?
Soumettez vos dessins de conception et spécifications (matériau, degré de précision, quantité, etc.). JS Precision fournit une analyse DFM gratuite et un devis détaillé, généralement dans les 24 heures. Notez que la taille du lot affecte considérablement le coût unitaire.
Résumé
La fabrication d'engrenages coniques est un projet techniquement élaboré qui convertit les principes d'ingénierie en une pratique précise de géométrie, de science des matériaux et de traitement thermique.
Cela va du choix des processus appropriés pour l'usinage des engrenages à la conception des profils de dents des engrenages coniques en spirale et enfin au contrôle des coûts dans la fabrication d'engrenages sur mesure, où tout doit être strictement adapté aux conditions d'exploitation.
Choisir le processus précis, le profil de la dent et le fabricant d'engrenages coniques joue un rôle essentiel dans l’atteinte des objectifs de performances et de coûts souhaités.
JS Precision est profondément impliqué dans la fabrication d'engrenages coniques depuis plus de vingt ans, fournissant un support complet du processus, de la conception à la production en série. Si vous avez des besoins connexes, envisagez de vous associer à JS Precision et de laisser notre équipe de professionnels vous responsabiliser.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

