

Точность производство конических шестерен оказывает существенное влияние на срок службы и шумность систем передачи различных типов. При проектировании инженеры часто сталкиваются с проблемой подбора баланса между выбором спиральных шестерен, точностью DIN и производственными затратами.
В этом руководстве мы подробно рассмотрим весь процесс производства конических зубчатых колес и, используя реальный производственный опыт, раскроем основные стратегии контроля затрат при обработке конических зубчатых колес, тем самым гарантируя, что этапы проектирования и производства полностью соответствуют реальным эксплуатационным требованиям.
Краткий обзор основных ответов
| Основные размеры | Ключевые ответы | Ценность для вас |
| Выбор пути процесса | Процесс производства конических зубчатых колес состоит из четырех этапов : ковка/резка → черновая обработка → термообработка → прецизионная обработка, и точность положительно коррелирует со стоимостью. | Выберите процесс на основе требований к точности, чтобы избежать чрезмерной платы за ненужную точность. |
| Выбор типа шестерни | Помимо того, что спирально-конические шестерни снижают уровень шума на 30%, они также способны выдерживать более высокую нагрузку, а прямозубые, наоборот, на 50% дешевле и, следовательно, могут быть экономичным вариантом для ситуаций с низкой скоростью и небольшой нагрузкой. | Обязательно точно соблюдайте условия работы, чтобы не работать слишком много и не перегружаться. |
| Решения по методу производства | Используйте фасонное фрезерование, если у вас небольшая партия, торцевое фрезерование для большой партии и зубошлифование, необходимое для точности DIN 5 и выше . | Выберите наиболее подходящий способы изготовления конических шестерен в зависимости от масштаба производства и точности . |
| Оценка поставщика | Проверьте основное оборудование (Gleason/Klingberg), проверьте систему качества (ISO/IATF) и проверьте возможности тестирования (полная проверка CMM). | Получите разумную оценочную сетку, чтобы определить наиболее надежного производителя конических шестерен. |
Ключевые выводы:
- Порог точности:
Стандарт DIN Grade 5 стал поворотным моментом в обрабатывающей промышленности. Если уровень точности выше, то необходимо зубошлифование , что приведет к увеличению стоимости обработки на 40-60%.
- Снижение стоимости проектирования:
Вмешательство DFM на ранней стадии проекта помогает сократить оптимизацию и стандартизацию угла давления, таким образом, стоимость оснастки может быть снижена на 20-30%.
- Материальная жизнь:
Науглероживание и закалка (поверхностная HRC 58-62, сердцевина HRC 25-40) больше подходят для работы в условиях тяжелых нагрузок, чем индукционная закалка, поэтому потенциально могут увеличить срок службы шестерни более чем на 30% .
- Пакетная цена:
Производство нестандартных шестерен требует общих затрат на отладку, а увеличение размера партии с 10 до 100 штук может снизить стоимость одной штуки на 40-60%.
Почему стоит доверять этой статье? JS Precision более 20 лет занимается производством конических зубчатых колес
Компания JS Precision уже более 20 лет занимает центральное место в области прецизионных передач и поставила более полумиллиона спирально-конических зубчатых передач . Компания JS Precision обладает обширными техническими знаниями и сталкивается с проблемами проектирования конических зубчатых колес и обработки зубчатых колес, которые подходят для автомобильной, строительной техники, робототехники и аэрокосмической промышленности по всему миру.
Все содержание этой статьи основано на реальном производстве JS Precision, реальных технологических данных и отраслевых решениях. Это не просто теоретический сборник, а, скорее, его цель – раскрыть основные технические моменты и секреты контроля затрат при производстве конических шестерен.
Что касается стандартов точности и контроля зубчатых передач, JS Precision полностью соответствует стандартам Спецификация точности зубчатых передач ISO 1328-1 , что делает погрешности профиля и направления зубьев каждого продукта даже меньшими, чем того требуют самые строгие отраслевые стандарты.
За последние 20 лет компания JS Precision решила проблемы тысяч клиентов в области обработки планетарных зубчатых колес: от индивидуальных прямозубых конических шестерен для низких скоростей и легких нагрузок до массового производства высокоскоростных и сверхмощных спиральных планетарных шестерен и обработки сверхвысокоточных зубчатых колес уровня 3 по стандарту DIN, все из которых сформировали стандартизированную и воспроизводимую технологическую систему.
Для удовлетворения индивидуальных потребностей производства зубчатых колес по индивидуальному заказу компания JS Precision также создала команду инженеров быстрого реагирования, способную завершить технологическое решение на основе анализа чертежей в течение 72 часов.
Выбор надежного производителя конических шестерен имеет решающее значение для успеха вашей трансмиссионной системы. Если у вас возникли трудности с выбором процесса и контролем затрат при производстве конических зубчатых колес, свяжитесь напрямую с инженерами по применению JS Precision для получения бесплатной индивидуальной консультации по процессу. Позвольте их профессиональной команде помочь вам избежать ошибок при проектировании и производстве.
Что такое процесс производства конических шестерен и почему это важно?
Научный аспект процесса производства конических шестерен – это то, что в конечном итоге влияет на производительность шестерен. Каждый этап обработки зубчатых колес влияет на компромисс между точностью, долговечностью и стоимостью. По сути, это проблема системного проектирования, в которой каждая деталь взаимосвязана.
Четыре основных этапа процесса
Полный процесс производства конических шестерен состоит из четырех основных этапов: ковка/заготовка, черновая обработка, термообработка и чистовая обработка. Эти этапы имеют решающее значение для определения окончательной точности и стоимости продукта и, следовательно, являются основой для следующего этапа обработки.
Решения по маршруту процесса для мягкой и твердой обработки
Обработка конических зубчатых колес состоит из двух частей: мягкая обработка (до термообработки) и твердая обработка (после термообработки):
- Мягкая обработка использует инструменты из быстрорежущей стали или твердого сплава , которые очень эффективны и могут обеспечить точность ниже DIN 7.
- Для жесткой обработки используются шлифовальные круги из CBN или керамические инструменты, которые, хотя и дороги, могут достигать точности до DIN 3 и способны корректировать деформацию при термообработке.
Ключевые моменты вмешательства и выбор технологии термообработки
Срок службы шестерни во многом зависит от термической обработки, поэтому выбирать ее следует исходя из требований:
- Науглероживание и закалка дают поверхность с HRC 58-62, а сердечник имеет HRC 25-40, что обеспечивает хорошую ударную вязкость и способность выдерживать большие нагрузки.
- Поверхности с индукционной закалкой имеют твердость поверхности HRC 50-55, стоят на 30% дешевле и подходят для передач из среднеуглеродистой стали с низкими скоростями и небольшими нагрузками.
Как выбрать между прямой и спирально-конической передачей?
Выбор профиля зуба является начальным этапом проектирования производства конических зубчатых колес. Прямоконические и спирально-конические шестерни имеют очень разные характеристики с точки зрения производительности, стоимости и использования. Неправильный выбор профиля может привести к проблемам с шумом, преждевременному повреждению или ненужной трате денег .
Прямые конические шестерни: простой и надежный и экономически эффективный выбор.
Прямые конические редукторы имеют простую конструкцию и очень технологичны в изготовлении. Зубья прямые, сетка точечная. Их можно использовать на низких скоростях, в ситуациях с небольшой нагрузкой и линейными скоростями <5 м/с, а стоимость устройства на 30-50 % ниже, чем у обычного спирально-коническая шестерня .
Спирально-коническая передача: король высоких скоростей и тяжелых условий эксплуатации
Спирально-конические передачи характеризуются винтовыми линиями зубьев и контактным зацеплением, что обеспечивает высочайшую плавность работы и низкий уровень шума .
Хотя необходима высокая точность изготовления, эти шестерни подходят для высоких скоростей и тяжелых нагрузок, когда линейные скорости > 20 м/с, и могут выдерживать на 30 % большую нагрузку, чем прямоконические шестерни.
Спирально-коническая передача нулевой степени: технический выбор компромиссного решения
Угол спирали зуба нулевой степени = 0 °, что означает, что они сочетают в себе характеристики прямых шестерен с точки зрения низкой осевой силы и характеристики спиральных шестерен с точки зрения плавности хода.
Метод производства по существу такой же, как и для спирально-конических шестерен, что делает эти шестерни пригодными для очень специальных целей, где люфт осевой силы должен быть чрезвычайно мал, а функционирование должно быть очень плавным.
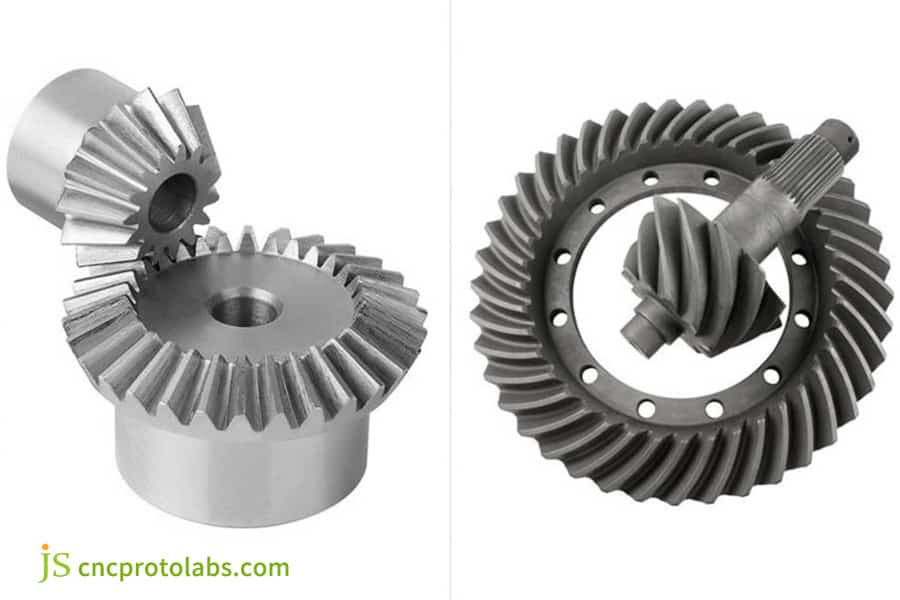
Рисунок 1. Визуальное сравнение двух конических зубчатых передач: конической шестерни с прямыми зубьями (слева) и конической шестерни со спиральными зубьями (справа), демонстрируя различную геометрию зубьев.
Как выбрать правильные методы производства конических шестерен для вашего проекта?
На решение о методах изготовления конических зубчатых колес обычно влияют объем производства, точность и бюджет. Выбрав правильный метод, можно сэкономить более чем на 40% и при этом сохранить уровень точности.
Торцевое фрезерование против торцевого фрезерования: два основных метода резки
- Торцевое фрезерование представляет собой прерывистый процесс индексации, который обеспечивает точность DIN 5 и идеально подходит для малых и средних партий высокоточных спирально-конических шестерен.
- Обработка лица непрерывный процесс индексации имеет эффективность более 30% и используется для крупномасштабного производства автомобильных передач.
Форменная резка и генерирующая резка: размер партии определяет, какой процесс использовать
- Фрезы для формования очень дешевы (800-1500 долларов США за комплект), но также неэкономичны, поэтому они хороши для модулей > 8 мм и партий < 10 образцов .
- Генерирующие фрезы гарантируют стабильную точность (DIN 6) и высокую производительность и подходят для проектов с объемом производства в десятки тысяч штук и более .
Точность × Выход × Матрица бюджетных решений
| Индекс относительной стоимости | Годовой объем производства | Рекомендуемый процесс | Индекс относительной стоимости |
| DIN 8-9 | <100 штук | Форменное фрезерование | 1.0 |
| DIN 6-7 | 100-5000 штук | Торцевое фрезерование | 1,8-2,2 |
| DIN 5 и выше | >5000 штук | Торцевая обработка + зубошлифование | 3,0-4,5 |
| DIN 3-4 | Любой | Специальное зубошлифовальное оборудование | 5.0+ |
JS Precision располагает полным набором технологического оборудования для изготовления конических зубчатых колес, включая фасонное фрезерование, торцевое фрезерование, торцевое фрезерование и шлифование зубчатых колес. Если вы хотите знать, какой метод обработки подходит для вашего проекта, вы можете бесплатно рассчитать производственные затраты и получить экономически эффективное технологическое решение.
Как прецизионные классы (AGMA/Din) влияют на всю производственную цепочку?
Прецизионные сплавы в соответствии со стандартами AGMA и DIN являются жизненно важными аспектами, которые проходят через каждую часть обработки конических зубчатых колес. От них во многом зависит качество продукции. Они устанавливают ограничения на режущие инструменты, процессы, проверки и, следовательно, на связанные с ними затраты .
Инженерам рекомендуется выбирать тот вариант, который соответствует их потребностям, не гоняясь слепо за наивысшим классом.
Прецизионные сплавы: простое объяснение стандартов AGMA и DIN
AGMA и DIN — два ведущих мировых стандарта точности зубчатых передач с хорошо развитой системой оценок. Это нормально, что при повышении на один уровень каждого уровня точности затраты на обработку увеличиваются на 15-25%.
Основные соответствия указаны ниже:
- Класс AGMA Q6 = класс DIN 7, идеально подходит для общего применения. промышленная передача .
- Класс AGMA Q8 = класс DIN 6, идеально подходит для обычных автомобильных трансмиссий.
- Марка AGMA Q10 = класс DIN 4, идеально подходит для применения в премиум-классе, например, в аэрокосмической отрасли.
Когда необходима шлифовка?
Чтобы получить уровень точности DIN 5 или AGMA 12 и выше, деформацию при термообработке необходимо устранить путем шлифования зубьев. Шлифование снижает шероховатость поверхности и уровень шума , но также увеличивает инвестиции в оборудование и время работы.
План проверки: выборка или полная проверка?
Точность определяет план проверки:
- Для DIN 7 и ниже выборка партии (5-10%) + контроль SPC.
- Для DIN 5-6: полная проверка первой детали + отбор проб 20%.
- Для DIN 4 и выше требуется 100% полная проверка и отчет CMM.
Если вы хотите понять конкретные затраты на обработка конических шестерен при различных уровнях точности вы можете связаться с инженерами JS Precision, чтобы получить подробную сравнительную таблицу точности и затрат, чтобы четко понять инвестиции и прибыль для каждого уровня точности.
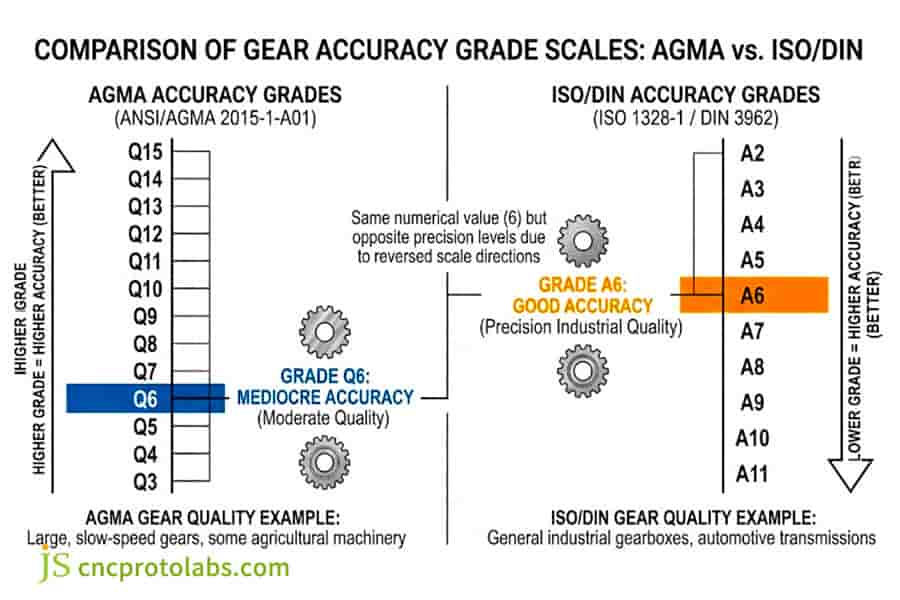
Рисунок 2. Инфографика, сравнивающая стандарты точности зубчатых передач AGMA (Q3–Q15) и ISO/DIN (A2–A11), с примерами применения для конкретных классов.
Каковы секреты балансировки затрат при производстве нестандартных механизмов?
Затраты на изготовление нестандартного оборудования довольно высоки. Стратегия контроля основных затрат заключается в «снижении затрат на этапе проектирования и контроле затрат в ходе процесса», объединении производительности и затрат посредством оптимизации проектирования, партии и материалов.
Проектирование для производства: несколько небольших изменений могут значительно снизить затраты.
Выполнение нескольких простых корректировок на этапе проектирования может снизить затраты на оснастку на 20–30 % без потери производительности. Основными направлениями являются:
- Регулировка радиуса корневого галтели (0,3-0,4 модуля) для штатных инструментов.
- Сохранение стандартного угла давления 20 градусов позволяет свести к минимуму необходимость использования специального инструмента.
- Стандартизация конструкции внутреннего отверстия для соответствия универсальному инструменту.
Влияние размера партии: распределение фиксированных затрат
Изготовление зубчатых колес по индивидуальному заказу включает в себя фиксированную первоначальную стоимость нескольких позиций (плата за программирование и отладку в размере 200–500 долларов США за время и плата за специальные инструменты в размере 800–3000 долларов США за комплект). Наибольшее распределение затрат на наименьшее количество деталей - при 1-10 шт., наибольшая экономическая эффективность - при 10-50 шт. и падение себестоимости на 40-60% за штуку - при 50-100 шт.
Чтобы более наглядно продемонстрировать разницу в затратах, связанную с разными размерами партий, материалами и уровнями точности при изготовлении нестандартных зубчатых колес, ниже представлена таблица сравнения данных, составленная JS Precision:
| Производственная партия (шт.) | Тип материала | Уровень точности | Стоимость единицы материала (долл. США) | Стоимость обработки единицы (долл. США) | Стоимость проверки единицы (долл. США) |
| 10 | 20CrMnTi (отечественный) | DIN класс 7 | 18,5 | 45,2 | 4,8 |
| 10 | 8620 (импортированный) | DIN класс 5 | 24.1 | 89,7 | 12.3 |
| 50 | 20CrMnTi (отечественный) | DIN класс 6 | 17,8 | 58,9 | 8,5 |
| 50 | 8620 (импортированный) | DIN класс 4 | 23,5 | 126,8 | 21,7 |
| 100 | 20CrMnTi (отечественный) | DIN класс 5 | 17.2 | 65,3 | 10.2 |
| 100 | 8620 (импортированный) | DIN класс 3 | 22,8 | 158,4 | 28,9 |
Выбор материала: краткосрочные и долгосрочные затраты на импортные и отечественные материалы
Затраты на материалы обычно составляют 20-30% от общей суммы.
- Импортные материалы, такие как 8620, на 30% дороже, однако консистенция материалов от одной партии к другой лучше.
- Первоклассные отечественные материалы, такие как 20CrMnTi, не только имеют преимущество в цене, но и, согласно испытаниям JS Precision, способны соответствовать требованиям автомобильной и строительной техники.
Выявление скрытых затрат
Скрытые затраты на изготовление нестандартных шестерен могут достигать 8-12% , и они в основном включают плату за испытания КИМ, нержавеющую упаковку и страховку, а также специальную транспортировку автомобиля для высококлассных шестерен.
Когда производство нестандартных шестерен является оптимальным решением?
Стандартные шестерни дешевы и имеют быстрые сроки выполнения, но не всегда удовлетворяют всем требованиям работы. В таком случае изготовление шестерен по индивидуальному заказу — лучший способ, поскольку специализированные производители могут повысить производительность и надежность системы трансмиссии.
Анализ точки перегиба затрат между стандартной и индивидуальной продукцией
Производство нестандартных зубчатых колес становится более рентабельным, чем производство стандартных изделий, если соблюдается любое из следующих условий:
- Модуль <0,5 или >10.
- Для обеспечения устойчивости к высокотемпературной коррозии необходимы специальные материалы.
- Ограниченное пространство для оборудования требует нестандартных размеров.
- Высокий уровень шума и шума требует модификации коробки передач.
Оптимизация индивидуальной конструкции: соответствие конкретным условиям эксплуатации
JS Precision способна изменять профили зубчатых колес в соответствии с условиями эксплуатации, например, обрезать кончики зубьев для снижения шума и выпучивать профиль зубьев (5–15 мкм) для оптимизации площади контакта, что значительно увеличивает срок службы зубчатых колес (более 30%).
Ценность совместного проектирования
Раннее совместное проектирование с производителями может заранее выявить риски обработки, снизить затраты, сократить цикл разработки на 25% и ускорить выпуск продукта.
Если у вас есть индивидуальные требования к оборудованию, вы можете отправьте свои рисунки в JS Precision . Наши инженеры проанализируют чертежи в течение 3 рабочих дней и предоставят индивидуальный план проектирования и оптимизации процессов.
Как оценить и выбрать квалифицированного производителя конических шестерен?
Выбор опытного производителя конических передач остается важным фактором успеха проекта. Оценивать производителя следует по четырем направлениям: технологии, качество, тестирование и массовое производство, которые в совокупности образуют логическую основу.
Контрольный список для оценки технических возможностей
Технические возможности являются наиболее важным аспектом. Некоторые из основных критериев оценки:
- Основное оборудование: есть ли у производителя зубчатых колес специализированные станки, такие как Gleason или Klingberg?
- Оформление технологической документации: может ли производитель предоставить схемы технологических процессов с высокой степенью детализации и планы контроля качества?
- Инженерная группа: Может ли производитель предоставить услуги по анализу DFM , модификации зубчатых передач и анализу неисправностей?
Роль сертификации системы качества
ИСО 9001:2015 является обязательным минимальным стандартом. IATF 16949 разработан для автомобильной промышленности, а AS9100D — для аэрокосмической промышленности и соответствует различным требованиям промышленного потенциала.
Проверка испытательного оборудования
Тестирование является наиболее важной частью контроля качества. Мы должны выяснить, владеет ли поставщик центром измерения зубчатых колес, может ли предоставить отслеживаемые отчеты об испытаниях и имеет ли он способы проверки твердости при термообработке.
Гибкость в производстве образцов и возможностях массового производства
Первоклассные производители должны иметь полные производственные возможности:
- Поставка 1-10 образцов в течение 2-3 недель.
- 100-1000 проб с контролем SPC.
- Более 10 000 образцов с автоматизированной отслеживаемостью производственной линии.

Рисунок 3: Большая спирально-коническая шестерня, подвергающаяся точной обработке или измерению на промышленном токарном станке на производственном предприятии.
Пример использования JS Precision: прорыв в снижении стоимости конических шестерен в редукторе ветроэнергетики на 35 %
Испытание
Одна из спирально-конических шестерен редуктора ветроэнергетической компании мощностью 2 МВт (материал: 18CrNiMo7-6, модуль: 8, угол винтовой линии: 25) была смещена в точке контакта, и из-за этого шестерня быстрее вышла из строя. Срок выполнения заказа у первоначального поставщика составил 24 недели, и поставщик отказался проводить какую-либо оптимизацию , что привело к высоким затратам на импорт.
Решение
JS Precision после оказания помощи позаботилась обо всем процесс изготовления конической шестерни оптимизации, а также использовала свои возможности по оптимизации проектирования производства нестандартных зубчатых колес для разработки решения:
1.Оптимизация DFM:
Изменение выпуклости профиля зуба с 12 мкм до 8 мкм, точно оптимизируя положение контактной поверхности, сужая глубину науглероженного слоя с 1,2 ± 0,3 мм до 1,2 ± 0,15 мм, тем самым повышая нагрузочную способность шестерни.
2. Обновление процесса:
Процесс занимает цепочку " прецизионное торцевое фрезерование + цементация и закалка + шлифовка на станке с ЧПУ», припуск на шлифование строго контролируется до 0,15 мм , корректируется деформация при термообработке и обеспечивается точность зубчатых колес.
3. Интеграция цепочки поставок:
Мы выбрали премиальную сталь 18CrNiMo7-6 от Baosteel, которая после тщательного тестирования и сертификации заменила импортную, тем самым снизив себестоимость сырья напрямую на 22%.
4. Лучшая проверка:
Включение 100% прецизионного контроля КИМ + проверка прокатки площади контакта для проверки того, что площадь контакта каждой шестерни соответствует проектным требованиям , в результате чего процент прохождения партии увеличивается до более чем 99,2%.
Результаты
Благодаря полной оптимизации процесса усталостная долговечность шестерни со спиральной шейкой была увеличена более чем на 40%, процент дефектов снизился с 3,5% до менее 0,8%, общие затраты на закупки сократились на 35%, а срок поставки остался стабильным в течение 14 недель.
Если вы также столкнулись с такими проблемами, как ранний отказ оборудования, высокие затраты и задержки доставки, вы можете отправить в JS Precision свои болевые точки и потребности вашего проекта. Инженеры подберут для вас решение. Вы также можете просмотреть другие истории успеха в отрасли, чтобы понять техническую мощь JS Precision.

Рис. 4. Три различных спирально-конических шестерни из металла, показанные на белом фоне, демонстрирующие замысловатые зубья и обработанные поверхности.
Часто задаваемые вопросы
Вопрос 1: В чем принципиальная разница между прямоконическими и спирально-коническими шестернями?
Прямоконические шестерни проще и дешевле изготовить и поэтому подходят для низких скоростей и легких нагрузок. Спиральные конические шестерни обеспечивают бесшумную работу, высокую грузоподъемность и плавное зацепление, поэтому они предпочтительнее для высокоскоростных и тяжелых нагрузок.
В2: Как выбрать между индукционной закалкой и цементационной закалкой?
Индукционная закалка (низкая стоимость) является вариантом для низкоскоростных и легких зубчатых передач из среднеуглеродистой стали. Для тяжелонагруженных передач из низкоуглеродистой стали необходима цементационная закалка, которая придаст поверхности очень высокую твердость, а сердечнику - хорошую ударную вязкость.
В3: Каков минимальный объем заказа конических шестерен по индивидуальному заказу небольшими партиями?
JS Precision может изготовить шестерни на заказ при минимальном заказе 1 штуки . Для 1-10 штук затраты на разработку должны быть разделены. 10-50 штук наиболее экономичны.
Вопрос 4: Какие основные компоненты производства конических шестерен влияют на затраты?
Основные затраты при производстве конических зубчатых колес составляют режущий инструмент (20-30%), термообработка (15-25%), механическая обработка (30-40%) и контроль (10-15%).
В5: сколько времени требуется, чтобы получить образец после предоставления чертежей?
Срок поставки стандартных образцов конических шестерен составляет 2-3 недели . Из-за трудоемкого процесса доводки срок поставки спиральношеевых шестерен сложной формы составляет 3-4 недели .
Вопрос 6: Каковы типичные виды отказов конических шестерен?
Ямчатая коррозия на поверхности зубьев, разрушение корней зубьев и износ являются типичными видами отказов конических шестерен. В основном это связано с недостаточной смазкой, перегрузкой, недостаточной твердостью или плохой смазкой соответственно.
Вопрос 7: Почему такая большая разница в цене на конические шестерни?
Разница в цене на конические шестерни в основном объясняется четырьмя основными факторами: материалами, используемыми при производстве конических шестерен, классом точности, процессом термообработки и объемом производства.
В8: Каковы особые требования к экспортной упаковке?
Экспортируемые конические шестерни должны иметь антикоррозионную упаковку, антикоррозийное масло + бумагу с ингибитором ржавчины в паровой фазе + деревянный ящик. Прецизионные механизмы, отправляемые морским транспортом, дополнительно требуют вакуумной упаковки.
В9: Как я могу получить расценки на производство конических шестерен?
Отправьте свои дизайнерские чертежи и технические характеристики (материал, класс точности, количество и т. д.). JS Precision предоставляет бесплатный анализ DFM и подробное ценовое предложение, обычно в течение 24 часов. Обратите внимание, что размер партии существенно влияет на стоимость единицы продукции.
Краткое содержание
Производство конических шестерен — это технически продуманный проект, который преобразует инженерные принципы в точную геометрию, материаловедение и практику термообработки.
От выбора правильных процессов обработки зубчатых колес до проектирования профилей зубьев спирально-конических шестерен и, в конечном итоге, до контроля затрат при изготовлении зубчатых колес по индивидуальному заказу, где все должно быть строго согласовано с условиями эксплуатации.
Выбор точного процесса, профиля зуба и производитель конических шестерен играет жизненно важную роль в достижении желаемых показателей производительности и затрат.
JS Precision уже более двадцати лет активно участвует в производстве конических зубчатых колес, обеспечивая полную поддержку процесса от проектирования до серийного производства. Если у вас есть схожие потребности, рассмотрите возможность сотрудничества с JS Precision и позвольте нашей профессиональной команде расширить ваши возможности.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

