

Precisão de fabricação de engrenagens cônicas tem um impacto significativo na vida útil e no ruído de sistemas de transmissão de diferentes tipos. Quando os engenheiros projetam, muitas vezes enfrentam o desafio de equilibrar a seleção de engrenagens de nível espiral, a precisão DIN e os custos de produção.
Este guia irá aprofundar todo o processo de fabricação de engrenagens cônicas e, utilizando experiência real de produção, divulgar as principais estratégias de controle de custos na usinagem de engrenagens cônicas, garantindo assim que as etapas de projeto e produção estejam totalmente alinhadas com os reais requisitos operacionais.
Visão geral rápida das respostas principais
| Dimensões principais | Principais respostas | Valor para você |
| Seleção do caminho do processo | As quatro etapas do processo de fabricação de engrenagens cônicas são forjamento/corte → usinagem de desbaste → tratamento térmico → usinagem de precisão, e a precisão está positivamente correlacionada com o custo. | Selecione o processo com base nos requisitos de precisão para evitar o pagamento de taxas excessivas por precisão desnecessária. |
| Seleção do tipo de engrenagem | Além de as engrenagens cônicas em espiral reduzirem o nível de ruído em 30%, elas também são capazes de suportar uma carga maior, as engrenagens retas, pelo contrário, são 50% mais baratas e, portanto, podem ser uma opção econômica para situações de baixa velocidade e carga leve. | Certifique-se de combinar com precisão as condições de trabalho para não ter um desempenho excessivo nem uma carga insuficiente. |
| Decisões sobre métodos de fabricação | Use fresamento de formas quando tiver um lote pequeno, fresamento frontal para lotes grandes e retificação de engrenagens for necessária para precisão de DIN 5 e superior . | Selecione o mais adequado métodos de fabricação de engrenagens cônicas dependendo da escala de produção e precisão . |
| Avaliação de fornecedores | Verifique o equipamento principal (Gleason/Klingberg), examine o sistema de qualidade (ISO/IATF) e verifique as capacidades de teste (inspeção completa do CMM). | Obtenha uma grade de avaliação razoável para identificar o fabricante de engrenagens cônicas mais confiável. |
Principais vantagens:
- Limite de precisão:
DIN Grau 5 foi um ponto de viragem na indústria transformadora. Se os níveis de precisão forem maiores, será necessária a retificação das engrenagens , o que levará a um aumento de 40-60% no custo de processamento.
- Redução de custos de projeto:
A intervenção do DFM na fase inicial do projeto ajuda na otimização do corte e na padronização do ângulo de pressão, assim, o custo do ferramental pode ser reduzido em 20-30%.
- Vida Material:
A cementação e a têmpera (superfície HRC 58-62, núcleo HRC 25-40) estão mais alinhadas à funcionalidade de cenários de carga pesada do que o endurecimento por indução, portanto, têm o potencial de aumentar a vida útil da engrenagem em mais de 30% .
- Preço do lote:
A fabricação de engrenagens personalizadas requer custos de depuração compartilhados, e aumentar o tamanho do lote de 10 para 100 peças pode reduzir o custo por peça em 40-60%.
Por que confiar neste artigo? Mais de 20 anos da JS Precision na fabricação de engrenagens cônicas
A JS Precision ocupa um papel central na área de transmissão de precisão há mais de 20 anos e já forneceu mais de meio milhão de produtos de engrenagens cônicas espirais . A JS Precision possui grande conhecimento técnico e enfrenta o desafio de projetar engrenagens cônicas e usinagem de engrenagens que se encaixem diretamente nas indústrias automotiva, de máquinas de construção, robótica e aeroespacial em todo o mundo.
Todo o conteúdo deste artigo resulta da produção genuína, dados reais de processos e soluções industriais da JS Precision. Não é uma mera compilação teórica, mas visa revelar os principais pontos técnicos e segredos de controle de custos da fabricação de engrenagens cônicas.
No que diz respeito à precisão das engrenagens e aos padrões de inspeção, a JS Precision garante total conformidade com os Especificação de precisão de engrenagem ISO 1328-1 , tornando assim os erros de perfil e direção dos dentes de cada produto ainda mais baixos do que aqueles exigidos pelos mais altos padrões da indústria.
Nos últimos 20 anos, a JS Precision resolveu os problemas de milhares de clientes na usinagem de engrenagens planetárias, desde engrenagens cônicas personalizadas de baixa velocidade e carga leve, até a produção em massa de engrenagens planetárias espirais de alta velocidade e para serviços pesados, até a usinagem de engrenagens de ultra-alta precisão DIN nível 3, todas formando um sistema de processo padronizado e replicável.
Para atender às necessidades personalizadas de fabricação de engrenagens personalizadas, a JS Precision também estabeleceu uma equipe de engenharia de resposta rápida , capaz de concluir a solução do processo a partir da análise do desenho em 72 horas.
A escolha de um fabricante confiável de engrenagens cônicas é crucial para o sucesso do seu sistema de transmissão. Se você estiver enfrentando dificuldades com a seleção de processos e controle de custos na fabricação de engrenagens cônicas, entre em contato diretamente com os engenheiros de aplicação da JS Precision para obter consultoria individual gratuita sobre o processo. Deixe sua equipe profissional ajudá-lo a evitar armadilhas no design e na produção.
Qual é o processo de fabricação de engrenagens cônicas e por que isso é importante?
O aspecto científico do processo de fabricação de engrenagens cônicas é o que, em última análise, afeta o resultado das engrenagens. Cada etapa na usinagem de engrenagens influencia o equilíbrio entre precisão, durabilidade e custo; é basicamente um problema de engenharia de sistema com cada peça interconectada.
Quatro etapas principais do processo
O processo completo de fabricação de engrenagens cônicas consiste em quatro etapas principais: forjamento/blanqueamento, usinagem de desbaste, tratamento térmico e usinagem de acabamento. Estas etapas são críticas na determinação da precisão final e do custo de um produto e, portanto, são a base para a próxima etapa de processamento.
Decisões de rota de processo para usinagem leve e dura
A usinagem de engrenagens cônicas tem duas partes: usinagem suave (antes do tratamento térmico) e usinagem dura (após o tratamento térmico):
- A usinagem suave utiliza ferramentas de aço rápido ou metal duro , que são muito eficientes e podem fornecer precisão abaixo da norma DIN 7.
- A usinagem dura utiliza rebolos de CBN ou ferramentas cerâmicas, que embora caras, podem atingir precisão de até DIN 3 e são capazes de corrigir deformações por tratamento térmico.
Principais pontos de intervenção e seleção de tecnologia para tratamento térmico
Em grande medida, a vida útil de uma engrenagem depende do tratamento térmico, por isso deve ser escolhida com base nos requisitos:
- A carburação e a têmpera proporcionam uma superfície com HRC de 58-62, e o núcleo tem um núcleo HRC de 25-40, proporcionando assim boa tenacidade e sendo capaz de suportar cargas pesadas.
- As superfícies endurecidas por indução têm um HRC superficial de 50-55, são 30% mais baratas e são adequadas para engrenagens de aço de médio carbono com baixas velocidades e cargas leves.
Como escolher entre engrenagens cônicas retas e espirais?
A decisão sobre o perfil do dente é a fase inicial no projeto de fabricação de engrenagens cônicas. As engrenagens cônicas retas e as engrenagens cônicas em espiral têm características muito diferentes em termos de desempenho, custo e uso. A escolha errada do perfil pode causar problemas de ruído, danos prematuros ou gastos desnecessários de dinheiro .
Engrenagens cônicas retas: uma escolha simples, confiável e econômica
As engrenagens cônicas de redução reta possuem uma estrutura simples e são muito eficientes de fabricar. Os dentes são retos e a malha é de contato pontual. Eles podem ser usados em situações de baixa velocidade e carga leve com velocidades lineares <5m/s, e o custo de uma unidade é 30-50% menor que o de um engrenagem cônica espiral .
Engrenagem Cônica Espiral: o rei do desempenho em alta velocidade e serviço pesado
As engrenagens cônicas espirais são definidas pelas linhas de dentes helicoidais e pela malha de contato da linha, o que resulta na maior suavidade de operação e baixo nível de ruído .
Embora seja necessária alta precisão de fabricação, essas engrenagens são adequadas para situações de alta velocidade e carga pesada, onde velocidades lineares >20 m/s, e podem transportar mais de 30% mais carga do que engrenagens cônicas retas.
Engrenagem cônica espiral de zero grau: seleção técnica de solução de compromisso
Ângulo de hélice do dente de arco zero grau = 0 °, o que significa que combinam as características das engrenagens retas em termos de baixa força axial e as das engrenagens espirais em termos de suavidade.
O método de produção é essencialmente o mesmo das engrenagens cônicas em espiral, o que torna essas engrenagens adequadas para fins muito especiais, onde o jogo da força axial deve ser extremamente pequeno e o funcionamento deve ser muito suave.
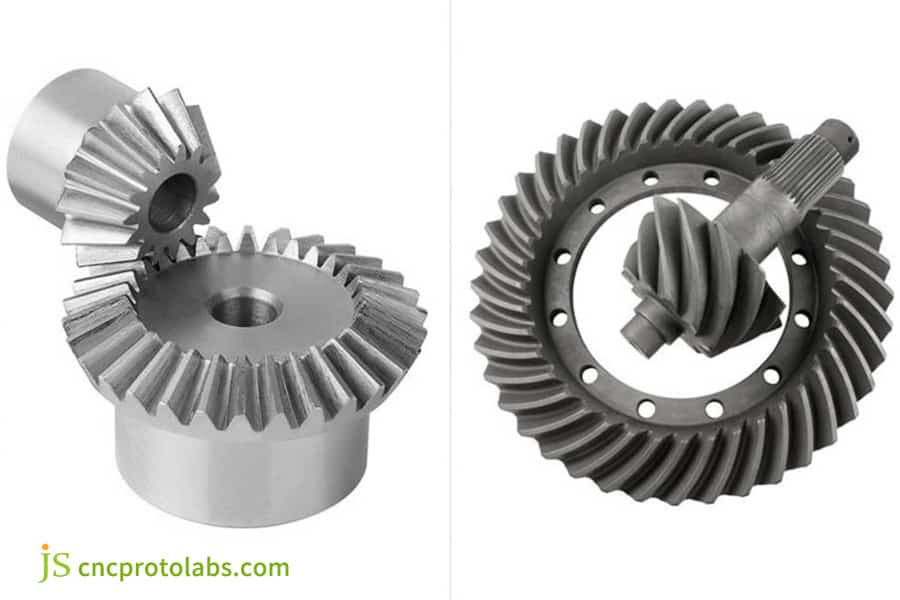
Figura 1: Uma comparação visual de dois designs de conjuntos de engrenagens cônicas: um conjunto de engrenagens cônicas de dentes retos (esquerda) e um conjunto de engrenagens cônicas em espiral (direita), mostrando suas diferentes geometrias de dentes.
Como escolher os métodos corretos de fabricação de engrenagens cônicas para o seu projeto?
A decisão dos métodos de fabricação de engrenagens cônicas é geralmente influenciada pelo volume de produção, precisão e orçamento. Ao escolher o método certo, pode-se economizar custos em mais de 40% e ainda manter o nível de precisão.
Fresamento frontal vs. fresamento frontal: dois métodos principais de corte
- Fresamento frontal é um processo de indexação intermitente que atinge a precisão DIN 5 e é ideal para lotes pequenos e médios de engrenagens cônicas espirais de alta precisão.
- Fresamento facial sendo um processo de indexação contínuo, é mais de 30% eficiente e é usado para produção de engrenagens automotivas em larga escala.
Corte de forma versus geração de corte: o tamanho do lote determina qual processo usar
- As fresas de forma são muito baratas (US$800-1500/conjunto), mas também antieconômicas, portanto, são boas para módulos >8mm e lotes <10 amostras .
- As fresas geradoras garantem precisão estável (DIN 6) e alta produtividade e são adequadas para projetos com volume de produção de dezenas de milhares de peças ou mais .
Precisão × Produção × Matriz de decisão orçamentária
| Índice de Custo Relativo | Produção anual | Processo recomendado | Índice de Custo Relativo |
| DIN 8-9 | <100 peças | Fresamento de Formas | 1,0 |
| RUÍDO 6-7 | 100-5000 peças | Fresamento frontal | 1,8-2,2 |
| DIN 5 e superior | >5000 peças | Fresagem facial + retificação de engrenagens | 3,0-4,5 |
| RUÍDO 3-4 | Qualquer | Equipamento dedicado para retificação de engrenagens | 5,0+ |
A JS Precision possui um conjunto completo de equipamentos de processamento para métodos de fabricação de engrenagens cônicas, incluindo fresamento de conformação, fresamento frontal, fresamento frontal e retificação de engrenagens. Se você quiser saber qual método de processamento é adequado para o seu projeto, você pode calcular seus custos de produção gratuitamente e obter uma solução de processo econômica.
Como as classes de precisão (AGMA/Din) afetam toda a cadeia de produção?
As classes de precisão de acordo com as normas AGMA e DIN são aspectos vitais que permeiam cada parte da usinagem de engrenagens cônicas. A qualidade dos produtos depende muito deles. Eles estabelecem os limites para ferramentas de corte, processo, inspeção e, portanto, custos associados .
Os engenheiros são aconselhados a escolher aquele que atenda às suas necessidades, sem perseguir cegamente a nota mais alta.
Classes de precisão: uma explicação simples dos padrões AGMA e DIN
AGMA e DIN são os dois principais padrões de precisão de engrenagens em todo o mundo, com um sistema de classificação bem transicionado. É normal que, ao subir um degrau em cada nível de precisão, os custos de processamento aumentem em 15-25%.
As principais correspondências estão indicadas abaixo:
- Grau AGMA Q6 = grau DIN 7, ideal para uso geral transmissão industrial .
- Classe AGMA Q8 = classe DIN 6, ideal para transmissão geral de automóveis.
- Classe AGMA Q10 = classe DIN 4, ideal para aplicações premium como aeroespacial.
Quando a moagem é necessária?
Para obter níveis de precisão de DIN 5 ou AGMA 12 e superiores, a deformação do tratamento térmico deve ser corrigida por retificação de engrenagens. A retificação reduz a rugosidade e o som da superfície , mas também aumenta o investimento em equipamentos e o tempo de trabalho.
Plano de Inspeção: Amostragem ou Inspeção Completa?
A precisão determina o plano de inspeção:
- Para DIN 7 e abaixo, amostragem em lote (5-10%) + controle SPC.
- Para DIN 5-6, inspeção completa da primeira peça + amostragem de 20%.
- Para DIN 4 e superior, são necessários 100% de inspeção completa e um relatório CMM.
Se você quiser entender os custos específicos de usinagem de engrenagens cônicas em diferentes níveis de precisão, você pode entrar em contato com os engenheiros da JS Precision para obter uma tabela detalhada de comparação de custos de precisão para entender claramente o investimento e o retorno para cada nível de precisão.
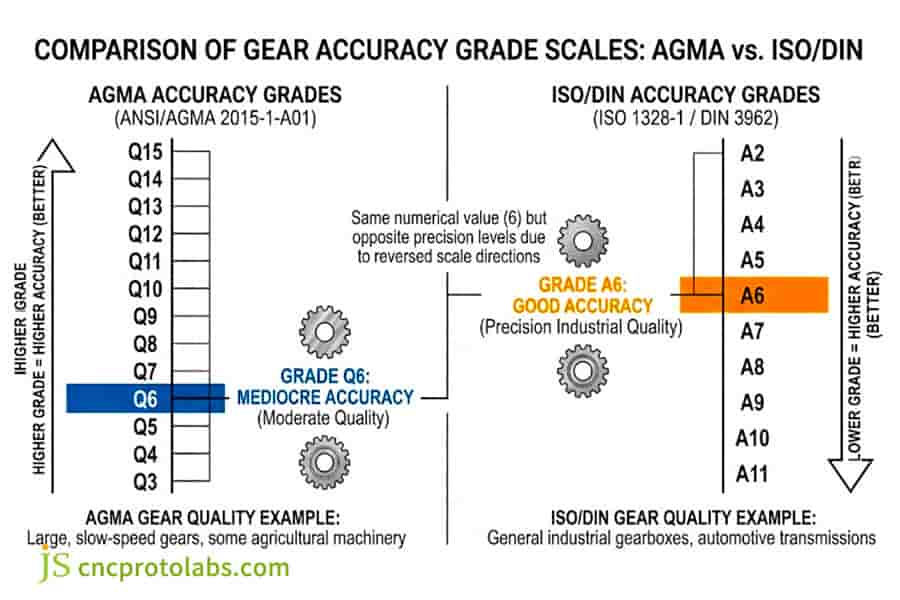
Figura 2: Um infográfico comparando os padrões de precisão de engrenagens AGMA (Q3-Q15) e ISO/DIN (A2-A11), com exemplos de aplicações para classes específicas.
Quais são os segredos para equilibrar custos na fabricação de equipamentos personalizados?
Os custos de fabricação de equipamentos personalizados são bastante elevados. Uma estratégia para manter os custos principais sob controle é “reduzir os custos na origem do projeto e controlar os custos durante o processo”, combinando desempenho e custo por meio da otimização do projeto, do lote e do material.
Design para Fabricação: Algumas pequenas mudanças podem reduzir bastante os custos
A realização de alguns ajustes simples na fase de projeto pode reduzir os custos com ferramentas em 20 a 30% sem perda de desempenho. As principais direções são:
- Ajustando o raio do filete raiz (0,3-0,4 do módulo) para ferramentas padrão.
- Manter um ângulo de pressão padrão de 20º para minimizar a necessidade de ferramentas personalizadas.
- Padronização do design do furo interno para corresponder às ferramentas universais.
O efeito do tamanho do lote: distribua os custos fixos
Fabricação de engrenagens personalizadas envolve um custo inicial fixo de alguns itens (taxas de programação e depuração de US$ 200-500/hora e taxas de ferramentas personalizadas de US$ 800-3.000/conjunto). A maior distribuição de custos para o menor número de peças ocorre com 1 a 10 peças, o maior desempenho de custo com 10 a 50 peças e uma queda de 40 a 60% no custo por peça com 50 a 100 peças.
Para demonstrar mais claramente as diferenças de custos relacionadas a diferentes tamanhos de lote, materiais e níveis de precisão na fabricação de engrenagens personalizadas, a seguir está uma tabela de comparação de dados compilada pela JS Precision:
| Lote de produção (peças) | Tipo de material | Nível de precisão | Custo unitário do material (USD) | Custo unitário de processamento (USD) | Custo Unitário de Inspeção (USD) |
| 10 | 20CrMnTi (Doméstico) | DIN Grau 7 | 18,5 | 45,2 | 4.8 |
| 10 | 8620 (importado) | DIN Grau 5 | 24.1 | 89,7 | 12.3 |
| 50 | 20CrMnTi (Doméstico) | DIN Grau 6 | 17,8 | 58,9 | 8,5 |
| 50 | 8620 (importado) | DIN Grau 4 | 23,5 | 126,8 | 21.7 |
| 100 | 20CrMnTi (Doméstico) | DIN Grau 5 | 17.2 | 65,3 | 10.2 |
| 100 | 8620 (importado) | DIN Grau 3 | 22,8 | 158,4 | 28,9 |
Seleção de materiais: custos de curto e longo prazo de materiais importados versus materiais nacionais
Os custos de materiais normalmente representam 20-30% do total.
- Materiais importados como o 8620 são 30% mais caros, porém a consistência dos materiais de um lote para outro é melhor.
- Materiais nacionais de primeira linha, como o 20CrMnTi, não apenas apresentam uma vantagem de custo, mas também, com base nos testes JS Precision, são capazes de atender aos requisitos de máquinas automotivas e de construção.
Identificação de custos ocultos
Os custos ocultos da fabricação de engrenagens personalizadas podem chegar a 8-12% e incluem principalmente taxas para testes CMM, embalagem à prova de ferrugem e seguro, além de transporte de veículo dedicado para engrenagens de alta qualidade.
Quando a fabricação de equipamentos personalizados é a solução ideal?
Engrenagens padrão são baratos e têm prazos de entrega rápidos, mas nem sempre satisfazem todos os requisitos da obra. Nesse caso, a fabricação de engrenagens personalizadas é a melhor opção, pois fabricantes especializados podem atualizar o desempenho e a confiabilidade do sistema de transmissão.
Análise do ponto de inflexão de custos entre produtos padrão e personalizados
A fabricação de engrenagens personalizadas torna-se mais econômica do que os produtos padrão se qualquer uma das seguintes condições for satisfeita:
- Módulo <0,5 ou >10.
- Materiais especiais são necessários para resistência à corrosão em altas temperaturas.
- O espaço limitado do equipamento requer dimensões não padronizadas.
- Alto NVH requer modificação de marcha.
Otimização de Projeto Personalizado: Atendendo a Condições Operacionais Específicas
A JS Precision é capaz de alterar os perfis das engrenagens para se adequar às condições operacionais, por exemplo, aparar as pontas dos dentes para redução de ruído e abaulamento do perfil dos dentes (5-15 μm) para otimizar a área de contato, aumentando significativamente a vida útil das engrenagens (mais de 30%).
O valor da coengenharia
O design colaborativo precoce com os fabricantes pode descobrir riscos de processamento antecipadamente, diminuir custos, encurtar o ciclo de desenvolvimento em 25% e acelerar o lançamento do produto.
Se você tiver requisitos de equipamento personalizados, poderá envie seus desenhos para JS Precision . Nossos engenheiros analisarão os desenhos dentro de 3 dias úteis e fornecerão um projeto personalizado e um plano de otimização de processos.
Como avaliar e selecionar um fabricante qualificado de engrenagens cônicas?
A escolha de um fabricante experiente de engrenagens cônicas continua sendo um fator significativo para um projeto bem-sucedido. Você deve avaliar o fabricante em quatro áreas: tecnologia, qualidade, testes e produção em massa, que juntas formam uma estrutura lógica.
Lista de verificação para avaliação de capacidade técnica
A capacidade técnica é o aspecto mais crítico. Alguns dos critérios essenciais de avaliação são:
- Equipamento principal: O fabricante de engrenagens possui máquinas-ferramentas especializadas, como Gleason ou Klingberg?
- Documentação do processo: O fabricante é capaz de fornecer diagramas de fluxo de processo com alto nível de detalhe e planos de controle de qualidade?
- Equipe de engenharia: O fabricante pode fornecer serviços de análise DFM , modificação de engrenagens e análise de falhas?
O papel da certificação do sistema de qualidade
ISO 9001:2015 é um padrão mínimo obrigatório. A IATF 16949 foi projetada para a indústria automotiva e a AS9100D foi projetada para a indústria aeroespacial, alinhando-se com diferentes requisitos de capacidade industrial.
Verificando instalações de teste
O teste é a parte mais significativa do controle de qualidade. Devemos descobrir se o fornecedor possui um centro de medição de engrenagens, é capaz de fornecer relatórios de testes que sejam rastreáveis e se possui meios de testar a dureza do tratamento térmico.
Flexibilidade na produção de amostras e capacidades de produção em massa
Os fabricantes de primeira linha devem ter capacidades de produção completas:
- 1 a 10 amostras fornecidas em 2 a 3 semanas.
- 100-1000 amostras com controle SPC.
- Mais de 10.000 amostras com rastreabilidade automatizada da linha de produção.

Figura 3: Uma grande engrenagem cônica espiral passando por uma operação de usinagem ou medição de precisão em um torno industrial em uma instalação de fabricação.
Estudo de caso JS Precision: Avanço na redução do custo de engrenagens cônicas em uma caixa de engrenagens de energia eólica em 35%
Desafio
Uma das engrenagens cônicas em espiral da caixa de engrenagens de 2MW da empresa de energia eólica (material: 18CrNiMo7-6, módulo: 8, ângulo de hélice: 25) estava desalinhada no ponto de contato e a engrenagem falhou mais cedo por causa disso. O prazo de entrega do fornecedor original era de 24 semanas, e o fornecedor recusou-se a realizar qualquer otimização , o que resultou em altos custos de importação.
Solução
JS Precision, após a facilitação, cuidou de todo processo de fabricação de engrenagens cônicas otimização e também aproveitou seus recursos de otimização de projeto de fabricação de engrenagens personalizadas para desenvolver uma solução:
1. Otimização DFM:
Alterando a protuberância do perfil do dente de 12μm para 8μm, identificando com precisão a otimização da posição da superfície de contato, estreitando a profundidade da camada carburizada de 1,2±0,3mm para 1,2±0,15mm, aumentando assim a capacidade de carga da engrenagem.
2. Atualização do processo:
O processo leva a cadeia de " fresamento de topo de precisão + cementação e têmpera + retificação CNC", a tolerância de retificação é estritamente controlada para 0,15 mm , a deformação do tratamento térmico é corrigida e a precisão da engrenagem é garantida.
3. Integração da cadeia de suprimentos:
Escolhemos um aço premium 18CrNiMo7-6 da Baosteel que, após exaustivos testes e certificação, substituiu os importados, reduzindo diretamente o custo da matéria-prima em 22%.
4. Melhor verificação:
Incorporação de inspeção de precisão 100% CMM + inspeção de rolamento da área de contato para verificar se a área de contato de cada engrenagem está de acordo com os requisitos do projeto , resultando no aumento da taxa de aprovação do lote para mais de 99,2%.
Resultados
Através da otimização total do processo, a vida útil da engrenagem de pescoço em espiral aumentou em mais de 40%, a taxa de defeitos diminuiu de 3,5% para menos de 0,8%, o custo abrangente de aquisição foi reduzido em 35% e o prazo de entrega permaneceu estável em 14 semanas.
Se você também enfrentar problemas como falha prematura de equipamentos, altos custos e atrasos na entrega, poderá enviar os pontos problemáticos e necessidades do seu projeto para a JS Precision. Os engenheiros personalizarão uma solução para você. Você também pode ver mais histórias de sucesso do setor para compreender a força técnica da JS Precision.

Figura 4: Três diferentes engrenagens cônicas espirais feitas de metal, exibidas em um fundo branco, mostrando seus dentes intrincados e superfícies acabadas.
Perguntas frequentes
Q1: Qual é a diferença fundamental entre engrenagens cônicas retas e engrenagens cônicas espirais?
As engrenagens cônicas retas são mais fáceis e baratas de fabricar e, portanto, adequadas para situações de baixa velocidade e carga leve. As engrenagens cônicas em espiral fornecem operação silenciosa, alta capacidade de carga e engrenamento suave, portanto, são preferíveis para aplicações de alta velocidade e carga pesada.
Q2: Como escolher entre endurecimento por indução e endurecimento por cementação?
O endurecimento por indução (baixo custo) é uma opção para engrenagens de aço de médio carbono, baixa velocidade e carga leve, o endurecimento por cementação é necessário para engrenagens de aço de baixa liga de carbono para cargas pesadas, o que dará à superfície uma dureza muito alta e ao núcleo uma boa tenacidade.
Q3: Qual é a quantidade mínima de pedido para engrenagens cônicas personalizadas em pequenos lotes?
A JS Precision pode fabricar engrenagens personalizadas com um pedido mínimo de 1 peça . Para 1 a 10 peças, os custos de desenvolvimento precisam ser compartilhados. 10-50 peças são mais econômicas.
P4: Quais são os principais componentes da fabricação de engrenagens cônicas que contribuem para os custos?
Os principais custos de fabricação de engrenagens cônicas estão em ferramentas de corte (20-30%), tratamento térmico (15-25%), usinagem (30-40%) e inspeção (10-15%).
Q5: Quanto tempo é necessário para obter uma amostra após os desenhos serem fornecidos?
O prazo de entrega para amostras de engrenagens cônicas padrão é de 2 a 3 semanas . Devido ao demorado processo de depuração, o prazo de entrega para engrenagens de pescoço espiral de formato complexo é de 3 a 4 semanas .
Q6: Quais são os modos de falha típicos das engrenagens cônicas?
A corrosão da superfície do dente, a fratura da raiz do dente e o desgaste são os modos de falha típicos das engrenagens cônicas. Isto se deve principalmente à lubrificação insuficiente, sobrecarga, falta de dureza ou lubrificação deficiente, respectivamente.
Q7: Por que existe uma diferença de preço tão grande para engrenagens cônicas?
A diferença de preço nas engrenagens cônicas é atribuída principalmente a quatro fatores principais: materiais usados na fabricação de engrenagens cônicas, grau de precisão, processo de tratamento térmico e volume de produção.
Q8: Quais são os requisitos especiais para embalagens de exportação?
As engrenagens cônicas exportadas precisam ser embalagens à prova de ferrugem, óleo preventivo de ferrugem + papel inibidor de ferrugem em fase de vapor + caixa de madeira. As engrenagens de precisão a serem transportadas por via marítima também exigem embalagem a vácuo.
Q9: Como posso obter um orçamento para fabricação de engrenagens cônicas?
Envie seus desenhos de projeto e especificações (material, grau de precisão, quantidade, etc.). JS Precision fornece uma análise DFM gratuita e um orçamento detalhado, normalmente em 24 horas. Observe que o tamanho do lote afeta significativamente o custo unitário.
Resumo
A fabricação de engrenagens cônicas é um projeto tecnicamente elaborado que converte princípios de engenharia em geometria precisa, ciência de materiais e prática de tratamento térmico.
Vai desde a escolha dos processos corretos para a usinagem de engrenagens até o projeto dos perfis dos dentes das engrenagens cônicas em espiral e, eventualmente, ao controle de custos na fabricação de engrenagens personalizadas, onde tudo deve ser rigorosamente adaptado às condições de operação.
Escolher o processo preciso, o perfil do dente e o fabricante de engrenagens cônicas desempenha um papel vital no cumprimento das metas de desempenho e custo desejadas.
A JS Precision está profundamente envolvida na fabricação de engrenagens cônicas há mais de vinte anos, fornecendo suporte completo ao processo, desde o projeto até a produção em massa. Se você tiver necessidades relacionadas, considere fazer parceria com a JS Precision e deixar nossa equipe profissional capacitá-lo.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de precisão JS
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

